Internal Combustion Engine &Parts
0引言
车身是汽车必不可少的关键性组成部分,车身制造质量涉及到焊接、尺寸、扭矩、选装等方面。在白车身制造过程中零部件尺寸控制极易受到多方面因素影响,制造工艺、零部件公差、定位基准等,要在科学把握基础上针对车身零部件在装配方面的关系,优化分配白车身不同零部件公差的同时深化控制尺寸误差,防止超过规定范围,确保零部件功能作用最大化发挥,全面提升车身制造以及整车装配质量。
1白车身零部件尺寸误差1.1白车身零部件尺寸冲压、焊装、涂装以及总装四大工艺属于传统车身的制造工艺,白车身制造主要和冲压、焊装两大工艺有机联系,对白车身零部件尺寸精准度有着较大的影响。白车身由多个元素组成,前车体、左右侧围、顶盖等,各自发挥着不同的功能作用,直接关系到白车身整体运行性能。作用到白车身中的零部件多样化、复杂化,零部件尺寸质量问题体现在多个方面,比如,基准统一度不高,工装测量基准不科学,工装定位尺寸稳定性不高,导致尺寸出现误差,零
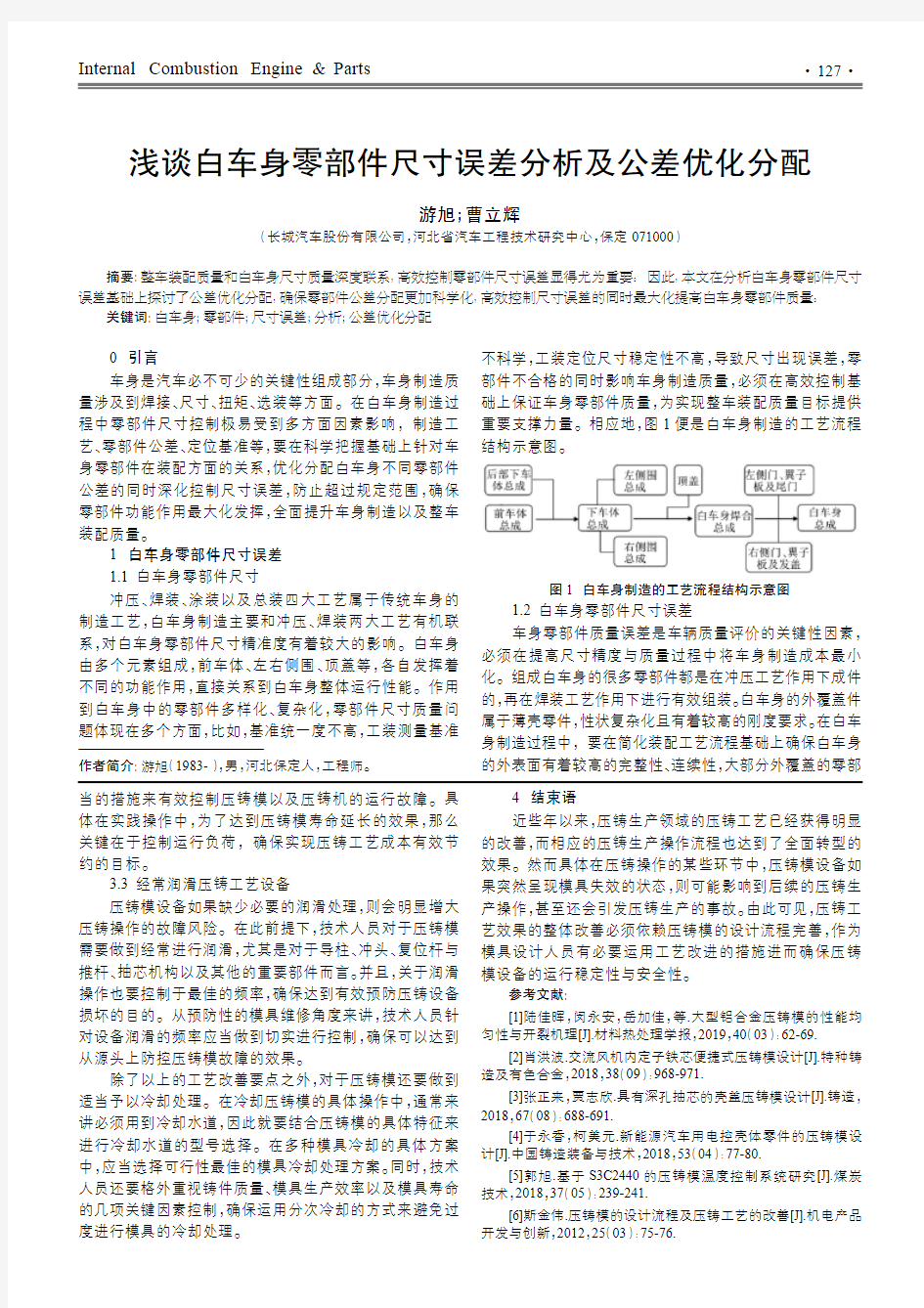
部件不合格的同时影响车身制造质量,必须在高效控制基础上保证车身零部件质量,为实现整车装配质量目标提供重要支撑力量。相应地,图1便是白车身制造的工艺流程结构示意图。
图1白车身制造的工
艺流程结构示意图
1.2白车身零部件尺寸误差
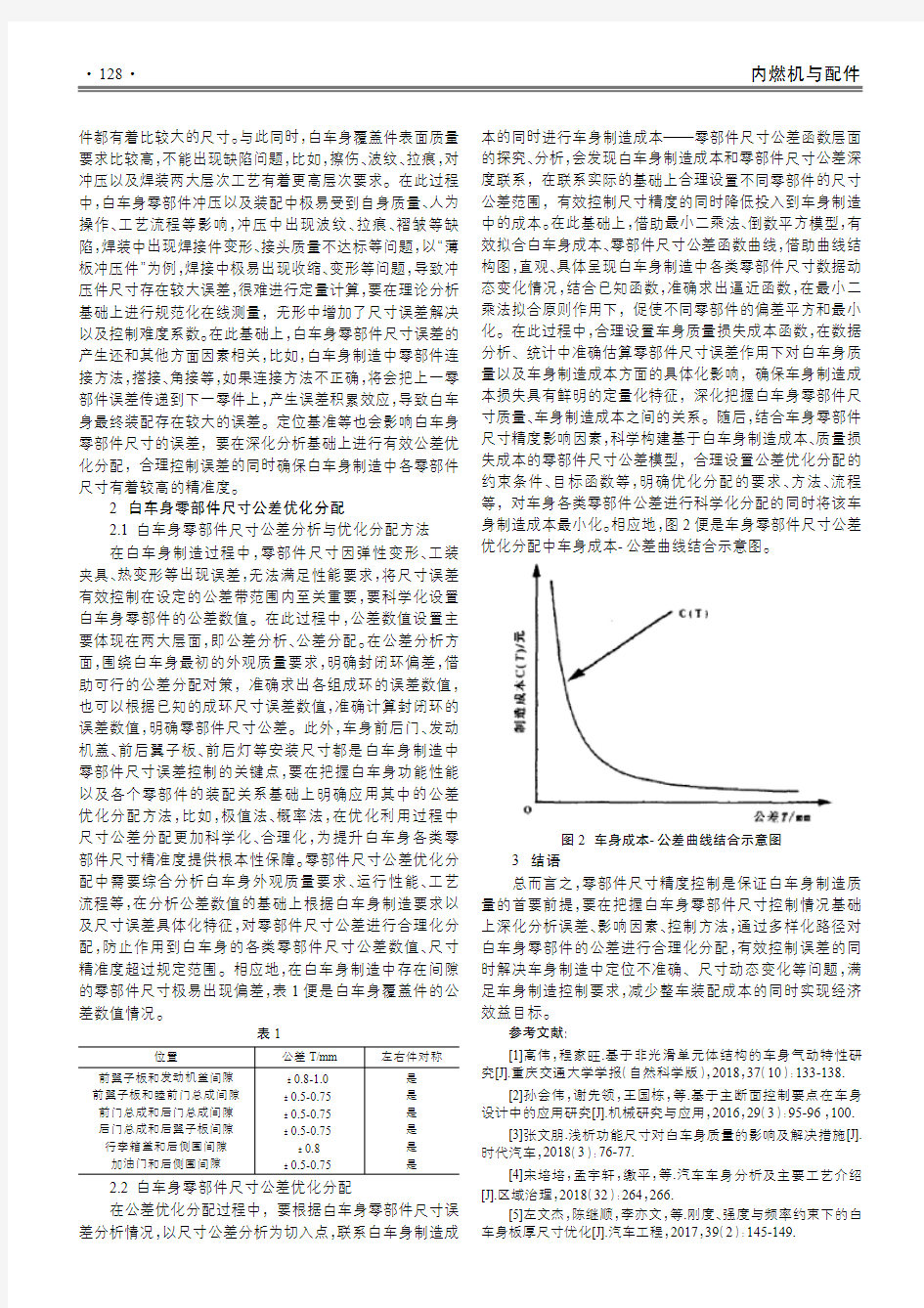
车身零部件质量误差是车辆质量评价的关键性因素,必须在提高尺寸精度与质量过程中将车身制造成本最小化。组成白车身的很多零部件都是在冲压工艺作用下成件的,再在焊装工艺作用下进行有效组装。白车身的外覆盖件属于薄壳零件,性状复杂化且有着较高的刚度要求。在白车身制造过程中,要在简化装配工艺流程基础上确保白车身的外表面有着较高的完整性、连续性,大部分外覆盖的零部——————————————————————
—作者简介:游旭(1983-),男,河北保定人,工程师。
浅谈白车身零部件尺寸误差分析及公差优化分配
游旭;曹立辉
(长城汽车股份有限公司,河北省汽车工程技术研究中心,保定071000)
摘要:整车装配质量和白车身尺寸质量深度联系,高效控制零部件尺寸误差显得尤为重要。因此,本文在分析白车身零部件尺寸
误差基础上探讨了公差优化分配,确保零部件公差分配更加科学化,高效控制尺寸误差的同时最大化提高白车身零部件质量。
关键词:白车身;零部件;尺寸误差;分析;公差优化分配
当的措施来有效控制压铸模以及压铸机的运行故障。具
体在实践操作中,为了达到压铸模寿命延长的效果,那么关键在于控制运行负荷,确保实现压铸工艺成本有效节约的目标。
3.3经常润滑压铸工艺设备
压铸模设备如果缺少必要的润滑处理,则会明显增大压铸操作的故障风险。在此前提下,技术人员对于压铸模需要做到经常进行润滑,尤其是对于导柱、冲头、复位杆与推杆、抽芯机构以及其他的重要部件而言。并且,关于润滑操作也要控制于最佳的频率,确保达到有效预防压铸设备损坏的目的。从预防性的模具维修角度来讲,技术人员针对设备润滑的频率应当做到切实进行控制,确保可以达到从源头上防控压铸模故障的效果。
除了以上的工艺改善要点之外,对于压铸模还要做到适当予以冷却处理。在冷却压铸模的具体操作中,通常来讲必须用到冷却水道,因此就要结合压铸模的具体特征来进行冷却水道的型号选择。在多种模具冷却的具体方案中,应当选择可行性最佳的模具冷却处理方案。同时,技术人员还要格外重视铸件质量、模具生产效率以及模具寿命的几项关键因素控制,确保运用分次冷却的方式来避免过度进行模具的冷却处理。
