四辊可逆冷轧机传动电控系统设计设计
摘要 轧制是各种变形手段中效率高、产量大、成本低、成型精确的加工方式。而轧机是实现金属轧制过程的设备,泛指完成轧材生产全过程的装备,包括有主要设备﹑辅助设备﹑起重运输设备和附属设备等。从炼钢厂出来的钢坯还仅仅是半成品,必须到轧钢厂去进行热轧与冷轧后,才能成为合格的产品。 论文通过吸收和借鉴校内实训中心的四辊可逆冷轧机的先进设计理念,提出了四辊可逆冷轧机的电控系统设计方案,并总结出了电气调试方案。完成了整个轧机电控系统的硬件方案设计以及相关器件的选型工作。在硬件设计中,提出了PLC+变频器+电机等的闭环控制系统,从而达到变频器控制电机转速的目的。 关键词:轧机电控系统四辊闭环
ABSTRACT Means all kinds of deformation in rolling, high efficiency, large output, low cost, precision molding processing methods. The mill is the equipment of metal rolling process, rolled the whole production process refers to the completion of equipment, including major Equipment, Auxiliary Equipment, lifting and other transport equipment and ancillary equipment. Out from the steel mill is just the semi-finished billets to be to go for hot and cold rolling mills, the products can become qualified. Articles by absorb and learn the four-campus training center roller cold rolling mill of the advanced design concept, put forward a four-high reversing cold rolling mill electrical control system design. Completion of the entire rolling mill electrical control system hardware design and selection of work-related devices. In the hardware design is proposed such as PLC + inverter + motor closed-loop control system, so as to achieve the purpose inverter control motor speed. Keywords:Rolling mill;Electronic Control System;Four roller;Closed loop
电液伺服技术的发展与未来展望 电液伺服系统的特点 电液伺服系统有许多优点,其中最突出的就是响应速度快、输出功率大、控制精确性高,因而在航空、航天、军事、冶金、交通、工程机械等领域得到了广泛的应用。人类使用水利机械及液压传动虽然已有很长的历史,但液压控制技术的快速发展却还是近几十年的事,随着电液伺服阀的诞生,使液压伺服技术进入了电液伺服时代,其应用领域也得到广泛的扩展。随着现代科学技术特别是材料科学的发展,人们更加重视动态试验。而电液伺服技术是实现动态高周疲劳、程控疲劳和低周疲劳以及静态的恒变形速率、恒负荷速率和各种模拟仿真试验系统的最佳技术手段。 国内电液伺服试验机的起步 国外试验机同行在电液伺服技术的应用和研制起步较早,自二十世纪50年代中期以来就先后生产了各种使用电液伺服系统的试验机,如美国MTS、英国Instron、瑞士Amsler(现在分为瑞士RUMUL和瑞士W+B试验机公司)、德国Sehench和日本岛津等公司都先后研制成功各种电液伺服试验机。当时我国在这个应用领域还是空白,使用的电液伺服试验机都是从这些国家进口的。 我国试验机厂家是在上世纪70年代初才开始研制电液伺服试验机,长春试验机研究所、长春试验机厂、红山试验机厂和济南试验机厂等开始进行研制。在国家财力的支持下,先后都成功地开发出电液伺服动静试验机,并开始在国内应用。正是通过当时这段时间的成功实践,培养锻炼出一批技术人员,创建了我国今后电液伺服技术发展的平台,奠定了国内在该技术领域的基础。 国内电液伺服试验机的发展阶段 国内电液伺服试验机的发展按照产品发展时期的特点大致划分成两个阶段:即自主发展阶段和与国外合作发展阶段。 自主发展阶段:二十世纪70年代末期到二十世纪90年代初期,国内的电液伺服试验机都是以自主开发为主。主要是集中在国内几个有实力的试验机厂家,如长春试验机研究所、长春试验机厂、红山试验机厂和济南试验机厂等。这个时期的主要代表性的产品有:1983年长春试验机研究所研制的2000kN电液伺服岩石压力试验机,该设备采用高压容器作为围压,模拟试样的真实受力情况。是三轴动静试验机的代表性产品,并首次把计算机引入电液伺服试验机的控制。1984年长春试验机研究所研制的3000kN电液伺服双缸卧式拉力试验机。该项目中首次应用静压支撑技术,成功地在两个卧式伺服油缸上实现静压支撑。另外,还首次应用了伺服同步技术,实现双缸系统的同步跟踪和精确定位。双缸的同步
