
塑膠齒輪的特性
使用塑膠齒輪(MC尼龍)時,由於溫度及吸水等影響,產品品質會產生變化.請參考下列材質特性,並在使用時加以留意.
■溫度特性
MC尼龍產品的尺寸會隨溫度而變化.本公司的產品是在室溫20℃~30℃的環境下加工而成,由於季節的不同多少會造成尺寸上的誤差,敬請瞭解.
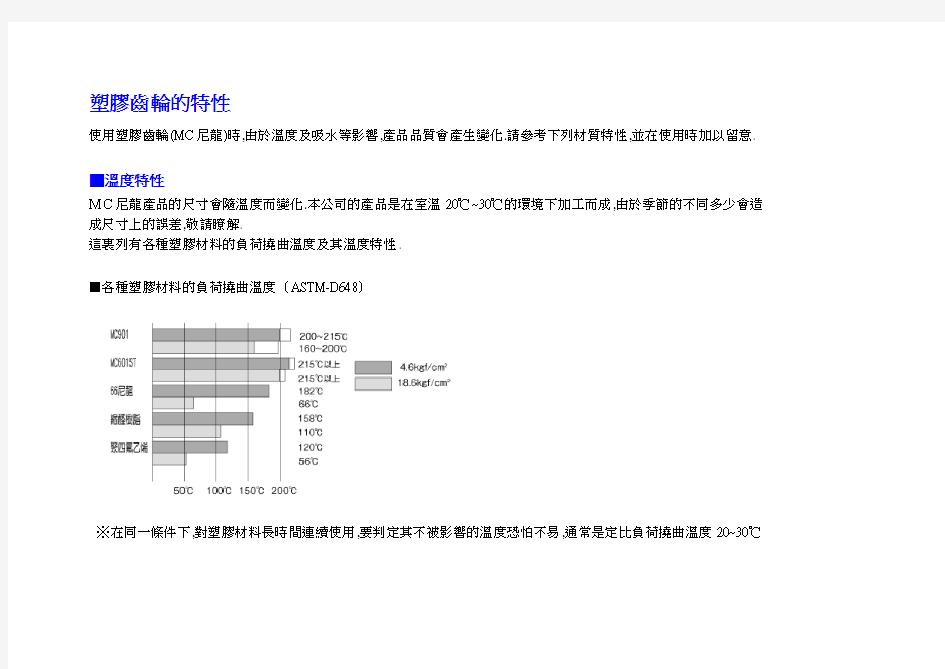
這裏列有各種塑膠材料的負荷撓曲溫度及其溫度特性.
■各種塑膠材料的負荷撓曲溫度(ASTM-D648)
※在同一條件下,對塑膠材料長時間連續使用,要判定其不被影響的溫度恐怕不易,通常是定比負荷撓曲溫度20~30℃
為低的溫度,或者依使用者多年積累的經驗值來判斷.於低溫下的使用可能溫度,其資料通常記載很少,請根據脆化溫度特性,配合實際經驗做出判斷.
■各種塑膠材料的溫度特性
■吸水性
MC尼龍產品由於吸水的影響會造成尺寸上的變化.購入時的尺寸會受使用環境及氣候的影響,產生若干尺寸上的誤差.敬請瞭解.
以下為MC901的吸水率以及水分吸收率和尺寸增加量的關係. ■MC901的吸水率(ASTM D-570 他)
■MC901的水分吸水量和尺寸增加量
■耐腐蝕性
MC901尼龍的耐腐蝕性,與其他普通樹脂基本上相同。一般的說,抗有機溶劑怕酸。綜合其特點,主要有下列幾點。
●對於大部分的有機酸,即使是在常溫,低濃度的場合下也不能無條件使用。
●在常溫條件下,無機鹼的使用濃度可以達到很高。
●無機鹽的水溶液的使用溫度及濃度可以達到很高。
●與無機酸相比,在有機酸(除蟻酸以外)中使用時的性能相當安定。
●對酯類,酮類在常溫下使用時,性能安定。
●對芳香族類,常溫條件下性能安定。
●對礦物油,植物油,動物油脂,在常溫條件下性能安定。
下表列出了尼龍樹脂的耐腐蝕性能。根據使用條件可能會有不同的結果。請在使用前做預備試驗。
■MC尼龍的耐腐蝕性
(○基本上不被腐蝕△在一定的條件下可以使用× 不能使用)
硫酸銅
重鉻酸鉀(5%) 高錳酸鉀
碳酸鈉○
○
△
○
苯胺
苯甲醛
苯甲酸
氯苯
△
△
△
○
牛奶
葡萄酒
水果果汁
炭酸飲料
○
○
○
○
與軸部的連結方法
在輕負荷的情況下,與傳動軸的連結方法,一般使用鍵,錐形鍵,彈簧梢及壓入軸套後用螺絲固定等方法.但使用在下列情況時較容易鬆脫,因此請使用金屬轂輪來固定塑膠齒輪.
1) 環境溫度太高時
2) 齒輪的外徑太大時
3) 齒輪正逆轉頻繁,使鍵槽承受衝擊時
下圖所示為用金屬轂輪及螺絲固定塑膠齒輪的例,如果齒輪的形狀不適合於使用螺絲固定時,我們建議使用金屬轂輪融著固定法.