4结束语
近些年以来,压铸生产领域的压铸工艺已经获得明显的改善,而相应的压铸生产操作流程也达到了全面转型的效果。然而具体在压铸操作的某些环节中,压铸模设备如果突然呈现模具失效的状态,则可能影响到后续的压铸生产操作,甚至还会引发压铸生产的事故。由此可见,压铸工艺效果的整体改善必须依赖压铸模的设计流程完善,作为模具设计人员有必要运用工艺改进的措施进而确保压铸模设备的运行稳定性与安全性。
参考文献:[1]陆佳晖,闵永安,岳加佳,等.大型铝合金压铸模的性能均匀性与开裂机理[J].材料热处理学报,2019,40(03):62-69.
[2]肖洪波.交流风机内定子铁芯便捷式压铸模设计[J].特种铸造及有色合金,2018,38(09):968-971.
[3]张正来,贾志欣.具有深孔抽芯的壳盖压铸模设计[J].铸造,2018,67(08):688-691.
[4]于永香,柯美元.新能源汽车用电控壳体零件的压铸模设计[J].中国铸造装备与技术,2018,53(04):77-80.
[5]郭旭.基于S3C2440的压铸模温度控制系统研究[J].煤炭技术,2018,37(05):239-241.
[6]斯金伟.压铸模的设计流程及压铸工艺的改善[J].机电产品开发与创新,2012,25(03):75-76.
车身尺寸 稳定性控制方法 龚国平(沙济伦博士指导) 2005年11月 奇瑞公司规划设计院
编写本文目的 ?讨论建立车身尺寸稳定性指标的必要性、可行性以及如何实施。 ?介绍车身尺寸稳定性控制方法。 公司目前车身尺寸控制指标 ?目前,公司车身尺寸主要控制指标是IQG值和尺寸符合率(DAR)。 ?这两个指标侧重控制车身尺寸的准确性,也就是精度,但是相对忽视了更重要的一项指标--稳定性。 认识 IQG ?什么是IQG ? 它是法语:Indice Qualide Geometrique 的所写,中文意思是“车身几何质量指数”,它是用来评定钣金零件、分总成及总成重要几何尺寸一致性的一种工具。 ?IQG值是如何计算的? IQG值=所有超差测量特性扣分之和 / 测量特性总数;它的取值范围是0-10之间。 认识尺寸符合率(DAR) ?什么是DAR ? 它是英语:Dimension Accord Rate 的所写,中文意思是“尺寸符合率”,它是用来评定钣金零件、分总成及总成重要几何尺寸符合要求的程度。 ?DAR值是如何计算的? DAR值=未被扣分测量特性之和 / 测量特性总数;它的取值范围是0-1之间。 结论 ?IQG值和尺寸符合率(DAR)都仅仅控制了车身尺寸的准确性或精度,对尺寸的稳定性却没有控制,或仅有很微弱的控制。
?我们迫切地需要一个控制车身尺寸稳定性的指标。 稳定性比准确性更重要 ?为什么这么说? 一个枪手打靶,可能会有如下四种情形: ?很明显,情况1最差,情况4最好。 ?那么情况2和情况3哪一个比较好呢? 2反映了一种准确性或精度,但是它的分散程度很大,3反映了一种稳定性或一致性,但是它偏离目标很大。究竟哪一种情形更好? ?情况3的解决可能仅仅只需要调整一下准心,很容易就解决了问题。 ?情况2呢?必须对打靶所用的枪进行全面检查,详细分析其原因。 ?对于我们的车身尺寸控制(包括调试)也一样。稳定性比准确性更重要。 ?比如说某个测量特性,它的测量结果表明它一直偏离正确位置10mm,怎么办?很容易解决,只需要调整夹具,调过来10mm;就算因特殊原因,不能调整夹具,那改冲压件也可以,会有立竿见影的效果。 ?如果一个测量特性,测量结果表明它在目标值的正负5mm之间波动,这个问题怎么办?通过调夹具能解决吗?通过更改冲压件能解决吗?