电液伺服阀基础知识介绍 射流管式电液伺服阀与喷嘴挡板式电液伺服阀是目前世界上运用最普遍的典型两级流量控制伺服阀。博格公司的DSHR一级先导就是射流管阀,而派克公司的TDL一级先导就是喷嘴挡板阀,下面对两种阀的结构、工作原理及特点作个比较与介绍。并着重分析了射流管式伺服阀在可靠性及工作性能方面的一些优势。 工作原理: ★喷嘴挡板式伺服阀的原理:TDL 图1 为喷嘴挡板式伺服阀的原理图。它主要由力矩马达、喷嘴挡板式液压放大器、滑阀式功率级及反馈杆组件构成。其工作过程为:输入到力矩马达线圈的电气控制信号在衔铁两端产生磁力,使衔铁挡板组件偏转。挡板的偏移将一侧喷嘴挡板可变节流口减小,液流阻力增大,喷嘴的背压升高;而另一侧的可变节流口增大,液流阻力减小,液流的背压降低。这样可得到与挡板位置变化相对应的喷嘴背压,此背压加到与与喷嘴腔相通的阀芯端部,推动阀芯移动。而阀芯又推动反馈杆端部的小球,产生反馈力矩作用在衔铁挡板组件上。当反馈力矩逐渐等于电磁力矩时,衔铁挡板组件被逐渐移回到对中的位置。于是,阀芯停留在某一位置。在该位置上,反馈杆的力矩等于输入控制 电流产生的的力矩,因此,阀芯位置与输入控制电流大小成正比。当供油压力及负载压力为一定时,输出到负载的流量与阀芯位置成正比。 图1双喷嘴挡板式力反馈电液流量伺服阀
★射流管式伺服阀的原理: 图2 为射流管式伺服阀的原理图。力矩马达采用永磁结构,弹簧管支承着衔铁射流管组件,并使马达与液压部分隔离,所以力矩马达是干式的。前置级为射流放大器,它由射流管与接受器组成。当马达线圈输入控制电,在衔铁上生成的控制磁通与永磁磁通相互作用,于是衔铁上产生一个力矩,促使衔铁、弹簧管、喷嘴组件偏转一个正比于力矩的小角度。经过喷嘴的高速射流的偏转,使得接受器一腔压力升高,另一腔压力降低,连接这两腔的阀芯两端形成压差,阀芯运动直到反馈组件产生的力矩与马达力矩相平衡,使喷嘴又回到两接受器的中间位置为止。这样阀芯的位移与控制电流的大小成正比,阀的输出流量就比例于控制电流。 图2 射流管式力反馈电液流量伺服阀 ★两种阀的主要特点: 射流管式与喷嘴挡板式最大差别在于喷嘴挡板式以改变流体回路上所通过的阻抗来进行力的控制。相反,射流管式是靠射流喷嘴喷射工作液,将压力能变成动能,控制两个接受孔获得能量的比例来进行力的控制。这种方式的阀与喷嘴挡板式相比因射流喷嘴大,由污粒等工作液中杂物引起的危害小,抗污染能力强。且射流管式液压放大器的压力效率及容积效率高,一般为70%以上,有时也可达到90%以上的高效率。输出控制力(滑阀驱动力)大,进一步提高了抗污染能力。同样其灵敏度、分辨率及低压工作性能大大优于喷嘴挡板阀。另外,由于射流管式由于在喷嘴的下游进行力控制,当喷嘴被杂物完全堵死时,因两个接受孔均无能量输入,滑阀阀芯的两端面也没有油压的作用,反馈弹簧的弯曲变形力会使阀芯回到零位上,伺服阀可避免过大的流量输出,具有“失效对中”能力,并不会发生所谓的“满舵”现象。但射流管式液压放大器及整个阀的性能不易理论
650全液压四辊可逆轧机技术协议1 设备主要工艺参数 1.1 原料:经酸洗后的热轧卷板、热轧中宽带钢 材质:优质碳素钢、低合金钢 厚度:δ≤4.5 mm 最大强度极限:бb=610 N/mm2 最大屈服极限:бs=360 N/ mm2 宽度:≤650 mm 卷径:Φ508/Φ900~Φ1650 mm 最大卷重:8 T 1.2 成品 成品厚度:≥0.2 mm 带钢宽度:≤520 mm 卷径:Φ508/Φ900~Φ1650 mm 最大卷重:8T 成品厚度公差:0.01~0.02 mm(去掉头尾各8米) 1.3 主要技术参数: 最大轧制力:5000 KN 最大轧制力矩:35 KN . M 最大轧制速度:8 m/s 穿带速度:0.3 m/s 开卷最高速度:3.3 m/s 卷取最高速度:8.2 m/s 卷取张力:0~60 KN 工作辊规格:Φ220/Φ190×650 mm 支撑辊规格:Φ650/Φ680×600 mm 开卷机卷筒直径:Φ480~Φ520 mm 卷取机卷筒直径:Φ488~Φ508 mm
轧制线标高:+1000 mm 最大弯辊力:400 KN 冷却液类型:乳化液 工艺润滑系统流量:1000 L/min 稀油润滑系统流量:250 L/min 稀油润滑系统压力:0.4 Mpa 稀油润滑系统介质:中负荷No20 机组进料方向: 液压系统压力:压下、弯辊液压系统:3~25Mpa 一般液压系统:0~10Mpa 设备总重量:约140 T 传动方式:工作辊传动 年产量: 传动电机: 主机电机Z560-2A 440V 600KW n=600~1400rpm 1台 卷取电机Z4-355-11 440V 180KW n=500~1500rpm 2台 开卷电机Z4-250-41 440V 75 KW n=500~1500rpm 1台 2 设备组成 2.1 机械设备 2.1.1 开卷机1台 悬臂机构,由传动装置和卷筒组成,传动装置为二级减速箱,卷筒为四棱锥结构,主要参数为: 卷筒工作直径:Φ500 mm 卷筒涨缩范围:Φ452~Φ544 mm 开卷速度:≤3.3 m/s 开卷张力:4~30 KN 对中移动范围:±50 mm 对中横移缸:缸径Φ125 mm,
