螺纹自动检测机
方案
深圳市斯为美自动化科技有限公司
一、 概述
我公司生产的螺纹半自动检测机是通过多名经验丰富的工程师长时间设计,结合用户需求,生产要求开发而成。该设备综合了五金模具、自动控制、电子工程、工业计算机等科学知识,实现自动化检测的方式,融合了国内外先进自动化技术,大大提高了检测的自动化程度,更重要的是大幅度提高了工人的工作效率以及稳定产品的质量,降低了生产成本。
二、设备各部分结构名称及控制按钮
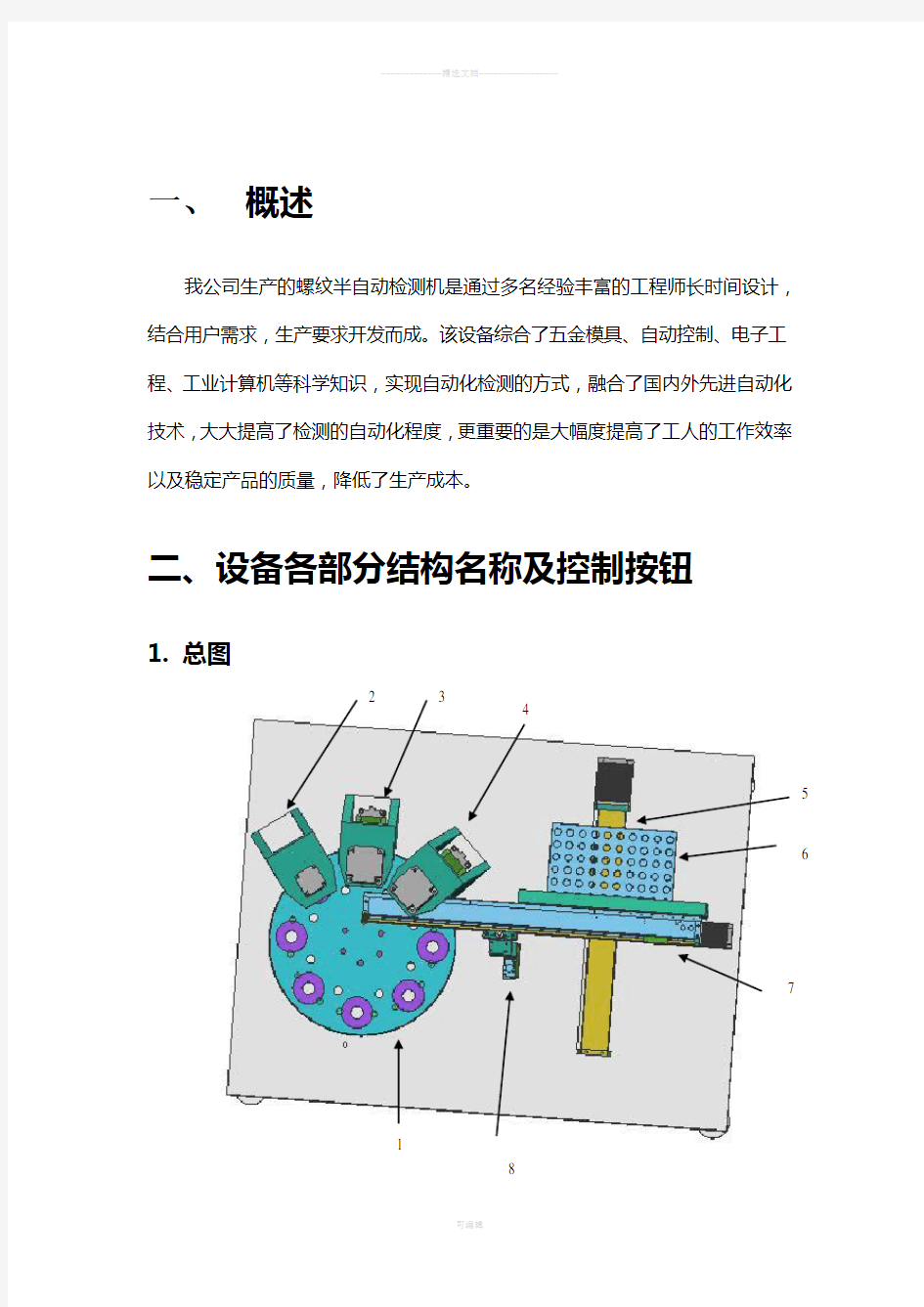
1. 总图
1
2
3
4
5
6
7
8
1.转盘
2.测高机构
3.过端检测机构
4.不过端检测机构(可选部分)
5.料盘移动机构
6.料盘
7.机械手移动机构
8.夹料机械手
2.转盘
3.测高机构
4.过端检测机构
电机
下压气缸 精密导轨 牙规
探针
锁定气缸
丝杠 导轨
电机
5.不过端检测机构(可选机构 )
6.取料机构精密导轨下压气缸
电机
料盘
精密导轨
机械手
锁定气缸
牙规
电机
三、设备组成部分
本机主要结构是由机架, 面板,转盘、高度检测机构、螺纹检测机构、下料机构组成。其中转盘由高精度步进电机带动减速箱体,准确性高,参数可方便调整。控制部分由工控电脑控制,稳定性、可靠性高,方便调整参数。
四、控制系统
工控电脑
气缸磁性开关 IO 及运动控制器 限位传感器
高精度步转盘机测高机螺纹检测下料机控制面板
料带安装位
五、操作界面说明
1.操作台及开关
工作台主要由转盘,测高机构,螺纹检测机构,下料机构组成。其中下料机构可分别捡出合格品与不合格品。工作流程为左前方手动上料,右后方自动下料。操作面板上共有三个急停开关,一个启动按钮,一个停止按钮及一个总电源开关。右上角为电脑屏幕。
2.控制界面及操作说明
主界面
如下图所示,主界面为全自动测量控制与信息显示界面。共有四个主用途按钮,分别是:启动、停止、急停、新料盘,分别用于启动
自动测量流程、暂停流程、紧急停止、高度检测电机回原操作及转盘
回原操作。还有当前测量信息、料盘存放信息以及产量显示。其中启
动、停止、急停的功能与操作面板上的按钮功能相同。
设备自检界面:
高度测量标定界面
检测螺纹数据界面
螺纹测量的方法 1.用螺纹环(塞)规及卡板测量 对于一般标准螺纹,都采用螺纹环规或塞规来测量如图(a)示。在测量外螺纹时,如果螺纹“过端”环规正好旋进,而“止端”环规旋不进,则说明所加工的螺纹符合要求,反之就不合格。测量内螺纹时,采用螺纹塞规,以相同的方法进行测量。 图(a) 图(b) 图(c) 在使用螺纹环规或塞规时,应注意不能用力过大或用扳手硬旋,在测量一些特殊螺纹时,须自制螺纹环(塞)规,但应保证其精度。对于直径较大的螺纹工件,可采用螺纹牙形卡板来进行测量、检查,如图(b)示。 2.用螺纹千分尺测量外螺纹中径 图1为螺纹千分尺的外形图。它的构造与外径千分尺基本相同, 只是在测量砧和测量头上装有特殊的测量头1和2,用它来直接 测量外螺纹的中径。螺纹千分尺的分度值为0.01毫米。测量前, 用尺寸样板3来调整零位。每对测量头只能测量一定螺距范围内 的螺纹,使用时根据被测螺纹的螺距大小,按螺纹千分尺附表来 选择,测量时由螺纹千分尺直接读出螺纹中径的实际尺寸。 图1 3.用齿厚游标卡尺测量 齿厚游标卡尺由互相垂直的高卡尺和齿厚卡尺组成,如图(d)示,用来测量梯形螺纹中径牙厚和蜗杆节径齿厚。 测量时,将齿高卡尺读数调整至齿顶高(梯形螺纹等于0.25﹡螺距t,蜗杆等于模数),随后使齿厚卡尺和蜗杆轴线大致相交成一螺纹升角β,并作少量摆动。这时所测量的最小尺寸即为蜗杆轴线节径法向齿厚S n。 蜗杆(或梯形螺纹)节径法向齿厚,可预先用下面的公式计算出来: S n =2 1 t*cosβ