CETOL软件在三维公差设计 的解决方案 莎益博工程系统开发(上海)有限公司
1.三维公差 1.1. 传统设计的不足 国内的大部分企业,对于公差分析还是存在模糊的认识,即公差分配是设计人员的任务。设计人员在做公差分析的时候,大多数时候参照已有产品的公差分配,公差无法参照的地方,多采用手工画一维尺寸链图,粗略的得出封闭换尺寸公差。上述情况存在诸多不足,第一,当设计人员在设计公差时参照老产品,并不能提高设计人员对公差分配原理的理解,当遇到和老产品不一样的产品,设计人员就失去了参照的依据。第二,手工计算一维尺寸链很容易出错,当这种错误发生时,又不容易检查。第三,手工计算效率较低,当尺寸链包含非常长时,需要大量的公差计算时间。第四,手工方法计算一维尺寸链比较容易,但是对于二维或三维的尺寸链计算就更加复杂。 1.2. 使用公差分析软件的优势 公差分析软件为设计人员提供了一个公差分析与综合的平台,使设计人员通过它实现在设计阶段对关键零件尺寸进行公差分析,结合实际的工艺加工能力,选择制造成本最低,又能保证满足设计要求的最优公差,分析的结果也可以为设计提供参考。具体来说,公差分析与综合系统为设计人员提供了评估公差状况的手段,通过该系统,给出了可靠、准确、合理的公差分配的依据。总结来说,使用公差分析软件有如下优势: 一.在CAD环境下模拟三维零件的装配过程。它可以直接读取CAD系统的设计参数,当设计参数更新时,公差分析的数据也一起更新。 图1 Solidworks公差分析界面
图2 CATIA公差分析界面 图3 Cre/Proe 公差分析界面 二.自动计算三维尺寸链误差的传播。下图是V形块和圆柱销的装配,公差分析软件不仅能计算沿着尺寸方向的尺寸对圆柱销高度的影响,还可以计算V形块的宽度和夹角对圆柱销高度的影响。
白车身设计规范 一、冲压件设计规范 1.孔 1.1钣金上的冲孔设计要与钣金冲压方向一致。 1.2孔的公差表示方法 1.3过线孔 1.3.1过线孔翻边 1.3.1.1过线孔翻边至少要3mm高。此翻边对钣金起加强作用,防止在安装过程中产生变形,从而影响此孔的密封性。 1.3.1.2如果通过过线孔的零件是面积≤6的固体,或者钣金足够厚,使其在不借助翻边时也能够承受住过线孔安装时的压力,那么此过线孔可以不翻边。 1.3.2过线孔所在平面尺寸 1.3. 2.1过线孔为圆孔(半径设为Rmm)时,孔周圈的平面半径应为(R+6)mm 1.3. 2.2过线孔为方孔时,孔周边的平面尺寸应比孔各边尺寸大6mm。
1.4法兰孔 1.4.1 1.5排水孔 1.5.1排水孔设计在车身内部空腔的最低处,其直径一般为6.5mm。 1.5.2对于车身内部加固的防撞梁,应同样在其空腔的最低处布置排水孔。 1.5.3在车身结构件的空腔及凹陷处必须布置排水孔。 1.6空调管路过孔
1.8管道贯通孔 2.圆角
3.边 3.1密封边 3.1.1行李箱下端 3.1.1.1.为了使水排出止口,如图所示需要留出3.0mm的间隙。 3.1.1.2安装用止口应该具备恒定的高度和厚度(用于弯角的凸缘除外)。 3.1.1.3车门开口周围的止口厚度变化,包括制造变差的范围通常在1.8mm至6.0mm之间。厚度的极端值会产生较高的插入作用力和密封条稳定性等问题。 3.1.1.4止口厚度的变化在任何位置不得超过一个金属板的厚度。如果可能,仅可以使垂直的止口产生厚度变化,绝对不要使弯角半径产生厚度变化。止口厚度的阶段变化会使密封条托架中的水渗漏。 3.1.1.5应该避免带有焊点的止口出现燃油和其它润滑油,这些物质会降低稳定性。 3.1.1.6止口结构类型及其优缺点
1.白车身公差分配计算过程概述 一、主机厂、设计公司、模夹具供应商共同确定GAP&FLUSH文件。 这一步是非常重要的。主要考虑因素:竞争车型参数(这是首要的)、质量目标、模夹具供应商的制造精度能力。及时有效的组织协调是重要保证 二、公差分配计算。 GAP&FLUSH文件就是最重要的输入文件。这个工作可能由主机厂来做,也可由设计公司来做,还有可能由夹具公司来做,这些模式都是可以的,但前提是一定要在合同里写明。 计算过程:总成公差——子总称公差——〉〉〉——零件公差 输出文件就应该是GD&T图,GD&T图就应该成为模具和检具的精度设计依据。 计算方法:应该是利用统计原理进行公差计算。 利用计算机软件,建立尺寸模型,输入约束条件,结合经验,给出结果。 具体的软件名称和计算方法,很可惜,没有见到过,还请哪位大侠能不吝赐教。 三、模夹具平衡调整 但是,最终要得到高质量的白车身,P试阶段的模夹具平衡调整非常重要,实际上是在零件公差范围内的又一次微调。这一阶段的组织管理非常重要,质量部门责任重大。 2. 2MM工程虽然提到得是具体的误差要求,但是要分配到整车不同的质量控制环节,决不是一件简单的事情。误差的分配大致分为模具的制造误差,零件的制造误差,分总成焊接的误差,然后到总成的焊接误差,总装的误差。再下去就是提供焊接的夹具制造误差等等。研究的方向通常是从提高各个环节的精度以及减小各个环节误差相互影响两个方面入手。RPS,MLP以及尺寸链研究等等都是整个系统工程的一部分内容 3. 2mm工程的概念是由美籍华人美国密歇根大学教授吴贤民先生提出,得到美国三大汽车公司认同,并得到美国联邦政府的科研基金资助。目的是要改进汽车车身几何精度----主要是指车身的几何尺寸的一致性。实现的手段是持续改进工程,衡量的指标是CII--Continuouse improvement Index。简而言之就是希望车身的几何尺寸的标准差(6sigma)要小于或等于2毫米。 工程由吴氏先进制造技术研究所和美国三大汽车公司在美国联邦政府的资助下合作完成,虽然不是所有的参与车型都达到了预期目标,确实使得美国三大汽车公司的车身几何制造精度有了一次飞跃。过去美国汽车开闭件漏雨和风噪声大的蜜封问题从根本上得到改善。它的意义已经超出了2mm工程本身,首先代表吴氏先进制造技术研究所去实施2mm工程的主体是从大陆到美国学习的中国人,使三大汽车公司的主管看到了中国人的能力。另外工程展示了最新的测量技术、测量设备、测量方法、试验方法、统计分析方法和故障诊断方法的威力,坐在办公室里通过分析数据,基本就可以确定问题的原因是什么,出在哪道工序。从那以后,美国三大汽车公司的车身几乎是100%测量。Perceptron公司由此迅速发展壮大,全世界的大汽车厂现在都用它提供的激光非接触测量设备来检测车身和车身组件的几何精度,造就了一个全新的产业。也彻底地改变了美国三大汽车公司控制车身几何误差的操作方法和观念。如何才能保证几何尺寸一致性的观念改变是根本性的,那就是环节的唯一性法则,几何误差的主体(显著性)就是由于某些环节的唯一性法则没有满足。 (补充:100%测量什么意思:焊装线的最后一个工位就是光学三坐标测量系统,该系统要测量每台经过此工位的车身总成。可以在办公室通过网络实时察看测量数据,数据要保留在数据库里至少六年备查。 白车身上的几何精度控制(测量)点有一百多个,因车型而异。测量一台车身所用的时间