齿轮材料的选择原则 齿轮是现代机械中应用最广泛的一种机械传动零件。齿轮传动通过轮齿互相啮合来传递空间任意两轴间的运动和动力,并可以改变运动的形式和速度。齿轮传动使用范围广,传动比恒定,效率较高,使用寿命长。在机械零件产品的设计与制造过程中,不仅要考虑材料的性能能够适应零件的工作条件,使零件经久耐用,而且要求材料有较好的加工工艺性能和经济性,以便提高零件的生产率,降低成本,减少消耗。如果齿轮材料选择不当,则会出现零件的过早损伤,甚至失效。因此如何合理地选择和使用金属材料是一项十分重要的工作。 满足材料的机械性能 材料的机械性能包括强度、硬度、塑性及韧性等,反映材料在使用过程中所表现出来的特性。齿轮在啮合时齿面接触处有接触应力,齿根部有最大弯曲应力,可能产生齿面或齿体强度失效。齿面各点都有相对滑动,会产生磨损。齿轮主要的失效形式有齿面点蚀、齿面胶合、齿面塑性变形和轮齿折断等。因此要求齿轮材料有高的弯曲疲劳强度和接触疲劳强度,齿面要有足够的硬度和耐磨性,芯部要有一定的强度和韧性。 例如,在确定大、小齿轮硬度时应注意使小齿轮的齿面硬度比大齿轮的齿面硬度高30-50HBS,这是因为小齿轮受载荷次数比大齿轮多,且小齿轮齿根较薄,强度低于大齿轮。为使两齿轮的轮齿接近等强度,小齿轮的齿面要比大齿轮的齿面硬一些。 另一方面,根据材料的使用性能确定了材料牌号后。要明确材料的机械性能或材料硬度,然后我们可以通过不同的热处理工艺达到所要求的硬度范围,从而赋予材料不同的机械性能。如材料为40Cr合金钢的齿轮,当840-860℃油淬,540-620℃回火时,调质硬度可达28-32HRC,可改善组织、提高综合机械性能;当860-880℃油淬,240—280℃回火时,硬度可达46-51HRC,则钢的表面耐磨性能好,芯部韧性好,变形小;当500-560℃氮化处理,氮化层0.15-0.6mm时,硬度可达52-54HRC,则钢具有高的表面硬度、高的耐磨性、高的疲劳强度,较高的抗蚀性和抗胶合性能且变形极小;当通过电镀或表面合金化处里后,则可改善齿轮工作表面摩擦性能,提高抗腐蚀性能。 满足材料的工艺性能 材料的工艺性能是指材料本身能够适应各种加工工艺要求的能力。齿轮的制造要经过锻造、切削加工和热处理等几种加工,因此选材时要对材料的工艺性能加以注意。一般来说,碳钢的锻造、切削加工等工艺性能较好,其机械性能可以满足一般工作条件的要求。但强度不够高,淬透性较差。而合金钢淬透性好、强度高,但锻造、切削加工性能较差。我们可以通过改变工艺规程、热处理方法等途经来改善材料的工艺性能。 例如汽车变速箱中的齿轮选择20CrMnTi钢,该钢具有较高的机械性能,在渗碳淬火低温回火后,表面硬度为58-62HRC,芯部硬度为30-45HRC。20CrMnTi的工艺性能较好,锻造后以正火来改善其切削加工性。此外,20 CrMnTi还具有较好的淬透性,由于合金元素钛的影响,对过热不敏感,故在渗碳后可直接降温淬火。且渗碳速度较快,过渡层较均匀,渗碳淬火后变形小。适合于制造承受高速中载及冲击、摩擦的重要零件,因此根据齿轮的工作条
SHANDONG UNIVERSITY OF TECHNOLOGY 课程设计说明书 脚套注塑模 学院 机械工程学院 专业 材料成型及控制工程 班级 材料0902班 姓名及学号 许文然 0911012106 2012年1月
摘要 (3) 第一章齿轮的设计 (4) 1.1注塑材料的选择 1.2齿轮的设计 第二章模具设计 (7) 2.1模架与注塑机的选择 第三章成型零件设计 (10) 第四章浇注系统设计 (14) 第五章顶杆设计 (16) 第六章冷却系统设计 (16) 第七章模具装配图 (19)
摘要 本文运用三维绘图软件UG NX进行塑料齿轮的模具设计,实现计算机辅助设计(CAD)。 首先,根据零件大小确定排样、模架类型,确定初步的成型工艺;然后运用使用UG NX 来生成模具的型腔,并装配模架,实现由计算机来辅助设计模具。 这样的设计方法可以保证产品质量和性能,同时也验证模具制造时的注意和工艺,缩短了模具制造周期和成本。 关键词:UG NX,注塑,齿轮 随着人类社会的进步,材料的使用也发生着变化。从石器时代开始,人类就在寻找更新、更好的材料,制作不同的器物和工具。到目前为止,人类所使用的材料可以分为四大类:木材、水泥、钢铁和塑料[1]。 塑料,作为高分子聚合物,它的性能和应用可以说是无穷无尽,同时,塑料的生产成本比金属要低,使得塑料制品在一些领域逐渐代替金属材料,在农业、包装、运输、电气、化工、建筑、航空航天、仪表以及日用品都离不开塑料。 塑料制品的获得方法有很多,与金属材料相比,塑料制品不仅可以通过机械加工获得,还可以通过成型加工直接获得,而不同的材料就需要用不同的成型工艺和加工方法。部分塑料产品必须依靠模具来成型,例如手机、电脑的外壳,饮料瓶等等。因此,模具的设计直接与塑料制品的复杂程度、美观程度、结构工艺性相关。同时,制品的设计必须考虑模具设计的问题,从而避免制品出现缺陷。 本文所要分析的塑料齿轮就是塑料制品代替金属制品的一个例子。
齿轮材料选择及其要求 众所周知,齿轮传动应用及其广泛,几乎所有机器设备、施工机械、车辆都离不开它,提高齿轮使用寿命其经济价值是不言而喻的,齿轮使用寿命与设计、制造、使用条件和维护有关,其中齿轮材料的选择是极其重要因素之一。 一、材料选择应考虑的因素 1、载荷大小:载荷大小直接决定齿轮承受的接触应力和弯曲应力,提高材料屈服强度和疲劳极限有利于提高齿轮寿命,在没有冲击载荷情况下,低载荷可以选用Q235B或Q345B材料,高载荷可以选用45#、40Cr或40MnB材料。 2、冲击载荷:冲击载荷容易造成齿轮受力部位应力集中,使材质组织缺陷和齿轮制造加工缺陷变得更加敏感,以致材料基体组织韧性显得格外重要,低碳合金钢调质后具备优良的强韧性,考虑到齿轮表面高硬度的要求,所以在有冲击载荷情况下,低碳合金渗碳钢成为首选材料,如20CrMnTi、20CrNiMo等。 3、齿轮转速:随着齿轮转速不断提高,齿轮的疲劳失效成为主要矛盾;当齿轮转速大于3000r/min时,人们称之为高速齿轮。根据前人大量的研究成果,低碳合金钢硬度在30-35HRC范围内,材料具有抗疲劳性能,所以为了保证齿轮内部硬度,应当选择保证淬透性结构,如20CrMnTiH、20CrNiMoH等。 4、精密传动:为了保证齿轮传动平稳无噪声,齿轮不但尺寸精度要高,而且尺寸要稳定。淬火+高温回火生成回火索氏体,不但硬度适中便于提高齿轮精工精度,而且回火索氏体组织使得齿轮保持尺寸稳定;但是齿轮表面需要耐磨,要求高硬度,如进行表面淬火或渗碳淬火,容易使得齿轮变形,以致精密齿轮常使用渗氮处理,故齿轮材料应选择渗氮钢或中碳铬钼钢,如38CrMoAl、42CrMo。 5、介质:在腐蚀性的介质中使用齿轮,原则上应选择青铜或不锈钢材料等耐腐蚀材料,腐蚀磨损是个专业性很强的领域,这里就不做探讨。 二、齿轮材料选择一览表 常用齿轮材料选择见下表:
