
导光板
导光板的光学原理
1:光盒子效应:
亚克力制作的镜面导光板,在光线进入后,由于板内或者边界上没有介质让光线能够在导光板内反射或者乱射,且由于入射角过大,光线仅能够在导光板内反射哦不出导光板,产生全反射现象,即具有光盒子效应。
2:破坏其全反射现象
制作导光板时,在导光板的地面利用网版印刷来形成光学扩散点,档光线射入导光板于底面到光学扩散点时,光线会向不同的角度扩散,进而破坏了全反射情况,将光线至导光板正面射出,经由不同的疏密、大小形式的扩散点图样(Dot Pattern)设计,可以使导光板均匀分散光源。
3:导光板上点图样的制作方法
(1)网版式印刷(网版设计简单,更改图案方便)
早期导光板的制造大多是采用射出成型法制作亚克力导光板,用高反射不吸光(SiO2/TiO2),在导光板的底面以网版印刷的方式印上所设计的光学图样作为光学扩散点来反射或折射光源。
(2)模具加工法
将设计好的光学图样直接加工在模具上,射出成型时转印到导光板上(省略了印刷步骤,减少印刷成本)
4:导光板模仁图样的制作方法
目前导光板最常见的形式为,将设计好的光学图样直接加工在模具上,于射出成型时,将网点直接转印到导光板上,省略了印刷的步骤及降低成本。其加工方法有:
(1)光罩蚀刻法
将金属表面涂一层感光剂,以光纤照射经过具有图样设计的底片使模具感光,再将未感光的感光剂部分洗去,则感光的部分形成保护膜,再用酸侵蚀未感光的部分,则在模具上蚀刻出所要的图样。
(对复杂的加工有利,模仁蚀刻点的深度以及几何尺寸的控制,致使导光板扩散点的外形产生变化,影响光学性质)
(2)电铸法
利用电镀的方法,控制金属或者合金点解沉积物在预先设计好的形状、尺寸的母模上,产生一定厚度的金属层,然后再母模上翻制出与母模原型形同或者相反形式的金属复制品(此方
法适合制造表面形状复杂,具有光泽,尺寸精密的工件或者机械加工困难不易以其他方法制造的工件)
(3)喷砂法
是以喷砂机器在下模仁表面施以喷砂加工,使得导光板于成型后由于模仁的喷砂刻痕,致使导光板底面形成雾面的扩散点,以破坏其全反射作用,将光线由导光板正面打出(喷砂颗粒表面尖锐,大多用在小型背光模组以有较佳的光学折射效益,而大型导光板其表面以比较圆弧为佳,以有较佳的光学折射效果以及均匀性)
(4)工具机械的超精密加工
加工技术应用于将菱镜片的功能整合至导光板,于亚克力导光板表面切削V-cut纹路,或者在光射出一体成型的射出模仁上做V-cut切削加工。
由于V-cut切削时,要求的定位及深度的控制往往达到1μm京都,且刀具的震动幅度非常小,以达到切削面镜面的要求。
5:导光板的分类以及各自的区别
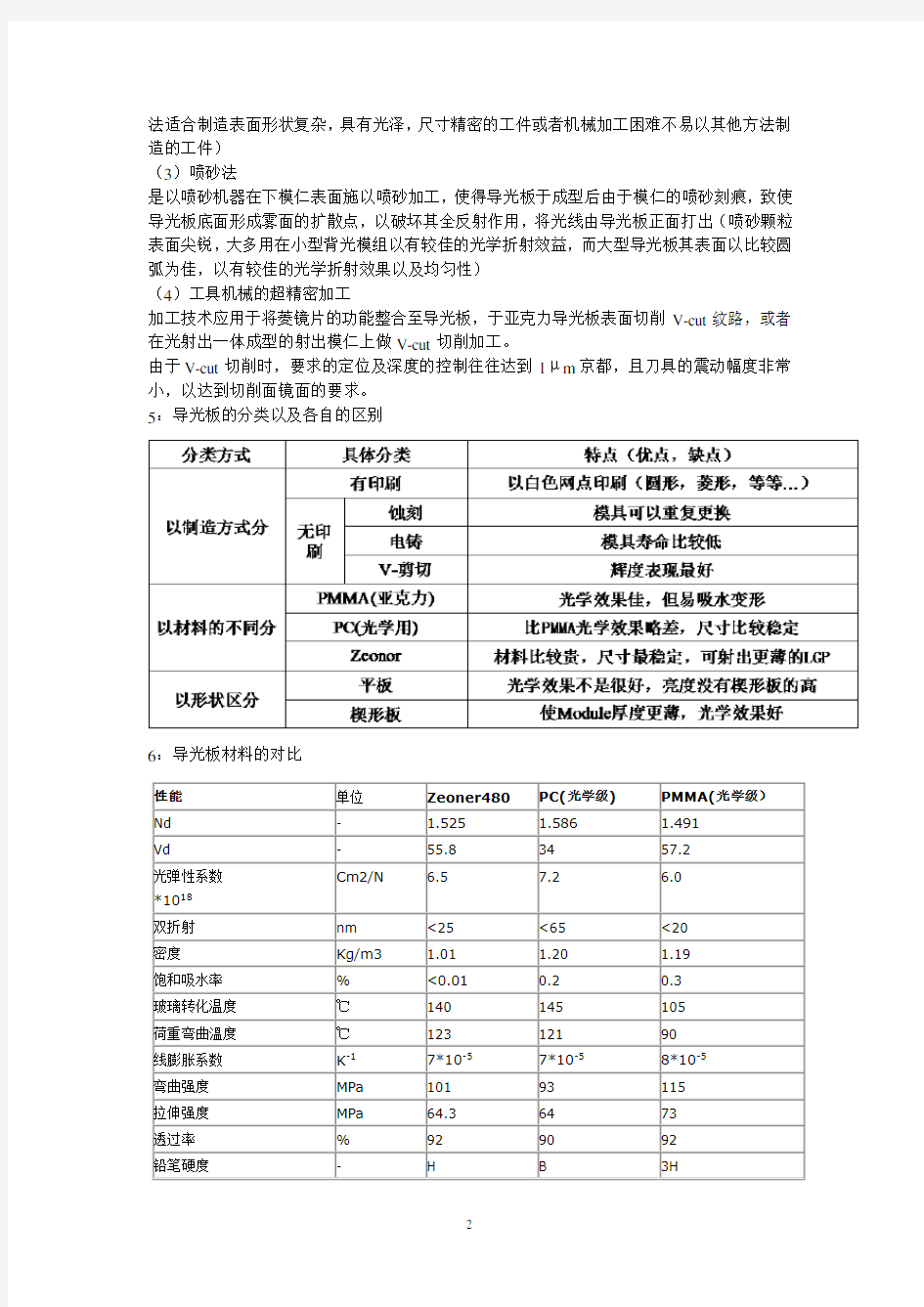
6:导光板材料的对比
性能单位Zeoner480PC(光学级)PMMA(光学级)Nd - 1.525 1.586 1.491
Vd - 55.8 34 57.2
Cm2/N 6.5 7.2 6.0
光弹性系数
*1018
双折射nm <25 <65 <20
密度Kg/m3 1.01 1.20 1.19
饱和吸水率% <0.01 0.2 0.3
玻璃转化温度℃140 145 105
荷重弯曲溫度℃123 121 90
线膨胀系数K-17*10-57*10-58*10-5
弯曲强度MPa 101 93 115
拉伸强度MPa 64.3 64 73
透过率% 92 90 92
铅笔硬度- H B 3H
7:各生产厂家产品对比
光学部材
一:扩散材料
1:扩散片的作用
将从导光板正面出来的光雾化,提高均匀性,并使侧射光分散到正面,提高正面的亮度。2:扩散片的基本材质PC ,PET等
(1)在基材上面涂一层含有填料(Filler)的一种涂料,在另一面加工成雾面(Matt (2)使用扩散片必须注意扩散片不能与导光板贴合,必须留有少许空间,以利扩散改变光能的分布,因此扩散片要有放置粘性的功能,
3:扩散片的形式
类型方法缺点
串珠型(涂布制程)将扩散粒子(有机物)与Binder(粘结剂)涂
在基材(PET)上,使透明的基材具有光扩散效
果
容易出现刮伤,不耐溶剂,容
易潮湿变形
压花型(液压制程)基材上产制造过程中,利用液压钢轮使原来光
滑的表面变成不规则的表面结构
凹洞深度太深,异物掉落时不
易消除
4:扩散片的物理性质
(1)全透过率(Tt)
(2)雾度(Hz)
(3)耐候性
(4)耐光性
(5)耐刮伤及耐磨性
5:上下扩散片的差异
外观Hz Tt 加工特性作用
上扩散片透明白
色
中(60%↓) 高(90%↑) 易见损伤高光穿透能力、保护Prism、
改善视角、增加光源柔和性
下扩散片白色高(84%↑) 中(60%↑) 加工良率
高
集光、遮蔽网点或线光源
6:扩散片的主要功能
(1)光均匀化(将散乱光源作均匀化呈现)
(2)遮蔽效果(遮蔽导光板印刷网点或灯管黑影)(3)增加辉度(提高亮度)
(4)光线整理(改变光源的行经路线)
(5)改善视角(取决于上扩散片的功能)
7:上、下扩散片的选择
上扩散片的选择
下扩散片的选择
1:广视角或改善视角
低雾度(Hz=40以下)及高穿透率(Tt=90以上)
2:高遮蔽性,高加工良率,中雾度以上(辉度略减)
3:改善增亮膜光不均匀性,一般常用中雾度(Hz=50、Tt=90)
1:辉度增益性: Hz=80以上、Tt=60以上有增辉效果之扩散片 2:用于NB
Tt=90以上、Hz=70以上之扩散片 3:用于TV 模组(无BEF ) 堆叠增益性的扩散片 4:解MURA 模组
高雾度的扩散片(Hz=80以上)
二:反射材料