附录2 文献综述 一、课题的国内外现状 HC 轧机全名为HITACHI HIGH CROWNCONT ROLMILL,即日立中心高性能轧辊凸度控制轧机。该机型是日立公司于1972 年研究开发的轧机,两年后正式投入工业化应用。它具有普通四辊冷轧机不能达到的性能和优点,首先在日本得到推广使用,继而受到全世界的瞩目,广泛用于热轧和冷轧生产中的单机可逆轧机、连轧机和平整机。其主要结构特点是:在支撑辊和工作辊之间加入一对能够沿着轧辊轴向相对移动的中间辊,通过中间辊的相对移动来改变轧制压力在带钢方向上的分布,加上工作辊的正负弯辊作用,对改善带钢板形起到了明显的效果。 在国外,除日本各大钢铁公司普遍采用HC轧机机型外,美国、德国、加拿大、瑞典、巴西、墨西哥、韩国等国家均从日本引进了该轧机。 在国内,武汉钢铁公司为生产镀锡板基板,1987年首先引进1250HC六辊轧机,之后上海宝钢、辽宁鞍钢等国内各大钢铁公司先后引进了这种轧机机型。在引进设备的同时,国内相关单位也开始跟踪并开发国产的HC六辊轧机。国产大型六辊轧机已成功地用于工业生产,而且主要的技术水平和功能已达到国外同类设备水平。但是,六辊轧机种工作辊弯辊、中间辊横移、中间辊弯辊三种方式与带材板型的检测、控制相结合,实施有效的闭环控制,目前国内虽然在这方面也取得了不少成绩,但在精确度和稳定性方面仍然需要花大力气研究。 二、现有的主要研究成果 随着科学技术的不断进步,日本最近几年又在HC轧机的结构上进行了改进,推出了一些新型的HC轧机。例如,HCMW 轧机是综合HC轧机和HCM轧机的优点,其特点是中间辊和工作辊都能轴向移动。 在国内,HC轧机方面的研究也取得了很多可喜的成绩:降低轧辊表面缺陷的措施,预防轧辊剥落的措施,预防轧辊断裂的措施。近几年来,随着控制理论的发展,人们不断把一些新型控制方法引入板形自动控制系统中,以弥补PID控制中很难满足高精度控制要求的不足,比如基于动态负荷分配的板形控制方法。在日本,成品机架或成品道次采用软刚度的方法
电液伺服阀与比电液例阀的研究现状与发展趋势 摘要:电液比例阀是电液比例控制技术的核心元件,它按照输入电信号指令,连续成比例地控制液压系统的压力、流量或方向等参数。电液伺服阀是电液伺服控制系统中的关键元件。二者均在电液比例系统以及电液伺服系统中起到重要作用。本文中以电液比例换向阀和电液伺服阀为例详细介绍了其工作原理,并从性能、方展、前景等方面分别对两类阀进行了阐述,使我们对其有了更深刻的认识。 关键词:电液比例阀;电液比例换向阀;电液伺服阀;现状;趋势 1 引言 液压工业己成为全球性的工业,国际液压界一些著名公司如美国的派克汉尼汾公司(PARKER HANNIFIN)、德国的力士乐(REXROTH)和博世公司(BOSCH)等居世界领先地位,我国液压工业距国外还有一定的差距。 现代液控技术始于第一次世界大战后。今天,机电一体化的进程对液控技术提出了更多的需求,而计算机技术和控制理论的发展则为液压技术注入了新的动力。电液比例阀与电液伺服阀作为液压系统中的重要控制元件,分别代表了电液比例技术与电液伺服技术的发展情况。电液伺服阀与电液比例阀的出现使液压系统与现代化的电子技术结合的更加紧。 电液比例阀,是电液比例控制技术的核心和主要功率放大元件,代表了流体控制技术的发展方向[ 1 ] 。它以传统的工业用液压控制阀为基础,采用电- 机械转换装置,将电信号转换为位移信号,按输入电信号指令连续、成比例地控制液压系统的压力、流量或方向等参数。 电液伺服阀不仅能够实现微小电气信号向大功率液压信号(流量与压力)的转换,还可以根据输入电信号的大小,成比例地输出相应的流量和压力。因此,在电液伺服系统中,电液伺服阀将电气部分与液压部分连接起来,实现整个系统的控制策略和执行元件的动作。所以,电液伺服阀的性能,特别是其电液伺服阀的动特性和稳定性,直接影响到整个液压系统乃至机械设备的可靠性和寿命。电液伺服阀的发展史就是一部力图获得速度更快、精度更高、稳定性更好的创新史[ 2 ]。 2 发展历史 2.1电液伺服阀发展历史 最早使用液压伺服技术的机构也许已经湮灭在浩瀚的历史长河中。直到1750 年左右,用于控制给水系统和蒸汽锅炉水位的液位控制阀在英国出现。随着工业革命的发展,控制策略的不断改进, 进而影响到液压技术的发展。在二战前夕,由于空气动力学的应用要求一种能够实现机械信号与气体信号转换装置。在二战末期,伺服阀是采用滑阀阀芯在阀套中移动的结构。阀芯的运动是直流螺线管产生的电磁力与弹簧产生的压力共同作用的结果,因此,此时的伺服阀还仅仅是一种单级开环控制阀。二战结束后,电液伺服阀开发研制进入了迅速发展时期,很多结构设计进一步提高了电液伺服阀的性能。特别是1960年的电液伺服阀设计更多地显示出了现代伺服阀的特点。如:两级间形成了闭环反馈控制;力矩马达更轻移动距离更小;前置级对功率级的压差通常可达到50%以上;前置级无摩擦并且与工作油液相互独立;前置级的机械对称结构减小了温度、压力变化对零位的影响。
