摘要:随着通讯技术、计算机技术和自动控制技术的迅速发展, 煤矿生产监控系统日趋向网络化、智能化和管理控制一体化的方向发展。本设计应用PLG计算
机技术实现压风机综合自动化控制,将计算机控制技术、网络技术、工业视频技术、光纤通讯技术和电力电子技术应用于煤矿压风机综合自动化控制系统,实现了压风机的自动控制及实时在线监测。
关键词: 压风机自动化控制优化设计
、, 、-
前言
压风机担负着矿井的压缩空气生产任务,为煤炭生产过程中提供风动力。传统的控制方法是:单台独立控制,单纯靠人工开停机,不能很好地控制压风机的运行,很难保证压缩空气的供气质量,也不利于对压风机的维护管理,同时加大了操作维护人员的工作量。对压风机的使用寿命也有很大的影响,为此,本设计应用PLC、计算机控制技术、网络技术、工业电视技术、光纤通讯技术和电力电子技术将多台并网运行的压风机实现集中控制,采集处理电机电流、电压信号,温度、压力信号,并上传后台,实现空压机各种保护、报警、监控功能。充分发挥出各台压风机的性能,使系统在保证供气质量的前提下,实现最大限度的节能运行,保证各种保护有效可靠,延长压风机的使用寿命,有利于压风机的维护。
1、压风机自动化控制系统结构
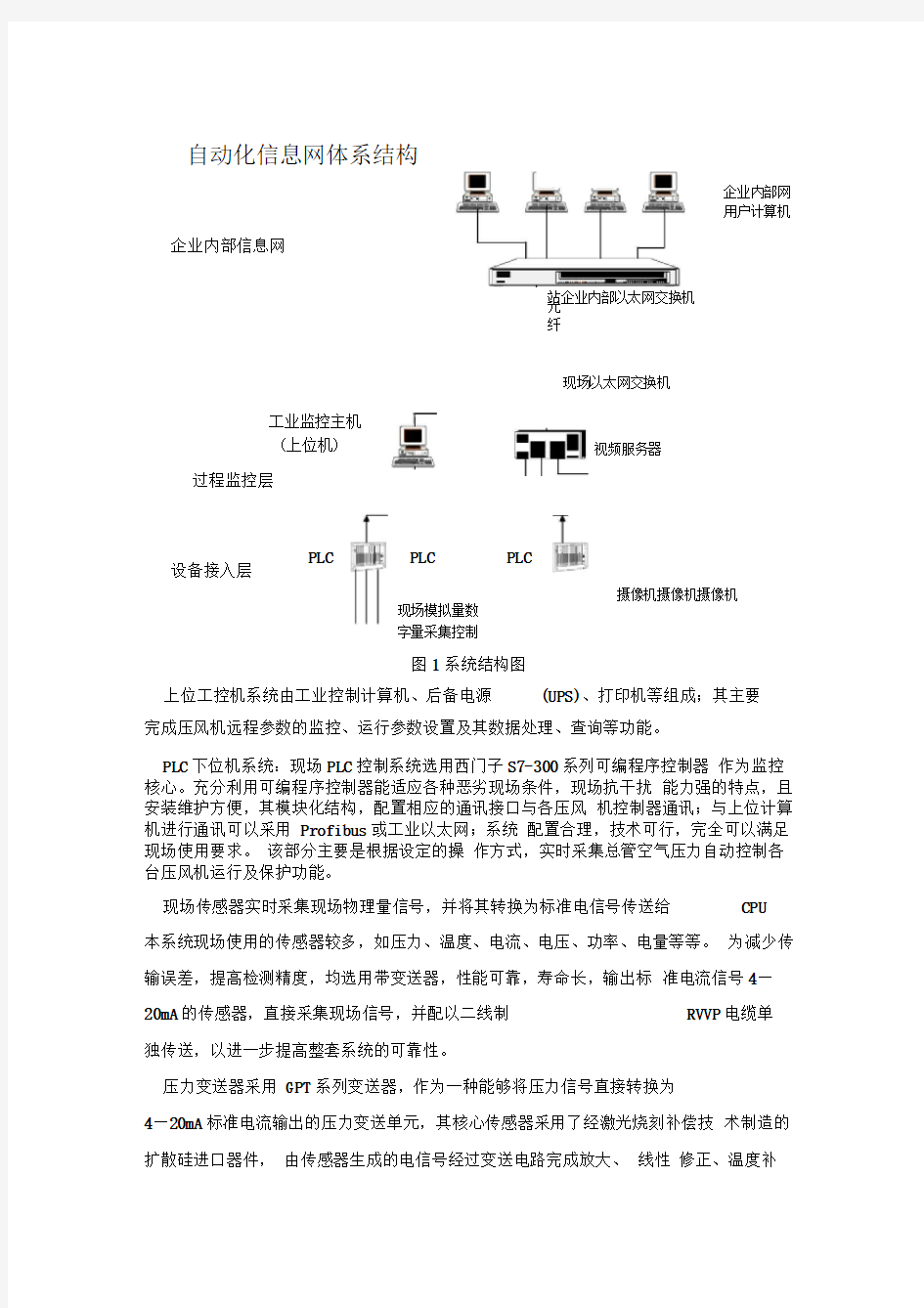
压风机集中控制系统组成系统图如图1所示,有上位监控主机、PLC下位机、传感器、交换机、视频摄像机等组成。
自动化信息网体系结构
图1系统结构图
完成压风机远程参数的监控、运行参数设置及其数据处理、查询等功能。
PLC 下位机系统:现场PLC 控制系统选用西门子S7-300系列可编程序控制器 作为监控核心。充分利用可编程序控制器能适应各种恶劣现场条件,现场抗干扰 能力强的特点,且安装维护方便,其模块化结构,配置相应的通讯接口与各压风 机控制器通讯;与上位计算机进行通讯可以采用 Profibus 或工业以太网;系统 配置合理,技术可行,完全可以满足现场使用要求。 该部分主要是根据设定的操 作方式,实时采集总管空气压力自动控制各台压风机运行及保护功能。
现场传感器实时采集现场物理量信号,并将其转换为标准电信号传送给 CPU 本系统现场使用的传感器较多,如压力、温度、电流、电压、功率、电量等等。 为减少传输误差,提高检测精度,均选用带变送器,性能可靠,寿命长,输出标 准电流信号4—20mA 的传感器,直接采集现场信号,并配以二线制
RVVP 电缆单 独传送,以进一步提高整套系统的可靠性。
压力变送器采用 GPT 系列变送器,作为一种能够将压力信号直接转换为
4—20mA 标准电流输出的压力变送单元,其核心传感器采用了经激光烧刻补偿技 术制造的扩散硅进口器件, 由传感器生成的电信号经过变送电路完成放大、 线性 修正、温度补企业内部信息网
企业内部网
用户计算机
现场以太网交换机
过程监控层
设备接入层 现场模拟量数
字量采集控制 摄像机摄像机摄像机
上位工控机系统由工业控制计算机、后备电源
(UPS)、打印机等组成;其主要
站企业内部以太网交换机 光
纤
PLC PLC
工业监控主机
(上位机) 视频服务器
PLC
偿、电流转换,最终形成与被测压力成正比的4-20mA标准输出。
该变送器采用独特的一体化全不锈钢免维护结构,具有良好的密封、散热和抗震、耐腐蚀性能,加上输出传送方式具有长线抗干扰能力,使变送器能够在测量现场恶劣环境下长期在线工作。
2、系统主要功能特点
2.1能够自动采集、显示压风机的各种运行参数,控制压风机运行。
2.2能够根据检测到的信号判断压风机的工作情况,故障时能及时发出报警信号,并根据故障类型停止压风机。
2.3有启动功能、停止功能、正常停车功能、故障停车功能、紧急停车功能、预告功能、保护及故障报警功能
2.4系统通过PLC及控制网络可方便地采集现场设备开/停及故障状态、电机电流等实时数据。
2.5具有多种控制方式根据系统设置,该系统可以实现以下集中方式下:
PLC自动集控方式:
在该模式下PLC B据设定的工作时间和工作压力值、总管当前实时压力值,自动判断当前投入/切除系统中的压风机台数,经特定的运算处理,以便对运行中的压风机进行加载或者卸荷或切除系统、投入系统工作。
就地控制方式:该工作模式为通过就地操作台上的触摸屏按钮或者操作台按钮来独立控制每台压风机的启动或停机。
远程控制方式在该模式下,通过上位计算机的操作来在控制各压风机系统的运行。系统对操作员有权限管理,有一定的权限的操作员才可以进行远程操作。
2.6实现自动恒压供风当系统在自动集控工作方式时,系统根据设定的供气压力值,自动控制卸荷或加载。当压力值当风压达到设定值时,自动停机(卸荷);风压降到低值时,
自动启动或关闭卸荷阀。
2.7安全可靠地报警保护每台压风机均可具有:出气压力超限保护、出气超温保护、吸气阻力过大保护、润滑油超温保护、润滑油量不足保护、主电机超载保护、冷却风机超载保护等功能。
3、系统软件配置、编程
本系统的上位机监控软件工作环境采用Win2000 Pro 或WIN xp 操作系统,采用组态王组态软件。实现数据的传输、处理,并满足各种画面、曲线、报表打印、自动告警的功能要求。并在软件编程上采取相应的措施,进一步提高系统运行的可靠性。
下位机软件设计主要为PLC监控软件的设计,在本系统中为重要软件设计部分。该系统软件的开发环境为SIEMENS SIMATIC STEP7 V4.编程软件,用模块式结构程序方式编程,这样既可增强程序的可读性,方便调试和维护工作,又能使数据库结构统一,方便KINGVIEW组态时变量标签的统一编制和设备状态的统一。程序主要分为: 通讯子程序、风机控制子程序、数据处理子程序、保护功能处理子程序等。
4、结束语本控制系统投入运行来,系统性能一直稳定可靠,故障率低,维修量小,并具有如下的优点:
①自动化程度高,同时具有多种控制方式,多种方式互为备用。
②合理的使用多台风机,使其循环工作,在保证有备用的情况下,延长了每台风机的使用寿命。
③设备有完善的故障判断、显示、记忆功能,可为操作人员迅速排除故障提供方便。
④系统的输出数据完整,准确,极大的方便了日常数据管理。