基中:S n :蜗杆(或梯形螺纹)节径法向齿厚、t :蜗杆周节、β:螺纹升角 例1如何用齿厚游标卡尺对模数m n =6、头数K =2、外径d a =80mm 的蜗杆进行测量? 解在测量时应先算出: 蜗杆周节t =m n *π=6*3.142=18.852mm 蜗杆导程L =t*k =18.825*2=37.704mm 蜗杆节径d=d a -2*m s =80-2*6=68.00mm 螺旋角β= π*arctan d L =π*68704.37arctan =1765.0arctan =10°1ˊ 蜗杆节径处法向齿厚 S n =21t*cos β=21 *18.825*cos10°1ˊ=9.28mm 齿厚游标卡尺应在与蜗杆轴线成10°1ˊ的交角位置上进行测量,如果测得的蜗杆节径处法向齿厚实际尺寸为9.28mm 时(因齿厚公差的存在,有些偏差),则说明蜗杆齿形正确。 4.三针测量法 用量针测量螺纹中径的方法称三针量法,测量时,在螺纹凹槽内放置具有同样直径D 的三根量针,如图(e)示,然后用适当的量具(如千分尺等)来测量尺寸M 的大小,以验证所加工的螺纹中径是否正确。 螺纹中径的计算公式: d 2=M -D ) 2sin 1 1(α ++21t*ctg 2α M :千分尺测量的数值(mm)、D :量针直径(mm)、α/2:牙形半角、t :工件螺距或蜗杆周节(mm) 量针直径D 的计算公式: D=212cos αt 如果已知螺纹牙形角,也可用下面简化公式计算: 例2对M24,求需用的
N P T螺纹以及检测方法 详解 Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT
一、目的:规范公司技术员,检验员,操作员对NPT螺纹的了解。 二、适用范围:适用于公司任何NPT螺纹类产品,参考资料为通用管螺 纹和国家标准GB/T12716-2011。 三、目录 1、NPT和NPTF介绍 2、螺纹技术参数参数讲解 3、NPT与NPTF加工工艺 4、NPT和NPTF的检测方法 四、内容: NPT和NPTF螺纹介绍 NPT 是 National (American) Pipe Thread 的缩写,属於美国标准的 60 度锥管 密封螺纹,用於北美地区,美国标准为13)通用管螺纹.国家标准可查阅 GB/T12716-2011。NPTF:美制干密封圆锥管螺。NPTF = National Pipe Thread Fine 称之为一般用途的锥管螺纹,这也是我们以前称之为的布氏锥螺纹。NPTF 螺纹称之为干密封式锥管螺纹,它连接密封的原理是在没有润滑剂或密封填 料情况下完全依靠螺纹自身形成密封,设计意图是使内、外螺纹牙的侧面、 牙顶和牙底同时接触,来达到密封的目的。它们两者的牙型角、斜度等指标 都是相同的,关键是牙顶和牙底的削平高度不一样,所以,量规的设计也是 不一样的。