第一章总的设计概述 1.1 设计目的 运动控制系统是自动化专业的主干专业课,具有很强的系统性、实践性和工程背景,运动控制系统课程设计的目的在于培养学生综合运用运动控制系统的知识和理论分析个解决运动控制系统设计问题,使学生建立正确的设计思想,掌握工程设计的一般程序、规范和方法,提高学生调查研究、查阅文献及正确使用技术资料、标准、手册等工具书的能力,理解分析、制定设计方案的能力,设计计算和绘图能力,实验研究及系统调试能力,编写设计说明书的能力。 1.2 设计内容 (1)根据工艺要求,论证、分析、设计主电路和控制电路方案,绘出该系统的原理图。 (2)设计组成该系统的各单元,分析说明。 (3)选择主电路的主要设备,计算其参数(含整流变压器的容量S,电抗器的电感量L,晶闸管的电流、电压定额,快熔的容量等),并说明保护元件的作用(必须有电流和电压保护)。 (4)设计电流环和转速环(或张力环),确定ASR和ACR(或张力调节器ZL)的结构,并计算其参数。 (5)结合实验,论述该系统设计的正确性。 1.3 课题设计要求 四辊可逆冷轧机的卷宗取机直流调速系统设计 (1)生产工艺和机械性能 四辊可逆冷轧机是供冷轧紫铜及其合金成卷带材之用,为提高其生产效率,冷轧机要往、返轧制其金属材料。直到达到要求的厚度时才停止。因为要求冷轧机左右两边的两台卷取机在从左往右的正向轧制过程中,左边一台卷取机用,其
工作在发电机状态,右边一台卷取机作卷取机用,工作在电动状态。若逆向轧制(从左往右轧制),右边卷取机作开卷机,工作在发电机状态,左边卷取机则作卷取机用,工作在电动状态。 两台卷取机的电动机参数完全一样,机械参数如下: 带卷内径(卷筒直径):500mm 带卷外径:680~1100mm 带卷最大重量:2000kg 带卷最大张力:2000kg 卷取机传动比:i=1.87 图一 设备结构简图 (2)设计要求 1、两台卷取机控制原理完全一样,仅设计其中一台; 2、技术指标:稳态无静差,电流超调量% 5≤σi ,空载启动至额定转速 时的转速超调量% 10≤σ n 能实现快速制动。 (3)直流电动机参数: 150n P k w =、 230n U V =、 165n I A =、 1400m in n n r =、 0.08a R =Ω 电枢回路电阻0.18R =Ω 、电流过载倍数 2.5λ=、2 2 121.5.G D N M =。
1200六辊可逆冷轧机电气自动化系统控制方案
1概述 根据《1200六辊可逆冷轧机技术规格电气招标书》所提供的工艺设备和技术要求,并参考了同类型的单机架六辊可逆冷轧机的工艺技术,编写了本电气传动及基础自动化控制的技术方案。 2 供电 2.1 电气设备运行条件 1)电气设备运行环境要求 环境温度 现场:0~40?C 电气室:10~35?C 操作室:25±5?C 空气湿度:相对湿度≤95%且无凝露; 污染等级:III级,无火灾爆炸危险、无导电性尘埃、不腐蚀金属物及不破坏绝缘介质的环境。 2)电气设备运输及储存环境要求 环境温度-20~65?C ; 空气湿度及污染等级要求与运行时相同。 3)电气设备使用的电压等级及技术条件 本机组所使用电气设备电压等级符合我国国家标准,主要用电设备的电压等级为: ◆供电电压及频率:10±5%kV,50±1Hz ◆低压供电电压:AC380/220V ◆交流电动机电压:AC380V ◆直流电动机电压:DC440~660V ◆电磁阀:DC24V
◆电磁抱闸:AC220V ◆控制电压:AC220V,DC24V ◆保护地:接地电阻<4Ω ◆系统地:接地电阻<4Ω 2.2低压供配电 辅传动供电系统 (1)辅传动供电系统单线图见MCC单线图。 (2)MCC设备(见附表) 由于本机组负荷较小,因此不设负荷中心。本机组负荷MCC(即马达控制中心)将采用GGD3柜,包含MCC的受电、馈出回路、UPS 系统、比例、伺服阀控制回路和照明开关柜,开关柜额定短路短时承受能>80kA/s。 额定短路分断能力与电网短路电流相适应,Icu >50kA 根据需要配置必要的电流、电压表计,端子板采用Phoenix端子。 单机架可逆冷轧机组设一套MCC,不同容量不同控制类型的回路至少有一个备用回路。 注①:主传动电动机均配置有空间加热器,这些加热器是在长期停机时防止电机绕组受潮而设置的。由本MCC供电。 注②:为了保证乳化液站的检修供电,需要检修电源或者备用一路供电回路。 (3) UPS电源 为保证控制系统运行的可靠性,机组设置一套容量为10kV A的UPS 电源为机组控制系统(PLC、AGC控制器、HMI设备等)提供可靠稳定电源。电池和逆变器选用进口产品。 容量:10kV A,30min;进线:220V AC