办法设备保全处湖云设〔2016〕1号 湖南云峰工业自动化控制系统管理规定1 目的 为规范和加强弋阳海螺工业自动化控制系统的日常管理,保障公司生产的顺利进行,使自动化控制系统管理科学化、制度化,建立相适应的管理体系;根据公司《计算机管理办法》、《报警值修改管理规定》,特制定本规定。 2 适用范围 本规定适用于公司工业自动化控制系统设备从调研、选型验收、安装、使用直至更新全过程的管理。本规定中控制系统主要是指公司内工业自动化控制计算机系统、可编程序逻辑控制器系统。 3 系统管理 3.1 设备保全处是工业自动化控制系统的职能管理部门,主要负责控制系统的软、硬件的维护与运行工作、技术资料管理及各种备件管理,并根据运行状况制订系统检修计划及方案; 3.2 各使用部门严格按操作规程及维护规程使用与维护;确保系统使用运行环境,监控运转状况,发现问题及时与设备保全处联系;并积极配合专业维修人员分析处理系统故障; 3.3 设备保全处应在操作站设立严格的口令管理制度,严格区分维护、操作使用权限。系统管理员应设两人,拥有除用户权限设臵外的所有权限,用户权限设臵口令由保全处分管领导掌握:
3.4 一般情况下系统管理员需了解、熟悉系统设臵及程序时不得在系统操作站和工程师站上进行,以防止不慎错误的修改、下载程序。 3.5 严禁擅自在计算机根目录下删除或存放私有文件,严禁擅自移动系统程序、应用程序的文件和文件夹; 3.6 用户禁止将本岗位口令泄漏给他人,不得擅自修改系统程序、应用程序、控制系统的硬设定及软设定; 3.7 操作或使用人员负责日常清灰、保持清洁;未经许可,不得擅自搬动机房内的设备或变更电源系统,不得将设备随意借出;不得擅自打开微机设备修理,设备运行过程中若发生硬件或系统软件故障,应及时报告,不得擅自处理; 3.8 严格禁止在操作站上使用非系统所带可移动存储媒体(软盘、U盘、光盘等),确保系统的软件安全,杜绝病毒的入侵; 3.9 操作人员严禁在操作站上使用非工艺过程管理软件,严禁在操作站上读写、删 除文件、自行复位、关闭操作站; 3.10 控制系统中生产线控制系统、工控微机及单机设备可编程序控制器由设备保全处负责巡检维护,并负责生产期间内系统正常运行,排除运行过程中发现的设备故障; 3.11 控制系统在线控制时,一般不允许修改软件及报警值等相关数据;特殊情况下,须遵照《报警值修改管理规定》,经由使用单位提出书面申请并办理相关会签手续后,自动化系统管理人员方可修改,修改时应保证各计算机控制系统的一致性; 3.12 对控制程序属于技改性质较大的修改,报专业部
空压机控制程序设计 郑丽菊 摘要:介绍了我厂旧空压站四台空压机进行PLC控制系统改造的程序结构。论述了空压机联锁跳车程序、开车程序、辅助油泵控制程序、压力(负荷)控制程序、防喘振控制程序的原理及实现方法。 关键词: 空压机 PLC 控制程序 1、前言 众所周知,一直以来空气压缩机的控制系统都采用专用控制器,COOPER空气压缩机的专用控制系统从QUADIII,QUAD97,QUAD2000,再到V ANTIAGE,都是单板机专用控制器,英格索兰空气压缩机亦然,采用的是MP3,CMC专用控制系统。这些专用控制器都有两个共同的特点:1)程序保密;2)零配件价格昂贵。给用户的维护使用带来很大的不便,维护成本很高。是否可以采用目前应用很广泛,技术成熟,价格相对低廉很多的PLC做为空压机的控制系统呢?这个想法在很多年前便有人提出来了,但由于空压机控制有其特殊性,厂家对控制程序保密,很多用户都比较谨慎。随着近几年,部分空压机厂家控制器采用了PLC,如三星、艾里奥利,虽然程序依然不对用户开放,用户维护起来依然不是很方便,但是已证明用PLC取代专用控制器是可行的。那么,是否可以用PLC取代目前采用QUAD2000,CMC专用控制系统的COOPER、英格索兰空压机控制器呢?如何用PLC程序实现空压机控制,这就是本文将探讨的内容。 我厂旧空压站有4台空压机,分别独立进行控制,一台是英格索兰的,型号3CII80MX3,控制系统是CMC,另外三台是JOY空压机,型号TA60M330RRZ,控制系统为QUAD2000,系统互相无法进行通信实现集中统一监视和控制,使工艺无法实时监控空压机。空压机控制系统为专用控制器,价格昂贵,使维修费用高,且都为淘汰产品,厂家已不生产,无备件来源。同时控制系统已使用多年出现老化,已出现多次不知原因的故障现象和停车事故。控制系统无历史记忆功能,难以进行事故分析。以致多次出现事故停车后,找不到真正原因。2010年总公司立项作为隐患整改项目,2011年4月完成改造。成功改造的关键就是空压机控制程序的设计。 2控制系统结构 图1是控制系统的结构图。由三部分组成:1)检测仪表;2)PLC控制系统;3)执行元件。核心是PLC控制系统,主要由五个程序构成。
Through the reasonable organization of the production process, effective use of production resources to carry out production activities, to achieve the desired goal. 空压机控制系统改造正式 版
空压机控制系统改造正式版 下载提示:此安全管理资料适用于生产计划、生产组织以及生产控制环境中,通过合理组织生产过 程,有效利用生产资源,经济合理地进行生产活动,以达到预期的生产目标和实现管理工作结果的把控。文档可以直接使用,也可根据实际需要修订后使用。 沙角C电厂总装机容量为3×660 MW。该厂的压缩空气气源系统装有4台离心式空压机,2套吸附式干燥器,采用闭式循环冷却水冷却。 近年来,由于设计、运行、维护方面的原因,空压机系统故障率较高,并曾导致机组停运事故。为此,该电厂制定并实施了一系列技术改造方案。 1 提高系统安全可靠性 由于设计等方面的原因,空压机系统存在一些安全隐患。例如,曾发生过这样一起故障,因为空压机跳闸,干燥器后仪