基于三维偏差分析技术的尺寸公差设计应用 摘要:整车开发过程中需要完成成百上千个零件的公差设计,为达到设定的质量目标,高效准确的偏差分析控制成为公差设计中的重要环节。本文介绍了三维偏差分析采用的算法、虚拟样车偏差分析模型建立开发流程、尺寸项目开发中的公差分配设计方法;并结合国内自主开发项目多个实际案例,列举了关键区域三维偏差分析理论计算数值与实际生产数据置信度对比;证明可以通过建立了虚拟工程样车系统,完成车身装配的匹配优化、公差设计,可以减少为实现尺寸匹配而进行多轮物理螺打车制造活动,节约项目开发时间和成本。 在整车设计和制造各个阶段的各种偏差中,零部件偏差是导致整车装配总偏差的关键因素之一。零部件公差是确定模具、检具、工装夹具公差的基础,公差制定、分配不合理会造成模具、夹具的大量调整,造成生产成本上升。国内外先进汽车设计公司设有尺寸工程部门,利用公差分配技术将公差目标分配到各级并进行公差精度优化,保证产品质量。公差分配技术是指依据整车各子系统产品功能、内外观感官质量和总体技术要求,考虑制造系统的经济工艺能力,在整车开发设计阶段为零部件合理地分配公差。 主流公差管理模式有两种,一是日系企业以经验为基础,将整车公差目标层层分配到白车身总成、底板总成、大总成、小总成以及单件,并通过工程样车制造来验证调整设定的公差;二是欧美以先进的偏差分析软件为技术手段,结合工程经验,将整个尺寸链通过虚拟仿真的方式完成整车及零部件公差管理。本文将会介绍泛亚汽车技术中心现阶段是如何结合国内零部件生产制造能力,借鉴欧美先进三维偏差分析公差管理软件技术手段,实现车身公差管理系统化和标准化。 1 三维偏差分析软件及算法 专业公差管理软件主要有3DCS和V is_VSA,分别由DCS及UG公司开发的一套零件、装配件公差分析与设计软件。目前国内能够独立应用这些软件进行公差设计的整车厂较少,国内开展基于三维偏差分析的公差设计工作更多地是采取与商业咨询公司联合应用这些软件开发尺寸系统。本文中公差管理理论分析计算应用的是3DCS软件。 1.1 偏差分析软件算法 公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法。为了便于描述,先定义公差函数。公差函数是尺寸链中欲求解封闭环或组成环与已知组成环和封闭环函数关系的表达式,设公差函数为:y=f(x1, x2, x3, …, xn) (1) 式中,y为欲求解的封闭环或组成环的尺寸及偏差;n为已知组成环和封闭环的个数;x1, x2,…,xn为相互独立的已知的组成环和封闭环的尺寸及偏差。对于线性尺寸链,可以从极值法的公式中推导出公差函数;对于非线性尺寸链,公差函数没有统一的表达式,要根据尺寸链的几何关系确定。 3DCS软件中采用蒙特卡罗模拟法进行公差模拟分析。蒙特卡罗算法的基本思想为当所求解问题是某种随机事件出现的概率,或者是某个随机变量的期望值时,通过某种“实验”的方法,以这种事件出现的频率估计这一随机事件的概率,或者得到这个随机变量的某些数字特征,并将其作为问题的解。用蒙特卡罗算法求解公差问题,其实就是把求封闭环尺寸公差的问题转化为求解一个随机变量的统计问题来处理;封闭环尺寸公差的确定,采用随机模拟和统计实验的方法求解,用这种方法得到的结果比较符合实际情况。用蒙特卡罗模拟法进行公差分析的具体步骤为:
有效的车身尺寸控制方法 作者:文章来源:发布时间:2010-07-13 新浪微博QQ空间人人网开心网更多 图1 车身尺寸变差鱼骨分析 汽车车身尺寸控制是汽车生产的重要质量控制项目,也是一个系统工程,其控制能力综合反映了一个企业的产品开发和质量控制水平,因此是汽车制造企业的关注焦点。江铃全顺工厂结合自身产品的特点,通过不断地总结和探索找到了一个适合自己的车身尺寸控制方法,即抓住根本,控制车身的变差源。 汽车制造四大工艺中冲压和焊接是基础,是整车质量的保证。在冲压焊装的前期工艺规划中,零件模具和车身焊接夹具以及生产线的设计又是车身尺寸控制的关键环节。设计工装模夹具时,不仅要考虑生产纲领,还必须要熟悉产品结构,了解钣金件变形特点,掌握冲压、涂装以及总装工艺的诸多要求,通晓零部件装配精度及公差分配。只有做到这些,才能对模夹具进行全方位的设计,满足生产制造要求,达到车身尺寸质量要求。下面结合全顺工厂的经验谈谈车身尺寸的控制方法。 变差的来源 由于所有制造过程在人员、机器、材料、方法、环境以及测量方面都存在变动因素(如图1所示),所以车身尺寸的变差不可避免,在制造上也就有了公差的概念,公差的大小、过程能力的高低取决于控制变差能力的大小,这也具体反映了车身制造的质量水平。经历过多次新产品开发流程,我们总结了6方面造成车身尺寸变差的权重:材料占45%,机器占30%,人员和方法占20%,环境和测量占5%。冲压件在投产阶段对车身尺寸影响非常大,具体如表1所示。
表1 车身尺寸合格率与材料状态的对照 控制变差源 在车身开发阶段,有4个阶段会对车身尺寸产生较大影响,分别为产品设计、工艺开发、试生产及批量生产,各阶段产生的影响程度和侧重点不同。要控制变差源,开发阶段控制占70%,过程控制占30%。在开发阶段,产品设计和工艺开发尤为重要。首先,要建立车身统一基准系统,用于统一从冲压件、零件检具、焊接总成、白车身装配,到总装装配的主定位基准原则,建立MCP(Master Control Point)清单,便于冲压、焊接、总装工艺在开发定位工装时协调一致,避免因工序定位选择不同而产生偏差。其次,产品设计要避免冲压成形工艺过于复杂,减少冲压回弹和零件干涉现象,模夹具设计定位必须可靠,如夹具定位孔必须选择传递冲压的主定位孔,定位面必须选取冲压件的可靠面。再次,工装设计时要便于员工取放料,易于操作和维护,以防生产过程中因人机工程问题造成的尺寸变差。 考虑到车身钣金件回弹,形状不规则,材质及冲压工艺的影响,车身夹具都采用过定位设计以校正零件变形,而且定位夹紧单元都设计成三维或二维方向可调以适应零件变化。一般来说,车身夹具设计遵循的原则为: 1. 对单个工件一般用二销二型面的“定位-夹紧”稳定原则。实质上二销确定了X,Y 向,二型面则强化确定了Z向。对特别大的工件,考虑到钣金弹性件可适当增加销与型面的“定位夹紧”,以增加局部区域的稳定性。 2. 定位尺寸一致性传递原则,即不同工序不同夹具的定位尺寸应一致。 3. 焊点可视原则。 4. 以大尺寸、复杂零部件为先导,其余零件随后装上夹具,即逐次“定位-夹紧”。 5. 定位销精度±0.05mm,定位面精度±0.2mm。 在试生产前,工装夹具的安装非常重要,只有合格的工装才能生产出合格的产品。夹具安装到位后,需使用测量设备(如激光跟踪仪)对所有定位孔面进行全尺寸测量,建立完备的定位基准数据,便于生产期间的车身尺寸协调。一般工装到位后的试生产需要维持6个月,以满足投产不同阶段的质量控制目标。试生产阶段主要是解决实际零件和工装夹具的匹配协调性,同时解决操作过程中的实际困难,直到到达设计要求的节拍以及质量目标才可转入到批量生产。