电液伺服阀论述 1.概述 电液伺服阀是电液伺服系统中的核心元件。它既是电液转换元件,又是功率放大元件。在系统中将输入的小功率电信号转换为大功率的液压能(压力与能量)输出,其性能对系统特性影响很大。电液伺服阀在电厂中被广泛使用,伺服阀是电液伺服控制系统中的重要控制元件,在系统中起着电液转换和功率放大作用。电液伺服阀的性能和可靠性将直接影响系统的性能和安全,是电液伺服控制系统中引人瞩目的关键元件。 20 世纪70 年代以来,国内开始了对电液伺服系统的研究和应用。近年来,随着国内机械工业的高速发展,对于高精度金属成型装备的需求大大增加,大规格电液伺服系统在锻压机械、轧钢机械、折弯机中的应用越来越广泛。而电液伺服阀的发展可以追溯到二战末期,1940 年前后,在飞机上最早出现了电液伺服控制系统。电液伺服阀将输入的小功率电信号转换为大功率液压输出形式( 压力和流量) ,具有控制精度高和响应速度快的特点。电液伺服阀结构精密,对油液介质要求高,价格昂贵。典型结构有喷嘴挡板式和射流管式,喷嘴挡板式动态响应快,灵敏度高,但是零位泄漏量大,喷嘴易堵塞。与喷嘴挡板式电液伺服阀相比,射流管式电液伺服阀抗污染能力强,但是响应速度略慢。 为使电液伺服系统能够可靠并廉价地应用到实际工业生产中,20 世纪60 年代末,出现了电液比例阀。电液比例阀是阀内比例电磁铁根据输入的电压信号产生相应动作,使阀芯产生位移,阀口尺寸发生改变并以此完成与输入电压成比例的压力、流量输出的元件。后来又经过了一系列的发展,20 世纪末,伺服技术与比例技术相结合,伺服比例阀应运而生。与电液伺服阀相比,电液比例阀抗污染能力强,成本低,但是其直线性和响应速度均不及电液伺服阀。 电液伺服阀和电液比例阀有其独有的特点和优势,但也因其自身结构特点的原因,有一些先天的劣势。特别是当要求输出的液压功率较大,而电-机械转换元件输出功率较小,无法直接驱动功率级主阀时,需要增加液压先导级,无疑使阀的结构更加复杂,稳定性降低。而电磁直驱式大规格电液伺服阀以其新的设计
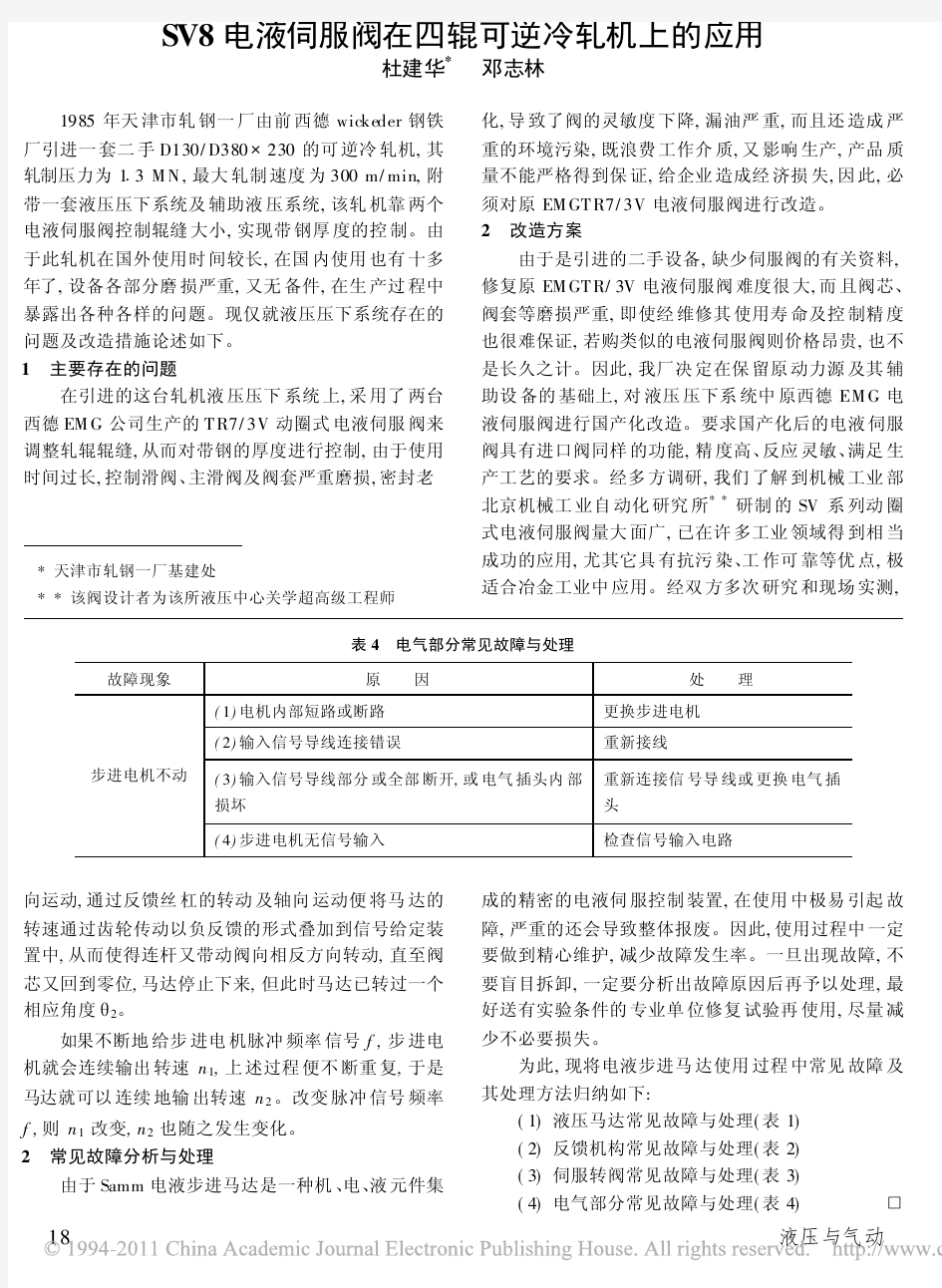
当A相通电转为A和B同时通电时,转子的磁极将同时受到A相绕组产生的磁场和B相绕组产生的磁场的共同吸引,转子的磁极则停在A和B两相磁极之间,此时步距角为15°,减小一半。 三相反应式步进电机的一个通电循环周期如下:A→AB→B→BC→C→CA,每个循环周期分为六拍。 每拍转子转过15°,一个通电循环周期转子转过90°。 与单三拍相比,六拍驱动方式的步进角更小,更适用于需要精确定位的控制系统中。 2.为什么说液压阻尼比是一个可变量?低阻尼对液压系统的动态 特性有什么影响?如何提高系统的阻尼?这些方法各有什么优缺 点? 因为阀的流量-压力系数是影响液压阻尼比的重要参数,而阀开口是可变的,流量-压力会随之改变,所以液压阻尼比是一个可变量。 低阻尼会使系统的稳定性下降。 提高液压阻尼比的方法:设置液压缸管路泄露通道;采用正开口阀;增设阻尼器;采用压力反馈、动压反馈或加速度反馈等。 采用压力反馈可以提高系统的阻尼比和固有频率,但会降低系统的开环增益,系统刚度降低, 干扰误差增加。 动压反馈校正能提高系统的阻尼比同时不改变系统的刚度。 加速度反馈校正可以提高系统的阻尼比,同时降低谐振的振幅。 低阻尼是影响系统的稳定性和限制系统频宽的主要因素之一。提高系统的阻尼的方法有以下几种: 1)设置旁路泄露通道。在液压缸两个工作腔之间设置旁路通道增加泄露系C。缺点是增大了功率损失,降低了系统的总压力增益和系统的刚度,增加数 tp 外负载力引起的误差。另外,系统性能受温度变化的影响较大。 K值大,可以增加阻尼,但也要使系统刚度2)采用正开口阀,正开口阀的 c0
降低,而且零位泄漏量引起的功率损失比第一种办法还要大。另外正开口阀还要带来非线性流量增益、稳态液动力变化等问题。 3)增加负载的粘性阻尼。需要另外设置阻尼器,增加了结构的复杂性。 4)在液压缸两腔之间连接一个机-液瞬态压力反馈网络,或采用压力反馈或动压反馈伺服阀。 3、影响液压动力执行元件特性的因素有哪些?有什么影响?如 何实现液压动力执行元件与负载的匹配? 答:影响液压动力执行元件特性的因素有液压源压力、负载流量大小、液压缸尺寸。 影响:1)提高液压源压力,特性曲线形状不变,顶点右移。 2)提高流量大小,特性曲线顶点不变,形状变宽。 3)提高液压缸活塞面积,顶点右移,形状变窄,功率不变。 液压动力执行元件特性曲线包含负载特性曲线,且两曲线在最大功率处有公共切点,即为 液压动力执行元件与负载的最佳匹配。 4、液压固有频率有什么意义?提高液压固有频率对系统有什么 好处?如何提高系统固有频率? 答:液压固有频率是负载惯性与液压缸封闭油腔中液体的压缩性相互作用的结果。 它常常是系统的最低频率,它的大小决定着伺服系统的响应速度。 提高液压固有频率可以提高系统的响应速度和动态品质。 提高方法:1)尽可能使阀靠近液压缸,减少管道体积,使系统油液体积减小到最低。2)选择高 品质液压油,弹性模量尽可能高。3)增加液压系统管道和腔室结构的刚度。液压固有频率是负载质量与液压缸工作腔中的油压缩性所形成的液压弹簧相互作用的结果。液压固有频率标示液压动力元件的响应速度。 提高液压固有频率的办法:增大液压缸活塞杆面积,Ap。减小总压缩体积Vt。减小折算到活塞上的总质量Mt。提高油液的有效体积弹性模量βe,液压阻尼比合适。 5.步进电机是将电脉冲信号转变为角位移或线位移的开环控制元件。在非超载的情况下,电机的转速、停止的位置只取决于脉冲信号的频率和脉冲数,而不受负载变化的影响,即给电机加一个脉冲信号,电机则转过一个步距角。这一线性关系的存在,加上步进电机只有周期性的误差而无累积误差等特点。使得在速度、位置等控制领域用步进电机来控制变的非常的简单。 6.什么叫动力元件,有哪几种动力元件? 液压动力元件是由液压放大元件(液压控制单元)和液压执行元件组成。液压放大元件可以使液压控制阀,也可以是伺服变量泵。液压执行元件是液压缸或液压马达。由他们组成四种基本型式的液压动力元件:阀控液压缸,阀控液压马达,泵控液压缸,泵控液压马达。前两种动力元件可以构成阀控(节流控制)系统,后两种动力元件可以构成泵控(容积控制)系统。