螺纹模具设计要点 塑胶产品螺纹分外螺纹与内螺纹两种,精度不高的外螺纹一般用哈夫块成型,而内螺纹则大多需要卸螺纹装置。 今天简单介绍内螺纹脱模方法,重点介绍齿轮的计算与选择。 一、卸螺纹装置分类 1、按动作方式分 ①螺纹型芯转动,推板推动产品脱离; ②螺纹型芯转动同时后退,产品自然脱离。 2、按驱动方式分 ①油缸+齿条 ②油马达/电机+链条
③齿条+锥度齿轮 ④来福线螺母
二、设计步骤 必须掌握产品的以下数据(见下图) ①“D”——螺纹外 ②“P”——螺纹牙距 ③“L”——螺纹牙长 ④螺纹规格/方向/头数 ⑤型腔数量
2、确定螺纹型芯转动圈数: U=L/P + Us U 螺纹型芯转动圈数 Us 安全系数,为保证完全旋出螺纹所加余量,一般取0、25~1 3、确定齿轮模数、齿数与传动比: 模数决定齿轮的齿厚,齿数决定齿轮的外径,传动比决定啮合齿轮的转速。 在此之前有必要讲一下齿轮的参数与啮合条件。 三、齿轮的参数与啮合条件 模具的卸螺纹机构中大多应用的就是直齿圆柱齿轮,而且一般都就是渐开线直齿圆柱齿轮,因此下面就以渐开线直齿圆柱齿轮为研究对象。 1 齿轮传动的基本要求 ①要求瞬时传动比恒定不变 ②要求有足够的承载能力与较长的使用寿命 2、直齿圆柱齿轮啮合基本定律 两齿轮廓不论在何处接触,过接触点所作的两啮合齿轮的公法线,必须与两轮连心线相交于一点“C”,这样才能保证齿轮的瞬时传动比不变。将所有“C”点连起来就成了2个外切圆,称之为分度圆,分度圆圆心距即齿轮圆心距。详见下图 3、渐开线直齿圆柱齿轮参数 分度圆直径------“d”表示 分度圆周长--------“S”表示 齿轮齿距--------“p”表示 齿轮齿厚--------“sk”表示 齿轮齿槽宽--------“ek”表示 齿轮齿数--------“z”表示 齿轮模数--------“m”表示 齿轮压力角--------“ɑ”表示 齿轮传动比--------“i”表示 齿轮中心距--------“l”表示
塑料齿轮的设计和制造介绍 一塑胶齿轮优缺点和应用 相对金属齿轮,塑料齿轮具有质量轻、工作噪音小、耐磨损、无须润滑、可以成型较复杂的形状、大批量生产成本低等优点。但由于塑料本身具有收缩、吸水,相对金属强度也比较弱,对工作环境要求高,对温度较敏感等特性。因而,塑料齿轮同时就有精度低、寿命短、使用环境要求高等缺点。随着新材料的应用及制造技术的发展,塑料齿轮的精度越来越高,寿命也越来越长,并广泛应用于仪器、仪表、玩具、汽车、打印机等行业。 二塑料齿轮的模具制造方法 由于塑料制品成型收缩,因此阴模尺寸要较制品尺寸大。见附图: 因而规范的齿轮制品意味着不规范的阴模尺寸。这就对阴模的制造提出了严格的要求。以下是常用的两种阴模制造方法
1.先制作一母齿轮,然后通过铸造、电火花加工、电铸等方法制作母齿轮。如:涡轮、涡杆、锥齿轮。 2.不需母齿轮,直接线切割制作阴模。常用于正齿轮,斜齿轮。 2.1母齿轮的制作方法 前面所提,母模要比制品大,因此规范制品齿轮就必须由特殊母齿轮制作特殊的阴模。特殊的母齿轮就需特殊的切齿刀来加工。 通常方法: (1)特殊模数的切齿刀具 (2)加上成型收缩率的余量用特殊压力角的切齿道具 (3)加上成型收缩率的余量用规范切齿刀具 (4)不需添加余量用规范切齿刀具 以下是各种方法的详细介绍 (1)特殊模数的切齿刀具 制作一个特殊模数的切齿刀具,其压力角为规范压力角。在制作这个切齿刀具时必须考虑到成型收缩率以及后面要讲到的阴模制作法所规定的修正值,然后用这个特殊刀具来加工母齿轮。 假设要制作下面的成型齿轮时 Z=30 m=1 d=m*Z=30mm 假设成型收缩率与根据阴模制作法所得到的修正值之和为2%。则要求母齿轮的各参数为 Z=30 m=1.02 d=m*z=30.6mm 根据这个方法制作出来的齿轮能得到比较正确的齿形。但时间长,成本较高。 (2)加上成型收缩率的余量用特殊压力角的切齿道具 加上成型收缩率的余量用规范的切齿刀具来制作母齿轮时会造成齿形的偏移,用节点上的压力角的变化来表示的话如下公式所示。 Cosa1=d1cosa2/d2 a1: 加工齿轮模型用的切齿刀具的压力角 d1: 已经考虑了收缩率的分度圆直径(母齿轮的分度圆直径) d1=d2/(1-s/100) s:为收缩率
1、根据负载、以及运动状态(速度、是垂直运动还是水平运动)来计算驱动功率 2、初步估定齿轮模数(必要时,后续进行齿轮强度校核,若在强度校核时,发现模数选得太小,就必须重新确定齿轮模数,关于齿轮模数的选取,一般凭经验、或是参照类比,后期进行安全校核) 3、进行初步的结构设计,确定总传动、以及确定传动级数(几级传动) 4、根据总传动比进行分配,计算出各级的分传动比 5、根据系统需要进行详细的传动结构设计(各个轴系的详细设计),这样的设计一般还在总装图上进行。 6、在结构设计的时候,若发现前期的参数不合理(包括齿轮过大、相互有干涉、制造与安装困难等),就需要及时的返回上面程序重新来过 7、画出关键轴系的简图(一般是重载轴,当然,各个轴系都做一遍当然好),画出各个轴端的弯矩图、转矩图,从而找出危险截面,并进行轴的强度校核 8、低速轴齿轮的强度校核 9、安全无问题后,拆分零件图 渐开线圆柱齿轮传动设计程序主要用于外啮合渐开线圆柱标准直齿齿轮传动设计、渐开线圆柱标准斜齿齿轮传动设计和渐开线圆柱变位齿轮传动设计。程序中的各参数和各设计方法符合相关的国家标准,即:渐开线圆柱齿轮基本轮廓(GB/T1356-2001)、渐开线圆柱齿轮模数(GB/T1357-1987等效采用ISO54-1977),以及《渐开线圆柱齿轮承载能力计算方法》(GB/T3480-1997等效ISO6336-1966)、渐开线圆柱齿轮精度(GB/T10095-2001等效ISO1328-1997)。程序根据输入的齿轮传动设计参数和相关设计要求,进行齿轮几何尺寸的计算、齿轮接触疲劳强度校核和弯曲疲劳强度校核的计算,以及相关公差值的计算等。整个设计过程分步进行,界面简洁,操作方便 硬齿面齿轮 风力发电增速齿轮箱中,其输入轴承受叶片传过来的轴向力、扭矩和颠覆力矩。中间轴上的齿轮承受输入端传过来的力矩和输出端刹车时传过来的刹车力矩。输出轴上的齿轮承受中间轴传过来的扭矩,同时也承受输出端刹车时带来的刹车力矩。 一、齿轮箱输入轴、中间轴和输出轴上各种齿轮的受力分析 风力发电增速齿轮箱中,其输入轴承受叶片传过来的轴向力、扭矩和颠覆力矩。中间轴上的齿轮承受输入端传过来的力矩和输出端刹车时传过来的刹车力矩。输出轴上的齿轮承受中间