汽车白车身设计规范 1. 范围 本标准归纳了[BIW]白车身结构设计的一些基本方法和注意事项。 本标准适用于长春宇创公司白车身结构设计及检查。 2. 基本原则 2.1白车身设计是一个复杂的系统并行设计过程,要彻底地摒弃孤立地单个零件设计方法,任何一个 零件只是其所处在的分总成的一个零件,设计时均应考虑其与周边相关零部件的相互关系。 评注:周边造型匹配[面差、分缝影响外观];周边安装匹配[焊接装配、安装件的连接、安装空间] 2.2任何一种车型的白车身结构均可按三层板的设计思想去构思结构设计,即最外层是外板,最内层是内板,中间是加强板,在车身附件安装连接部位应考虑设计加强板。 评注:结构的强度、刚度与横截面积有关系,与周边的展开的周长也有关系,“红旗3”轿车的一个 宣传点就是其前防撞横梁为六边型。 2.3所设计的白车身结构在满足整车性能上、结构上、四大工艺[冲压工艺、焊接工艺、涂装工艺、 总装工艺]是否比参考样车或其他车型更优越,是否符合国内(尤其是客户)的实际生产状况,以便预先确定结构及工艺的改良方案。 2.4白车身在结构与性能上应提供车身所需的承载能力,即强度和刚度要求。 3. 冲压工艺要求 3.1在设计钣金件时,对于影响拉延成型的圆角要尽可能放大,原则上内角R>5,以利于拉延成型; 对于折弯成型的圆角可以适当放小,原则上 R- 3即可,以减小折弯后的回弹。 1)板件最小弯曲半径 最小弯曲半径见下表:
h 》R+2t 。见上表。 R 中心的距离L 不得过小,其值L >2t 。见上表。 5)凸部的弯曲 避免如a 图情形的弯曲,使弯曲线让开 阶梯线如图 r >2t n=r m >2t k >1.5t L b ,或设计切口如c 、d 。 >t+R+k/2 孔径 如) 最大倾斜角度9 6罚 6
白车身尺寸控制过程中关键功能测点的选择和管理 Choose and manage of key function spot in BIW dimension control process 作者:刘杰,20600029,宝骏基地车身车间; Writer:Liujie,20600029,BaoJun base body shop; 摘要: 本文对白车身整车尺寸测量过程中关键功能测点的选择和优化的原则进行了一些总结,对于关键功能测点的管理和尺寸质量提升提出了一些建议和方法。 Abstract: This article summarized the principle for choose and optimize of key function spot in BIW dimension control process, and stated some suggest and method for management of key function spot and promotion of dimension and quality. 关键词:白车身,关键功能测点,选择,管理; Key word:BIW,key function spot,choose,manage; 1前言 现代汽车工业中车身制造的特点就是制造系统庞大,往往包括上百个冲压件,几十套工装夹具,和上百个工序;制造工艺复杂,包括材料,冲压,焊接,涂装,总装等工艺流程。这些特点就导致引起车身尺寸变异的偏差源很多,车身尺寸质量的控制就十分困难。为了监控车身尺寸质量,就必须对车身进行尺寸测量。在现有汽车工业中,一般都使用大型的三坐标测量仪对白车身进行全尺寸的测量。这个测量的过程,因为测量周期和测量设备的限制,基本上都是抽检,而且抽检的频次很低(1%以下)。在这种小样本抽样的情况下,三坐标测点的合理布置和选择在很大程度上就决定了数据的质量,在上千的白车身三坐标测点中选择合理的关键功能测点并进行适当的管理和改进就显的尤其重要。 2 关键功能测点的选择 2.1 三坐标测点的一般分类: 按照测点功能的不同,一般可以将常见的三坐标测点分为三类: 1)主要定位基准测点:主要定位基准测点能够比较明显的反应某一级零件的定位状态,有助于对由于定位或者是基准发生变异而产生的尺寸变差进行进行识别和诊断,例如:白车身上左右侧围主定位孔的测点数据,就能比较好的反应总拼台工装上左右侧围主定位销的尺寸偏差; 2)产品特征测点:产品特征测点能够反应零件,分总成,白车身,甚至整车的产品特征,产品特征测点更加关注车身特征,轮廓线,车身内外饰的配合尺寸等,产品特征测点的好坏,直接关系到一台车能不能给顾客以良好的第一印象,例如:车身前档风窗开口的测点,就能很好的反馈前档玻璃和前档风窗开口配合的间隙,段差等感知质量指标;3)过程控制测点:过程控制测点是产品特征测点的必要保证,它属于过程控制,是为了控制某一工序对车身尺寸质量的影响而设置的测点,是为了识别和诊断本工序过程中出现的制造偏差,一般的下工序(主要是总装车间)有装配需求的测点也归类为过程控制测点。 2.2 关键功能测点的选择一般原则: 从所有的白车身三坐标测点中选择出合理的关键功能测点一般遵循两个原则: 1)车身的开口原则:白车身一般是由左右侧围,发动机舱(前车体),前部下车体,后部下车体,顶盖6个主要的分总成组成,这6部分拼合以后,就会形成前挡风窗,发动机舱,后挡风窗,行李厢,左右前侧门,左右后侧门8个开口部分。这8个开口区域的尺寸质量对整车尺寸质量十分重要,因为8个开口区域的尺寸质量不仅关系到整车外观质量(前后挡风窗,门盖),而且关系到整车的操控质量(发动机舱)。但是这8个开口区
浅谈在线检测与白车身尺寸精度控制 一汽解放汽车有限公司 王治富 李丽芹 赵立彬 1.白车身装配的偏差来源 汽车白车身的制造工艺是一个非常复杂的过程,白车身驾驶室通常由300多个具有复杂空间曲面的薄板冲压零件,在有近100多个装配工位的生产线上大批量、快节奏地焊装而成;同时白车身装配又为一种多层次体系结构,若干零件经焊装夹具焊接成为分总成,分总成又变成下一层装配中的零件。因此中间环节众多,制造偏差很难以控制。 经综合分析其尺寸偏差主要源于以下几个方面:零件本身的偏差、工装夹具定位的不稳定性、焊装变形、操作及工艺的影响(如图) 2.白车身偏差的累积 目前,就我厂来说,检测方式有两种 1、三坐标的常规检测,主要是以一定的频度对白车身驾驶室进行抽样全尺寸检测; 2、在换代驾驶室的焊装线设计上,为了提高白车身的制造精度,在主焊线12工位上安装了在线检测装置对白车身进行100%在线检测。 在线检测装置通常都装在白车身的最后或者后几个工位上,以便对白车身的关键部位进