负荷平衡控制在1200mm四辊可逆式冷轧机中的应用 文章介紹了负荷平衡控制在1200mm四辊可逆式冷轧机中的应用,避免了上辊和下辊之间由于负荷不平衡出现的电机过载、以至于功率组件损坏的情况,使得上辊和下辊的运行速度得到最佳匹配,对消除钛及钛合金板材在轧制过程中出现的上翘及下扣等不良板形问题取得良好效果。 标签:四辊可逆冷轧机;负荷平衡;直流调速系统;钛及钛合金板材;板形前言 我厂于上世纪六十年代中期引进的日本设备1200mm四辊可逆式冷轧机,已运行了近半个世纪,在生产过程中,经常出现上辊和下辊之间负荷分配不均、造成电机负荷剧烈波动及过载的情况,并且在钛及钛合金板材轧制过程中频频出现上翘和下扣之类的板形问题,制约了产品质量的提高,大大降低了生产效率以及成品率,也影响了该机组潜力的发挥,不能满足产品质量和精度日益提高的市场需求,直接影响了该机组的经济效益。 分析影响钛板上翘和下扣的原因,主要有两点:上下辊的传动系统动态特性和上下辊的辊径。所以,要改善和消除不良板型,大步提高生产效率及成品率,关键要从电气传动系统入手。该轧机传动系统采用的是旋转变流机组,不仅能耗大效率低,而且电气控制系统操作条件比较多,设备维护工作量比较大,系统可靠性也相对较低。运行了近半个世纪,元器件的老化造成系统故障频繁,调速性能变差,精度降低。因此对其电气控制系统进行了技术改造升级。 1 系统构成 该轧机是由两台1500kW直流电动机分别驱动上辊和下辊。在改造方案中,采用了SIEMENS数字式直流调速装置代替旋转变流机组,分别用两套独立的直流调速装置作为其原有的直流电动机的传动控制。为了改善和消除上翘和下扣之类的不良钛板板形,需保证上下辊电机出力平衡,使上下辊的速度得到最佳匹配,因此在两台驱动装置间引入了负荷平衡控制。 2 负荷平衡控制 2.1 负荷平衡的分类 两台电机组成的传动系统中的负荷平衡控制,一般有两种方法实现:一类由一套转速调节器为两套电机控制系统公用,该转速调节器的输出作为两套转矩控制环转矩的共同给定。此类负荷平衡控制系统响应快,动态平衡效果比较好,但是有可能会产生扭振,即两台电机负荷有可能会来回波动,可能会出现电流激磁震荡,甚至严重时引起系统过流跳闸。此种方法适用于两台电机之间通过“刚性”联系的情况,比如两台电机的串轴控制系统。第二类负荷平衡控制是两套电机传
附件1 机组工艺流程、技术参数及装机水平 1.1工艺流程描述 1.1.1 经酸洗处理后的热轧带卷由天车吊放到开卷机操作侧的受卷台上(此受卷台可以同时存放两个带卷)。上卷小车鞍座在受卷台下上升使带卷内孔对准开卷机卷筒中心后,小车继续向前运动将带卷套在开卷机卷筒上并使带卷在宽度方向上与机组中心线对中。开卷机卷筒涨径撑起带卷。上卷小车鞍座下降至下极限后小车退回到受卷台第二个带卷下面等候上第二卷。压辊压住带卷,人工将捆带剪断、拉走。开头机刮板抬起对准带卷头部,同时开卷机活动支承闭合,开卷机以穿带速度转动,使带头沿着刮板进入开头机,上夹送辊、上矫直辊压下夹送、矫直,进入切头剪,切下不合格的带头。如此反复数次,直到将不合格的带材头部全部剪下为止。机组继续以穿带速度将带材向前推进,先后经过导板、机前转向辊、机前张力装置、激光测速仪、测厚仪台架(此时测厚仪处于机组轧线以外)、机前辊式吹扫除油装置、可开合的对中导卫装置,六辊冷轧机、机后辊式吹扫除油装置、测厚仪台架、圆盘剪(此时测厚仪、圆盘剪均处于机组轧线以外)、激光测速仪、机后张力装置、机后转向辊、最后进入机后卷取机(此时卷取机卷筒处于缩径状态)。 1.1.2当带材进入机后卷取机钳口后,机前导卫装置合上,对中带材。机后卷取机卷筒涨径同时钳口动作夹住带头,卷取机压辊压上卷筒,卷取机活动支承闭合,卷筒启动开始卷取带材。卷取带材2~3圈后,AGC液压缸压上,建张,同时卷取机压辊、开头机上夹送辊、上矫直辊抬起,机前、机后激光测速仪、测张装置、测厚仪投入,机前导卫装置打开,工艺润滑乳化液自动从带材入口喷向轧辊,机组升速轧制。轧制到带尾时,机组减速轧制,开卷机压辊压住带卷,当带尾过机前转向辊进入轧辊前机组停止轧制,乳化液自动停喷,打开辊缝,卸张,