用压缩空气罐压力逐步降低,一段时间过后,空压机能正常启动了,空压机出口压力很快达到设定值,但检查发现干燥器后储气罐压力仍在下降。检查发现,是干燥器2个入口气动阀全部关闭,压缩空气无法通过。原因是原设计的干燥器入口气动阀气缸气源取自干燥器出口管路,当系统压力下降到一定程度时,气动执行器所提供的力矩无法打开关闭的阀门。即使空压机运行后,压缩空气也无法通过干燥器,干燥器入口气动阀始终无法获得足够压力的动力气源。为此,从干燥器入口母管取一气源,经过一小型过滤器,与原气源合并,供给入口气动阀,从而保证系统压力降低时,只要空压机能运行,干燥器就能
动控制课程设计报告 班级:自动化08-1班 学号:08051116 姓名:刘加伟 2018.7.17
任务一、双容水箱的建模、仿真模拟、控制系统设计 一、控制系统设计任务 1、通过测量实际装置的尺寸,采集DCS系统的数据建立二阶水箱液位对象 模型。<先建立机理模型,并在某工作点进行线性化,求传递函数) 2、根据建立二阶水箱液位对象模型,在计算机自动控制实验箱上利用电 阻、电容、放大器的元件模拟二阶水箱液位对象。 3、通过NI USB-6008数据采集卡采集模拟对象的数据,测试被控对象的开 环特性,验证模拟对象的正确性。 4、采用纯比例控制,分析闭环控制系统随比例系数变化控制性能指标<超调 量,上升时间,调节时间,稳态误差等)的变化。 5、采用PI控制器,利用根轨迹法判断系统的稳定性,使用Matlab中 SISOTOOLS设计控制系统性能指标,并将控制器应用于实际模拟仿真系统,观测实际系统能否达到设计的性能指标。 6、采用PID控制,分析不同参数下,控制系统的调节效果。 7、通过串联超前滞后环节校正系统,使用Matlab中SISOTOOLS设计控制系统性能指 标,并将校正环节应用于实际模拟仿真系统,观测实际系统能否达到设计的性能指标。
(一)建立模型 (二)实验模型及改变阶跃后曲线: 1.取阶跃曲线按照以下模型建立系统辨识模型: 一般取为0.4和0.8 计算上行阶跃各参数: T1=171.26 T2=50.50 K=160.47 t1=141 t2=338 建立传递函数为: G(s>= 计算下行阶跃各参数: T1=84.20 T2=48.67 K=148.08 t1=89 t2=198 建立传递函数为: G(s>= 2.建立机理模型
神华宁煤集团煤炭化学工业分公司 自动化控制系统管理规定 第一章总则 第一条为了规范神华宁煤集团煤炭化学工业分公司(以下简称“公司”)自动化控制系统的管理,确保自动化控制系统安全经济运行,依据国家相关法律、法规和《神华集团公司煤制油化工仪表及自动化控制设备管理办法》,制定本规定。 第二条本规定明确了自动化控制系统的管理、维护、运行和安全注意事项、自动化控制系统备品备件及UPS的管理、自动化控制系统点检的内容以及外委检修、点检的批准。 第三条各单位应加强自动化控制系统的管理,保证自动化控制系统在安全平稳状态下运行。 第四条各单位应积极采用国内外先进的自动化控制系统管理方法和检维修技术,不断提高工业自动化控制系统管理水平。 第五条本规定适用于公司及所属各单位集散控制系统(DCS)、安全仪表系统(SIS、ESD)、可编程控制器(PLC)以及在先进过程控制(APC)和优化过程控制(OPC)系统中使用的上位计算机等的管理。 第二章管理职责 第六条公司机械动力部职责:
(一)对各单位自动化控制系统硬件、软件管理、自动化控制系统运行管理及点检工作的情况进行监督检查; (二)自动化控制系统外委检修、点检的审批,承包方选择 及点检、检修的组织工作。 第七条各单位职责: (一)自动化控制系统硬件管理及日常检查、维护、保养工作; (二)自动化控制系统软件程序、网络文件管理,软件及相关数据修定管理; (三)UPS电源及网络机房管理; (四)自动化控制系统运行管理; (五)自动化控制系统备品备件的管理; (六)自动化控制系统档案的管理; (七)自动化控制系统的点检管理。 第三章自动化控制系统的硬件管理 第八条各单位仪表维护单位应按装置建立自动化控制系统软、硬件设备档案及台帐,档案、台帐应实行微机管理。台帐应说明名称、型号、规格、数量、用途、制造厂、出厂日期等。档案对单台设备而言,其内容包括应用装置和投用时间、通讯速度、安装地点、运行情况、发生的故障、原因、处理和检修经过及结果等。 第九条各单位维护单位根据不同的自动化控制系统各自特点,做好自动化控制系统定期检查、维护、保养及紧急故障处理等
基于PLC压缩机性能测试系统的控制器设计 摘要: 控制器(PLC)具有编程灵活,可靠性高,控制功能强大的特点,以PLC为测控核心单元,建立了压缩机性能测控系统,能自动完成汽车空调压缩机的各项性能测试o 该设计包括该系统的基木特性、装置、控制流程和P L C软、硬件设计。以PLC为测控核心单元,建立了压缩机性能测控系统,实现了对压缩机试验台位及骊?动系统的选择,压缩机的启动、停机、转速调节、排气压力调节等的控制,以及对压缩机的各个运行参数实时采集和监控;并通过计算机将采集参数进行处理,实时获得压缩机各项性能指标并输出测试报告。设计了用PLC和触摸届实现的压缩机性能测试系统的控制,控制系统以可编程控制器为控制核心, 触摸屏为人机接曰,使系统控制界面友好,简单直观,便于操作。 