NPTF干密封管螺纹的牙形精度比NPT螺纹高,旋合时不用任何 填料,完全依靠螺纹自身形成密封,螺纹间无任何密封介质。干密封管螺纹 规定有较为严格的公差,属精密型螺纹,仅用在特殊场合。这种螺纹有较高 的强度和良好的密封性,在具有薄截面的脆硬材料上采用此螺纹可以减少断 裂现象。NPTF内、外螺纹牙顶与牙底间没有间隙,是过盈配合,而NPT螺 纹是过渡配合。NPTF螺纹主要用于高温高压对密封要求严格的场所。NPT
螺纹自动检测机 方案 深圳市斯为美自动化科技有限公司
一、 概述 我公司生产的螺纹半自动检测机是通过多名经验丰富的工程师长时间设计,结合用户需求,生产要求开发而成。该设备综合了五金模具、自动控制、电子工程、工业计算机等科学知识,实现自动化检测的方式,融合了国内外先进自动化技术,大大提高了检测的自动化程度,更重要的是大幅度提高了工人的工作效率以及稳定产品的质量,降低了生产成本。 二、设备各部分结构名称及控制按钮 1. 总图 1. 转盘 2. 测高机构 3. 过端检测机构 4. 不过端检测机构(可选部分) 5. 料盘移动机构 6. 料盘 7. 机械手移动机构 8. 夹料机械手 6 7 8
2.转盘 3.测高机构
4.过端检测机构 5.不过端检测机构(可选机构 )
6.取料机构 三、设备组成部分 本机主要结构是由机架,面板,转盘、高度检测机构、螺纹检测机构、下料机构组成。其中转盘由高精度步进电机带动减速箱体,准确性高,参数可方 便调整。控制部分由工控电脑控制,稳定性、可靠性高,方便调整参数。
四、控制系统 工控电脑 气缸磁性开关 IO 及运动控制器 限位传感器 五、操作界面说明 1. 操作台及开关 工作台主要由转盘,测高机构,螺纹检测机构,下料机构组成。其中下料机构可分别捡出合格品与不合格品。工作流程为左前方手动上料,右后方自动下料。操作面板上共有三个急停开关,一个启动按钮,一个停止按钮及一个总电源开关。右上角为电脑屏幕。 2. 控制界面及操作说明 主界面 如下图所示,主界面为全自动测量控制与信息显示界面。共有四个主用途按钮,分别是:启动、停止、急停、新料盘,分别用于启动 高精度步进电机 转盘机构 测高机构 螺纹检测机构 下料机构
Lakwell螺纹自动检测 Lakwell Thread Verification Technology 关键词:Lakwell 螺纹检测技术,自动螺纹检测,自动螺纹通止检测,螺纹检测机螺纹检测设备 目录 Thread Verification Units Ready for Integration 固定式螺纹通止检测 Thread Verification Handheld Unit 手持式螺纹通止检测 Thread Verification Module 螺纹检测解决方案 Thread Chasing 螺纹抛光 Thread Verification Turnkey solution 螺纹检测自动化系统交钥匙工程 Application 应用领域 About Us 关于我们