齿轮材料的选择原则 齿轮的材料及其选择原则 由轮齿的失效形式可知,设计齿轮传动时,应使齿面具有较高的抗磨损、抗点蚀、抗胶合及抗塑性变形的能力,而齿根要有较高的抗折断能力。因此,对齿轮材料性能的基本要求为齿面要硬、齿芯要韧。 (一)常用的齿轮材料 1(钢 钢材的韧性好,耐冲击,还可通过热处理或化学热处理改善其力学性能及提高齿面的硬度,故最适于用来制造齿轮。 (1)锻钢 除尺寸过大或者是结构形状复杂只宜铸造者外,一般都用锻钢制造齿轮,常用的是含碳量在0. 15%~0.6%的碳钢或合金钢。 制造齿轮的锻钢可分为: 1)经热处理后切齿的齿轮所用的锻钢。、 对于强度、速度及精度都要求不高的齿轮,应采用软齿面(硬度?350 HBS)以便于切齿,并使刀具不致迅速磨损变钝。因此,应将齿轮毛坯经过常化(正火)或调质处理后切齿。切制后即为成品。其精度一般为8级,精切时可达7级。这类齿轮制造简便、经济、生产率高。 2)需进行精加工的齿轮所用的锻钢。 高速、重载及精密机器(如精密机床、航空发动机)所用的主要齿轮传动,除要求材料性能优良,轮齿具有高强度及齿面具有高硬度(如58~ 65 HRC)外,还应进行磨齿等精加工。需精加工的齿轮目前多是先切齿,再做表面硬化处理,最后进行
精加工,精度可达5级或4级。这类齿轮精度高,价格较贵,所用热处理方法有表面淬火、渗碳、氮化、软氮化及氰化等。所用材料视具体要求及热处理方法而定。 合金钢材根据所含金属的成分及性能,可分别使材料的韧性、耐冲击、耐磨及抗胶合的性能等获得提高,也可通过热处理或化学热处理改善材料的力学性能及提高齿面的硬度。所以对于既是高速、重载,又要求尺寸小、质量小的航空用齿轮,就都用性能优良的合金钢(如20CrMnTi、20Cr2Ni4A等)来制造。 由于硬齿面齿轮具有力学性能高、结构尺寸小等优点,因而一些工业发达的国家在一般机械中也普遍采用了中、硬齿面的齿轮传动。 (2)铸钢 铸钢的耐磨性及强度均较好,但应经退火及常化处理,必要时也可进行调质。铸钢常用于尺寸较大的齿轮。 2(铸铁 灰铸铁性质较脆,抗冲击及耐磨性都较差,但抗胶合及抗点蚀的能力较好。灰铸铁齿轮常用于工作平稳,速度较低,功率不大的场合。 3(非金属材料 对高速、轻载及精度不高的齿轮传动,为了降低噪声,常用非金属材料(如夹布塑胶、尼龙等)做小齿轮,大齿轮仍用钢或铸铁制造。为使大齿轮具有足够的抗磨损及抗点蚀的能力,齿面的硬度应为250—350 HBS。 常用的齿轮材料及其力学性能列于表10 -1。
自动卸螺纹模具设计初级教程 BY WELLDESIGN17.Nov,04 前言: 塑胶产品螺纹分外螺纹和内螺纹两种,精度不高的外螺纹一般用哈夫块成型,而内螺纹则大多需要卸螺纹装置。今天简单介绍内螺纹脱模方法,重点介绍齿轮的计算和选择。 一、卸螺纹装置分类 1、按动作方式分 ①螺纹型芯转动,推板推动产品脱离; ②螺纹型芯转动同时后退,产品自然脱离。 2、按驱动方式分 1油缸+齿条
2油马达/电机+链条 3齿条+锥度齿轮
4来福线螺母
二、设计步骤 1、必须掌握产品的以下数据(见下图) ①“D”——螺纹外径 ②“P”——螺纹牙距 ③“L”——螺纹牙长 4螺纹规格/方向/头数 5型腔数量 2、确定螺纹型芯转动圈数 U=L/P+Us U螺纹型芯转动圈数 Us安全系数,为保证完全旋出螺纹所加余量,一般取0.25~1 3、确定齿轮模数、齿数和传动比 模数决定齿轮的齿厚,齿数决定齿轮的外径,传动比决定啮合齿轮的转速。 在此之前有必要讲一下齿轮的参数和啮合条件。
三、齿轮的参数和啮合条件 模具的卸螺纹机构中大多应用的是直齿圆柱齿轮,而且一般都是渐开线直齿圆柱齿轮,因此下面就以渐开线直齿圆柱齿轮为研究对象。 1、齿轮传动的基本要求 ①要求瞬时传动比恒定不变 ②要求有足够的承载能力和较长的使用寿命 2、直齿圆柱齿轮啮合基本定律 两齿轮廓不论在何处接触,过接触点所作的两啮合齿轮的公法线,必须与两轮连心线相交于一点“C”,这样才能保证齿轮的瞬时传动比不变。将所有“C”点连起来就成了2个外切圆,称之为分度圆,分度圆圆心距即齿轮圆心距。详见下图
3、渐开线直齿圆柱齿轮参数 分度圆直径------“d”表示 分度圆周长--------“S”表 示 齿轮齿距--------“p”表示 齿轮齿厚--------“sk”表 示 齿轮齿槽宽--------“ek” 表示 齿轮齿数--------“z”表示 齿轮模数--------“m”表示 齿轮压力角--------“ɑ”表示 齿轮传动比--------“i”表示 齿轮中心距--------“l”表示 4、计算公式如下: ①齿距=齿厚+齿槽宽即:p=sk+ek ②模数的由来 因为S=Z x P=πx d
1.选定类型,精度等级,材料及齿数 (1)直齿圆柱硬齿面齿轮传动 (2)精度等级初定为8级 (3)选择材料及确定需用应力 小齿轮选用45号钢,调质处理,(217-255)HBS 大齿轮选用45号钢,正火处理,(162-217)HBS (4)选小齿轮齿数为Z1=24,Z2=3.2x24=76.8.取Z2=77 2. 按齿面接触强度设计计算 (1)初选载荷系数K t 电动机;载荷状态选择:中等冲击;载荷系数K t 的推荐范围为(1.2-2.5),初选载荷系数K t :1.3, (2)小齿轮转矩 )(29540/97039550000/9550111mm N n P T ?=?==(3)选取齿 宽系数1=d φ. ⑷取弹性影响系数2 1 8.189MPa Z E = ⑸按齿面硬度查得小齿轮的接触疲劳强度极限为MPa 5801lim =σ。大齿轮的接触疲劳强度极限为MPa 5202lim =σ