Abstract: Controller (PLC) with programming flexibility, high reliability, control and powerful features to the core of PLC monitoring and control unit for the establishment of a compressor performance monitoring system that can automatically complete the automotive air conditioning compressor performance testing. The design includes the basic characteristics of the system, device, control flow and PLC software and hardware design. PLC core module for the monitoring and control to establish a compressor performance monitoring system, implemented on the compressor test rig and the choice of drive system, the compressor start, stop, speed regulation, regulation, control of discharge pressure and compression machine operating parameters of each real-time collection and monitoring; and the acquisition parameters by computer processing, real-time access to the compressor performance and output of the test report. Designed with the implementation of PLC and touch screen control system, the compressor performance test, the control system for the control of a programmable controller core, man-machine interface touch screen is so user-friendly system control, simple and intuitive, easy to operate. 1引言 Introduction 目前空调压缩机多为斜盘式压缩机或涡旋式压缩机,空调压缩机的几个关键质量指标有:高压泄漏情况、真空池露情况,填充效率和离合器性能,压缩机在出厂前必须对这几项性能进行严格的测试。随着通信和控制技术的飞速发展,人们对动控制设备的信任和依赖越来越重,各种具有高速通信和准确高效的H 动控制设备广泛应用在
编号:SM-ZD-95224 空压机控制系统改造Organize enterprise safety management planning, guidance, inspection and decision-making, ensure the safety status, and unify the overall plan objectives 编制:____________________ 审核:____________________ 时间:____________________ 本文档下载后可任意修改
空压机控制系统改造 简介:该安全管理资料适用于安全管理工作中组织实施企业安全管理规划、指导、检查 和决策等事项,保证生产中的人、物、环境因素处于最佳安全状态,从而使整体计划目 标统一,行动协调,过程有条不紊。文档可直接下载或修改,使用时请详细阅读内容。 沙角C电厂总装机容量为3×660 MW。该厂的压缩空气气源系统装有4台离心式空压机,2套吸附式干燥器,采用闭式循环冷却水冷却。 近年来,由于设计、运行、维护方面的原因,空压机系统故障率较高,并曾导致机组停运事故。为此,该电厂制定并实施了一系列技术改造方案。 1 提高系统安全可靠性 由于设计等方面的原因,空压机系统存在一些安全隐患。例如,曾发生过这样一起故障,因为空压机跳闸,干燥器后仪用压缩空气罐压力逐步降低,一段时间过后,空压机能正常启动了,空压机出口压力很快达到设定值,但检查发现干燥器后储气罐压力仍在下降。检查发现,是干燥器2个入口气动阀全部关闭,压缩空气无法通过。原因是原设计的干燥器入口气动阀气缸气源取自干燥器出口管路,当系统压力下降到一定程度时,气动执行器所提供的力矩无法打开关闭的
摘要:空压机控制器采用施耐德TWD系列PLC和LCD文本显示器,根据空压机厂的技术要求编程设计。本文说明和界定了界面部分的软件功能使用 1、目的: 本对控制系统软件具备的功能进行描述,以指导空压机控制器的使用。 2、功能需求描述: 按键功能的设置 2.1.1 按键设置 菜单浏览按键:UP,DOWN,ESC/ENTER等共八只 功能按键:DEL、MOD等共二只,由屏幕的提示信息指定,每个按键可具有不同的 运行控制按键:RUN,STOP 2.1.2按键功能定义: 按键图示按键名称功能 向上翻页键向上翻页,参数编辑状态可向 左移动光标 向下翻页键向下翻页,参数编辑状态可向 右移动光标 左移位根据屏幕的提示,进入所选 菜,主页面下为机器启动按钮 右移位根据屏幕的提示,进入所选 菜,主页面下为机器停止按钮 退出键在任何页面下可推出到主菜 单页面 确认键在修改好后按键确认并存储 数据 清除键在编辑状态下可清除数据 数据键编辑数据时先按此键 2.1.3显示信息结构 控制器外观布局如下图:
屏幕中右侧箭头指示为屏幕按键此时的功能定义;右侧的三角形符号则指示屏幕右侧对应光标键的功能定义。进入该画面的条件: 2.3.1控制器界面主要任务是显示空压机的运行状态和相关工作参数,该画面称为“主画面”,正常运行和正常停机状态的显示信息如下: 1)设备上电完成后直接进入该画面; 2)在屏幕上按ESC键操作后进入主菜单; 3)在其他显示画面,若30秒钟无按键操作,自动转入该画面。 2.3.2 参数编辑与查询 控制器界面将需要显示的信息分类,采用三级菜单结构方式编排,用户可根据菜单项名称找到需要的菜单项进行操作,容易学习掌握,无需特别记忆。主菜单项完全条目如下图 屏幕每次只能显示其中连续的两行信息,通过UPKEY和DOWNKEY上下滑动窗口,屏幕右侧的箭头指示允许的按键操作。该画面也称为“一级菜单”。 按下键后,显示如下, 再按下键后,显示变化为:
《自动化控制系统设计实例》课程教学大纲 课程代码:060032005 课程英文名称:Automation Control System Design Examples 课程总学时:16学时讲课:16学时实验:0学时上机:0学时 适用专业:自动化 大纲编写(修订)时间:2017.11 一、大纲使用说明 (一)课程的地位及教学目标 自动化控制系统设计实例是自动化专业的专业基础选修课。通过对该课程的学习,使学生建立起“系统”概念,了解自动化系统主要的控制方法、控制技术,为后续专业课学习奠定基础。 (二)知识、能力及技能方面的基本要求 通过实例教学,针对不同的控制对象,全方位、多视角介绍采用单片机、自动化仪表、工控机、PLC组建不同工业流程的设计实例和实施过程;要求学生了解自动化控制系统的设计原则、设计步骤,建立起“控制”与“系统”的概念,了解自动化控制系统的主流技术和前沿技术。 (三)实施说明 在讲授具体内容时,从一个具体的被控对象分析入手到合理的控制要求的形成,从控制装置、元器件部件选型到控制方案的产生,从硬件结构到电路细节,从软件框图到控制算法以及实施过程一一进行分析讲解;培养学生思考问题、分析问题和解决问题的能力。 (四)对先修课的要求 本课程的先修课是《自动控制原理》和《C语言程序设计》。 (五)对习题课、实验环节的要求 无。 (六)课程考核方式 1.考核方式:考查 2.考核目标:考核学生对自动化控制系统的了解程度;考核学生自动化产品研发思路和独立思考能力。 3.成绩构成:本课程的学生成绩采用二级制(通过、不通过)。成绩由学术报告和平时成绩相结合的方法确定。其中:平时成绩由考勤及课堂表现组成,占总的40% ;学术报告成绩占总的60%。 (七)主要参考书目: 1. 《自动化系统工程设计与实施》,林敏等编,电子工业出版社,2008。 2. 《过程控制系统》,俞金寿孙自强编著,机械工业出版社,2009。 3. 《PLC编程及应用》(第4版),廖常初编著,机械工业出版社,2015。 二、中文摘要 本课程是自动化专业学生的一门实践性很强的专业基础选修课程。课程通过对精选实例的自动化控制系统的设计、选型、研制、调试和实施等讲授,使学生建立“控制”与“系统”的概念,了解自动化系统的主流技术和发展趋势。本课程将全方位、多视角地介绍单片机、自动化仪表、工控机、PLC等组建不同工业流程的设计实例和实施过程,本课程将为后续自动化专业课程的学习奠定基础。
空压机使用说明书 目录 1.概述 (90) 2.启动和运行程序 (93) 3.控制和仪表 (95) 4.润滑油、冷却器和油细分离器 (104) 5.空气滤清器 (105) 6.故障排除 (106)
1.概述 压缩机:原装进口的螺杆压缩机主机是一靠啮合的螺旋形转子进行压缩的单级容积式回转机械。两转子都靠安装在压缩腔外的高额定负载转子轴承支承,单一宽度的圆柱滚子轴承装在吸气端承受径向载荷。装在排气端的圆锥滚子轴承对转子进行轴向定位并承受所有轴向载荷和剩余的径向载荷。 压缩原理(图1-1):压缩是通过主辅转子在一气缸内同时啮合来完成的。主转子有四个互成90°分布的螺旋形凸齿,辅转子有五个互成60°分布的螺旋形凹槽与主转子凸齿啮合。 空气入口位于压缩机气缸顶部靠近驱动轴侧。排气口在气缸底部相反的一侧。图1—1是为了表示吸、排气口的反向视图,当转子在吸气口尚未啮合时,空气流入主转子凸齿和辅转子凹槽的空腔内,此时压缩循环开始。(见图A)当转子与吸气口脱开时,空气被封闭在主辅转子构成的空腔内,并随啮合的转子轴向移动,(见图B)当继续啮合,更多的主转子凸齿进入辅转子的凹槽,容积减少,压力升高。 喷入气缸的油用以带走压缩产生的热量和密封内部间隙。容积减少,压力升高一直持续到封闭在转子内腔中的油气混和物通过排气孔口排入油气桶内的时候。为了生成一个连续平稳无冲击的压缩空气流,转子上的每一容积都以极高的连续性遵循同样的“吸气——压缩——排气”循环。 压缩机系统的空气流程(图4—1):空气进入空气滤清器,流经吸气卸荷阀进入压缩机,经压缩后,油气混合物进入油气桶内,在那里,大多数带走的油通过
基于PLC的螺杆式空压机控制系统的设计 【摘要】针对螺杆式空压机运行条件恶劣、故障频出的情况,分析了空压机的控制要求,设计了基于PLC的控制系统,详细介绍了系统的软、硬件设计及工作原理。实践表明,该控制系统稳定性好,可靠性高,完全满足控制要求。 【关键词】螺杆式空压机;PLC;控制系统 Design of Control System for Screw Compressor Based on PLC ZHOU Hai-dan (Fair Friend Institute of Electromech,Hangzhou Vocational &Technical College,Hangzhou Zhejiang 310018)【Abstract】Aiming at the bad operating conditions and malfunction frequently of Screw Compressors,a control system was designed based on PLC after analyzing control requirements. Then the hardware and software design and working principle was demonstrated. The results show that the system has well stability and high reliability and completely meet the control requirements . 【Key words】Screw compressor;PLC;Control system 0 引言