1:反射片可以分为银反射片和白反射片两种 2:反射片将折射及散射出导光板的光线反射回导光板,使其能够再利用以减少光线的损失,通常反射片有一定的扩散光线的作用。
3:反射片是以PET 为基材,用高反射率材料TiO2作颜料,分散于其中,以达到不透光且有效反射光线的目的。
4:灯管银反射片的作用是将无导光板侧的灯管光线反射回导光板,以增加光线使用效率。 银反射片
棱镜片
一:棱镜片功能
将经过扩散片后较为扩散的光能往中心角度机种,以提高面板正面的光线辉度,但会使视角变狭窄。
结构:以聚酯(Polyester)为基材制成厚度约为150—230μm 的薄片,在薄片的表面以UV硬化型的一种涂料印制成三角山型的棱形线条,线条的间距设计为24—110μm,其顶角设计为90o—110o。
二:棱镜片原理
原理分四个部分
1:内全反射:当入射的光线方向满足全反射的条件时,光线会无法跑出正面,则大约50%的入射光线会被反射回而被重复利用。
2:折射出正面的光线,直接折射出去的光线和反射后再利用的光线,由于不满足全反射而被集中在正面视角70°范围内,从而提高了正面的辉度。
3:少部分光线射出棱镜后会进入临近的棱镜,一部分折射进去,一部分反射,未进入临近棱镜的光线会从旁边损失掉。
4:极少部分在传播的过程中损失。
BEF
1:定义,为棱镜片,又为激光片,具有集光的作用,应用了折射和反射
2:BEF的作用
将经扩散板之散,漫光﹐透過棱鏡之折射方向垂直向上﹐即有集光的作用。
其原理与棱镜片同。
3:功能与特性
(1)增加出射光的方向性,达到提高正面亮度的目的。
(2)厚度在150—230μm
(3)表面间距为24—110μm,顶角为90o—110o的长条状棱镜阵列,使其具有聚光的作用。
(4)使用一片水平,可使正面亮度改善60%。
DBEF
DBEF利用两种光学原理,偏光与反射,以增加背光效益。
其原理为:
用,再变成P1,P2,如此反复利用可循环增加亮度60%。
导光板(Light Guide)简介和制作流程 2010-12-16 08:59 导光板的介绍和制作工艺 导光板(Light Guide)这个词是从英语翻译过来的,其产生是为了应用于LCD,为了要展现LCD的亮度就必需要有背光模块来显现,在背光模块的发展过程中重要关键的零部件导光板也随着下游产品的需要进而开始有些不同的改变。 导光板的功能和要求 导光板顾名思义其最主要的功能在于要将光线导向设计者所需要的方向,而所有的导光板的设计都是要配合下游产品LCD和背光模块的需要,最重要的是要达到辉度和均匀度。导光板的分类 一般而言导光板因形状、制作方式和功能上都有不同的分类法,而且目前尚无统一的分法,经过整理后: 1、按照形状分为:平板和楔形板(斜板) 平板:导光板从入光处来看为长方形。 楔形板:从入光处来看为一边为厚一边为薄成楔形(三角形)状。 2、按照网点制作方式:印刷式和非印刷式 印刷式:导光板完成外形加工后,以印刷方式将网点印在反射面,又分为IR 和UV两种。 非印刷式:将网点在导光板成形时直接成形在反射面。又分为化学蚀刻(Etching)、精密机械刻画法(V-cut)、光微影法(Stamper)、内部扩散。 3、按照入光方式:侧入光(灯管和LED)和直下式。 侧入光式:将发光体(灯管或LED)放置于导光板之侧部。 直下式:将发光体(灯管或LED)放置于导光板之下方。 4、按照成形制作方式:射出成形和裁切成型。 射出成形:应用射出成形机将光学级PMMA颗粒运用高温、高压射入模具内冷却成形. 裁切成形:将光学级PMMA原板经过裁切工序完成成品。 导光板制造过程 在了解加工过程前应先了解导光板所须之部材 1、所需要之部材和工具 a.射出成形:光学级PMMA颗粒、油墨 b.裁切:光学级PMMA平板、油墨 2、光学级PMMA颗粒、平板: 无论是用何种生产方式所制作出来的导光板其最重要也是最原始的材料为光学级PMMA(POLYMETHYL METHACRYLATE)(聚甲基丙烯酸甲也就是俗称的亚克力或有机玻璃,其分类又有PMMA颗粒和PMMA平板PMMA由石油中提炼单体(MMA)再将单体(MMA)经过化学加工后做出光学级PMMA颗粒(已可提供射出成形所始用),再将光学级PMMA颗粒用压铸法(Casting)或压出法(Injection)来制
导光板 编辑词条分享 导光板是一种光学材料,主要用的材质是PMMA(亚克力或称有机玻璃)。设计原理源于笔记本电脑的液晶显示屏,是将线光源转变为面光源的高科技产品。光学级压克力为基材,运用LCD显示屏及笔记本电脑的背光模组技术,透过导光点的高光线传导率,经电脑对导光点计算,使导光板光线折射成面光源均光状态制造成型。 编辑摘要 导光板是一种光学材料,主要用的材质是PMMA(亚克力或称有机玻璃)。设计原理源于笔记本电脑的液晶显示屏,是将线光源转变为面光源的高科技产品。光学级压克力为基材,运用LCD显示屏及笔记本电脑的背光模组技术,透过导光点的高光线传导率,经电脑对导光点计算,使导光板光线折射成面光源均光状态制造成型。 经过特殊的科学的加工后的透明亚克力板,只要在边上装上发光体(视导光板面积大小可选择普通日光灯管、CCFL冷阴极灯管、发光二极管等光源,一般装在长度的两边,宽度比较小时可只装一边),通电后亚克力板整个平面就会发出明亮均匀柔和的光,称为导光板。 制作导光板的材料 折射率:两种介质的折射率之比称为相对折射率,在工程光学中常把空气折射率当作1,而其他介质的折射率就是对空气的相对折射率; 光波导:光电磁波的全反射现象使光波局限在波导及其周围有限区域内传播; 入射角:光射到两种介质的界面时,入射光线与界面法线之间的夹角; 反射角:光射到界面发生反射时,反射光线与界面法线之间的夹角; 色散:无色透明物体折射率随光的波长减小而增大的现象称为色散; 紫外线:对紫外线光透过平整透明体因折射率改变而将紫外线光阻截的功能。 