多功能热镀锌钢丝生产线
- 格式:doc
- 大小:647.00 KB
- 文档页数:4
碳钢系列:热轧产品宝山钢铁股份有限公司拥有多个钢铁生产基地。
热轧产品的生产集中在股份总部、股份不锈钢事业部以及子公司上海梅山钢铁股份有限公司。
宝山钢铁股份有限公司总部位于上海东北翼,是全球最大的长流程钢铁制造基地之一。
年产钢能力超1450吨。
2050热连轧产线2050mm热轧机于1989年投入生产,设计年产量450万吨。
主体设备有德国西马克、西门子等公司成套提供,包括四座大型步进式加热炉、四架带立辊的粗轧机、一台连杆切头飞剪、七架四辊式精轧机、三台地下液压卷取机等设备。
2050热轧生产品种有:低碳钢、结构钢板、汽车结构钢板、船体结构钢板、耐腐蚀结构钢板、机械结构钢板、压力容器用钢、管线用钢等。
极限供货规格为厚度1.2~25.4mm,宽度600~1900mm。
1580热连轧产线1580mm热轧机组于96年建成投产,设计产量280万吨。
主体设备由日本三菱引进。
该设备采用了当时世界领先的定宽侧压机,边部加热器、PC轧机等多项新技术。
1580的热轧产品主要供公司内冷轧原料使用,其余为热轧商品材,主要品种有热轧低碳钢、结构钢、钢管用带钢、机械结构用钢、汽车结构用钢、集装箱用钢、镀锡板用热轧钢卷等。
极限供货规格为厚度1.5~12.7mm,宽度700~1430mm。
1880热连轧产线1880mm热轧机组是宝钢“十一五”规划重要项目之一,于2007年3月正式投产,设计年产量370万吨。
轧线主体机械设备由日本三菱日立(MH)设计,设备由宝菱重工提供。
除常规产品外,机组具有的快速冷却、低温卷取等技术是其适合生产高强钢和各类先进钢。
极限供货规格为厚度1.5~12.7mm,宽度700~1730mm。
宝山钢铁股份有限公司不锈钢事业部位于上海宝山区,拥有炼铁、炼钢、热轧、冷轧等配套完整的、不锈钢和碳钢联合生产线。
1780热连轧产线1780产线建设始于2001年,2004年4月全面建成投产。
该产线是一条不锈钢和碳钢联合生产线,年设计钢产能257万吨。
制动管、发动机部件、车底和车内部件、供暖系统零件;家电——冰箱底座、外壳、洗衣机外壳、净气机、厨房设备、冷冻室、收音机、热镀锌钢板及钢带根底学问一、热镀锌板的优点热镀锌及其合金是钢铁材料最常见、最有效、最经济的耐大气腐蚀的工艺之一。
热镀锌钢板具有抱负的耐蚀、成形、涂装等综合性能以及本钱低、外观好等优点 主要应用于建筑、汽车和家电行业。
热镀锌层的电化学电位较钢铁材料电位更负,镀层具有优良的电化学保护性能。
镀层较 厚且致密、镀层与钢基体结合力强、耐久性好,镀锌量 600g/m2 热 镀锌钢材的使用年限可达 30 年以上。
钢材热镀锌层在使用过程中无需修理,热镀工艺简洁,对钢材外形尺寸适应性强,除板带钢材外,热镀工艺还广泛用于钢管、钢丝以及构造零部件,而且生产率高。
镀锌层在经济上与其他防护涂层相比,具有很强的竞争力,特别是对于长期使用的零部件, 热镀锌层本钱远低于油漆涂层。
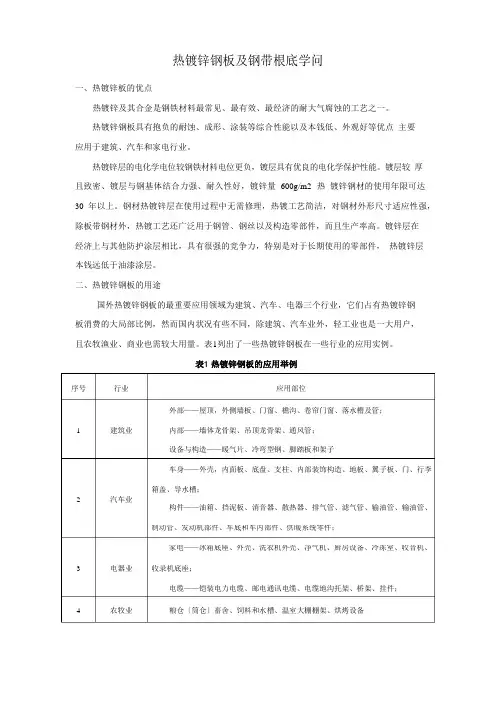
二、热镀锌钢板的用途国外热镀锌钢板的最重要应用领域为建筑、汽车、电器三个行业,它们占有热镀锌钢 板消费的大局部比例,然而国内状况有些不同,除建筑、汽车业外,轻工业也是一大用户, 且农牧渔业、商业也需较大用量。
表1列出了一些热镀锌钢板在一些行业的应用实例。
表1 热镀锌钢板的应用举例序号 行业 应用部位外部——屋顶,外侧墙板、门窗、檐沟、卷帘门窗、落水槽及管; 1建筑业内部——墙体龙骨架、吊顶龙骨架、通风管; 设备与构造——暖气片、冷弯型钢、脚踏板和架子车身——外壳,内面板、底盘、支柱、内部装饰构造、地板、翼子板、门、行李箱盖、导水槽;2汽车业构件——油箱、挡泥板、消音器、散热器、排气管、滤气管、输油管、输油管、3电器业收录机底座;4农牧业电缆——铠装电力电缆、邮电通讯电缆、电缆地沟托架、桥架、挂件;粮仓〔筒仓〕畜舍、饲料和水槽、温室大棚棚架、烘烤设备铁路——车棚盖、内部框架型材、路标牌、车厢内壁;船舶——集装箱、通风道、冷弯框架;5 交通运输航空——飞机库、标牌;大路——高速大路护栏、隔音壁。
