
产品通用文件编号文件版本/次B/1
受控状态编制审核批准
工序
单串焊
编制日期
2016/8/17
生效日期
2016/8/17
页码
1/3
NO.
物料名称
NO.
工装夹具
数量
NO.
劳保用品
数量
版本/次
变更日期
变更内容
1焊带1钢直尺1把1口罩1个/人B/0
2016/5/18
SOP结构变更
2电池片2电池片料盒
6个
2乳胶手套3双/人B/12016/8/17
电池片放置数量更改
3助焊剂
33棉布手套
2双/人
4
4
4
一、目的
1.为串焊机作业人员提供正确的指导,规范作业行为。二、适用范围
1.适用于晶硅线串焊机作业人员。三、职责
1.组件制造部:按照本文件要求进行作业,并对不符合项进行整改。
2.技术质量部:按照本文件要求对作业进行监督、检查,并对不符合项整改情况进行追踪、确认。
四、作业流程1.作业前准备
a.穿戴好洁净服、洁净鞋、工作帽、手套、口罩;
b.不定时清点工作台,确保工作台面、设备无灰尘、脏污、油污等;
c.确认物料规格与领料单一致。2.开机生产
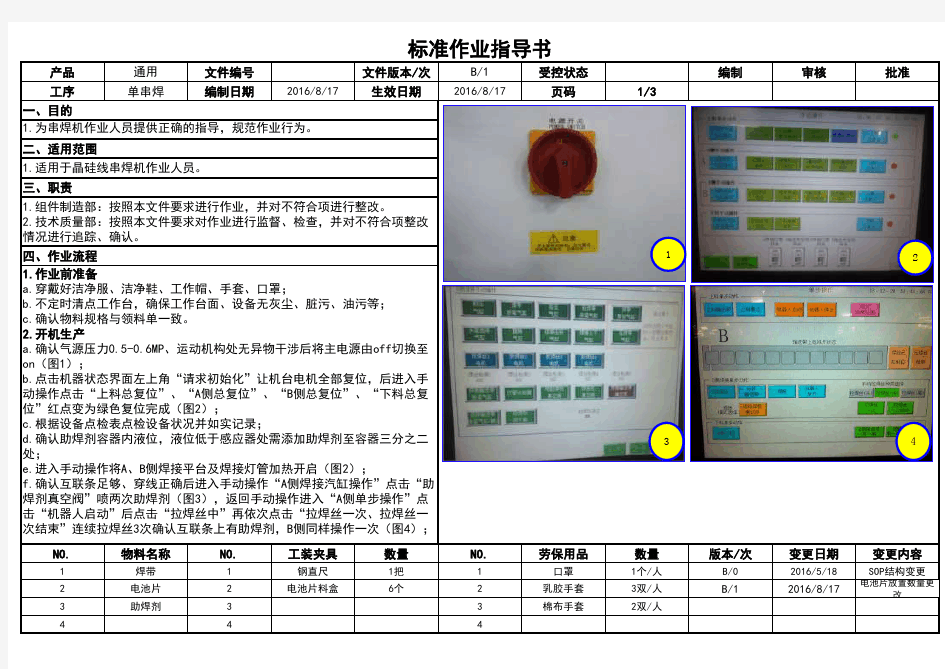
a.确认气源压力0.5-0.6MP、运动机构处无异物干涉后将主电源由off切换至on(图1);
b.点击机器状态界面左上角“请求初始化”让机台电机全部复位,后进入手动操作点击“上料总复位”、“A侧总复位”、“B侧总复位”、“下料总复位”红点变为绿色复位完成(图2);
c.根据设备点检表点检设备状况并如实记录;
d.确认助焊剂容器内液位,液位低于感应器处需添加助焊剂至容器三分之二处;
e.进入手动操作将A、B侧焊接平台及焊接灯管加热开启(图2);
f.确认互联条足够、穿线正确后进入手动操作“A侧焊接汽缸操作”点击“助焊剂真空阀”喷两次助焊剂(图3),返回手动操作进入“A侧单步操作”点击“机器人启动”后点击“拉焊丝中”再依次点击“拉焊丝一次、拉焊丝一次结束”连续拉焊丝3次确认互联条上有助焊剂,B侧同样操作一次(图4);
1
2
34
产品
通用
文件编号
文件版本/次
B/1
受控状态编制
审核
批准
工序单串焊编制日期2016/8/17生效日期
2016/8/17页码
2/3
NO.项目标准
NO.项目标准1焊接温度225-245℃5片间距2±0.5mm 2焊带长度(头)145±1mm 6拉伸长度3±1mm 3焊带长度(中)290±1mm 7焊机时间3±0.5S 4焊带长度(尾)164±1mm 8压针时间3±0.5S NO.物料名称
NO.
工装夹具
数量
NO.
劳保用品
数量
版本/次
变更日期
变更内容
1焊带1钢直尺1把1口罩1个/人B/0
2016/5/18
SOP格式变更
2电池片2电池片料盒
6个
2乳胶手套3双/人B/12016/8/17
电池片放置数量更改
3助焊剂
33棉布手套
2双/人
4
4
4
g.进入参数设定界面的“焊接平台温度参数”确认实际温度到达设定温度(图5);
h.将上工序分选好的电池片投入电池片投入口,注意电池片主栅线与传送带传送方向一致(图6);
i.确认好机器人在原点后回机器状态界面将“A手动操作中”切换至“A手动操作”,“A循环停止中”切换至“A循环停止”(图7),将操作屏下方的旋钮由“手动”切换至“自动”同时按下旋钮右侧“启动”按钮进入自动生产,因每班首件确认固将“A侧循环停止”切换为“A侧循环停止中”,确认电池片及互联条摆放正确并焊接完成,在外观检查处确认焊接合格后将首串放入NG托盘用于当班首件拉力测试,拉力测试按其SOP操作。B侧同样焊接1串用于测试,测试合格后才可进入连续生产;
j.生产中确认电池片、互联条、折弯的位置是否正确并微调相应机构(图8);
k.按外观检查标准检查背面、正面是否符合标准(图9),若符合下OK按钮传送至下工序;若不符合则按下NG按钮放置至NG托盘,由返修人员返修,合格后进入下工序;
l.互联条更换将设备调至手动状态,取一卷新的互连条,换上后用烙铁将新、旧互联条两端焊接牢固,设备手动将焊接头部位拉出后才可继续生产;
m.生产中应及时发现异常,加强焊接前、后异常检查,及时对各机构调整;n.生产中及时取出机选不良电池片,防止掉落机台内部;o.每班每6H清洁一次机台助焊剂残渣;
p.记录原材料数量及生产中的异常并做好交接班工作。
五、技术规格
5
6
7
8
9
更改
更改
更改