制作导光板的方法 1.专业CNC雕刻,如上所说雕刻许多凹下或凸出的球面用来反光及折射光线。这种制作方法的品质是最好的!但造价较高! 2.模具制作。此种方法制作的导光板效果一般,但适合大批量生产! 3.网版印刷,采用一种特殊的油墨在透明板(如PMMA材质)上印上各种花纹,类似于圆点。 经过以上科学的加工后的透明亚克力板,只要在边上装上发光体(视导光板面积大小可选择普通日光灯管、CCFL冷阴极灯管、发光二极管等光源,一般装在长度的两边,宽度比较小时可只装一边),通电后压克力板整个平面就会发出明亮均匀柔和的光,称为导光板。 制作超薄灯箱均采用PMMA作为基本材料,但由于PMMA等级太多,一般能理解和控制。在市场上最常见的PMMA有两种:一种就是制作眼镜用的,另一种是广告装修用普通压克力板, 眼镜用的就是光学级PMMA树脂。它具抗紫外线的功能,而广告装修用的普通
上海方晟光电科技有限公司 导光板加工测试规范 一、裁切 方晟纳米导光板可任意裁切。裁切工具一般可用木工锯片机、普通雕刻机、激光雕刻机等,其中用激光雕刻机进行裁切导光效果最佳。 二、抛光 用激光雕刻机加工的板材无需进行抛光。用木工锯片机和普通雕刻机加工的板材需要进行切口处理及抛光。 步骤一:用美工刀对切口进行平整处理,刮掉裁切时留下的屑末,并刮平锯痕。 步骤二:用抛光机或火焰枪对切口进行抛光,要求切口光滑平整,没有明显的波纹或锯痕。 三、测试 步骤一:将灯管放在导光板两侧,用镀银反光膜(或反光纸)包住灯管并用双面胶粘住。 步骤二:用镀银胶带封住导光板其它边口。 步骤三:将导光板平放在平铺的反光纸上;接上灯管电源,预热10分钟左右(时间长效果更佳)。 步骤四:用肉眼或照度计均可看出导光板的导光亮度及均匀度。 注意事项 1、导光板在裁切、抛光时要保持包装纸的完整性,避免擦伤。 2、导光板抛光时其切口如残留明显的屑末或灰尘,会影响导光效果。 3、背面反光纸如与灯管整体包装,导光效果更佳。 4、放灯管一侧的导光板长度最好与灯管长度相等或略长;如测试时灯管明显短于导光板,其长出部分也应用镀银胶带封住边口。 5、建议测试时用正牌光源;光源的亮度及颜色也会影响导光效果。 6、直接用肉眼判定方晟导光板的导光亮度会产生较大偏差。因为方晟导光板的原料为进口精料MMA,板材无色透明,在发光时无背景色,肉眼无法直接感知其真实的亮度,建议用照度计测试或放上灯箱片评判其亮度。 7、用照度计测试,建议离开导光板3-5CM。 导光板表面脏物与划伤处理常识 一、为何导光板表面易脏且易划伤? 导光板表面易附着灰尘、手印等脏物,如与异物磨擦或碰撞会产生划痕;其实该性状与普通压克力是一样的。只是导光板在光源作用下光线从内部导出,其表面的脏物与划伤就会显得很直观,而普通压克力未具有导光性能,只能从侧边仔细观察才能看到其表面的脏物与划痕。 二、控制导光板表面脏物与划伤的基本常识: 1、避免在扬尘车间加工、安装导光板; 2、在导光板去除保护膜后,应避免用湿手或汗手接触导光板; 3、在导光板去除保护膜前,应将导光板表面及安装结构件内的灰尘、碎屑处理干净;
PC光扩散板的原理及其用途 随着对LED成品灯具的要求逐渐提高,相对传统钢化磨砂玻璃,LED导光板和扩散板因为高透光率和新鲜市场卖点而变得炙手可热。 目前,市场上主流扩散板的材质有PMMA、PC、PET等,但这仅是决定扩散板使用效果优劣的判定标尺之一。综合led光源类型的不同、光源与扩散板距离的各异才是选择的基础,如果按照这样细分,加上材质和厚薄不同,扩散板搭配方案可达到数十种之多,尤其是中山这样层次复杂的市场,各种衡量标准更难统一。现阶段使用最多的就是PC材质,至于为什么是PS材料为各大平板灯生产商的最爱,一会为你开解! PC光扩散板基础 概念:光扩散板是光线通过以PC/PMMA/PS等基材的扩散层,遇到与其折射率相异的介质(扩散粒子)时,会发生多角度、多方向的折射、反射与散射的现象,从而达到光扩散效果,为显示照明组件提供一均匀面光源。 光扩散板产生背景:在LED照明逐渐被市场接受的过程中,关于灯罩的问题一直都困扰着灯具生产厂商。既要有高的透光率做前提,同时又要做到具有相当的光扩散率和良好的光源隐蔽性。最初所采用玻璃用来生产灯罩,玻璃的问题是易碎,而且光的扩散效果也不是很好,很难达到照明要求随即使用。后来逐渐的发展到用树脂来代替玻璃,如果单单只用透明树脂来做灯罩,虽然透光率很高,基本都能达到90%以上,但光的散射效果不够理想,光源隐蔽性能差。白板树脂,其存在着透光率过低,严重影响了LED灯的照明。 理论基础:当光从一种介质射到另一种介质的平滑界面时,一部分光被界面反射,另一部分光透过界面在另一种介质中折射。光的入射角等于反射角,且反射光与入射光在同一平面中法线的两侧,这就是反射定律。而折射光线则符合折射定律:折射光线位于入射光与法线的平面内,折射光与入射光在法线两侧,且入射角与折射角的正弦之比为一常数。折射定律与反射定律都是几何光学的基础,它们不仅在理论研究上,也为光学技术的发展和光学产品的设计奠定了基础。 PC光扩散板特点 光扩散板(DF板)优点是在保证高透光率的前提下,又增加了产品的光扩散率和雾度,通过扩散板的作用,使整个板面形成了一个均匀的发光面而不形成暗区,在画面上形成残留影像,使画面更逼真,达到通体晶莹剔透的视觉效果。目前光扩散板分为PC光扩散板,PMMA光扩散板及PS光扩散板.
