
图1图2图3图6图5图4图7图8图9123图104
编制:会签:审核:批准:附件: 《自检不良记录表》MT-130*烙铁 6 of 6A1
圆珠笔丁晴手套11
口罩作业內容注意事项
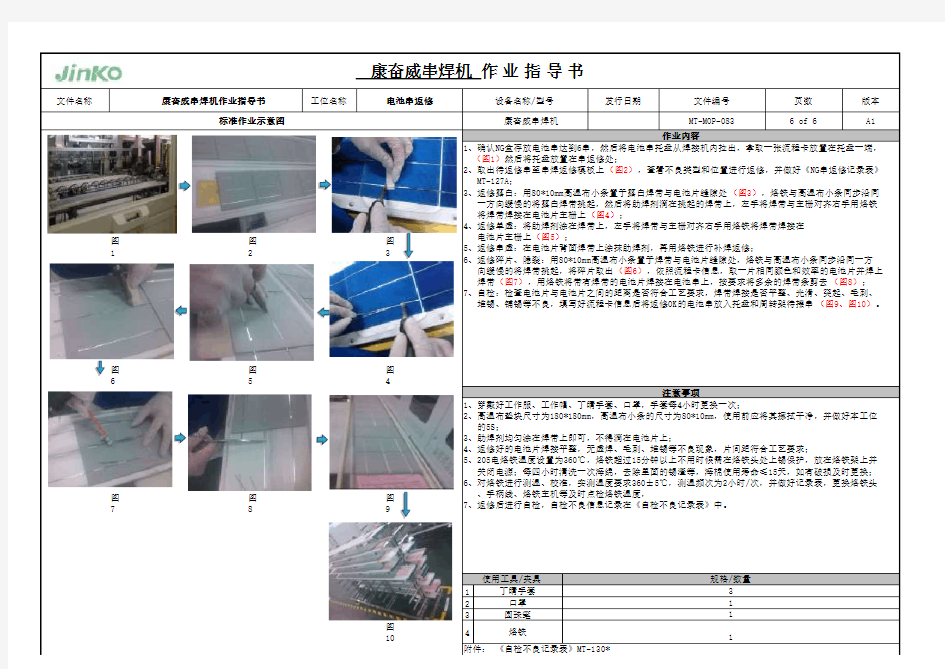
使用工具/夹具规格/数量31标准作业示意图 康奋威串焊机 1、确认NG盒存放电池串达到6串,然后将电池串托盘从焊接机内拉出,拿取一张流程卡放置在托盘一端, (图1)然后将托盘放置在串返修处;2、取出待返修串至串焊返修模板上(图2),查看不良类型和位置进行返修,并做好《NG串返修记录表》 MT-127A;3、返修露白:用80*10mm高温布小条置于露白焊带与电池片缝隙处(图3),烙铁与高温布小条同步沿同 一方向缓慢的将露白焊带挑起,然后将助焊剂滴在挑起的焊带上,左手将焊带与主栅对齐右手用烙铁 将焊带焊接在电池片主栅上(图4);4、返修单虚:将助焊剂涂在焊带上,左手将焊带与主栅对齐右手用烙铁将焊带焊接在 电池片主栅上(图5);
5、返修串虚:在电池片背面焊带上涂抹助焊剂,再用烙铁进行补焊返修;
6、返修碎片、隐裂:用80*10mm高温布小条置于焊带与电池片缝隙处,烙铁与高温布小条同步沿同一方
向缓慢的将焊带挑起,将碎片取出(图6),依照流程卡信息,取一片相同颜色和效率的电池片并焊上
焊带(图7),用烙铁将带有焊带的电池片焊接在电池串上,按要求将多余的焊带条剪去(图8);
7、自检:检查电池片与电池片之间的距离是否符合工艺要求,焊带焊接是否平整、光滑、突起、毛刺、
堆锡、铺锡等不良,填写好流程卡信息后将返修OK的电池串放入托盘和周转架待摆串(图9、图10)。
1、穿戴好工作服、工作帽、丁晴手套、口罩,手套每4小时更换一次;
2、高温布垫块尺寸为180*180mm,高温布小条的尺寸为80*10mm,使用前应将其擦拭干净,并做好本工位
的5S;
3、助焊剂均匀涂在焊带上即可,不得滴在电池片上;
4、返修好的电池片焊接平整,无虚焊、毛刺、堆锡等不良现象,片间距符合工艺要求;
5、205电烙铁温度设置为360℃,烙铁超过15分钟以上不用时候需在烙铁头处上锡保护,放在烙铁架上并
关闭电源;每四小时清洗一次海绵,去除里面的锡渣等,海棉使用寿命≤15天,如有破损及时更换;
6、对烙铁进行测温、校准,实测温度要求360±5℃,测温频次为2小时/次,并做好记录表,更换烙铁头
、手柄线、烙铁主机等及时点检烙铁温度,
7、返修后进行自检,自检不良信息记录在《自检不良记录表》中。MT-MOP-083 康奋威串焊机 作 业 指 导 书
文件名称 康奋威串焊机作业指导书
工位名称电池串返修设备名称/型号发行日期文件编号页数版本