⑹计算应力循环次数 N 1=60n 1jl h =60X970X1X(16X300X15)=4.470X109 N 99 210397.12 .310470.4?=?= ⑺取接触疲劳寿命系数K .89.0,88.021==HN HN K ⑻计算接触疲劳许用应力 取失效概率为1%,安全系数S=1 []a HN H MP MPa S K 4.5105709.01lim 11=?==σσ []a HN H MP MPa S K 8.46253095.02 lim 22=?== σσ ⑼按齿面接触强度设计计算 ①试算小齿轮分度圆直径 mm Z u u T K d H E d t t 248.56)8 .4628.189(2.32.4110954.28.132.2)][(132.232 43211=???=+?σφ②计算齿 轮圆周转速v 并选择齿轮精度 s m n d V t /48.21000 60970 248.561000 601 1=???= ?= ππ ③计算齿轮宽度b mm d b t d 248.56248.5611=?=?=φ
齿轮传动如何合理地选择和使用材料 齿轮是现代机械中应用最广泛的一种机械传动零件。齿轮传动通过轮齿互相啮合来传递空间任意两轴间的运动和动力,并可以改变运动的形式和速度。齿轮传动使用范围广,传动比恒定,效率较高,使用寿命长。在机械零件产品的设计与制造过程中,不仅要考虑材料的性能能够适应零件的工作条件,使零件经久耐用,而且要求材料有较好的加工工艺性能和经济性,以便提高零件的生产率,降低成本,减少消耗。如果齿轮材料选择不当,则会出现零件的过早损伤,甚至失效。因此如何合理地选择和使用金属材料是一项十分重要的工作。 满足材料的机械性能 材料的机械性能包括强度、硬度、塑性及韧性等,反映材料在使用过程中所表现出来的特性。齿轮在啮合时齿面接触处有接触应力,齿根部有最大弯曲应力,可能产生齿面或齿体强度失效。齿面各点都有相对滑动,会产生磨损。齿轮主要的失效形式有齿面点蚀、齿面胶合、齿面塑性变形和轮齿折断等。因此要求齿轮材料有高的弯曲疲劳强度和接触疲劳强度,齿面要有足够的硬度和耐磨性,芯部要有一定的强度和韧性。 例如,在确定大、小齿轮硬度时应注意使小齿轮的齿面硬度比大齿轮的齿面硬度高30-50HBS,这是因为小齿轮受载荷次数比大齿轮多,且小齿轮齿根较薄,强度低于大齿轮。为使两齿轮的轮齿接近等强度,小齿轮的齿面要比大齿轮的齿面硬一些。 另一方面,根据材料的使用性能确定了材料牌号后。要明确材料的机械性能或材料硬度,然后我们可以通过不同的热处理工艺达到所要求的硬度范围,从而赋予材料不同的机械性能。如材料为40Cr合金钢的齿轮,当840-860℃油淬,540-620℃回火时,调质硬度可达28-32HRC,可改善组织、提高综合机械性能;当860-880℃油淬,240—280℃回火时,硬度可达46-51HRC,则钢的表面耐磨性能好,芯部韧性好,变形小;当500-560℃氮化处理,氮化层0.15-0.6mm时,硬度可达 52-54HRC,则钢具有高的表面硬度、高的耐磨性、高的疲劳强度,较高的抗蚀性和抗胶合性能且变形极小;当通过电镀或表面合金化处里后,则可改善齿轮工作表面摩擦性能,提高抗腐蚀性能。
我們目前選用的是POM. 齿轮材料综合考虑使用性能、工艺性能和经济性,选用聚甲醛(又称POM),该材料具有优异的综合性能,强度、刚性高,抗冲击,疲劳、蠕变性能较好,自润滑性能优良,摩擦系数小且耐摩性好,吸水小,产品尺寸稳定,适用于制造各种齿轮、传动零件或减摩零件等。 注射过程中的温度主要足指熔胶温度和模具温度,因为两者都对整个注射过程有重要影响。要同时有最高的充填速度,又能保持塑件的特性,就需要有适当的熔胶温度。模温越高,填模速度越快。模温控制塑料的充填速度、成品冷却时间和成品的结晶度。实际生产中聚甲醛塑料合理的喷嘴温度和料筒见表1。 模具温度对齿轮成型周期及成品质量(如应力、系数率、尺寸公左、机械性能等)有决定性影响的参数,对POM材料而言,成型齿轮的模温控制范围为90度C~ ========================================================= 我公司用POM或PA,好看了N多外公司图纸,好象只有上面两种,有时加点玻纤(GF)增加强度,最好找一家较好的注塑厂 ========================================================= POM材料的收縮範圍較大.成型難度很大.尺寸精度不容易達到. ========================================================= 我们公司的塑料齿轮一般都是选用POM或PA6+30GF两种. ========================================================= 我们公司目前使用的塑料齿轮主要是POM,请注意是纯料没有加玻纤的,因为我们使用过POM 加玻纤或者加碳纤在注塑后缩水变形比较大,我们使用的是杜邦的材料(500P);但是请注意塑料齿轮的结构设计对产品质量影响很大;但是如果想需要强度高的话,除了结构改进外也需要选择材料,你可以选择韦尔曼的材料或者选择PEEK做塑料齿轮,当然成本就不一样了. ========================================================= 还有用尼龙做的,我看日本khk的很多都是尼龙的