导光板除了应用于液晶显示的背光源之外,还发展到生产大型的导光板制作超薄节能灯箱。 导光板超薄节能灯箱广泛应用于广告宣传展示。但是由于导光板超薄灯箱的市场价格偏高,在竞争如此激烈广告市场,如果广告公司要购买别人的导光板超薄灯箱在项目中应用,无疑会提高投入资金,降低利润空间,客户也很难接受,为何不自己生产导光板超薄灯箱? 本站笔者早年从事导光板研发工作,多年来,在本处学习导光板超薄灯箱和液晶显示背光源技术的人员遍布全国各地,并且已全部成功创业和就业。 掌握导光板超薄灯箱以及背光源技术并不难,技术核心是导光油墨的配方和导光网点的分布规律,生产投资少,利润回报高,学习对象为任何有志于掌握该技术的人士。 认识导光板 导光板主要材料为光学压克力(PMMA)板,其化学名称是甲基丙烯酸甲脂,它的比重是每立方米1190kg。透明压克力板材具有很高的透光率,扩冲击能力强,应用非常广泛。目前生产的压克力板材,因其不同厂家不同工艺,在质量上也有差异,特别是再生板虽然价钱便宜,但容易黄化透光度也差,生产导光板的压克力板材应选用不易黄化透光率达92%-93%以上的透明板。 经过特殊的科学的加工后的透明压克力板,只要在边上装上发光体(视导光板面积大小可选择普通日光灯管《T4、T5、T7等》、发光二极管等光源、CCFL冷阴极灯管,市场上用量大的是前两种管,一般装在长度的两边,宽度比较小时可只装一边),通电后压克力板整个平面就会发出明亮均匀柔和的光,称为导光板。 导光板的制作方法主要有两种:丝网印刷式和非印刷式。丝网印刷式导光板投资少,不需投入设备,完全可以手工操作,成本低,生产效率高,技术工艺非常容易掌握;非印刷式导光板投资大,需专业设备,制作成本高,生产效率低,技术工艺一般人不容易掌握(非印刷式导光板在制作方法上还分为几类,导光板制作方式可分为印刷式和非印刷式,不同制作方
导光板常见生产异常的原因分析及工艺解决方法解决问题的九大步骤:发掘问题--选定题目--追查原因--分析资料--提出办法--选择对策--草拟行动--成果比 较--标准化。 一.划伤 现象:指导光板表面出现划伤痕迹。如图所示: 原因分析: 1.前制程:a . 在安装模仁时不慎将模仁表面划伤; b . 在处理模具异常时(如:拆滑块保养模具等)不慎将模仁表面划伤; c . 在擦试模仁表面时,因棉花不洁净或手指甲造成的模仁表面划伤等。 2.后制程: a. 设备调试不合理:指产品在进行某一个后制程动作加工时被后制程设备的某个零部件刮伤产品表面; b. 当导光板表面与后制程设备的某部位接触并发生移动摩擦时,因与导光板接触面的不洁净(有粉粒、 异物等)导致与导光板表面产生较大的摩擦而至产品表面划伤(如:裁切平台、抛光平台、清洁 滚轮等); c. 检验员的作业手法不标准或检验员的粗心大意导致产品表面划伤等。(如除毛时,除毛刀划伤产品 等)。 备注:对于前制程的产品划伤,如果超出SIP检验标准范围,尽量改善轻微一点,便找相关工程判定,看能否 签样继续生产,如果实在不能改善或改善轻微,且又不能签样生产,便更换划伤的模仁, 重新试模开机生产。 解决方法: 1.在安装模仁、擦试模仁或处理模具异常时严格按作业标准谨慎操作; 2.对设备不合理的地方或零部件加以改善 3.定时对所有与接触产品表面的部位进行清洁; 4.加强对员工的教育训练,监督并严格要求作业员按照作业标准进行作业。 二、熔结痕(结合线) 现象:由于我们一般采取多段并以慢快慢的方式进行进胶,对于那些高粘度且低流动的塑胶材料(如PC,PMMA),在两段相差很大的射出进胶时,容易在两股熔胶汇合之处不能完全融合,形成一条汇流线,
原理概述 这一课我们来学习利用tracepro软件建立LED导光板。首先我们简单了解一下导光板的原理。 导光板(如图1-1所示)基本工作原理是在下表面设置有具有一定排布规律的微结构阵列,当光线从侧面进入导光板内后,通过微结构的散射作用,破坏导光板上表面的全反射现象,使光线改变原有几何光学路径,从上表面射出。为了使光线的均匀出射,必须对微结构进行优化设计。 图1-1 导光板结构示意图 选取不同折射率的材料制作导光板时,材料的折射率决定了光线在导光板内的全反射时的临界焦,也就是说可以对出射光线的角度进行选择。如图1-2。 图1-2 导光板内光线的传播 由此可知,大部分耦合进导光板的入射光都以全反射的形式向前传播,没 有光线从上表面折射出去。为了让光线从导光板的上表面射出,必须在导光板 的底面布置散射网点,破坏光的全反射。现在在进行网点设计时都采用非均匀 分布。目前比较成熟的网点分布理论有超均匀分布理论,斥力缓和法,动态分 子法,但这些方法都只停留在理论设计方面。具体采用何种方法设计网点,到 目前为止还没有确切可行的方法,大部分都是靠光学模拟软件进行模拟并根据 模拟效果,调整网点的间隔以及大小。一般的设计原则是靠近光源部分的网点 尺寸要小一些,且稀疏一些;而远离光源的地方网点尺寸大一些,且要密一 些。此外网点的形状对出光的均匀效果也会有一定的影响。而综上所述易得,网
点倾斜角越大反射效果越明显,网点越密反射效果越明显。由于模型中光源在两侧,因而应在设计时使导光板远离光源处的网点尺寸大间距小,靠近光源处的网点尺寸小间距大。考虑到实际加工及模型模拟方面的问题,网点的尺寸设计应处理成等半径变深度网点,间距设计应处理成渐变形式。相关研究表明网点间距变化采用多项式多次方程变化可达到设计要求。在实际网点设计中,多项式方式是一种较为合理的微结构布局方式,它具有较多的可调参数.改变这些参数能够精确控制导光板表面的微结构设计,无论是表面微结构的整体疏密分布还是疏密的渐变程度都能够得到精确的调整,按照多项式方式捧列导光板表面微结构可以使导光板的各项性能达到最佳值。确定导光板网点结构按照多项式方式进行排布后需要对多项式的各个参数进行设置,多项式的形式如式(1-2-1)所示: 2 3 4 x + = + + f+ (ex a dx ) cx bx 式1-1其中a、b、c、d、e为可变参数,通过调整其数值即可改变导光扳表面微结构分布的疏密以及渐变程度等设计情况。由现有理论可知在多项式的五个参数中,参数a和参数c为影响导光板性能的主要参数,在导光板的设计中起着决定性的作用。参数b、参数d和参数P用于导光板微结构的细节调整,其中参数b 主要受到导光板的几何尺寸等外界客观因素影响。在实际设计时,可令b=d=e=0,进一步简化方程,在达到性能要求的情况下使设计更加简洁高效。 建立步骤 Tracepro中任何光学模型的建立步骤都分为以下几步:建立模型-设定材质-应用材质-光线追击-分析改善。1、2、3三步可同时完成。 1.建立模型 模型如下图所示,主要包括三部分:LED灯条,导光板,观察板。 首先打开tracepro,新建文件并保存在指定的目录下,注意在建立模型时养成随时保存的习惯,防止出错时丢失文件。 选择插入-几何物件-方块(insert-primitive solid-block)建立一个导光板主体300*10*300,修改名称,然后点击插入。