工业自动化控制系统 工业自动化控制系统一般用于监控生产流程或生产环境。这些自动化系统不断从生产线上的传感器接收连续数据(电荷耦和传感器相机),然后在通过客户专用的图像识别算法之前过滤这些数据。这些图像识别模块允许自动化系统识别生产过程中的不同状态。例如生产线上没有产品或者是存在缺陷的产品。这些信息被传送到主机。由主机控制加速或者减慢生产线速度,或在生产线上对特定部分生成产生阻碍。 图1显示了一个典型的工业自动化系统。包含有具有自主知识产权(IP)核的Altera器件,可以帮助减少开发所需的成本、增加设计的灵活性并且缩短工业自动化应用的开发周期。设计工程师还可以轻松的放置32位的Nios? 软核处理器于Cyclone?器件中,可以帮助他们灵活的实现应用中所需的外设功能。并达到所需要的内核性能。工程师可以灵活的配置系统的成本和性能,以获得一个低端、低成本的从系统或是一个在速度和外设需求上经过优化的高端的、高性能的系统。 图1.典型的工业自动化系统 注释 1. FIR = 有限脉冲响应 2. UART = 通用异步收发器 Cyclone器件能够在工业自动化系统中实现多种不同的应用。32位Nios嵌入式处理器可以作为控制器组件应用,减轻主机系统的任务。根据系统的要求实现各种接口控制系统,例如以太网媒体存储控制器(MAC)、局域网控制器(CAN)或是Profibus控制器。用Altera提供了IP来实现10/100M以太网媒体存取控制(MAC)和局域网控制器,更进一步的缩短了设计周期。Cyclone器件中的M4K M-RAM块可以实现缓冲器功能应用,并且应用Cyclone器件中的Altera的IP核可以实现FIR过滤器和UART功能,最终得到一个完整的工业自动化解决方案。设计工程师可以应用Altera的IP核结合Nios来加速他们的设计使他们可以花更多精力去关注在系统设计的其他部分。除此之外,将独立器件的功能集成到单一的Cyclone器件中还可以减少电路板上的独立器件的数量,减少开发时间,而且有效的降低了产品的成本。 Cyclone器件凭借其高效的器件结构在对成本敏感的工业应用中达到了性能和成本的统一。Cyclone系列器件和Altera的其一系列功能互补的产品和方案为工业应用的设计师提供了用超低价格来实现超高性能应用的可能性。
一种空压机控制系统,包括:控制器,与所述控制器连接的变频器,所述变频器与空压机的电机连接,所述控制器还与压强检测元件连接,所述控制器采集所述压强检测元件检测到的压强值,根据设定PID控制函数、所述压强值向所述变频器输出模拟量,基于该模拟量通过所述变频器对所述电机的转速进行控制。基于本技术实施例方案,可以在空压机上的变频控制板老化严重或者原电脑控制系统损坏的情况下,对其进行替换,实现对空压机的控制,可以正常使用空压机,保证生产的正常运行,且实现方便便捷。 权利要求书 1.一种空压机控制系统,其特征在于,包括:控制器,与所述控制器连接的变频器,所述变频器与空压机的电机连接,所述控制器还与压强检测元件连接,所述控制器采集所述压强检测元件检测到的压强值,根据设定PID控制函数、所述压强值向所述变频器输出模拟量,基于该模拟量通过所述变频器对所述电机的转速进行控制; 所述控制器还用于在基于所述模拟量通过所述变频器对所述电机的转速进行控制时监测到满足PID恒频转换条件时,根据设定恒频值、设定转速模拟量函数确定恒定模拟当量,基于该恒定模拟当量通过所述变频器控制所述空压机的电机运行,在基于所述恒定模拟当量控制所述空压机的电机运行时监测到满足恒频PID转换条件时,基于所述模拟量通过所述变频器对
所述电机的转速进行控制,所述设定转速模拟量函数为实现数字的转速到模拟量的转换的函数。 2.根据权利要求1所述的空压机控制系统,其特征在于,所述PID恒频转换条件包括:所述压强值大于第一预设压强当量、所述模拟量小于预设转速当量,所述恒频PID转换条件包括:所述压强值小于第二预设压强当量,所述控制器根据设定第一预设压强阈值、设定压强函数确定所述第一预设压强当量,根据设定第二预设压强阈值、所述设定压强函数确定所述第二预设压强当量,根据设定电机转速阈值、设定转速函数确定所述预设转速当量,所述设定压强函数为将压强值从模拟量转换到数字量的函数,所述设定转速函数为输出的模拟量与转速之间的转换的函数。 3.根据权利要求2所述的空压机控制系统,其特征在于,所述第一预设压强阈值为0.1bar,所述第二预设压强阈值为0.3bar,所述设定电机转速阈值为1980转每分钟。 4.根据权利要求1所述的空压机控制系统,其特征在于,所述控制器在监测到满足PID恒频转换条件时,在延时预定时间段后,基于所述恒定模拟当量控制所述空压机的电机运行,在监测到满足恒频PID转换条件时,在延时预定时间段后,基于所述模拟量通过所述变频器对所述电机的转速进行控制。 5.根据权利要求1至4任意一项所述的空压机控制系统,其特征在于,还包括与所述控制器连接的温度传感器,所述控制器采集所述温度传感器检测到的温度值,根据设定温度函数、温度报警值确定温度报警当量,根据所述设定温度函数、温度停机值确定温度停机当量,在所述温度值大于或者等于所述温度报警当量时进行报警,在所述温度值大于或者等于所述温度停机当量时控制空压机停止工作,所述设定温度函数为将温度值从模拟量转换到数字量的函数。 6.根据权利要求1至4任意一项所述的空压机控制系统,其特征在于,所述控制器还与压差检测元件连接,所述控制器采集所述压差检测元件输出的压差值,根据设定压差函数确定与压差报警值对应的压差报警当量,在所述压差值小于或者等于所述压差报警当量时,进行报警,所述设定压差函数为将压差值从模拟量转换到数字量的函数。