电液伺服阀的发展与研究现状 陈潜201302070902 健行理工1301班 电液伺服阀是电液伺服控制中的关键元件,它是一种接受模拟电信号后,相应输出调制的流量和压力的液压控制阀。电液伺服阀具有动态响应快、控制精度高、使用寿命长等优点,已广泛应用于航空、航天、舰船、冶金、化工等领域的电液伺服控制系统中。电液伺服阀是电液联合控制的多级伺服元件,它能将微弱的电气输入信号放大成大功率的液压能量输出。它具有控制精度高和放大倍数大等优点,在液压控制系统中得到广泛的应用。 一发展过程 1750年左右,用于控制给水系统和蒸汽锅炉水位的液位控制阀在英国出现。随着工业革命的发展,控制策略的不断改进,进而影响到液压技术的发展。在二战前夕,由于空气动力学的应用,要求发明一种能够实现机械信号与气体信号转换装置。在二战末期,伺服阀是采用滑阀阀芯在阀套中移动的结构。阀芯的运动是直流螺线管产生的电磁力与弹簧产生的压力共同作用的结果,因此,此时的伺服阀还仅仅是一种单级开环控制阀。二战结束后,电液伺服阀开发研制进入了迅速发展时期,很多结构设计进一步提高了电液伺服阀的性能。特别是1960年的电液伺服阀设计更多地显示出了现代伺服阀的特点。 1946年,英国人获得了两级阀的专利。 1950年,W.C.Moog第一个发明了单喷嘴两级伺服阀。 1953年至1955年间,T.H.Carson发明了机械反馈式两级伺服阀,W.C.Moog 发明了双喷嘴两级伺服阀,Wolpin发明了干式力矩马达,消除了原来浸在油液内的力矩马达由油液污染带来的可靠性问题。 1957年Atchley利用射流管原理研制了两级射流管伺服阀。 1959年Atchley研制了三级电反馈伺服阀。 1959年2月,国外某液压与气动杂志对当时的伺服阀情况作了12页的报道,显示了当时伺服阀蓬勃发展的状况。那时生产各种类型的伺服阀的制造商有20多家。大多数生产具有反馈及力矩马达的两级伺服阀。
CSDY1射流管电液伺服阀 产品说明书 编制: 校对: 审核: 审定: 九江仪表厂 一九八九年十二月
CSDY1射流管电液伺服阀产品说明书 一、概述: CSDY1系列射流管电液伺服阀是力反馈型两级流量伺服控制阀,具有性能良好,抗污染能力强,安全可靠以及寿命长的突出特点,适用于电液伺服系统的位置、速度、加速度和力的控制。 二、结构原理: 图1是CSDY1系列射流管电液伺服阀的原理图,力矩马达采用永磁力矩马达,由两个永久磁钢产生极化磁通,衔铁两端伸入磁通回路的空气隙中,弹簧管一端固定在壳体上,另一端固定在衔铁组件的钢套中。反馈弹簧组件的一端固定在射流管喷嘴上,反馈杆被夹牢在阀芯的中心位置。 高压油连续地从供油腔Ps通过滤油器及固定节流孔,到射流管喷嘴向两个接受孔喷射,接受孔分别与阀芯两端控制腔相通。 当力矩马达线圈组件输入控制电流时,由于控制磁通和极化磁通的相互作用,在衔铁上产生一个力矩,该力矩使衔铁组件绕弹簧管旋转,从而使射流管喷嘴运动导致两个接受孔腔产生压差引起阀芯位移,且一直持续到由反馈弹簧组件弯曲产生的反馈力矩与控制电流产生的控制力矩相平衡为止。 由于阀芯位移与反馈力矩成比例,控制力矩与控制电流成比例,伺服阀的输出流量与阀芯位移成比例,所以伺服阀的输出流量与输入的指令控制电信号亦成比例,若给伺服阀输入反向电控信号,则伺服阀就有反向流量输出。 三、技术性能指标:
1、供油压力范围(MPa) 2.1~31.5 2、额定供油压力(MPa)20.6 3、额定流量(L/min)2—40(按用户要求) 4、滞环(%)≤3 ≤5(用于低频控制系统) 5、分辨率(%)≤0.25 6、线性度(%)≤7.5 7、对称度(%)≤10 8、压力增益(%Ps/1%In)≥30 9、静耗流量(L/min)≤0.45+3%Qn 10、零偏(%)≤2 11、幅频宽(-3Db)(HZ) ≥70 ≥40(用于低频控制系列) 12、相频宽(-90°)(HZ)≥90 四、线圈连接方法: 伺服阀线圈的连接方法,插销头标号,外引出线颜色及控制电流的极性等参照下表和射流管电液伺服阀安装图(图2)
前言 直流电机在现代工业中是一种很重要的电机.它可以作电动机使用,也可以作发电机使用,此外还有其它特殊的用途。 直流电动机具有良好的起、制动性能,宜于在大范围内平滑调速,在许多需要调速或快速正反向的电力拖动领域中得到了广泛的应用。近年来,在电力电子变换器中以晶闸管为主的可控器件已经基本被功率开关器件所取代,因而变换技术也由相位控制转变成脉宽调制(PWM);交流可调拖动系统正逐步取代直流拖动系统。然而,直流拖动控制毕竟在理论上和实践上都比较成熟,而且我国早期的许多工业生产机械都是采用直流拖动控制系统,所以它在工业生产中还占有相当大的比重,短时间内不可能完全被交流拖动系统所取代。 从生产机械要求控制的物理量来看,电力拖动自动控制系统有调速系统、位置随动系统(伺服系统)、张力控制系统、多电机同步控制系统等多种类型,各种系统往往都是通过控制转速来实现的,因此调速系统是最基本的电力拖动控制系统。 调速系统按照不同的标准又可分为不同的控制系统。但是,从一定角度上来说,可以把调速系统笼统的分为开环调速系统和闭环调速系统。开环调速系统结构简单、容易实现、维护方便,但是它的静态和动态性能往往不能满足生产和控制要求。而闭环控制系统可以很好的解决这些问题,因此在实际生产中得到了广泛的应用。其中,转速、电流双闭环控制直流系统是性能最好、应用最广的直流调速系统。 本文为直流调速系统的设计,包括系统设计方案选择,各单元的组成,元件的参数与选择等内容!通过本系统的设计,了解运动控制在工业上的应用!