如何合理选择齿轮材料 齿轮是现代机械中应用最广泛的一种机械传动零件。齿轮传动通过轮齿互相啮合来传递空间任意两轴间的运动和动力,并可以改变运动的形式和速度。齿轮传动使用范围广,传动比恒定,效率较高,使用寿命长。在机械零件产品的设计与制造过程中,不仅要考虑材料的性能能够适应零件的工作条件,使零件经久耐用,而且要求材料有较好的加工工艺性能和经济性,以便提高零件的生产率,降低成本,减少消耗。如果齿轮材料选择不当,则会出现零件的过早损伤,甚至失效。因此如何合理地选择和使用金属材料是一项十分重要的工作。一、满足材料的机械性能 材料的机械性能包括强度、硬度、塑性及韧性等,反映材料在使用过程中所表现出来的特性。齿轮在啮合时齿面接触处有接触应力,齿根部有最大弯曲应力,可能产生齿面或齿体强度失效。齿面各点都有相对滑动,会产生磨损。齿轮主要的失效形式有齿面点蚀、齿面胶合、齿面塑性变形和轮齿折断等。因此要求齿轮材料有高的弯曲疲劳强度和接触疲劳强度,齿面要有足够的硬度和耐磨性,芯部要有一定的强度和韧性。 例如,在确定大、小齿轮硬度时应注意使小齿轮的齿面硬度比大齿轮的齿面硬度高30-50HBS,这是因为小齿轮受载荷次数比大齿轮多,且小齿轮齿根较薄,强度低于大齿轮。为使两齿轮的轮齿接近等强度,小齿轮的齿面要比大齿轮的齿面硬一些。 另一方面,根据材料的使用性能确定了材料牌号后。要明确材料的机械性能或材料硬度,然后我们可以通过不同的热处理工艺达到所要求的硬度范围,从而赋予材料不同的机械性能。如材料为40Cr合金钢的齿轮,当840-860℃油淬,540-620℃回火时,调质硬度可达28-32HRC,可改善组织、提高综合机械性能;当860-880℃油淬,240—280℃回火时,硬度可达46-51HRC,则钢的表面耐磨性能好,芯部韧性好,变形小;当500-560℃氮化处理,氮化层0.15-0.6mm时,硬度可达52-54HRC,则钢具有高的表面硬度、高的耐磨性、高的疲劳强度,较高的抗蚀性和抗胶合性能且变形极小;当通过电镀或表面合金化处里后,则可改善齿轮工作表面摩擦性能,提高抗腐蚀性能。 二、满足材料的工艺性能 材料的工艺性能是指材料本身能够适应各种加工工艺要求的能力。齿轮的制造要经过锻造、切削加工和热处理等几种加工,因此选材时要对材料的工艺性能加以注意。一般来说,碳钢的锻造、切削加工等工艺性能较好,其机械性能可以满足一般工作条件的要求。但强度不够高,淬透性较差。而合金钢淬透性好、强度高,但锻造、切削加工性能较差。我们可以
湖南信息职业技术学院 塑料成型工艺与模具设计 课程设计 设计课题:注射模具设计——罩 说 明 书 系部机电工程 专业模具设计与制造 班级模具0804 学生姓名谭玉亮 指导教师王宗华 2009年12月2日
目录 1、设计任务书 2、塑件的分析 2.1塑件原材料的分析 2.2 塑件的工艺性分析 2.2.1塑件的结构分析 2.2.2 塑件的尺寸精度分析 2.2.3 塑件的表面质量分析 3、计算塑件的体积和重量 4、塑件注射工艺参数的确定 5、对注塑机主要工艺参数的校核 5.1 最大注射量的校核 5.2 最大注射压力的校核 5.3 锁模力的校核 5.4 安装尺寸的校核 5.5 开模行程的校核 6、注射模的结构设计 6.1 分型面的选择 6.2 型腔的排列方式 6.3 浇注系统的设计 6.3.1 主流道的设计 6.3.2 分流道的设计 6.3.3 浇口的设计 7、成型零件的结构设计 7.1 型腔的结构设计 7.2 型芯的结构设计 8、成型零件的尺寸计算 9、推出机构的设计 10、冷却水道的设计 11、标准模架的选择 12、参考文献 附:模具总装配图
1、设计任务书 罩零件的设计任务书如下图所示:
2、塑件的分析 2.1塑件原材料的分析 PP料是一种热塑性塑料,原料易得,价格便宜,产量很大,仅次于PE、PVC 和PS。聚丙烯无味、无色、无毒,是结晶性的线性结构高聚物。外观似聚乙烯,但比聚乙烯更透明更轻。密度为0.90~0.91g/cm3,硬度为R80--110 ,吸水率为0.01%,收缩率为1.0%~2.5%,成型温度为160~220℃。聚丙烯不吸水、光泽好、易着色。具有特别高的抗弯曲疲劳强度。聚丙烯的熔点为164℃~170℃,其耐热性好,能在100℃以上的温度下进行消毒灭菌,聚丙烯在低温下使用温度可达-15℃,在-35℃时会脆裂。聚丙烯的高频绝缘性能好,而且由于其不吸水,绝缘性能不受湿度的影响。聚丙烯的严重缺点是在氧、热、光的作用下极易降解、老化,所以必须加入稳定剂。 聚丙烯不吸水,所以成型前不需干燥。PP料的成型收缩范围大,易发生缩孔、凹痕及变形等缺陷。聚丙烯的热容量大,注射成型模具必须设计能充分进行冷却的冷却回路,应注意控制模具温度,模温太低(<50℃),塑件无光泽,易产生熔接痕;模温太高(>90℃),易产生翘曲、变形。 聚丙烯的成型特性为: (1)成型性好,可采用注射、吹塑、真空热成型、涂覆、旋转成型、电镀和发泡,还可以在金属表面喷涂。 (2)结晶料,吸湿性小,成型前不需要干燥。 (3)易发生融体破裂,长期与热金属接触易分解,成型时需加入稳定剂。(4)流动性好,溢边值为0.03mm左右,收缩范围及收缩值大,易发生缩孔,凹痕,变形。 (5)冷却速度慢,模具应设计能充分进行冷却的冷却回路,并注意控制成型温度,模具温度低于50度时,塑件不光滑,易产生熔接不良,留痕,填充不足,90度以上易发生翘曲变形。 (6)塑料壁厚须均匀,避免缺胶,尖角,以防应力集中。塑件成型后应采用火焰处理或类似技术。脱模斜度宜取1°~3°。 (7)质软易脱模,当塑件有浅侧凹(凸)时,可强制脱模。 2.2塑件的工艺性分析 综合看来,该塑件结构简单,无特殊的结构要求,可采用注射成型加工。在注射成型生产时,只要工艺参数控制得当,该塑件是比较容易成型的。 2.2.1塑件的结构分析 ○1从图纸上分析,该塑件的外形为回转体,壁厚均匀,且符合最小壁厚要求。○2塑件端面有6个φ17的孔,应注意孔的位置。 ○3塑件的转角处都采用圆弧过渡,以防止应力集中,提高塑件的强度。
齿轮材料热处理规范及其质量要求 正确选择齿轮固然很重要,但如果没有选择好适宜的热处理,那将是前功尽弃,可以说材料选择是前提,热处理方法得当是关键。 一、齿轮热处理方式与其性能特性 1、调质处理: 调质处理使材料获得优良的综合性能,这种热处理常常用于中碳钢和中碳合金钢,如45#、40Cr或40MnB材料,如果齿轮受到的冲击应力和齿面接触应力不是很大的情况下,这种热处理是适宜的,这种材料强韧性使得齿轮齿根抗弯曲能力强,抗疲劳能力也是优良的。但是调质处理齿轮齿面硬度不够,耐磨性偏差。 2、调质处理+表面淬火: 这种热处理方式补充单一调质处理的不足,使齿轮齿面硬度得到提高,耐磨性也随之增强,但是另一个问题仍未解决,就是中碳钢和中碳合金钢材料经过处理后,其冲击韧性尚不能令人满意,在高冲击应力的场合下仍不宜使用。 表面淬火有两种工艺:火焰淬火和高频淬火。 3、正火+渗碳淬火回火 这种热处理是针对低碳合金渗碳钢(如20CrMnTi、20CrNiMo等)而使用的,正火是用以改善原材料组织,便于齿轮粗加工;渗碳使齿面含碳量提高,在其后淬火回火中获得高硬度的回火马氏体组织,以提高齿轮的耐磨性。同时齿轮心部在淬火回火中获得低碳回火马氏体,强度高、韧性好,不仅可以承受高的载荷、大的冲击应力,而且抗疲劳性能也十分优异。 这种热处理也不是没有缺点,首先齿轮在渗碳淬火回火还要精加工,硬度过高会给精加工带来了困难;其次,渗碳淬火回火为了得到回火马氏体,回火温度低(200-300℃),热处理应力未能完全消除,在以后的使用中会逐渐释放造成齿轮微小变形,所以不能用于精密传动的齿轮。 这里的渗碳淬火回火,也包含碳氮共渗淬火回火。 4、调质+渗氮