行检测,监控白车身关键部位的变差情况,以便对问题的及时反映。 但得到的数据通常是最后一个工位的数据,在此之前有11个工序的装配焊接,所以,这最后得道的结果是由12个工序的累积的结果,也就是说,白车身的偏差是由多个工序产生偏差的累积,这样,在分析数据的时候,我们能得到问题的所在,但是究竟是在哪个工序产生的,却很难确定,只能凭经验去分析。扩展开来说,白车身总成是由多个分总成合成,每个分总成也有它本身的累积偏差,同样也会带到白车身总成当中。 所以,我们很自然的想到,对数据的分析要进行工序分离,要做到工序的偏差的分离。在这个问题上,张公绪提出的两种质量的概念,适用于对多工序、多因素加工过程中的质量数据进行针对性的分析和处理,为故障诊断提供依据。工序综合质量也称为总质量,它不但包括本道工序本身固有的加工质量,也包括了所有上道工序加工质量。总质量与所有前道工序和本道工序的加工质量都有关系,反映的是所有工序质量的综合。分质量指的是该道工序固有的质量,只与本道工序的加工和设备情况相关,而与上道工序无关。从生产过程来看,上道工序完成的半成品送到下道工序,经过下道工序加工后,形成综合质量,它包括上道工序的影响和本道工序的作用两部分,从这个角度上说,每道工序都存在两种质量。 如何区别开每个工序质量,以便能更好的发挥在线检测设备及在线检测数据的作用,从而能够更准确的发现问题的所在,减小分析问题的难度,缩短问题处理得时间。是我们需要研究和探索的课题。 3.区别工序质量的几个思路 从我厂的情况来看,第一从设备入手,对各关键装配工序都安装在现检测设备,在我厂新焊装设计的时候,在每个分总成焊装线上都设计了在线检测设备,在关键环节对总成尺寸精度进行严格检测监控,但这样就会带来过高的成本。 第二,利用现有的测量设备(三坐标测量机)进行定期对关键工序进行测量,得到的数据与总成合成后的在线检测数据对比,得出两个工序间的工序质量,从而得出每个关键工序的工序质量,具体的实施方法: 每月对关键工序,即总成形成工序的夹具和总成进行检测,形成统计性的数据表格,分析该工序的工序质量波动的范围是否在可接受的或设计规定的一定范围内,该工序的那些部位能够对后序产生影响,得出该工序的工序质量。 将该数据与在线检测的数据进行对比,分析两者的偏差,将结果纳入过程控制当中,当
DCS在长安公司的应用及展望 贾信朝,龚成云 长安汽车工程研究院 【摘要】介绍了尺寸管理及DCS软件的应用意义。就DCS在长安公司的应用的现状作了较详细的说明,同时对长安公司业在某车型基础上已开展的DCS分析工作进行了简单的介绍。 【关键词】尺寸管理 DCS 公差分析 The Application of DCS in Changan Company Jia Xinchao,Gong Chengyun Changan Automobile Engineering Institute Abstract:Introduce the Dimensional Management and describe the application signification of the DCS software. Also introduce the application of DCS by a new model in Changan Company. Key words: Dimensional Management DCS Tolerance Analysis 1 引言 近年来中国汽车消费市场日益成熟,消费者的消费理念也日趋理性。人们购车时往往乐于在外观、价格、性能等方面寻求合适的平衡点,其中外观及性能即是对质量的直接要求,而且随着汽车社会的发展这种要求也越来越高,而保证外观及性能的基础则是较高的车身尺寸水平。民族品牌汽车要想在国内激烈的市场竞争中立于不败之地,甚至参与国际竞争,就必须加快成长步伐,保证较高的产品质量,这就对汽车车身尺寸水平提出了较高的要求。同时,有市场竞争力的车型往往会在推出时机和价格上有着明显的优势,这又对产品的研发及投产周期提出了更高的要求。 如何保证在有限的周期内研发、制造出较高尺寸水平的车身是汽车产品设计部门与制造部门之间永恒的话题。在长安公司,制造部门与设计部门同步开发的工作方式已经得到了广泛的应用,并已取得良好的效果,但是如何在设计过程中即行开始对尺寸的管理与优化,减少产品试制及投产期的设计变更量是我们应该考虑的最大的问题。因为在所有影响产品开发周期的因素中,控制产品和装配尺寸的偏差对制造成本和制造周期有很大的影响。这样可以有效地缩短开发周期、降低成本。 为满足车身在较短时间内获得较高尺寸水平的需求,优化尺寸管理的问题,长安公司于2007年引进了一款专业的尺寸分析的软件——DCS。 2 DCS概述 2.1 DCS基本概念简介 就DCS本身而言,它是美国DCS公司推出的专注于尺寸管理领域一款软件,全称Dimensional Control System:公差分析系统。这类软件广泛的应用于汽车、航空、开关等工业制造领域,目的在于推动在设计阶段而非制造阶段对产品的各零部件的尺寸公差进行合理分配并对分配的结果进行仿真分析,根据分析的结果公差的分配进行调整或者对产品、工艺的设计提出修正意见,以达到优化产品、工艺设计的目的,同时更重要的是为整个产品的尺寸体系提出了优化的公差。
课程培训目标: ?能够计算装配零件的最小和最大壁厚、间隙、或干涉, ?能够创建几何公差或正负公差的尺寸链,分析公差叠加结果, ?能够创建、分析复杂的公差叠加分析工具,包含几何公差,名义尺寸,实效条件尺寸,和正负公差, ?能够分析通用装配条件的公差叠加分析, ?能够分析浮动紧固件的公差叠加分析,如何定义螺栓,轴类,或孔类公差, ?能够分析固定紧固件的公差叠加分析,如何定义螺栓,间隙孔,槽,凸缘,和整体尺寸的公差,以及螺纹孔的投影公差, ?能够计算在不同的基准方案下的最大,最小间隙, ?掌握一套逻辑的,系统的,数量化的公差分析方法, 课程包含主要内容: 课程参与者能够解决实际工作中面对的从简单到复杂的装配体的公差叠加分析。培训中以理论讲授和实践练习相结合来分析尺寸公差和几何公差的叠加分析,比较分析不同的基准设置情况下的输出结果。 培训大纲: ?尺寸链分析的起点 ?创建正负尺寸链 ?如何计算,如何确定影响贡献公差叠加结果的尺寸因素 ?如何分析:最差条件法Wost Case ?哪些几何公差影响公差叠加结果? ?均值分析:Mean ?边界计算:GD&T,MMC,LMC和RFS材料条件修正情况下, ?等边正负公差转换 2.复杂装配体的正负尺寸公差叠加分析 ?计算方法 ?尺寸链分析工具制作 ?分析工具的应用 ?最大、最小间隙的分析结果输出 ?合格率的计算 ?Cpk与公差叠加分析 ?统计公差的分析及计算 ?6Sigma公差设计方法