目录 前言 0 第一章设计的介绍 (3) 1.1 设计目的 (3) 1.2 设计内容 (3) 1.3 设计题目 (3) 1.3.1 生产工艺和机械性能 (3) 1.3.2 设计要求 (4) 1.3.3 直流电动机参数 (4) 第二章四辊可逆冷轧机的介绍 (5) 第三章系统各模块及其电路设计 (6) 3.1 主回路设计 (6) 3.2 控制回路设计 (6) 3.2.1 给定单元 (8) 3.2.2 转速调节器 (8) 3.2.4 反号器 (12) 3.2.5 触发电路 (12) 3.2.6 逻辑控制单元 (13) 3.2.7 零转矩检测单元和零电流检测单元 (14) 3.2.8 零封锁环节 (15) 3.2.9 电流反馈与过流保护 (16) 第四章系统参数设计与计算 (18) 4.1 整流变压器的选择 (18) 4.2 晶闸管的选择 (18) 4.3 晶闸管保护措施 (19) 4.4 电流互感器的选择 (19) 4.5 平波电抗器的计算 (20) 第五章双闭环的动态设计和校验 (22) 5.1 静特性分析和计算 (22) 5.2 系统动态结构参数设计 (22) 5.2.1 电流调节器的设计和校验 (23) 5.2.2 转速调节器的设计和校验 (25) 第六章系统调试和校正 (27) 6.1 系统各功能模块性能的调试与测试 (27) 6.1.1 系统的相位整定 (27) 6.1.2 触发器的整定 (27) 6.1.3 系统的开环运行及特性测试 (28) 6.1.4 速度反馈特性的测试 (29) 6.1.5 调节器的调试 (30) 6.1.6 电流调节器ACR的调试 (30) 6.1.7 反相器AR的调试 (30) 6.2 系统整体功能测试 (30)
液压伺服工作原理 1.1 液压伺服系统以其响应速度快、负载刚度大、控制功率大等独特的优点在工业控制中得到了广泛的应用。 电液伺服系统通过使用电液伺服阀,将小功率的电信号转换为大功率的液压动力,从而实现了一些重型机械设备的伺服控制。 液压伺服系统是使系统的输出量,如位移、速度或力等,能自动地、快速而准确地跟随输入量的变化而变化,与此同时,输出功率被大幅度地放大。液压伺服系统的工作原理可由图1来说明。 图1所示为一个对管道流量进行连续控制的电液伺服系统。在大口径流体管道1中,阀板2的转角θ变化会产生节流作用而起到调节流量qT的作用。阀板转动由液压缸带动齿轮、齿条来实现。这个系统的输入量是电位器5的给定值 x i 。对应给定值x i ,有一定的电压输给放大器7,放大器将电压信号转换为电流 信号加到伺服阀的电磁线圈上,使阀芯相应地产生一定的开口量x v 。阀开口x v 使液压油进入液压缸上腔,推动液压缸向下移动。液压缸下腔的油液则经伺服阀流回油箱。液压缸的向下移动,使齿轮、齿条带动阀板产生偏转。同时,液压缸 活塞杆也带动电位器6的触点下移x p 。当x p 所对应的电压与x i 所对应的电压相 等时,两电压之差为零。这时,放大器的输出电流亦为零,伺服阀关闭,液压缸带动的阀板停在相应的qT位置。 图1 管道流量(或静压力)的电液伺服系统 1—流体管道;2—阀板;3—齿轮、齿条;4—液压缸;5—给定电位器;6—流量传感电位器;7—放大器;8—电液伺服阀 在控制系统中,将被控制对象的输出信号回输到系统的输入端,并与给定值进行比较而形成偏差信号以产生对被控对象的控制作用,这种控制形式称之为反
电液伺服阀的发展历史及研究现状分析(一) 论文关键词:电液伺服阀发展历史发展趋势 论文摘要:电液伺服阀是电液伺服控制系统中的关键元件。文章详细论述了电液伺服阀的发展历史及研究现状。最后对电液伺服阀的趋势进行了展望。 一、概述 电液伺服阀不仅能够实现微小电气信号向大功率液压信号(流量与压力)的转换,还可以根据输人电信号的大小,成比例地输出相应的流量和压力。因此,在电液伺服系统中,电液伺服阀将电气部分与液压部分连接起来,实现整个系统的控制策略和执行元件的动作。所以,电液伺服阀的性能,特别是其电液伺服阀的动特性和稳定性,直接影响到整个液压系统乃至机械设备的可靠性和寿命。电液伺服阀的发展史就是一部力图获得速度更快、精度更高、稳定性更好的创新史。 二、发展历史 1.早期。最早使用液压伺服技术的机构也许已经湮灭在浩瀚的历史长河中。但是最早对这门学科作出了突出贡献的人可以肯定的说是Ktesbios。公元前247年到285年,生活在亚历山大城的古埃及人Ktesbios发明了很多液压伺服机构。其中最为杰出的一种是水钟,他设计的水钟可以显示长达一个月的准确时间。其原理是通过节流孔将浮标显示的液面高度与容器形成一个闭环反馈系统。从某种意义上说,这种浮标已经具备现代液压伺服阀的雏形。 但是,在随后漫长的历史阶段,液压控制技术一直停滞不前。直到1750年左右,用于控制给水系统和蒸汽锅炉水位的液位控制阀在英国出现。随着工业革命的发展,控制策略的不断改进,进而影响到液压技术的发展。1795年,约瑟夫·布拉马应用帕斯卡原理制作了水压机,1796年,莫兹利为了使水压机更好的工作,设计了水压机泵的密封装置—皮碗密封。而它是我们现在密封技术的初形。到了18世纪末期,蓄能器在英国出现。19世纪早期,开始采用油液代替水成为液压系统的介质,同时方向控制阀采用电信号进行驱动。 2二战期间。在二战前夕,由于空气动力学的应用要求一种能够实现机械信号与气体信号转换装置。阿斯卡尼亚控制器公司及Askania-Werke根据射流原理发明了射流管阀并申请了专利。根据同样的原理,福克斯波罗申请了双喷嘴挡板阀的专利。德国西门子公司发明了永磁式力矩马达,它可以接受通过弹簧输人的机械信号和移动线圈产生的电信号,并开创性地使用在航空领域。 在二战末期,伺服阀是采用滑阀阀芯在阀套中移动的结构。阀芯的运动是直流螺线管产生的电磁力与弹簧产生的压力共同作用的结果,因此,此时的伺服阀还仅仅是一种单级开环控制阀。 3二战后。二次世界大战之后,由于军事的刺激,自动控制理论特别是武器和飞行器控制系统的研究得到进一步发展。这从另一个方面大大刺激了液压伺服阀的研制与创新。 1946年,英国的廷斯利发明了两级液压阀;雷神和贝尔飞机公司获得了带反馈两级伺服阀的专利;麻省理工学院采用线性度更好、更节能的力矩马达代替螺线管作为滑阀的驱动装置。1950年,穆格发明了采用喷嘴节流孔作前置级的两级伺服阀。在此基础上,从1953年至1955年,卡森发明了机械反馈式两级伺服阀;穆格改进了双喷嘴节流孔结构;沃尔平则将湿式电磁铁改为干式的,消除了原来浸在油液内的力矩马达由油液污染带来的可靠性问题。1957年,阿奇利发明了射流管阀作为前置级的两级电液伺服阀。并于1959年成功研制出了兰级电信号反馈伺服阀。 此时的电液伺服阀开发研制进人了迅速发展时期,很多结构设计进一步提高了电液伺服阀的性能。特别是1960年的电液伺服阀设计更多地显示出了现代伺服阀的特点。如:两级间形成了闭环反馈控制;力矩马达更轻移动距离更小;前置级对功率级的压差通常可达到50%以上;前置级无摩擦并且与工作油液相互独立;前置级的机械对称结构减小了温度、压力变化对零