稀土、铝、镁在锌基热镀合金中的应用陈 冬 金向雷(河北省冶金研究院 石家庄050031)项长祥(北京科技大学 100083)张国庆(河北金宝钢绳集团有限公司 故城253800) 摘 要 对国内开发的锌—低铝—稀土和锌—低铝—稀土—镁热镀合金镀层的性能、生产工艺技术进行论述,并对其成分、名称、耐蚀性机理等有关问题进行探讨,指出应尽快制定标准,规范市场。
关键词 热浸镀 锌基合金 稀土Application of R are2earth,Al and Mg to Z n2radical Alloy for G alvanizing by DippingChen Dong Jin X ianglei(The Metallurgical Research Institute o f Hebei Province Shijiazhuang050031)X iang Changxiang(Univer sity o f Science and Technology Beijing 100083) Zhang Guoqing(Hebei Jinbao Wire Rope Group Co1,Ltd1 Gucheng253800)Abstract T o discuss the characteristics and production technology of Zn-low2Al-RE and Zn-low2Al-RE-Mg galvanized alloy coat developed at home1S ome relative matters such as their com position,name and anticorrosion mechanism are approached1I t is indicated that standard should be quickly formulated and market should be standardised1K eyw ords galvanizing by dipping; Zn2radical alloy; rare2earth 多年来,人们一直在研究如何提高传统热镀锌镀层的性能,在锌中添加单元或多元合金元素如铝、镁、稀土、铜、镍、钛、锡、铅等一直是研究的热点和焦点。
机柜之酸洗、磷化、热镀锌等工艺详解本文是对网络服务器机柜生产过程中所采用的酸洗、磷化、热镀锌等流程的详细描述,希望对有兴趣了解网络服务器机柜如何生产的朋友有些许帮助。
~_~酸洗工艺酸洗工艺的酸洗液一般为多种酸的混合物,主要有硫酸、硝酸和氢氟酸等,这些混合酸的腐蚀性很强,同时具有很强的氧化性、较高的腐蚀介质的温度,这对防腐材料的耐蚀性能提出了很高的要求。
不锈钢酸洗生产线工艺从生产到废水废气回收系统,各个环节都存在很强的腐蚀状态,因此防腐材料选择的好坏直接关系到设备、车间地坪、地沟、废水废气的环保回收系统等处的正常使用。
如何对酸洗项目防腐进行选材呢?首先是玻璃钢管道和贮罐的结构及原材料选择,其次是车间地坪、设备基础防腐蚀一般采用树脂砂浆地坪结构。
玻璃钢管道和贮罐的结构及原材料选择。
酸洗项目中所用的贮罐和管路系统及酸雾回收系统现在基本选用玻璃钢材质,结构为防渗层+防腐层+结构强度层。
一般情况下防渗层和防腐层至少厚6~8毫米。
树脂选用合适的耐腐蚀环氧乙烯基树脂,专家介绍说--在介质为非氧化性酸、温度条件不是很高时,宜选用双酚A环氧乙烯基树脂;在氧化性酸、温度条件要求高时,宜选用酚醛环氧乙烯基树脂。
为了降低成本结构层大都选用间苯不饱和聚酯树脂,厚度根据具体的结构设计计算。
混酸和废酸贮罐由于腐蚀介质比较复杂,一般选用PVDF/FRP复合罐,但复合罐间PVDF和玻璃钢的粘结是一个亟待解决的问题,而且价格较高造成成本的增加,宜选用海特酸树脂(791H)做为内衬防腐材料,能满足以上介质条件的防腐蚀要求。