3.公差叠加的2D分析法–水平方向公差叠加和竖直方向的公差叠加分析?尺寸链分析的起点 ?创建正负尺寸链 ?最小、最大间隙的分析结果输出 4.装配体的公差叠加分析 ?装配体中零件间的尺寸链如何建立 ?不同的尺寸布局方案的公差叠加分析 ?尺寸公差定义的装配体中公差叠加分析复杂性 ?最小,最大间隙结果输出 ?公差的优化 ?合格率的计算 ?与几何公差的比较 5.浮动螺栓装配分析 ?几何公差控制的实效边界和补偿公差 ?内边界,外边界,均值边界 ?公差叠加分析中直径到半径的转化方法 ?轮廓度的叠加分析分解方法 ?基准浮动因素 ?几何公差浮动因素 ?复杂装配体的几何公差尺寸链建立方法 ?分析的标准化模板, 6.固定螺丝装配分析 ?计算装配体的最大、最小间隙 ?投影公差的因素 ?正向设计固定螺栓装配总成 ?逆向设计固定螺栓装配总成 ?对于孔类、槽类、凸缘和轴类装配体的分析 ?确定所有的几何公差因素 ?独立特征和阵列特征的不同分析方法 7.几何公差复杂装配体实例分析 ?对零件进行GD&T定义 ?装配设计方案 ?螺纹特征
简析重型汽车车身尺寸控制 摘要:本文介绍了汽车白车身制造过程中的尺寸控制,包括了车身尺寸控制类型、车身尺寸公差的制定和车身尺寸的检测及数据统计分析,及本单位实际生产过程中重型卡车驾驶室尺寸检测控制中的应用实例分析。 关键词:尺寸;控制;检测数据统计分析 前言 高速的汽车工业制造技术发展过程中,汽车车身尺寸控制技术始终扮演着重要的角色。汽车车身尺寸控制技术的提升是汽车制造技术发展提高的需要,它的发展反过来促进了汽车制造能力和制造技术的提高,进而不断的激励促进各汽车制造企业制造出高质量的产品。 1.尺寸检测控制技术 1.1汽车车身尺寸制造过程控制技术 1.1.1汽车车身概念 汽车车身是汽车四大部件之一,它决定了汽车的基本形状、大小和用途。汽车车身是由薄板冲压零件焊成组合件,然后由零件、组合件焊接成几大分总成,由分总成焊接车身总成,装配车门、发动机罩等形成白车身。 1.1.2汽车车身制造基本工艺 车身制造基本工艺包括:a.冲压工艺;b.焊装工艺;c.涂装工艺;d.总装配工艺。 1.1.3汽车车身制造过程尺寸控制 汽车车身制造工艺其中涉及车身尺寸控制的主要为前两部分,而车身冲压工艺是汽车车身生产源头,汽车项目开发过程主要为车身数学模型生成模具,投产得到冲压单件投入焊装车间进行生产,尺寸控制的关键在于数学模型的准确及后期模具开发过程中尺寸的保证能力。焊装夹具是生产产品时的一种辅助手段,它是将工件迅速准确地定位并固定于所定位置,包括引导焊枪或工件的导向装置在内的用于装配和焊接的工艺装备的总称。随着国内外汽车工业的发展,焊接夹具的重要性日益突出,已经成为车身尺寸控制不可或缺的一部分。随着汽车行业的发展,国内外汽车制造厂商对焊装夹具的要求越来越高,这也同时促进了焊装夹具水平的提升,反过来又提升了汽车车身的尺寸精度。 1.1.4国内外车身制造过程尺寸控制
線性尺寸鏈公差分析. 程序設計用于(1D)線性尺寸鏈公差分析。程序解決以下問題: 1公差分析,使用算術法"WC"(最差條件worst case)綜合和最優化尺寸鏈,也可以使用統計學計算"RSS"(Root Sum Squares)。 2溫度變化引起的尺寸鏈變形分析。 3使用"6 Sigma"的方法拓展尺寸鏈統計分析。 4選擇裝配的尺寸鏈公差分析,包含組裝零件數的最優化。 所有完成的任務允許在額定公差值內運行,包括尺寸鏈的設計和最優化。 計算中包含了ANSI, ISO, DIN以及其他的專業文獻的數據,方法,算法和信息。標准參考表:ANSI B4.1, ISO 286, ISO 2768, DIN 7186 計算的控制,結構及語法。 計算的控制與語法可以在此鏈接中找到相關信息"計算的控制,結構與語法". 項目信息。 “項目信息”章節的目的,使用和控制可以在"項目信息"文檔裏找到. 理論-原理。 一個線性尺寸鏈是由一組獨立平行的尺寸形成的封閉環。他們可以是一個零件的相互位置尺寸(Fig.A)或是組裝單元中各個零件尺寸(Fig. B). 一個尺寸鏈由分開的部分零件(輸入尺寸)和一個封閉零件(結果尺寸)組成。部分零件(A,B,C...)可以是圖面中的直接尺寸或者是按照先前的加工工藝,組裝方式。所給尺寸中的封閉零件(Z)表現爲加工工藝或組裝尺寸的結果,結果綜合了部分零件的加工尺寸,組裝間隙或零件的幹涉。結果尺寸的大小,公差和極限直接取決于部分尺寸的大小和公差,取決于部分零件的變化對封閉零件變化的作用大小,在尺寸鏈中分爲兩類零件: - 增加零件- 部分零件,該零件的增加導致封閉零件的尺寸增加 - 減少零件- 部分零件,封閉零件尺寸隨著該零件的尺寸增加而減小 在解決尺寸鏈公差關系的時候,會出現兩類問題: 5公差分析- 直接任務,控制 使用所有已知極限偏差的部分零件,封閉零件的極限偏差被設置。直接任務在計算中是明確的同時通常用于在給定圖面下檢查零件的組裝與加工。 6公差合成- 間接任務,設計
Q/LFQ 力帆实业(集团)股份有限公司企业标准 Q/LFQ J0095—2013 车身钣金加工公差要求 (试行) 2013-02-23发布2012-03-01实施
目次 前言................................................................................ II 1 范围.............................................................................. I 2 规范性引用文件.................................................................... I 3 定义.............................................................................. I 4 测量位置 (1) 5 等级 (1) 6 允许公差及允许值 (2) 7 通用尺寸公差 (10) 8 图纸上的标示方法 (11)