Thread Verification Units Ready for Integration 固定式螺纹通止检测 – TVU STH Lakwell 固定式自动螺纹检测。 通过将螺纹通止规旋入螺杆(螺孔)实现对螺纹的自动高速检测。 能够集成通规,止规或者通止复合规。 当在螺纹缺失或不正确的情况下,被高速高灵敏度驱动的通止规能够自动停止并反馈信号。端部的弹簧机构确保通止规在接触螺纹端部时不会伤及产品。 能够精确探测到螺纹的盲孔段。 在螺纹不正确的情况下,不会发生卡死的情况。 集成在自动化工艺中的情况,不正确的螺纹只反馈相应信号,不需要停机处理。 在高速高扭矩情况下,即使是螺纹错误(拒绝)也不会伤及产品和量具。 设置简单,易于使用,能够实现任意角度安装。 通过快换量规能够实现各种螺纹的检测。 用于集成在各种自动化生方案中。 包括机器人专用型号。 自适应弹性接头,即便是在无法实现准确对中的情况下仍然能够准确检测。
N P T螺纹以及检测方法详 解 Prepared on 22 November 2020
一、目的:规范公司技术员,检验员,操作员对NPT螺纹的了解。 二、适用范围:适用于公司任何NPT螺纹类产品,参考资料为通用管螺 纹和国家标准GB/T12716-2011。 三、目录 1、NPT和NPTF介绍 2、螺纹技术参数参数讲解 3、NPT与NPTF加工工艺 4、NPT和NPTF的检测方法 四、内容: NPT和NPTF螺纹介绍 NPT 是 National (American) Pipe Thread 的缩写,属於美国标准的 60 度锥管 密封螺纹,用於北美地区,美国标准为13)通用管螺纹.国家标准可查阅 GB/T12716-2011。NPTF:美制干密封圆锥管螺。NPTF = National Pipe Thread Fine 称之为一般用途的锥管螺纹,这也是我们以前称之为的布氏锥螺纹。NPTF 螺纹称之为干密封式锥管螺纹,它连接密封的原理是在没有润滑剂或密封填 料情况下完全依靠螺纹自身形成密封,设计意图是使内、外螺纹牙的侧面、 牙顶和牙底同时接触,来达到密封的目的。它们两者的牙型角、斜度等指标 都是相同的,关键是牙顶和牙底的削平高度不一样,所以,量规的设计也是 不一样的。NPTF干密封管螺纹的牙形精度比NPT螺纹高,旋合时不用任何 填料,完全依靠螺纹自身形成密封,螺纹间无任何密封介质。干密封管螺纹 规定有较为严格的公差,属精密型螺纹,仅用在特殊场合。这种螺纹有较高 的强度和良好的密封性,在具有薄截面的脆硬材料上采用此螺纹可以减少断 裂现象。NPTF内、外螺纹牙顶与牙底间没有间隙,是过盈配合,而NPT螺 纹是过渡配合。NPTF螺纹主要用于高温高压对密封要求严格的场所。NPT
内螺纹中径的简便测量法 对于小批量、多规格内螺纹中径的测量,采用在万能测长仪上用测钩和带有V形槽的专用附件组合标准尺寸进行比较测量的传统方法,比较麻烦且效率低。本文推荐一种简便的测量方法,其具体测量步骤如下: 根据被测内螺纹的螺距P,在螺纹数值表中选用合适的测量球直径d0,“标准”尺寸的组合方法也与传统方法相同,只是E值不用计算,也不需3~4块量块组合,而只用1块任意尺寸的三等量块(一般选用大于20mm的整数值的量块)代替E值。将其组合成“标准”尺寸的组合体,安放在浮动工作台上,将带有测钩的尾座固定在仪器导轨的适当位置上,再使两测钩的测球与“标准”尺寸组合体的V形槽接触,调整测量头座使仪器的读数值与选用的量块的实测尺寸相符。