车间地坪、设备基础防腐蚀一般采用树脂砂浆地坪结构,总厚度约为7-10毫米,结构为:底漆1-2道+玻璃钢(2布3油)隔离层+树脂砂浆层(5-7毫米)+面层(约1毫米)。
地坪、设备基础的防腐蚀树脂现在都采用环氧乙烯基树脂,但是在底漆的选择上施工单位还习惯采用环氧树脂做底涂材料,以增加树脂和基层的粘结性能。
环氧树脂一般会采用胺类固化剂,固化后表面有油性物质浮出,再和乙烯基树脂粘结时不能够很好的匹配,需要对固化后的表面进行处理方可进行后续的防腐蚀结构施工,若处理不好容易分层、开裂。
电镀锌与热镀锌的区别锌易溶于酸也能溶于碱故称两性金属锌干燥空气几乎发生变化潮湿空气锌表面会生成致密碱式碳酸锌膜含二氧化硫、硫化氢及海洋性气氛锌耐蚀性较差尤其高温高湿含有机酸气氛里锌镀层极易被腐蚀锌标准电极电位-0.76V对钢铁基体来说锌镀层属于阳极性镀层主要用于防止钢铁腐蚀其防护性能优劣与镀层厚度关系甚大锌镀层经钝化处理、染色或涂覆护光剂能显著提高其防护性和装饰性近年来随着镀锌工艺发展高性能镀锌光亮剂采用镀锌已从单纯防护目进入防护-装饰性应用镀锌溶液有氰化物镀液和无氰镀液两类氰化物镀液分微氰、低氰、氰、和高氰几类无氰镀液有碱性锌酸盐镀液、铵盐镀液、硫酸盐镀液及无氨氯化物镀液等氰化镀锌溶液均镀能力好得镀层光滑细致生产被长期采用由于氰化物剧毒对环境污染严重近年来已趋向于采用低氰、微氰、无氰镀锌溶液镀锌工艺二、原理盛有镀锌液镀槽经过清理和特殊预处理待镀件作阴极用镀覆金属制成阳极两极分别与直流电源正极和负极联接镀锌液由含有镀覆金属化合物、导电盐类、缓冲剂、pH调节剂和添加剂等水溶液组成通电镀锌液金属离子电位差作用下移动阴极上形成镀层阳极金属形成金属离子进入镀锌液保持被镀覆金属离子浓度[1]有些情况下镀铬采用铅、铅锑合金制成溶性阳极只起传递电子、导通电流作用电解液铬离子浓度需依靠定期地向镀液加入铬化合物来维持镀锌时阳极材料质量、镀锌液成分、温度、电流密度、通电时间、搅拌强度、析出杂质、电源波形等都会影响镀层质量需要适时进行控制三、种类1、碱性氰化物镀锌2、碱性锌酸盐镀锌3、铵盐镀锌4、钾盐镀锌5、铵钾混合浴镀锌6、硫酸盐镀锌三、镀锌层处理1、去氢2、钝化3、着色现钢板表面镀锌主要采用方法热镀锌热镀锌由较古老热镀方法发展而来自从1836年法国把热镀锌应用于工业来已经有百四十年历史了而热镀锌工业近三十年来伴随冷轧带钢飞速发展而得了大规模发展热镀锌板生产工序主要包括:原板准备→镀前处理→热浸镀→镀处理→成品检验等按照习惯往往根据镀前处理方法同把热镀锌工艺分线外退火和线内退火两大类即湿法(单张钢板热镀锌法)、线外退火(单张钢板热镀锌法)、热镀锌惠林(Wheeling)法(带钢连续热镀锌法)、线内退火森吉米尔(Sendzimir)法(保护气体法)、改良森吉米尔法、美钢联法(同日本川崎法)、赛拉斯(Selas)法和莎伦(Sharon)法1.线外退火:热轧或冷轧钢板进入热镀锌作业线之前首先抽底式退火炉或罩式退火炉进行再结晶退火样镀锌线存退火工序了钢板热镀锌之前必须保持无氧化物和其脏物存洁净纯铁活性表面种方法先由酸洗方法把经退火表面氧化铁皮清除涂上层由氯化锌或由氯化铵和氯化锌混合组成溶剂进行保护从而防止钢板再被氧化(1)湿法热镀锌:钢板表面溶剂经烘干(即表面还湿)进入起表面覆盖有熔融态溶剂锌液进行热镀锌此方法缺点: a.只能无铅状态下镀锌镀层合金层厚且粘附性坏 b.生成锌渣都积存锌液和铅液界面处而能沉积锅底(因锌渣比重大于锌液而小于铅液)样钢板因穿过锌层污染了表面因此该方法已基本被淘汰(2)单张钢板:种方法般采用热轧叠轧板作原料首先把经过退火钢板送入酸洗车间,用硫酸或盐酸清除钢板表面氧热镀锌法化铁皮酸洗之钢板立即进入水箱浸泡等待镀锌,样防止钢板再氧化经过酸洗、水清洗、挤干、烘干、进入锌锅(温度直保持445—465℃)热镀锌再进行涂油和铬化处理种方法生产热镀锌板比湿法镀锌成品质量有显著提高只对小规模生产有定价值(3)惠林法热:该连续镀锌生产线包括碱液脱脂、盐酸酸洗、水冲洗、涂溶剂、烘干等系列前处理工序而且原板进入镀锌线镀锌前还需要进行罩式炉退火种方法生产工艺复杂生产成本高更主要此方法生产产品常常带有溶剂缺陷影响镀层耐蚀性并且锌锅AL常常和钢板表面溶剂发生作用生成三氯化铝而耗掉镀层粘附性变坏因而此方法虽已问世近三十年世界热镀锌行业并未得发展2.