前言 为保证冲压、折弯或拉伸工艺制造的汽车金属零件及其焊接总成的加工精度及其经济性,规范尺寸公差,特制定本标准。 本标准按照GB/T 1.1-2009《标准化工作导则第1部分:标准的结构和编写》给出的规则起草。 本标准由力帆汽车研究院车身所提出。 本标准由力帆汽车研究院标准所归口。 本标准由力帆汽车研究院车身所起草。 本标准起草人:李昌均 本标准批准人:关锋金 本标准所代替标准的历次发布情况为:首次制定。
机构设计公差累积计算方法 发行单位:图管中心文件编号版本第一版管理番号承认检印作成虢登科2005/08/20编号发行章番号页次版次日期变更理由变更内容承认检印作成第一版05 08 20虢登科文件名:机构对策报告的整理格式改订变更履历表1 / 1改订前页次改订后页次文件名:编号发行章番号页次1 / 2适用於信泰影像技术中心规范累积公差计算方法以快捷准确的计算累积公差3.1 基本尺寸----------------指一尺寸中不含公差的数值如200.05-0.1 其中20为基本尺寸 3.2 上下偏差ESEI-------指尺寸中公差上限值如200.05-0.1 其中0.05为上偏差ES -0.1为下偏差EI3.3 形状尺寸----------------轴孔配合中轴和孔的尺寸不拘限於圆形轴孔3.4 位置尺寸 ----------------尺寸链中除形状尺寸外其它为位置尺寸3.5 封闭环-------------------尺寸链中需计算求得的尺寸3.6 增环减环---------------相对於封闭环来说其尺寸增大导至封闭环增大则此尺寸为增环反之则为减环3.7 一次积上---------------一种积公差计算方法详见计算结果选用说明3.8 二次积上 --------------一种积公差计算方法详见计算结果选用说明3.9 尺寸链-----------------决定某一尺寸大小的所有尺寸番号编号页次2 / 2以需求累积公差的尺寸为封闭环建立尺寸链求得一次、二次公差累积结果计算结果选用说明一次公差累积计算方法适用场合二次公差累积见LCD显示范围与lcdcover印刷范围间隙公差计算将各增环减环轴孔的尺寸公
浅谈提高白车身功能尺寸合格率的有效管理措施 从车身制造来看,制作白车身的总体质量关系到防控缺陷选取的方法。针对于白车身,若要从根本上提升车身的综合性能,就要提升总的尺寸合格率。在日常生产中,注重全方位的流程监管。唯有如此,才能防控隐含的车身尺寸缺陷,确保最佳的精准度。针对于白车身的功能尺寸,探析了日常管理的有效措施,提升生产流程的合格率。 标签:白车身;尺寸合格率;有效管理措施 0 引言 制作车身的流程中若没能及时判断出隐含的缺陷,那么将会干扰后续各步骤的车身生产。一旦产生缺陷,只好追查或召回已经制作成的车身。这样做,就耗费了偏高的初期投资[1]。为杜绝这种弊病,有必要采纳全面的生产管控,从根本入手确保制作出来的白车身能够符合尺寸规格,保证了车身的优质性。有效性的管理措施整合了制造的流程、工装的维护、选取操作方法、实时性的物料查看、保持周边环境等。在常规管理中,还需配备实时性的过程查验,构建一体的控制体系。 1 提升合格率的必要性 白车身在先期制作的进程中,有必要慎重防控潜在的缺陷及弊病,全面提升质量。白车身配备的各类构件都设定了必备的尺寸及功能,要提升制作整车的合格率,不可缺失针对于尺寸的调控监管。日常生产时,一旦查出了某种构件的缺陷,那么很难再去予以补救。在这时,唯有追查制成品或者返修,这样就会耗费额外的更高成本。由此可见,车身需要配备符合规格的功能尺寸,确保吻合了初期要求[2]。 探析全方位的有效管理,应当整合车身操作方法、查验物料的流程、保护周边环境、维护工装、测量方式、人员制造这些方面,都需从严予以管理。从总体上看,这些细微的管理构建了多面体的新模式,同时也区分并且细化了生产白车身的不同职责。依照差别化的准则来监管落实,构建了全面及一体性的流程控制。 2 探析有效的管理 2.1 对于差异性的设备 确保最佳的车身性能,不可缺失配套性的制作设备。设备在运转时,应能维持合适的状态。差别化规则下的分级设备管理整合了多样的要素,也配备了多层次的保障。车身设有成套的工装设备,先期要经过调试才可投入运转。具体来看,在调试夹具后,需要标识精确的夹具线,而后衔接螺栓。若测出夹具变更或者松动,则要及时处理。针对于各层次的工装,拟定了差异性的分级管控。通常来看,
使用公差分析软件CETOL 6 σ进行公差分析的实例 ----汽车锁具公差分析案例 针对汽车锁具Pro/E模型,采用Pro/E完全集成环境下的公差分析软件CETOL 6 σ,来做公差模型的创建,基于CETOL提供的系统矩(SOTA法)算法,做统计和极限二种情况下的公差分析。 一.锁具质量关心焦点 作为汽车座椅锁具,其质量的好坏,关系到汽车驾乘人员乘坐的舒适性和安全性。锁具在开锁时,希望能够充分打开,不要与其他零部件之间产生干涉,即顺利打开。锁具在闭锁时,能够经受得住外力的冲击,不至于产生突然脱开现象。在锁具的任何状态,都要求锁具动作部件能够与电器设备很好地连接,在电控装配的驱动下,锁具能够准确地运转到指定的位置。根据设计功能要求,把项目细分到具体的状态上,在运动部件的具体指定位置,做功能要求的详细设定。 1)一个关键质量要求就是爪轮在打开时要远离侧板的开口槽,这是为了确保爪轮不会与锺棒产生干涉。如图1所示。 test
2)锁轮上的孔,在完成机械装配后,需要从这个孔里穿电缆线,来接通电源。根据座椅的设计要求,为了保证电缆线能与
机械设备能可靠地连接,电缆线过孔必须在位于基准孔名义值的正负2个mm之间。如果尺寸超过了上极限,锁具就会出现卡死现象,如果超过了下极限,电缆线就不能很好地与电器设置连接,导致零件废弃和成本增加。 图 2 闭锁时的测量尺寸 另外一个关键尺寸就接触力位置,这个接触力与作用方向一致,是在爪轮和中轮之间,接触力矢量的位置决定了是否有足
够的闭锁运动来保持锁具在冲压载荷的情况仍能正常闭锁,加工和装配偏差都有可能这些关键质量要求产生失效,过紧的公差会增加成本也有可能导致产品无法加工。为了生产高质量低成本的产品,有必要在设计阶段就能理解所有这些问题。 二. 创建公差分析目标 公差分析的前提首先要确定装配性能尺寸,对于锁具装配体,需要确定具体的装配状态。实施步骤如下: 1) 启动CETOL软件的分析器。 a.启动Pro/E。 b.启动CETOL,路径:开始/程序/sigmetrix/CETOL 6 sigma v8.2 for Pro ENGINEER/CETOL v8.2 Modeler。 c.打开锁具装配体。 d. 配置CETOL与Pro/E同步 2) 打开CETOL选项菜单。 a.从工具-选项栏目选择,在偏差标签栏设置 ,如图3 b. 在图表和高亮显示设置栏,设置如下:如图4