然后将测量头座固定在仪器的导轨上,重复接触几次,直至读数值稳定。取下组合体,就可以对内螺纹工件进行测量。将读数值A加上各自的修正值K,就是被测内螺纹的实测中径D2,即: D2=A+K (1) 修正值K是仪器在用“标准”尺寸组合体调整仪器读数值时的一个差值,如图1所示,组合“标准”尺寸的量块值等于E,而测球与V形槽接触时相当于被测螺纹D2的位置,我们将仪器的读数值调到与E相同的刻度,因此: K=D20-E 图1 由图1可见: E=X-(a+b) 所以:K=D20-〔x-(a+b)〕=(a+b)+D20-x (2) 式中:D20——被测内螺纹公称中径;X——被测内螺纹牙凹全牙形的尖端距离;a+b——选用的V形测块常数。 D20、x的计算值,在万能测长仪的仪器说明书的附表中均可查到;a+b为常数值,其刻在V形测块上。从式(2)可知,利用原有的螺纹数值表,就可以很容易地求得不同规格的内螺纹中径测量的修正值K。如测量者无此螺纹表,K值可按式(3)计算:
报告 增速机质保部 螺纹检测方案调查报告 一、螺纹的基本牙型及参数 1)公称直径:代表螺纹尺寸的直径,指螺纹大径的基本尺寸; 2)中径(D2、d2):该圆柱母线通过牙型上沟槽和突起宽度相等的地方; 3)作用中径:在规定的旋合长度内恰好包容实际螺纹的一个假想螺纹的中径,该假想螺纹具有基本牙型的螺距、半角及牙型高度,并在牙顶、牙底处留有间隙,以保证不与实际螺纹大、小径处发生干涉。
4)单一中径:一个假想圆柱的直径,该圆柱母线通过牙型上沟槽宽度等于基本螺距一半的地方。 5)旋合长度:两个相互配合的内外螺纹沿轴线方向相互旋合部分的长度。 螺纹大径的基本尺寸(D、d)和螺距P是由设计根据结构需要给出,其他参数可根据下列公式进行计算。 A:外螺纹中径d2=d-2*3/8H= d-0.6495P B:内螺纹中径D2=D-2*3/8H= D-0.6495P C:外螺纹小径d1=d-2*5/8H= d-1.0825P D:内螺纹小径D1=D-2*5/8H= D-1.0825P E:外螺纹最小小径d1min=d-1.299P F:H为构成牙型的原始三角形高度:H=0.866025404P 二、检测方法 1:综合检验---螺纹量规综合检验: 使用螺纹量规综合检验螺纹制件,在成批生产中,是一种方便、高效的检验方法。 螺纹综合量规的使用规则
2.1:大、小径的检验 2.2牙型半角检验 对于普通螺纹通过成型刀和调整机床保证牙型半角,一般不需要检验;当精度要求高(量规)或是调整修摸车刀时必须检验;
度 N O 测量方 法 测量仪器现状备注 1影象法显微镜不适用常用的方法2 螺纹样 板 成组的螺纹样板可粗 略检验牙型角。 未采用 更多判定牙 型是55度或60 度*克恩达样本中P45中有样板介绍。 2.4中径检验 N O 测量方 法 测量仪器现状备注1 螺纹千 分尺 螺纹千分尺 本身精度有限,受牙型 角影响只能检测低精度螺 纹 未采用 2 三针法 检测 千分尺、量针(球)目前采用 目前应用最 多