线内退火:由冷轧或热轧车间直接提供带卷作热镀锌原板热镀锌作业线内进行气体保护再结晶退火属于类行业热镀锌方法包括:森吉米尔法、改良森吉米尔法、美钢联法(同日本川崎法);赛拉斯法;莎伦法森吉米尔法:把退火工艺和热镀锌工艺联合起来其线内退火主要包括氧化炉还原炉两部份组成带钢氧化炉煤气火焰直接加热450度左右把带钢表面残存轧制油烧掉净化表面再把带钢加热700-800度完成再结晶退火经冷却段控制进锌锅前温度480度左右接触空气情况下进入锌锅镀锌因此森吉米尔法产量高、镀锌质量较好此法曾得广泛应用美钢联法: 森吉米尔法变种仅仅利用碱性电解脱脂槽取代了氧化炉脱脂作用其余工序与森吉米尔法基本相同原板进入作业线首先进行电解脱脂而水洗、烘干再通过有保护气体还原炉进行再结晶退火密封情况下进入锌锅热镀锌种方法因带钢经过氧化炉加热所表面氧化膜较薄适当降低还原炉保护气体氢含量样对炉安全和降低生产成本有利由于带钢得预加热进入还原炉样无疑提高了还原炉热负荷影响炉子寿命因此种方法并未得广泛应用赛拉斯法: 又称火焰直接加热法;首先带钢经碱洗脱脂而用盐酸清除表面氧化皮并经水洗、烘干再进入由煤气火焰直接加热立式线内退火炉通过严格控制炉内煤气和空气焰烧比例使之煤气过剩和氧气足情况下进行完全焰烧从而使炉内造成还原气氛使其快速加热达再结晶温度并低氢保护气氛下冷却带钢密闭情况下浸入锌液进行热镀锌该法设备紧凑投资费用低产量高(高达50/小时)生产工艺复杂特别机组停止运转时了避免烧断带钢需要采用炉子横移离开钢带方法样操作问题多所热镀锌工业采用此法少莎伦法:1939年美国莎伦公司投产台新型热镀锌机组所也叫莎伦法该法退火炉内向带钢喷射氯化氢气体并使带钢达再结晶温度所也称气体酸洗法采用氯化氢气体酸洗能去除带钢表面氧化皮而且同时去除了带钢表面油脂由于带钢表面被氧化气体腐蚀形成麻面所使用莎伦法所得镀层粘附性特别好由于设备腐蚀严重由此造成高设备维修和更新费用因而此种方法少被采用改良森吉米:种更优越热镀锌工艺方法;把森吉米尔法各自独立氧化炉和还原炉由截面积较小过道连接起来样包括预热炉、还原炉和冷却段内整退火炉构成有机整体实践证明该法具有许多优点:优质、高产、低耗、安全等优点已逐渐被人们所认识其发展速度非常快1965年来新建作业线几乎全部采用了种方法近年来老森吉米尔机组也大都按照此方法进行了改造工艺原理装有镀件、玻璃球、锌粉、水和促进剂旋转滚桶内作冲击介质玻璃球随着滚桶转动与镀件表面发生摩擦和锤击产生机械物理能量化学促进剂作用下镀涂锌粉冷焊镀件表面上形成光滑、均匀和细致具有定厚度镀层技术标准采用美国ASTM B695-2000及军用C-81562机械镀锌技术标准质量特点:1、外观光滑无锌瘤、毛刺呈银白色;2、厚度均控5-107μm之内任意选择;3、无氢脆、无温度危害保证材料力学性能变;4、代替部分需热镀锌工艺;5、耐腐蚀性好性盐雾试验达240小时应用范围钢钉、铁钉、紧固件、自来水管接头、脚手架扣件、钢丝绳马钢夹头等电镀锌:利用电解制件表面形成均匀、致密、结合良好金属或合金沉积层过程与其金属相比锌相对便宜而又易镀覆种金属属低值防蚀电镀层被广泛用于保护钢铁件特别防止大气腐蚀并用于装饰镀覆技术包括槽镀(或挂镀)、滚镀(适合小零件)、自动镀和连续镀(适合线材、带材)分类目前国内按电镀溶液分类分四大类:1.氰化物镀锌:由于(CN)属剧毒所环境保护对电镀锌使用氰化物提出了严格限制断促进减少氰化物和取代氰化物电镀锌镀液体系发展要求使用低氰(微氰)电镀液采用此工艺电镀产品质量好特别彩镀经钝化色彩保持好2.锌酸盐镀锌:此工艺由氰化物镀锌演化而来目前国内形成两大派系分别:a) 武汉材保所DPE系列;b) 广电所DE系列都属于碱性添加剂锌酸盐镀锌;PH值12.5~13采用此工艺镀层晶格结构柱状耐腐蚀性好适合彩色镀锌注意:产品出槽—>水洗—>出光(硝酸+盐酸) —>水洗—>钝化—>水洗—>水洗—>烫干—>烘干—>老化处理(烘箱内80~90oC3.氯化物镀锌此工艺电镀行业应用比较广泛所占比例高达40%钝化(兰白)锌代铬(与镀铬相媲美)特别外加水溶性清漆外行人难辩认出镀锌还镀铬此工艺适合于白色钝化(兰白银白)4.硫酸盐镀锌此工艺适合于连续镀(线材、带材、简单、粗大型零、部件)成本低廉。