目录 摘要…………………………………………………………………第1章任务要求和方案设计…………………………………… 1.1 任务要求……………………………………………………… 2.1 总体方案确定及元件选择…………………………………….. 2.1.1 总体设计框图……………………………………………… 2.1.2 控制方案确定………………………………...…………… 2.1.3 系统组成……………………………………………… 2.1.4 单片机系统……………………………………….. 2.1.15 D/A转换........................................................................... 2.1.5 晶闸管控制………………………………………... 2.1.6 传感器……………………………………………… 2.1.7 信号放大电路………………………………………. 2.1.8 A/D转换……………………………………………. 2.1.9 设定温度及显示……………………………………. 第2章系统硬件设计……………………….…………………2.1 系统硬件框图……………………………………………2.2 系统组成部分之间接线分析…………………………… 第3章系统软件设计…………………………………………. 3.1程序流程图..…………………………………..…………… 第4章参数计算……………………………..………………... 4.1 系统各模块设计及参数计算 4.1.1、温度采集部分及转换部分
4.1.2、传感器输出信号放大电路部分:........................... 4.1.3、模数转换电路部分:............................ 4.1.4、ADC0804芯片外围电路的设计:....................... 4.1.5、数值处理部分及显示部分:............................. 4.1.6、PID算法的介绍....................................: 4.1.7、A/D转换模块.......................................... 4.1.7、A/D转换模块................................... 4.1.8 单片机基本系统调试............................... 4 .1. 9 注意事项:................................................................ 第5章测试方法和测试结果 5.1 系统测试仪器及设备 5.2 测试方法 5.3 测试结果 结束语........................................... 参考文献.…………………………………….……….……………
多年质保操作简单方便快捷—————————————————————————————————————————————我们人类每天的工作时间都有一定的限制,正常为8小时工作制,在有些工业生产领域,人工工作速度赶不上生产需要,但是机器可以不停歇的工作,能够大大提高生产效率。因而自动化控制系统的逐步完善也是社会发展的产物,接下来由安徽泰珂森智能装备科技有限公司为您简单介绍其应用,希望能给您带来一定程度上的帮助。 1,过程自动化:石油炼制和化工等工业中流体或粉体的化学处理的自动化控制。一般采用由检测仪表、调节器和计算机等组成的过程控制系统,对加热炉、精馏塔等设备或整个工厂进行最优控制。采用的主要控制方式有反馈控制、前馈控制和最优控制等。 2,机械制造自动化:这是机械化、电气化与自动控制相结合的结果,处理的对象是离散工件。早期的机械制造自动化是采用机械或
多年质保操作简单方便快捷————————————————————————————————————————————— 电气部件的单机自动化或是简单的自动生产线。20世纪60年代以后,由于电子计算机的应用,出现了数控机床、加工中心、机器人、计算机辅助设计、计算机辅助制造、自动化仓库等。研制出适应多品种、小批量生产型式的柔性制造系统(FMS)。以柔性制造系统为基础的自动化车间,加上信息管理、生产管理自动化,出现了采用计算机集成制造系统(CIMS)的工厂自动化控制系统。 3,管理自动化:工厂或事业单位的人、财、物、生产、办公等业务管理的自动化控制,是以信息处理为核心的综合性技术,涉及电子计算机、通信系统与控制等学科。一般采用由多台具有高速处理大量信息能力的计算机和各种终端组成的局部网络。 安徽泰珂森智能装备科技有限公司集机械手、工业机器人系统集
中国矿业第21卷 在煤矿采煤生产中,空压机主要负责向矿井大 量的风动机械提供动力,其工作的可靠性和安全性 直接影响着矿山的正常生产和经济效益。目前大部 分空压机组存在着控制方式落后、操作不方便的问 题。控制回路大多为继电器控制,控制方式采用就 地分散式人工操作,由固定人员24h 值守,值守人 员根据井下用风量的需求手动启动或者停止空压 机,并且定时巡检、记录运行状况。另外,空压机组 耗电量很大,其中有相当长时间是在空载或轻载状 态下运行,导致能耗大、机器受损严重、运行成本较 高。因此,设计一个操作方便、功能完善的全自动集 中监控系统,对空压机组进行监控和保护,提高空 压机组的工作效率,降低能耗,延长使用寿命,有着 重要的现实意义。1监控系统的构成 锦丘煤矿压风系统由地面一台MOGF-9.6/8G 型空压机(风冷)和井下三台SM-5132W 型空压机 组成(复盛机电有限公司生产、水冷),为煤矿用单螺杆移动式空压机。每台空压机都配有本体控制器Delcos3100,通过Delcos3100控制器的操作面板,操作人员可以就地控制单台空压机的启停、查看运行状况、设置运行参数等。另外,Delcos3100控制器留有一个RS-485通信接口,支持Modbus RTU 协议,为实现空压机组的集中监控提供了条件。系统结构图如图1所示。 图1系统结构图空压机集中控制及在线监测报警系统的研究与应用 鞠新志1,倪圣功2 (1.山东省滕州市东大矿业有限责任公司,山东滕州277500 2.临矿集团榆树井煤矿,内蒙古鄂尔多斯016200) 摘要: 本文简述了空压机在线监测报警装置,由现场检测装置、执行元件、PLC 和工业计算机、以太网等组成。实现了在线自动监测、控制,还实现了空压机的风量自动调节。为煤矿的安全生产提供了保障。 