塑胶产品螺纹分外螺纹和螺纹两种,精度不高的外螺纹一般用哈夫块成型,而螺纹则大多需要卸螺纹装置。 今天简单介绍螺纹脱模方法,重点介绍齿轮的计算和选择。 一、卸螺纹装置分类 1、按动作方式分 ①螺纹型芯转动,推板推动产品脱离; ②螺纹型芯转动同时后退,产品自然脱离。 2、按驱动方式分 ①油缸+齿条 ②油马达/电机+链条
③齿条+锥度齿轮
④来福线螺母 二、设计步骤 必须掌握产品的以下数据(见下图) ①“D”——螺纹外 ②“P”——螺纹牙距 ③“L”——螺纹牙长 ④螺纹规格/方向/头数 ⑤型腔数量
2、确定螺纹型芯转动圈数: U=L/P + Us U 螺纹型芯转动圈数 Us 安全系数,为保证完全旋出螺纹所加余量,一般取0.25~1 3、确定齿轮模数、齿数和传动比: 模数决定齿轮的齿厚,齿数决定齿轮的外径,传动比决定啮合齿轮的转速。 在此之前有必要讲一下齿轮的参数和啮合条件。 三、齿轮的参数和啮合条件 模具的卸螺纹机构多应用的是直齿圆柱齿轮,而且一般都是渐开线直齿圆柱齿轮,因此下面就以渐开线直齿圆柱齿轮为研究对象。 1 齿轮传动的基本要求 ①要求瞬时传动比恒定不变 ②要求有足够的承载能力和较长的使用寿命 2、直齿圆柱齿轮啮合基本定律 两齿轮廓不论在何处接触,过接触点所作的两啮合齿轮的公法线,必须与两轮连心线相交于一点“C”,这样才能保证齿轮的瞬时传动比不变。将所有“C”点连起来就成了2个外切圆,称之为分度圆,分度圆圆心距即齿轮圆心距。详见下图
3、渐开线直齿圆柱齿轮参数 分度圆直径------“d”表示 分度圆周长--------“S”表示齿轮齿距--------“p”表示 齿轮齿厚--------“sk”表示齿轮齿槽宽--------“ek”表示齿轮齿数--------“z”表示 齿轮模数--------“m”表示 齿轮压力角--------“ɑ”表示齿轮传动比--------“i”表示齿轮中心距--------“l”表示
塑料齿轮强度校核方法 马瑞伍,余毅,张光彦 (深圳市创晶辉精密塑胶模具有限公司,广东省深圳市518000) 【摘要】随着动力传递型塑料齿轮应用领域的不断拓展,如何评估或校核塑料齿轮的强度成为设计者不得不考虑的难题。由于塑料材料种类繁多,且不同种类的塑料性能指标差异很大,所以迄今为止有关塑料齿轮的强度算法还未形成统一的标准。目前,具有代表性的塑料齿轮强度算法主要四种:①尼曼&温特尔法;②VDI 2545标准法;③KISSsoft软件基于VDI 2545标准修正法;④宝理“Duracon”法。由于第②种算法已经废止,第③种算法主要以软件形式发布,因此本文将主要介绍第①和第④种算法,以期能为塑料齿轮的设计起到一定的借鉴意义。 【关键词】塑料齿轮强度设计 1引言 在国内,塑料齿轮起步于20世纪70年代。在发展初期,塑料齿轮主要应用集中在水电气三表的计数器、定时器、石英闹钟、电动玩具等小型产品中。这时期的塑料齿轮的多为直径一般不大于25mm,传递功率一般不超过0.2KW的直齿轮。换言之,早期的塑料齿轮主要用于小空间内的运动传递,属于运动传递型齿轮。随着注塑模具技术与注塑装备及注塑工艺水平的不断提高,模塑成型尺寸更大、强度更高的塑料齿轮成为可能。现在,塑料齿轮传递动力可达 1.5KW,直径已超过150mm。动力型塑料齿轮已经成为众多产品动力传递系统的重要组成部分。虽然动力型塑料齿轮的应用越来越广泛,但相应的塑料齿轮强度计算理论或标准却比较匮乏。目前,塑料齿轮的强度计算多以金属齿轮的强度计算方法为参考,通过修正或修改某些系数来计算或评估塑料齿轮的强度是否满足使用要求,然后再通过实验方法验证强度是否满足使用要求。下面,本文将介绍具有代表性的塑料齿轮强度的计算方法或观点,以期能够为塑料齿轮的强度设计提供借鉴。2塑料齿轮强度计算方法 从查阅到的相关文献资料看,塑料齿轮的强度计算方法基本上沿用了金属齿轮的强度校核理论及计算公式。这些计算方法主要是根据材料的差异对金属齿轮的强度校核公式中的某些系数进行简化或修正。比较有代表性的塑料齿轮强度计算方法主要有四种: ①尼曼&温特尔法:该算法在尼曼&温特尔的世界名著《机械零件》第2卷第22.4节中做了明确的论 述。 ②VDI 2545标准法:该算法是VDI于1981年发布的一份指导标准。该标准仅提供了三种基础材料 POM、PA12和PA66的相关数据用于评估塑料齿轮的强度。该算法在强度计算时未考虑温度对塑料强度的影响。 ③KISSsoft软件基于VDI 2545标准修正法:该算法是KISSsoft公司基于VDI 2545标准而提出的塑料 齿轮强度的一种修正算法。该方法主要是修正VDI 2545标准中强度受温度变化的影响关系。同时,该公司与各大主流塑料材料供应商合作,提供了POM、PA12、PA66、PEEK四种主要塑齿材料的性能数据,并采用软件形式发布,为塑料齿轮设计者评估塑料齿轮的强度提供了软件工具。 ④宝理“Duracon”法:该算法是日本宝理公司发布的一种针对共聚聚甲醛(POM)材料的塑料齿轮 强度评估算法。 鉴于第②种算法已经废止,第③种算法主要以软件形式发布,因此本文将主要介绍第①、④两种算法。 2.1尼曼&温特尔法 尼曼&温特尔在其名著《机械零件》一书中指出:塑料齿轮可能出现和钢齿轮相同的破坏形式:点蚀、
第2章渐开线圆柱齿轮几何参数设计计算 2.1 概述 渐开线圆柱齿轮设计是齿轮传动设计中最常用、最典型的设计,掌握其设计方法是齿轮设计者必须具备的,对于其它类型的传动也有很大的帮助。在此重点讨论渐开线圆柱齿轮设计的设计技术。 2.2 齿轮传动类型选择 直齿(无轴向力) 斜齿(有轴向力,强度高,平稳) 双斜齿(无轴向力,强度高,平稳、加工复杂) 2.3 齿轮设计的主要步骤 多级速比分配 单级中心距估算 齿轮参数设计 齿轮强度校核 齿轮几何精度计算 2.4 齿轮参数设计原则 (1) 模数的选择 模数的选择取决于齿轮的弯曲承载能力,一般在满足弯曲强度的条件下,选择较小的模数,对减少齿轮副的滑动率、増大重合度,提高平稳性有好处。但在制造质量没有保证时,应选择较大的模数,提高可靠性,模数増大对动特性和胶合不利。 模数一般按模数系列标准选取,对动力传动一般不小于2 对于平稳载荷:mn=(0.007-0.01)a 对于中等冲击:mn=(0.01-0.015)a 对于较大冲击:mn=(0.015-0.02)a (2)压力角选择 an=20 大压力角(25、27、28、30)的优缺点:
优点:齿根厚度和渐开线部分的曲率半径增大,对接触弯曲强度有利。齿面滑动速度减小,不易发生胶合。根切的最小齿数减小。缺点:齿的刚度增大,重合度减小,不利于齿轮的动态特性。轴承所受的载荷增大。过渡曲线长度和曲率半径减小,应力集中系数增大。 小压力角(14.5、15、16、17.5、18)的优缺点: 优点:齿的刚度减小,重合度增大,有利于齿轮的动态特性。轴承所受的载荷减小。缺点:齿根厚度和渐开线部分的曲率半径减小,对接触弯曲强度不利。齿面滑动速度增大,易发生胶合。根切的最小齿数增多。 (3)螺旋角选择 斜齿轮螺旋角一般应优先选取整:10-13. 双斜齿轮螺旋角一般应优先选取:26-33. 螺旋角一般优先取整数,高速级取较大,低速级取较小。 考虑加工的可能性。 螺旋角增大的优缺点: 齿面综合曲率半径增大,对齿面接触强度有利。 纵向重合度增大,对传动平稳性有利。 齿根的弯曲强度也有所提高(大于15度后变化不大)。 轴承所受的轴向力增大。 齿面温升将增加,对胶合不利。 断面重合度减小。 (4)齿数的选择 最小齿数要求(与变位有关) 齿数和的要求 齿数互质要求 大于100齿的质数齿加工可能性问题(滚齿差动机构) 高速齿轮齿数齿数要求 增速传动的齿数要求 (5)齿宽和齿宽系数的选择 一般齿轮的齿宽由齿宽系数来确定, φa=b/a φd=b/d1 φm=b/mn φa=(0.2-0.4)
齿轮材料的选择及其热处理工艺 1、齿轮材料的选择原则 齿轮材料的种类很多,在选择时应考虑的因素也很多,下述几点可供选择材料时参考: 1)齿轮材料必须满足工作条件的要求。例如,用于飞行器上的齿轮,要满足质量小、传递功率大和可靠性高的要求,因此必须选择机械性能高的合金银;矿山机械中的齿轮传动,一般功率很大、工作速度较低、周围环境中粉尘含量极高,因此往往选择铸钢或铸铁等材料;家用及办公用机械的功率很小,但要求传动平稳、低噪声或无噪声、以及能在少润滑或无润滑状态下正常工作,因此常选用工程塑料作为齿轮材料。总之,工作条件的要求是选择齿轮材料时首先应考虑的因素。 2)应考虑齿轮尺寸的大小、毛坯成型方法及热处理和制造工艺。大尺寸的齿轮一般采用铸造毛坯,可选用铸钢或铸铁作为齿轮材料。中等或中等以下尺寸要求较高的齿轮常选用锻造毛坯,可选择锻钢制作。尺寸较小而又要求不高时,可选用圆钢作毛坯。 齿轮表面硬化的方法有:渗碳、氨化和表面淬火。采用渗碳上艺时,应选用低碳钢或低碳含金钢作齿轮材料;氨化钢和调质钢能采用氮化工艺;采用表面淬火时,对材料没有特别的要求。 3)正火碳钢,不论毛坯的制作方法如何,只能用于制作在载荷平稳或轻度冲击下工作的齿轮,不能承受大的冲击载荷;调质碳钢可用于制作在中等冲击载荷下工作的齿轮。 4)合金钢常用于制作高速、重载并在冲击载荷下工作的齿轮。 5)飞行器中的齿轮传动,要求齿轮尺寸尽可能小,应采用表面硬化处理的高强度合金钢。 6)金属制的软齿面齿轮,配对两轮齿面的硬度差应保持为30~50HBS或更多。当小齿轮与大齿轮的齿面具有较大的硬度差(如小齿轮齿面为淬火并磨制,大齿轮齿面为常化或调质);且速度又较高时,较硬的小齿轮齿面对较软的大齿轮齿面会起较显著的冷作硬化效应,从而提高了大齿轮齿面的疲劳极限。因此,当配对的两齿轮齿面具有较大的硬度差时,大齿轮的接触疲劳许用应力可提高约20%,但应注意硬度高的齿面,粗糙度值也要相应地减小。 2、齿轮材料的选择 齿轮齿条是现代机械中应用最广泛的一种机械传动零件。齿轮传动通过轮齿互相啮合来传递空间任意两轴间的运动和动力,并可以改变运动的形式和速度。齿轮传动使用范围广,传动比恒定,效率较高,使用寿命。在机械零件产品的设计与制造过程中,不仅要考虑材料的性能能够适应零件的工作条件,使零件经久耐用,而且要求材料有较好的加工工艺性能和经济性,以便提高零件的生产率,降低成本,减少消耗。如果齿轮材料选择不当,则会出现零件的过早损伤,甚至失效。因此如何合理地选择和使用金属材料是一项十分重要的工作。 满足材料的机械性能,材料的机械性能包括强度、硬度、塑性及韧性等,反映材料在使用过程中所表现出来的特性。齿轮在啮合时齿面接触处有接触应力,齿根部有最大弯曲应力,可能产生齿面或齿体强度失效。齿面各点都有相对滑动,会产生磨损。齿轮主要的失效形式有齿面点蚀、齿面胶合、齿面塑性变形和轮齿折断等。因此要求齿轮材料有高的弯曲疲劳强度和接触疲劳强度,齿面要有足够的硬度和耐磨性,芯部要有一定的强度和韧性。 例如,在确定大、小齿轮硬度时应注意使小齿轮的齿面硬度比大齿轮的齿面硬度高30-50HBS,是因为小齿轮受载荷次数比大齿轮多,且小齿轮齿根较薄,强度低于大齿轮。为使两齿轮的轮齿接近等强度,小齿轮的齿面要比大齿轮的齿面硬一些。 另一方面,根据材料的使用性能确定了材料牌号后。要明确材料的机械性能或材料硬度,然后我们可以通过不同的热处理工艺达到所要求的硬度范围,从而赋予材料不同的机械性能。如材料为40Cr合金钢的齿轮,当840-860℃油淬,540-620℃回火时,调质硬度可达28-32HRC,可改善组织、提高综合机械性能;当860-880℃油淬,240—280℃回火时,硬度可达46-51HRC,则钢的表面耐磨性能好,芯部韧性好,变形小;当500-560℃氮化处理,氮化层0.15 -0.6mm时,硬度可达52-54HRC,则钢具有高的表面硬度、高的耐磨性、高的疲劳强度,较高的抗蚀性和抗胶合性能且变形极小;当通过电镀或表面合金化处里后,则可改善齿轮工作表面摩擦性能,提高抗腐蚀性能 3、齿轮常用材料 齿轮常用材料摘要:齿轮依靠结构尺寸材料强度承受载荷要求材料具有强度韧性耐磨性齿轮形状复杂齿轮精度要求要求材料工艺常用材料锻钢铸钢铸铁锻钢硬度分为大类HB称为软齿称为硬度HB工艺过程锻造毛坯正火粗车调质加工常用材料SiMnCr 液体动静压轴承常用轴壳配轴承轴承的密封类型精密轴承工序间防锈新工艺轴承寿命强化