一、什么是导光板 导光板主要材料为光学压克力(PMMA)板,或叫亚克力,俗称有机玻璃,其化学名称是甲基丙烯酸甲脂,它的比重是每立方米1190kg。透明压克力板材具有很高的透光率,扩冲击能力强,应用非常广泛。目前生产的压克力板材,因其不同厂家不同工艺,在质量上也有差异,特别是再生板虽然价钱便宜,但容易黄化透光度也差,生产导光板的压克力板材应选用不易黄化透光率达92%-93%以上的透明板。 经过特殊的科学的加工后的透明压克力板,只要在边上装上发光体(视导光板面积大小可选择普通日光灯管、CCFL冷阴极灯管、发光二极管等光源,一般装在长度的两边,宽度比较小时可只装一边),通电后压克力板整个平面就会发出明亮均匀柔和的光,称为导光板。 导光板超薄灯箱,是一种“节能、超薄、便捷、安全”的灯箱,具有超薄超亮、导光均匀、节能环保等鲜明特点。采用光谱分析原理与脉冲激光雕刻或数码印刷技术相结合并在恒温、恒湿、无尘的环境条件下制作而成,具有超薄超亮、导光均匀、节能环保、无暗区、安装维修简单快捷等鲜明特点。 导光板设计原理源于Note Book的液晶显示屏,是使用透明的压克力板吸取从灯发出来的光在压克力表面停留,利用激光雕刻或数码印刷技术在导光板底面形成各种形状的扩散点,把光均匀地分布在全板面的过程,是一种将线光源转变为面光源的高科技产品。 二、导光板的工作原理 导光板是利用光学级的压克力/PC板材,然后用具有极高反射率且不吸光的高科技材料,在光学级的压克力板材底面用UV网版印刷技术印上导光点。利用光学级压克力板材吸取从灯发出来的光在光学级压克力板材表面的停留,当光线射到各个导光点时,反射光会往各个角度扩散,然后破坏反射条件由导光板正面射出。通过各种疏密、大小不一的导光点,可使导光板均匀发光。反射片的用途在于将底面露出的光反射回导光板中,用来提高光的使用效率。
TV背光模组之导光板简介 ◆导光材料概述 导光材料目前主要有PS (Polystyrene) 聚苯乙烯、PC (Polycarbonate )聚碳酸酯、PMMA (POLYMETHYL METHACRYLATE)聚甲基丙烯酸甲三种,在TV模组中应用最为广泛的是PMMA。下面分别给大家介绍一下此三种导光材料的物理特性。 PS (Polystyrene) 聚苯乙烯 ?为苯乙烯均聚物,系由苯乙烯在引发剂存在下进行自由基聚合得到。工业生产均用 连续本体聚合法。系无色透明、高光泽。加工性、着色性、刚性和电绝缘性良好, 但低温时质脆易裂。耐酸碱、氧化还原剂、醇类和洗涤剂,不耐烃类和氯烃类溶剂。 ?通常的聚苯乙烯为非晶态无规聚合物,具有优良的绝热、绝缘和透明性,长期使用 温度0~70℃。但脆,低温易开裂。 ?物性参数 ?晶体密度:1.06~1.12克/CM3 ?拉伸强度:36~52MPa; ?玻璃化温度:90~95℃ ?熔融温度:240℃ ?热变形温度:高温76~94℃; ?导热系数:30℃时0.116瓦/(米·开) ?吸水率(ASTM):0.03~0.1 ?体积电阻率:1017~1019Ω·cm; ?介电强度:19.7kV/mm; ?透光率(2mm): PC (Polycarbonate )聚碳酸酯 ?聚碳酸酯(双酚A型)化学名称2,2-双(4-羟基苯基)丙烷聚碳酸酯,是由酯交换法 和光气化法制得。平均分子量3.57×104。无定形透明颗粒.无味、天臭、无毒。 ?聚碳酸酯无色透明,耐热,抗冲击,阻燃,在普通使用温度内都有良好的机械性能。 同性能接近聚甲基丙烯酸甲酯相比,聚碳酸酯的耐冲击性能好,折射率高,加工性 能好。 ?耐稀酸、耐油、不耐碱。溶于二氯甲烷、二氯乙烷、氯仿、三氯乙烯、四氯乙烷、 四氢呋喃、三甲酚、磷酸三甲酯等。疲劳强度较低,容易产生应力开裂。具有优良 的高温电性能,具有耐燃自熄性。 ?物性参数 ?晶体密度:1.20~1.43克/CM3 ?拉伸强度:>60MPa ?玻璃化温度:148~150℃
导光板 导光板是利用光学级的压克力/PC板材,然后用具有极高反射率且不吸光的高科技材料,在光学级的压克力板材底面用UV网版印刷技术印上导光点。利用光学级压克力板材吸取从灯发出来的光在光学级压克力板材表面的停留,当光线射到各个导光点时,反射光会往各个角度扩散,然后破坏反射条件由导光板正面射出。通过各种疏密、大小不一的导光点,可使导光板均匀发光。反射片的用途在于将底面露出的光反射回导光板中,用来提高光的使用效率。 导光板设计原理源于笔记本电脑的液晶显示屏,是将线光源转变为面光源的高科技产品。光学级压克力(PMMA)/PC为基材,运用LCD显示屏及笔记本电脑的背光模组技术,透过导光点的高光线传导率,经电脑对导光点计算,使导光板光线折射成面光源均光状态制造成型。产品采用光谱分析原理与数码UV印刷技术相结合并在恒温、恒湿、无尘的环境条件下制作而成。具有超薄、超亮、导光均匀、节能、环保、无暗区、耐用、不易黄化、安装维修简单快捷等鲜明特点。 一般而言导光板因形状、制作方式和功能上都有不同的分类法,而且目前尚无统一的分法,经过整理后A、按照形状分为:平板和楔形板(斜板) 平板:导光板从入光处来看为长方形。楔形板:从入光处来看为一边为厚一边为薄成楔形(三角形)状。B、按照网点制作方式:印刷式和非印刷式印刷式:导光板完成外形加工后,以印刷方式将网点印在反射面,又分为IR(自然烘干和UV光固化)两种。非印刷式:将网点在导光板成形时直接成形在反射面。又分为化学蚀刻(Etching)、精密机械刻画法(V-cut)、光微影法(Stamper)、内部扩散。C、按照入光方式:侧入光(灯管和LED)和直下式。侧入光式:将发光体(灯管或LED)放置于导光板之侧部。直下式:将发光体(灯管或LED)放置于导光板之下方。D、按照成形制作方式:射出成形和裁切成型。射出成形:应用射出成形机将光学级PMMA颗粒运用高温、高压射入模具内冷却成形.裁切成形:将光学级PMMA原板经过裁切工序完成成品。 1可以任意裁切成所需要的尺寸,也可以拼接使用,工艺简单,制作方便2光转换率高(较传统板高30%以上),光线均匀,寿命长室内可正常使用8年以上,安全环保,耐用可靠户内外皆可适用3同等面积发光亮度情况下,发光效率高,功耗低4可以制作成异型,如圆形,椭圆,圆弧,三角形等5同等亮度情况下,可以使用较薄的产品,节约成本6可以使用任何光源,点线光源做面光源转换,光源包括LED CCFL(冷阴极灯管),荧光灯管等。
导光板原理 导光板的设计原理 目前广泛使用的导光板其设计原理源于我们日常所见的笔记本液晶显示屏。它采用光谱分析原理与激光雕刻或数码印刷技术相结合,并在恒温、恒湿、无尘的环境条件下制作而成。它具有超薄超亮、导光均匀、节能环保、无暗区、安装维修简单快捷等鲜明特点。目前导光板的最大宽度可达1500mm,长度最高达到3000mm,而最薄厚度久为2mm。尺寸越大,为了保证亮度,厚度也要相应的增加,且导光的效果也相应的较差,最厚的导光板也不超过20mm。 导光板的散光原理 导光板是利用射出成型的方法将丙烯压制成表面光滑的板块,然后在压克力平板上用高反射率且不吸光的材料,在板底面用网版印刷印上圆形或方形的扩散点,以此来扩散光线。当光线射到扩散点时,光会往各个方向反射,然后破坏反射条件由导光板正面射出。为使均匀发光,必须利用各种疏密、大小不一的扩散点(疏密、大小不一才能保证光往各个方向反射的几率大致相同)。反射板在导光板中的用途在于将底面露出的光反射回导光板中,以此来提高光的使用率,增加亮度。虽然目前各种导光板的制作工艺不一,但都是利用了光反射、光散射的原理。 哪种导光板的性价比最高 很多客户都向我们问起这个问题。从亮度方面来说,印刷版和雕刻板的亮度都可以达到广告主满意的效果。但是由于印刷板导光网点的材料配方不但对光有折射作用,还有高反射作用,而雕刻板的线槽或凹孔点阵只有单一的折射作用,因此,雕刻导光板要达到和印刷板一样的亮度,就必须要求更好的材料质量和更好的工艺。第二,雕刻板制作的工艺本身就比印刷板复杂、更难以掌握,生产效益低,因此它比印刷板成本高。综合考虑,印刷板的性价比是最高的。纳米导光板利用均匀分散在导光板中的纳米粒子的光散射效应,将线光源或点光源转变为面光一种散光技术。但是纳米导光板的亮度不及印刷导光板和雕刻板。它之所以具有市场,主要是由于纳米导光板具有以下特点: 1、可以任意裁切成所需要的尺寸,也可以拼接使用,工艺简单、制作方便; 2、光转换率较高、光线均匀、安全环保; 3、户内户外皆可适用; 4、自然、双面导光,但亮度较雕刻导光板和印刷导光板差; 5、同等亮度情况下,可以使用厚度较薄的产品,节约成本; 6、可以使用任何点光源、线光源做面光源转换,光源包括 LED 、CCFL (冷阴极灯管)、荧光灯管等等。 导光板简介—