摘要根据设计任务要求,进行年产45吨硬线车间设计。
设计参考众多国内外先进的线材生产厂,由任务书产量要求,选择高速线材生产方式。
设计内容包括建厂经济依据、产品大纲分配、原料选择、出口速度选择、道次选择、轧机比较及选择、孔型系统设计、速度计算、温降计算、力能计算、轧辊校核、斯太尔摩风冷线等辅助设备选择等。
为保证高速下顺利轧制,全线为平立交替布置,轧件无扭运行,尽可能减少事故隐患。
粗中轧机采用高刚度二辊短应力线轧机,预精轧机前两架短应力线轧机,后四架采用悬臂式轧机,这样可以安装高硬度耐磨碳化钨辊环,延长轧辊孔型寿命,保证最终产品精度。
精轧机组采用8架方案,皆为超重V型悬臂成组传动轧机,出口安装4架减定径机,保证轧制速度高并且尺寸精确稳定。
车间工艺与设备选择能够高精度生产Φ6.5硬线。
关键词:硬线;短应线轧机;平立交替;超重V型无扭轧机;控制冷却ABSTRACTThis task is to design workshop that can produce 400 Kt hard wire. Re-ferring to a number of domestic and international advanced hard wire work-shops and according to the task requirement,the high speed produce pattern is chosen.In this paper, the following aspests are referred, such as the economic accordance, the distribution of output, the material choose, rolling speedat exit choose, the number of passes,the mill comparision and choose, pass system design, rolling velocity computing, the temperature and mechnical computing, the strengthen of roller test, Stelmor air cooling tables choo-se,etc.In order to successfully rolling hare wire at high speed, all mill on the produce line set horrizontal and vertical looper. In the rolling pro-cess, the rolling piece has no twist , thus, the hidden accident can be reduced.Rough and middle mill are heavy-rigidly two-roller short stress thread stands, as to pre-finishing mill group, the former two stands are short stress thread , the later four stands are cantilever, which are able to install high hardness and wearlessness roll collar