内螺纹中径的简便测量法 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 对于小批量、多规格内螺纹中径的测量,采用在万能测长仪上用测钩和带有V形槽的专用附件组合标准尺寸进行比较测量的传统方法,比较麻烦且效率低。本文推荐一种简便的测量方法,其具体测量步骤如下: 根据被测内螺纹的螺距P,在螺纹数值表中选用合适的测量球直径d0,“标准”尺寸的组合方法也与传统方法相同,只是E值不用计算,也不需3~4块量块组合,而只用1块任意尺寸的三等量块(一般选用大于20mm的整数值的量块)代替E值。将其组合成“标准”尺寸的组合体,安放在浮动工作台上,将带有测钩的尾座固定在仪器导轨的适当位置上,再使两测钩的测球与“标准”尺寸组合体的V形槽接触,调整测量头座使仪器的读数值与选用的量块的实测尺寸相符。然后将测量头座固定在仪器的导轨上,重复接触几次,直至读数值稳定。取下组合体,就可以对内螺纹工件进行测量。将读数值A加上各自的修正值K,就是被测内螺纹的实测中径D2,即: D2=A+K (1)
修正值K是仪器在用“标准”尺寸组合体调整仪器读数值时的一个差值,如图1所示,组合“标准”尺寸的量块值等于E,而测球与V形槽接触时相当于被测螺纹D2的位置,我们将仪器的读数值调到与E相同的刻度,因此: K=D20-E 图1 由图1可见: E=X-(a+b) 所以:K=D20-〔x-(a+b)〕=(a+b)+D20-x (2) 式中:D20——被测内螺纹公称中径;X——被测内螺纹牙凹全牙形的尖端距离;a+b——选用的V形测块常数。 D20、x的计算值,在万能测长仪的仪器说明书的附表中均可查到;a+b为常数值,其刻在V形测块上。从式(2)可知,利用原有的螺纹数值表,就可以很容易地求得不同规格的内螺纹中径测量的修正值K。如测量者无此螺纹表,K值可按式(3)计算:
Lakwell自动螺纹检测技术 Lakwell Thread Verification Technology 关键词:Lakwell 螺纹检测技术,自动螺纹检测,自动螺纹通止检测,螺纹检测机螺纹检测设备 目录 Thread Verification Units Ready for Integration 固定式螺纹通止检测 Thread Verification Handheld Unit 手持式螺纹通止检测 Thread Verification Module 螺纹检测解决方案 Thread Chasing 螺纹抛光 Thread Verification Turnkey solution 螺纹检测自动化系统交钥匙工程 Application 应用领域 About Us 关于我们 Thread Verification Units Ready for Integration 固定式螺纹通止检测– TVU STH Lakwell 固定式自动螺纹检测。 通过将螺纹通止规旋入螺杆(螺孔)实现对螺纹的自动高速检测。 能够集成通规,止规或者通止复合规。
当在螺纹缺失或不正确的情况下,被高速高灵敏度驱动的通止规能够自动停止并反馈信号。端部的弹簧机构确保通止规在接触螺纹端部时不会伤及产品。 能够精确探测到螺纹的盲孔段。 在螺纹不正确的情况下,不会发生卡死的情况。 集成在自动化工艺中的情况,不正确的螺纹只反馈相应信号,不需要停机处理。 在高速高扭矩情况下,即使是螺纹错误(拒绝)也不会伤及产品和量具。 设置简单,易于使用,能够实现任意角度安装。 通过快换量规能够实现各种螺纹的检测。 用于集成在各种自动化生方案中。 包括机器人专用型号。 