导光板知识简介 一、导光板简介 导光板灯是将线光源转变为面光源的高科技产品。导光板是以光学级压克力为基材,运用LED模组技术,透过导光点的全高透光率,经电脑对导光点设计使导光板光线折射成面光源均光状态制造成型。在恒温、恒湿、无尘的环境条件下制作而成,具有超薄超亮、导光均匀、节能环保、无暗区、安装维修简单快捷等鲜明特点。 二、导光板原理 导光板是利用射出成型的方法将PMMA压制成表面光滑的板块,然后用具有高反射且不吸光的材料,在压克力平板上用高反射率且不吸光的材料,在导光板底面用雕刻机或激光机打上圆形或方形的扩散点,当光线射到扩散点时,反射光会往各个角度扩散,然后破坏反射条件由导光板正面射出,利用各种疏密、大小不一的扩散点,可使导光板均匀发光。反射板的用途在于将底面露出的光反射回导光板中,用来提高光的使用效率。 三、导光板特点: 1.可以任意裁切成所需要的尺寸,也可以拼接使用,工艺简单,制作方便 2.光转换率高(较传统板高30%以上),光线均匀,寿命长室内可正常使用8年以上,安全环保,耐用可靠户内外皆可适用 3.同等面积发光亮度情况下,发光效率高,功耗低 4.可以制作成异型,如圆形,椭圆,圆弧,三角形等
5.同等亮度情况下,可以使用教薄的产品,节约成本 6.光源为LED。 四、LED导光板灯具优势 1.LED灯具与传统光源耗电比较 2.符合绿色环保 无汞无铅无镉等重金属,完全符合法规,且不易破碎及高耐震,因此LED及被称为绿色能源。 3.可完全消除闪烁以保护视力 LED照明是使用晶片发光且直流电驱动,没有闪烁问题,时间久眼睛不易疲劳。 4.LED照明寿命长且符合国际照明标准 LED晶片照明至少可维持40,000~50,000小时的寿命,比一般日光灯管8,000~12,000小时,其寿命更长久及照明更加稳定。 5.选择色温,营造照明环境 可依不同工作场所做调配,色温分布(黄光)3000K→6500K(白光)如:教室、办公室、室内公共场所、工厂及商场百货。 6.演色性佳(具红、蓝、绿三原色) 演色性高,接近自然光色,演色性Ra70以上。 7.透过导光板产生发光原理,所产生的光源是均匀扩散,不伤害视力,一般的 导光板所产生的光源是直射,会伤害视力。 8.维修费用非常低且更换简便
导光板常见问题解决方法 解决问题的九大步骤:发掘问题--选定题目--追查原因--分析资料--提出办法--选择对策--草拟行动--成果比较--标准化。 一.划伤 现象:指导光板表面出现划伤痕迹。如图所示: 原因分析: 1.前制程: a . 在安装模仁时不慎将模仁表面划伤; b . 在处理模具异常时(如:拆滑块保养模具等)不慎将模仁表面划伤; c . 在擦试模仁表面时,因棉花不洁净或手指甲造成的模仁表面划伤等。 2.后制程: a. 设备调试不合理:指产品在进行某一个后制程动作加工时被后制程设备 的某个零部件刮伤产品表面; b. 当导光板表面与后制程设备的某部位接触并发生移动摩擦时,因与导光 板接触面的不洁净(有粉粒、异物等)导致与导光板表面产生较大的摩 擦而至产品表面划伤(如:裁切平台、抛光平台、清洁滚轮等); c. 检验员的作业手法不标准或检验员的粗心大意导致产品表面划伤等。 (如除毛时,除毛刀划伤产品等)。
备注:对于前制程的产品划伤,如果超出SIP检验标准范围,尽量改善轻微一点,便找相关工程判定,看能否签样继续生产,如果实在不能改善或改善轻微,且又不能签样生产,便更换划伤的模仁,重新试模开机生产。 解决方法: ⒈在安装模仁、擦试模仁或处理模具异常时严格按作业标准谨慎操作; ⒉对设备不合理的地方或零部件加以改善; ⒊定时对所有与接触产品表面的部位进行清洁; ⒋加强对员工的教育训练,监督并严格要求作业员按照作业标准进行作业。 二、熔结痕(结合线) 现象:由于我们一般采取多段并以慢快慢的方式进行进胶,对于那些高粘度且低流动的塑胶材料(如PC,PMMA),在两段相差很大的射出进胶时, 容易在两股熔胶汇合之处不能完全融合,形成一条汇流线,称为熔结 痕。一般熔结痕产生在产品胶口处,因为我们第一段与第二段或三段 的射速太慢,如图: 原因分析:由于来自不同方向的熔融树脂因开始射出速度较慢部分熔料被冷却,在后面射出的结合处未完全融合而在产品表面产生的一条条 分区线。 解决方法: 1.增加树脂熔料的流动性(如:提高料温、模温、背压等);
1)导光板简介 它的发光效果将直接影响到液晶显示模块(LCM)视觉效果。液晶显示器本身并不发光,它显示图形或字符是它对光线调制的结果。导光板设计原理源于笔记本电脑的液晶显示屏,是将线光源转变为面光源的高科技产品。导光板是以光学级压克力为基材,运用LCD显示屏及笔记本电脑的背光模组技术,透过导光点的高光线传导率,经电脑对导光点计算,使导光板光线折射成面光源均光状态制造成型。产品采用光谱分析原理与数码UV印刷技术相结合并在恒温、恒湿、无尘的环境条件下制作而成。具有超薄、超亮、导光均匀、节能、环保、无暗区、耐用、不易黄化、安装维修简单快捷等鲜明特点 2)导光板原理 导光板是利用光学级的压克力/PC板材,然后用具有极高反射率且不吸光的高科技材料,在光学级的压克力板材底面用UV网版印刷技术印上导光点。利用光学级压克力板材吸取从灯发出来的光在光学级压克力板材表面的停留,当光线射到各个导光点时,反射光会往各个角度扩散,然后破坏反射条件由导光板正面射出。通过各种疏密、大小不一的导光点,可使导光板均匀发光。反射片的用途在于将底面露出的光反射回导光板中,用来提高光的使用效率。通过各种疏密、大小不一的导光点,可使导光板均匀发光。反射片的用途在于将底面露出的光反射回导光板中,用来提高光的使用效率。 3)导光板特点 1.可以任意裁切成所需要的尺寸,也可以拼接使用,工艺简单,制作方便 2.光转换率高(较传统板高30%以上),光线均匀,寿命长室内可正常使用8年以上,安全环保,耐用可靠户内外皆可适用 3.同等面积发光亮度情况下,发光效率高,功耗低 4.可以制作成异型,如圆形,椭圆,圆弧,三角形等 5.同等亮度情况下,可以使用较薄的产品,节约成本 6.可以使用任何光源,点线光源做面光源转换,光源包括LED CCFL(冷阴极灯管),荧光灯管等 4)背光源的光源 用寿命等特性。下表为可用于液晶显示器背光源的光源及其特点简单对比介绍:光源形状光源种类颜色功耗(W)(瓦特)寿命(h) (小时)特点点状光源 Lamp(灯泡) 2800K 左右 1.0以上 2,000 简单、小型、价低体积大、发热严重 1.LED(发光二极管)蓝~红430~700nm 0.038以上 100,000 寿命长、低发热亮度稍低 线状光源 https://www.doczj.com/doc/9f9620770.html,FL(冷阴极荧光管)红、绿、蓝及其混合色 1.0~10.0 25,000 亮度高、寿命长逆变器驱动电压高 3.HCFL(热阴极荧光管) 4.0~220 5~7,000 发热严重面状光源 VFD(扁平荧光灯)200mW/cm2以下 5,000 亮度高、均匀性好双电源驱动 4.EL(电致发光片) 20mW/cm2以下 5,000 薄、均匀性好寿命短、亮度低 5.OELD(有机电致发光片) 1,000以上薄、均匀性好、亮度高寿命短 6.FED(平板场发射) 10,000以上亮度高开发中