made from WC so that the life of roller pass can be longer, therefor, the precision of produc-tion can be satisfied. The finishing mill group adopt 10 stands, which all are over weight V-type no twist cantilever mill and used entire group driving. At the exit of finishing mill group, the two sizing diameter stands are equipped to ensure higher rolling speed and the stable size pr-ecision.The rolling technology is laid down and equipment are selected so that high precision Φ5.5 hard wire can be produced.Keywords: hard wire; short stess thread; horizontal and vertical looper,over weight V-type; no twist cantilever mill; controll coolling目录摘要 (I)ABSTRACT (II)引言 (1)第1章绪论 (2)1.1 线材 (3)1.1.1 线材的定义 (3)1.1.2 线材的用途 (4)1.2我国线材生产概况 (4)1.2.1 原料及工艺设备上的差距 (5)1.2.2 技术管理上的差距 (6)1.3 市场分析 (6)第2章厂址的选择与产品大纲的制定 (7)2.1 厂址的选择 (7)2.2 产品大纲制定原则 (8)第3章原料的选择与金属平衡表 (10)3.1 原料的选择 (10)3.1.1 原料的选择 (10)3.1.2 原料的质量、规格及尺寸偏差 (11)3.1.3 原料的验收及堆放 (12)3.2 金属平衡表 (12)第4章线材轧制生产工艺过程 (13)4.1 工艺过程制定依据 (13)4.2高线生产工艺特点 (13)4.2.1 线材轧制速度的确定 (13)4.2.2 采用连铸坯热送热装工艺 (14)4.2.3 无头轧制 (14)4.2.4 粗、中轧机组的平/立布置 (14)4.2.5 预精轧机的“微型无扭轧机” (15)4.2.6 重型和超重型V型结构 (15)4.2.7 采用低温轧制技术 (15)4.2.8 减定径机与精密轧制 (16)4.2.9 控制轧制和控制冷却 (17)4.2.10 合金钢轧制 (17)第5章主机列选择与布置 (18)5.1 主机列选择原则 (18)5.2 主机列发展历史 (18)5.2.1 横列式线材轧机 (18)5.2.2 复二重线材轧机 (19)5.2.3 半连续式线材轧机 (20)5.2.4 连续式线材轧机 (20)5.3 主机列选择 (21)5.3.1 机架数目的确定 (21)5.3.2 粗轧机组的选择 (21)5.3.3 中轧机组的选择 (22)5.3.4 预精轧机组的选择 (22)5.3.5 精轧机组及减定径机组的选择 (23)5.4 轧机的选择 (23)第6章孔型设计 (25)6.1 孔型设计概述 (25)6.1.1 孔型设计的内容 (25)6.1.2 孔型设计的基本原则 (25)6.2 孔型系统的选取 (26)6.2.1 粗轧机孔型系统的选取 (26)6.2.2 中轧、预精轧及精轧轧机孔型系统的选取 (27)6.3 孔型设计计算 (27)6.3.1 确定各道次轧件的断面面积 (27)6.3.2 孔型设计计算 (28)6.3.3 确定各道次延伸系数 (29)6.4 孔型在轧辊上的配置 (29)6.4.1 孔型在轧辊上的配置原则 (29)6.4.2 孔型在轧辊上的配置 (29)6.5 轧辊的平均工作直径及轧辊转速的确定 (30)6.5.1 工作辊径的确定 (30)6.5.2 轧辊转速的确定 (31)第7章年产量计算 (34)7.1 轧制节奏图表 (34)7.2 典型产品的小时产量计算 (34)7.2.1 典型产品Φ6.5mm轧机小时产量: (34)7.2.2 轧钢机的平均小时产量 (35)7.3 车间年产量计算 (35)7.3.1 工作制度、工作小时数的确定 (35)7.3.2 年产量计算 (36)第8章力能参数计算与强度校核 (37)8.1 力能参数计算 (37)8.1.1 轧制温度 (37)8.1.2 轧制力计算 (39)8.1.3 轧辊辊缝计算 (43)8.2 电机功率的校核 (44)8.2.1 传动力矩的组成 (44)8.2.2 各种力矩的计算 (44)8.2.3 电机校核 (45)8.2.4 第一道次电机功率校核举例 (45)8.3 轧辊强度的校核 (46)8.3.1 强度校核 (47)8.3.2 第一架轧机轧辊强度校核举例 (49)第9章辅助设备选择 (51)9.1 辅助设备选择的原则 (51)9.2 辅助设备选择 (51)9.2.1 加热炉 (51)9.2.2 导卫装置 (54)9.2.3 剪切设备 (55)9.2.4 冷却精整区主要设备 (57)第10章线材生产工艺过程概述 (58)第11章车间平面布置 (59)11.1 车间平面布置的原则 (59)11.2 车间平面布置的内容 (59)11.2.1 布置简图 (60)11.2.2 各部分的具体布置 (60)第12章劳动保护措施 (61)12.1 工艺方面 (61)12.2 通风降温 (61)12.3 电气方面 (61)12.4 运输设备 (61)第13章环境保护 (62)致谢 (63)参考文献 (64)附录 (65)引言线材是成卷交货的细长钢材,除部分直接用于金属制品、建筑用材以外,大部分是用于拉拔的原料,要求直径较小,物理性能均匀,金相组织尽可能索氏体化。
热浸镀工艺概述1 热浸镀概述将金属材料浸入熔点较低的熔融金属或合金中保温并在其表面形成熔融的金属或合金层的工艺方法称为热浸镀或热浸渗,简称热镀或热浸。
热镀层由基体材料与熔融金属间形成的合金层和粘附的金属层组成,具有耐蚀防护的特殊性能。
形成热镀层的基本前提是被镀金属与熔融金属之间能发生溶解、化学反应和扩散等过程。
其基本特征是在基体金属与镀层金属之间有合金层形成。
因此,热浸镀层是由合金金属和镀层金属构成的。
被镀金属材料一般为钢、铸铁及不锈钢等。
用于热镀的低熔点金属有锌、铝、铅、锡及其合金等。
热浸镀技术中,我国最早发明了热镀锡,在公元前春秋时代晚期就已经应用铜器热镀锡技术,富锡层厚度在10~50μm,而欧洲在16世纪才用简单方法生产镀锡板。
热镀锌早在1742年出现于法国,约在1836年开始工业生产。
热镀锌层是价廉而耐蚀性良好的镀层,由于锌的电化学特性,使它对钢基体具有牺牲性保护作用。
因而被大量用于保护钢材以防止大气腐蚀。
热镀铝产生较晚,到20世纪30年代才出现于美国,50年代随着汽车工业的发展获得较快的发展。
镀铝层不仅抗工业大气和海洋大气腐蚀性能优异,其Fe-Al合金层还具有良好的耐热性。
热镀铅也是较早发展的镀层。
1830年美国生产出热镀铅钢板。
由于铅的化学稳定性好,很适合作钢材的保护镀层材料。
但由于铅与铁在镀层温度下不发生反应,需要在铅液中添加一定量的锡或锑。
其后,为减少锡、锑的加入量,开发出电镀镍后再热镀铅的新工艺。
从而可把锡的添加量从原来的15%以上降低到8%以下。
2 热浸镀工艺方法热浸镀工艺的基本过程,包括预处理、热浸镀和后处理等三个阶段。
通常按预处理方法的不同,将热浸镀分成溶剂法预处理的热浸镀和氢还原法预处理的热浸镀两大类。
按生产设备又可分为周期批量热浸镀和连续热浸镀。
2.1 熔剂法熔剂浸渍法预处理,是热浸镀工艺最常用的方法。
多用于钢丝、钢管及钢结构件。
其工艺流程为:钢件→脱脂→水洗→酸洗→水洗→熔剂处理→烘干→热浸镀→后处理→检验→成品。