关键词: 空压机;PLC ;在线监测;报警;智能控制中图分类号:TD67文献标志码:B 文章编号:1004-4051(2012)zk-0538-04 The research and application of the control of air compressor and on-line detection and alarm system JU Xin-zhi 1,NI Sheng-gong 2 (1.Dongda Mining Group Co.,Ltd .,Tengzhou 277500,China ; 2.Yushujing Coal Mine of Linyi Mining Group ,Ordos 016200,China) Abstract:In this paper the on-line detection and alarm system of air compressor is introduced,it is made up of the detection equipment,executive component,PLC,industrial computer and Ethernet.It can realize the auto on-line detection,control,and the self-regulation of the air volume of the air compressor.So it can guarantee the safety in production of the coal mine. Key words:air compressor;PLC;on-line detection;alarm;intelligent control 收稿日期:2012-06-27 作者简介: 鞠新志(1967-),山东滕州人,毕业于山东科技大学自动化专业,现任山东省滕州市东大矿业有限责任公司煤矿副矿长,曾主持 矿山机电设备技术升级改造项目十余项。第21卷增刊 2012年8月中国矿业CHINA MINING MAGAZINE Vol.21,zk August 2012
下载可编辑 空压机使用说明书 目录 1.概述 (90) 2.启动和运行程序 (94) 3.控制和仪表 (97) 4.润滑油、冷却器和油细分离器 (108) 5.空气滤清器 (109) 6.故障排除 (111)
1.概述 压缩机:原装进口的螺杆压缩机主机是一靠啮合的螺旋形转子进行压缩的单级容积式回转机械。两转子都靠安装在压缩腔外的高额定负载转子轴承支承,单一宽度的圆柱滚子轴承装在吸气端承受径向载荷。装在排气端的圆锥滚子轴承对转子进行轴向定位并承受所有轴向载荷和剩余的径向载荷。 压缩原理(图1-1):压缩是通过主辅转子在一气缸内同时啮合来完成的。主转子有四个互成90°分布的螺旋形凸齿,辅转子有五个互成60°分布的螺旋形凹槽与主转子凸齿啮合。 空气入口位于压缩机气缸顶部靠近驱动轴侧。排气口在气缸底部相反的一侧。图1—1是为了表示吸、排气口的反向视图,当转子在吸气口尚未啮合时,空气流入主转子凸齿和辅转子凹槽的空腔内,此时压缩循环开始。(见图A)当转子与吸气口脱开时,空气被封闭在主辅转子构成的空腔内,并随啮合的转子轴向移动,(见图B)当继续啮合,更多的主转子凸齿进入辅转子的凹槽,容积减少,压力升高。 喷入气缸的油用以带走压缩产生的热量和密封内部间隙。容积减少,压力
升高一直持续到封闭在转子内腔中的油气混和物通过排气孔口排入油气桶内的时候。为了生成一个连续平稳无冲击的压缩空气流,转子上的每一容积都以极高的连续性遵循同样的“吸气——压缩——排气”循环。 压缩机系统的空气流程(图4—1):空气进入空气滤清器,流经吸气卸荷阀进入压缩机,经压缩后,油气混合物进入油气桶内,在那里,大多数带走的油通过速度变化和撞击从空气中分离出来,并落入油气桶内。空气和残留的油进入分离器,在那里油被分离并通过分离器壳体与压缩机之间的连接管道流回压缩机。空气流经压力维持阀,排气止回阀和冷却器,然后进入车间空气管线。 润滑、冷却和密封:油气桶内的空气压力驱使润滑油流过油冷、热控阀和油过滤器,排入压缩机主油路。一部分油通过内部通道注入轴承,齿轮和轴封。其余的油直接喷入压缩腔,带走压缩热,密封内部间隙和润滑转子。 旋转阀:旋转阀是位于气缸排气侧靠近吸气端的一回转螺旋阀。此阀打开和关闭气缸上与吸气通道连通的孔口,这改变压缩机转子的容积来匹配空气的需求,从而达到节能的目的。
空气透平压缩机在DCS自动控制中的应用和操作 吴建平王键 (江苏沙钢集团制氧项目办,江苏张家港市锦丰镇,215625) 摘要:本文详细介绍了沙钢21000Nm3/h空分装置空气透平压缩机自动控制的原理、逻辑联锁,以及改用CENTUM CS3000控制的组态设计和操作方法。 关键词:空气透平压缩机;集散控制系统;防喘振控制;压力控制;启动、加载、卸载以及事故联锁;软件组态; 作者简介: 吴建平(1965-):男,工程师,现任江苏沙钢集团氧气厂副厂长,项目办副主任,主管制氧项目仪电条线工作。先后负责筹建了六套21000Nm3/h制氧机组。 王健(1976-):男,工程师,主任协理,1999年毕业于上海理工大学,现从事制氧项目的工艺和仪表条线工作。 一、前言 沙钢集团650万吨热卷板工程配套6套21000Nm3/h无氢制氩工艺流程的空分装置,主体设备为杭氧生产。空压机采用美国Cooper公司3MSG--25/10型三级压缩的空气透平压缩机,配套ABB公司9800KW电机,软启动器为HTR—10000S柜式高压热变电阻。目前五套制氧机已经投产、第六套在建。其中第一、二套空压机的控制系统采用原厂专用QUAD2000控制器(单片机),后由于空压机控制器及其电源问题频繁停车就决定后四套装置改用DCS系统(Yokogawa Centum CS3000)控制,沙钢自行组态设计,从三台已投用空压机的使用情况来看完全能达到原厂控制器的相同效果。 二、空压机改用DCS控制的方案和过程 1、开停车的控制方案 我们将空压机的压力、温度、振动、位移、电流等模拟量直接接入DCS,DCS到电控的开关量信号通过机旁PLC执行控制。并可实现“电控”现场开停车或远程“DCS”全自动开停车功能。 空压机的控制要求压缩机在空分工艺要求的压力、流量变