导光板的基本功能、制作工艺及其生产流程介绍 发表时间:2008-8-27浏览:5785 标签:导光板所属专题:模切设备专题 导光板的基本功能和制作工艺 导光板一词来自于英文译音(Light Guide)其产生为应用于LCD所产生的,LCD为一非自发光性的产品为了要展现LCD的亮度就必需要有背光模块来显现,在背光模块的发展过成中重要关键的零组件导光板也随着下游产品的需求进而开始有不同的改变。导光板的功能和要求 导光板顾名思义其最主要的功能在于要将光线导向设计者所需要的方向,而所有的导光板的设计都是要配合下游产品LCD和背光模块的需要,最重要的是要达到辉度和均匀度。导光板的分类 一般而言导光板因形状、制作方式和功能上都有不同的分类法,而且目前尚无统一的分法,经过整理后: 1、按照形状分为:平板和楔形板(斜板) 平板:导光板从入光处来看为长方形。 楔形板:从入光处来看为一边为厚一边为薄成楔形(三角形)状。 2、按照网点制作方式:印刷式和非印刷式 印刷式:导光板完成外形加工后,以印刷方式将网点印在反射面,又分为IR和UV两种。 非印刷式:将网点在导光板成形时直接成形在反射面。又分为化学蚀刻(Etching)、精密机械刻画法(V-cut)、光微影法(Stamper)、内部扩散。 3、按照入光方式:侧入光(灯管和LED)和直下式。 侧入光式:将发光体(灯管或LED)放置于导光板之侧部。 直下式:将发光体(灯管或LED)放置于导光板之下方。 4、按照成形制作方式:射出成形和裁切成型。 射出成形:应用射出成形机将光学级PMMA颗粒运用高温、高压射入模具内冷却成形. 裁切成形:将光学级PMMA原板经过裁切工序完成成品。 导光板制造过程 在了解加工过程前应先了解导光板所须之部材 1、所需要之部材和工具 a.射出成形:光学级PMMA颗粒、油墨 b.裁切:光学级PMMA平板、油墨
背光源(Backlight)原理及简介 背光 背光源(Backlight)原理及简介 背光源对于大多数人来说是一个陌生的概念,所谓背光源(BackLight)应该是位于液晶显示器(LCD)背后的一种光源,它的发光效果将直接影响到液晶显示模块(LCM)视觉效果。液晶显示器本身并不发光,它显示图形或字符是它对光线调制的结果,背光源的发展可以追朔到二战时期。当时用超小型钨丝灯作为飞机仪表的背光源。这是背光源发展的初始阶段。经过半个世纪的发展,如今背光源已经成为电子独立学科,并逐步形成研究开发热点。 随着液晶显示技术的不断发展,液晶显示器特别是彩色液晶显示器的应用领域也在不断拓宽。受液晶显示器的市场拉动,背光源产业,呈现一派繁荣景象。 LCD为非发光性的显示装置,须要藉助背光源才能达到显示的功能。背光源性能的好坏除了会直接影响LCD显像质量外,背光源的成本占LCD模块的3-5%,所消耗的电力更占模块的75%,可说是LCD模块中相当重要的零组件。高精细、大尺寸的LCD,必须有高性能的背光技术与之配合,因此当LCD产业努力开拓新应用领域的同时,背光技术的高性能化(如高亮度化、低成本化、低耗电化、轻薄化等)亦扮演着幕后功臣的角色 背光源是提供LCD面板的光源。主要由光源、导光板、光学用膜片、塑胶框等组成。背光源具有亮度高,寿命长、发光均匀等特点。目前主要有EL、CCFL 及LED三种背光源类型,依光源分布位置不同则分为侧光式和直下式(底背光式)。随着LCD模组不断向更亮、更轻、更薄方向发展,侧光式CCFL式背光源成为目前背光源发展的主流。 电致发光(EL)背光源体薄量轻,提供的光线均匀一致。它的功耗很低,要求的工作电压为80~100Vac,提供工作电压的逆变器可把5/12/24Vdc的输入变换为交流输出。但EL背光源的使用寿命有限(在50%亮度条件下的平均使用寿命为3000~5000小时,在更高的亮度水平上使用寿命将大为缩短),因此,理想的EL背面照明用逆变器允许输出电压和频率随着EL灯泡的老化而增加,从而延长采用EL的背面照明光源的显示器的有效使用寿命。 EL背面照明对于像手表、数字台式钟和单色PDA等需要极度微弱的照明以便在光线朦胧或昏暗条件下使用的小型反射式LCD应用而言是较为适用的。然而,低效率、低亮度以及短寿命使其不适用于诸如膝上型电脑和平板桌上型监视器所要求的大型LCD这样的透射型背面照明用途。 LED背光源的使用寿命比EL长(超过5000小时),且使用直流电压,通常应用于小型的单色显示器,比如电话、遥控器、微波炉、空调、仪器仪表、立体声音频设备等。但是,其亮度目前也不足以为大型透射式显示器提供背面光源。LED背光源与CCFL背光源在结构上基本是一致的,其中主要的区别在于LED是点光源,而CCFL是线光源。 小型冷阴极荧光灯(CCFL)提供了用于大型LCD所需的亮度和寿命(以及灯光管制能力),这就是它至今仍是背光照明最为常用的方法的原因。但是,热量堆积是一个值得关注的问题。 导光板的作用在于引导光的散射方向,用来提高面板的亮度,并确保面板亮度的均匀性,导光板的良优对背光板影响甚大,因此,侧光式背光板中导光板的设计制作是关键技术之一。导光板是利用射出成型的方法将丙烯压制成表面光滑
导光板级PMMA PMMA TF8 南通丽阳化学有限公司物性数据 ①原料描述部分 规格级别:导光板级外观颜色:--- 用途概述:笔记本电脑用导光板 备注说明:适用于小型、薄型的导光板 导光板级PMMA TF8南通丽阳物性表 资料由长城塑胶提供 T e L 1 3 6 8 6 6 5 8 5 1 7 ②原料技术数据 性能项目试验条件[状态] 测试方法测试数据数据单位基本 性能 吸水率24hr ISO 62 0.3 % 物理性能比重--- ISO 1183 1.19 g/cm3全光线透射率 3mm ISO 13468-1 93 % 雾度3mm ISO 14782 0.3 % 折射率N d ISO 489 1.49 --- 机械性能抗拉强度1A/5 ISO 527-2 59 MPa 伸长率1A/5 ISO 527-2 5 % 拉伸弹性率1A/1 ISO 527-2 3.3 GPa 抗弯强度--- ISO 178 90 MPa 弯曲弹性模量 --- ISO 178 3.3 GPa Izad冲击强度1A JIS K7110 1.6 KJ/m2 悬臂梁式冲击 强度 1eU 无槽口JIS K7111 21 KJ/m2 悬臂梁式冲击 强度 1eA V槽口JIS K7111 1.2 KJ/m2 洛氏硬度--- ISO 2039 101 M scale 电气性能表面电阻系数 --- JIS K6911 >1016Ω 体积电阻系数 --- JIS K6911 >1013Ωm 绝缘击穿强度 4kV/sec JIS K6911 20 MV/m 介电常数60Hz JIS K6911 3.7 --- 介质衰耗因数 60Hz JIS K6911 0.05 --- 耐电弧性--- JIS K6911 没有痕迹--- 热性能螺旋流动厚薄2mm,250℃三菱丽阳法340 mm 载荷挠曲温度 1.80MPa ISO 75-2 95 ℃ 维卡软化温度 50N ISO 306 102 ℃ 熔体流动性230℃,37.3N ISO 1133 10 g/10min 螺旋流动厚薄2mm,230℃三菱丽阳法220 mm
导光板加工工艺 导光板主要材料为光学压克力(PMMA)板,其化学名称是甲基丙烯酸甲脂,它的比重是每立方米1190kg。透明压克力板材具有很高的透光率,扩冲击能力强,应用非常广泛。目前生产的压克力板材,因其不同厂家不同工艺,在质量上也有差异,特别是再生板虽然价钱便宜,但容易黄化透光度也差,生产导光板的压克力板材应选用不易黄化透光率达92%-93%以上的透明板。 经过特殊的科学的加工后的透明压克力板,只要在边上装上发光体(视导光板面积大小可选择普通日光灯管、CCFL冷阴极灯管、发光二极管等光源,一般装在长度的两边,宽度比较小时可只装一边),通电后压克力板整个平面就会发出明亮均匀柔和的光,称为导光板。 导光板的制作方法主要有两种:丝网印刷式和非印刷式。丝网印刷式导光板投资少,不需投入设备,完全可以手工操作,成本低,生产效率高,技术工艺非常容易掌握;非印刷式导光板投资大,需专业设备,制作成本高,生产效率低,技术工艺一般人不容易掌握(非印刷式导光板在制作方法上还分为几类,详情清浏览综合信息栏的(几种不同制作方法的导光板对比)。笔者重点推广丝网印刷式导光板制作方法。 丝网印刷式导光板是将自行配制的具有高反射和折射作用的丝印油墨在透明压克力板表面印上有规律性的导光网点,该网点便会将从边上照射进来的线性光向平面转换,变成均匀的平面光,从边上射进来的光源越强,平面光越亮,所以平面光的亮度与配置的光源功率有关。 低价位定做超薄导光节能灯箱 日本、台湾产背光源专用反光膜、散光膜、增亮膜、反光铝膜 优惠价供应导光油墨 T4、T5、日光灯管、镇流器,冷阴极灯管(CCFL)和逆变器
超薄灯箱专用铝型材和配件 导光板专用压克力板材 匀光板--新一代导光板(纳米导光板) 匀光板属于第四代导光板(国内独家生产),该产品革命性的改变了传统导光板的导光原理,利用均匀分散在导光板中的纳米粒子的光散射效应将线光源或点光源转变为面光,是国际最领先的导光技术,该产品是目前国内技术最先进、性能最优异、使用最方便的导光板产品。 匀光板可以根据需要裁切成不同的尺寸,制作过程简单、方便,成本低廉,可以选用线光源:荧光灯、CCFL冷阴极灯管做为光源、也可使用点光源LED等做为光源,是制作超薄灯箱、太阳能灯箱、户外节能灯箱、标牌、发光幕墙、医用观片器等产品的最理想的导光材料,是传统导光板的换代产品。 匀光板的特点: -任意裁切成所需要的尺寸,也可以拼接使用 -光转换率高(较传统导光板高30%以上)、光线极其均匀(>80%) -寿命长(室内可正常使用5年以上)、安全环保、耐用可靠 -户内户外皆可适用 -自然双面导光 -可以制作成异型,如圆形、椭圆、圆弧、三角等 -同等亮度情况下,可以使用厚度较薄的产品,节约成本 -可以使用任何点光源、线光源(荧光灯、CCFL冷阴极灯管、LED等) 匀光板产品常规规格有: 规格(mm)6mm重量(kg)/张8mm重量(kg)/张
? 幾種不同製作方法的導光板對比 ?導光板射出技術簡單討論 ?射出成型應用於導光板之制程研究 ?LCD用高亮度導光板與散亂型聚合體導光板 ?背光板擴散網點設計 ?背光板設計原理 ?手機背光板的組裝 幾種不同製作方法的導光板對比 2006-7-21 問題1:印刷式導光板和雕刻式導光板哪個亮度高? 我都記不清有多少人向我提過這個問題了。 其實,兩者的亮度是一樣的,印刷式導光板導光網點的材料的配方不但對光有折射作用,還有高反射作用。由於導光油墨具有對光的折射和高反射的雙重作用,現在又從印刷工藝上進一步改良後,網點對光的折射效果已經和雕刻板沒有什麼差別了,而雕刻板的線槽或凹孔點陣只有單一的折射作用。廣州的蔡先生從我這裏學技術後,過了一個多月後給我打來電話說,他做了一塊A3尺寸厚度4mm的導光板跟一塊同樣大小同樣厚度的雕刻板對比,在相同功率的光源下,發現亮度比雕刻板還亮。 問題2:印刷式導光板和非印刷式導光板誰壽命長?
關於印刷式導光板和非印刷式導光板的壽命問題,目前在商業宣傳上都沒有一個統一的遵循科學根據說法,各說各的壽命長,公說公有理,婆說婆有理,其實,這不過是各商家商業競爭的宣傳手法罷了。 不管用何種方法生產的導光板的壽命主要取決於壓克力板材的質量,容易黃化的壓克力板做成的導光板壽命短,不容易黃化的壓克力板做成的導光板壽命長,與其生產方式沒有關係。有人說印刷導光板的導光油墨在使用過程中會老化造成導光效果失效,對於這個問題,大家想想,我們在日常生活中每天都離不開印刷的東西,電器面板的文字、手機按鍵的數位......等等,如果你不去碰它、摸它、刮它,五年、十年......都不會變,不會掉,印刷導光板的網點油墨也是同樣的道理,並且導光油墨裏所含的成分物質是一種性質很穩定無機物,不會與空氣中的任何物質產生化學反應,也就是說,就算壓克力板黃化了變質了,印刷導光板網點油墨的特性是依然保持不變的,所以說,印刷式導光板和非印刷式導光板的壽命是一樣長的。 導光板射出技術簡單討論 2006-7-27 -------------------------------------------------------------------------------- NOTEBOOK的導光板射出成型,是控制變形的最好方法。NB上的導光板現在主要是楔形板,入光處厚,出光處薄,常見的翹曲有正翹、逆翹、S形翹。其實翹曲最根本的原因是密度不均,有了這個思想,調整翹曲就不再是難事了。 下面簡簡單說一兩個: 對於正翹和逆翹常用通過調節模溫的方法來調解,也就是調整公母模的溫度來調正,調節公母模的溫度時要注意一點,通常不見議調解咬花面處的模具溫度,究其原因是咬花面溫度影響光學特性很大,如果通過調節鏡面溫度仍翹曲,也可以調節咬花面模具溫度,但要注意光學特性。除了模溫外,也可以通過成形條件來修改,可以試保壓、身速、壓縮。 對於S形翹來說,主要是過充填或縮水造成的,要考慮射出各段距離、射速、保壓時間、以仍壓縮條件等。 射出成型應用於導光板之制程研究 2004-9-23 -------------------------------------------------------------------------------- 吳政憲*、蘇義豊、吳世民、林忠志 大葉大學機械與自動化工程研究所塑膠工業技術發展中心 一、中文摘要 現代塑膠成品加工所需求的是多樣變化、精密度高、成型週期短等特性,為了達到這些特性,對於各制程參數控制實具有決定性的關鍵。因此本研究主要目的是運用CAE 類比與田口實驗的方法,以射出成型方式針對導光板制程參數作研究。 在傳統射出成型之模具設計上,多以憑藉著經驗豐富的技師來設計,但因加工技術與成品少量多樣的需求,若只由經驗傳承與試誤法作模具修補,所需之時間與成本實為現階段之發展所不能負荷,因此在研究上,我們運用模擬輔助作模流分析,以獲得較佳之模具設計,降低設計成本。且經由研究中,我們獲得各參數對成品質量之影響,同時也能經由分析達到最佳之質量控制,在相關的研究與業界對射出成型技術上具有相當程度之貢獻。