自适应弹性接头,即便是在无法实现准确对中的情况下仍然能够准确检测。 Thread Verification Hand Operated Machines 螺纹通止检测工作站– TVS SV, TVM SC, TVS FLX Lakwell高效螺纹自动检测工作站。 通过将螺纹通止规旋入螺杆(螺孔)实现对螺纹的自动高速检测。 能够集成通规,止规或者通止复合规。 通过快换量规能够实现各种螺纹的检测。 简单便捷的夹具快换方式。 机器判定螺纹是否正确。 TVS SV工作台式螺纹检测站。
螺纹塞规校准方法、检测方法 2011-4-2 16:44|发布者: 小编H|查看: 1884|评论: 0|来自: 仪器信息网 摘要: 可采用三针法进行检测,具体方法也就是根据螺纹量规的P(螺距)、螺纹角(牙型角α)来确定量佳针径,其 计算公式是:do= P/=0.57735P(α=60°时)=0.5637P(α=55°时) 1.螺纹中径的检测: 可采用三针法进行检测,具体方法也就是根据螺纹量规的P(螺距)、螺纹角(牙型角α)来确定量佳针径,其计算公式是: do= P/[2COS(α/2)]=0.57735P(α=60°时)=0.5637P(α=55°时); 利用相应之量具仪器,如测长机、光学计、外径千分尺等(视螺纹的精密要求而定),同三针一同组合起来对螺纹的中径进行测量,其计算简化公式为: 螺纹角(牙型角α)为60°的: d2=M-3d0+0.866P=M-A,其中A=3do-0.866P; 螺纹角(牙型角α)为55°的: d2=M-3.1657d0+0.9605P = M-A,其中A=3.1657d0-0.9605P。 在上式中M表示经量具/仪器及三针组合后测出的数值结果。 2.螺纹半角(α/2)的检测: 可将螺纹量具置于万能/大型工具显微镜之两顶尖间,以影象法或干涉法(推荐用干涉法)进行测量。 3.螺距的测量: 同2步,将螺纹量具置于万能/大型工具显微镜的两顶尖之间来进行测量。 4.螺纹大径的测量可通过测长机、光学计、外径千分尺、杠杆外径千分尺等仪器、量具来进行测量。 5.螺纹小径的测量可以以万能或大型工具显微镜来进行测量。 螺纹环规的检定、校准: 1.螺纹环规的检定校准方法有两种,一种主要是以测长仪、测长机及其配件(如内测钩、测球、校对环等)来进行测量,其测量过程较、计算复杂,效率低,对操作人员的要求也很高等。 为提高螺纹环规的检定、校准效率以及降低其检定、校准的复杂性,故计量检定部门(如省市、国防计量等)往往以螺纹校对塞规对工作用螺纹环规进行检定、校准,大家都知道外螺纹的检测比内螺纹的检测要简单得多,这也是采用校对螺纹塞规的主要原因。 螺纹校对塞规一般由4个为一组,用于校对工作螺纹环规通规的(代号“T”或 “GO”IP“等)螺纹塞规为”校通通(“JTT”,国标代号,以下同)和“校通止”(“JTZ”),其合格的条件是以“校通通”顺利全部旋入到被检螺纹环规、以“校通止”(“JTZ”)不能旋入或旋入不超过1.5圈为被检螺纹环规通规的合格;以“校止通”(JZT)能顺利全部旋入到被检螺纹环规止规(“Z”或“NO GO”、“WP”等),以“校止止”(JZZ)不能旋入或旋入不超过1.5圈为螺纹环规止规合格。
螺纹检测技术的发展趋势1.引言 在古代,螺纹是人类最早发明的六种简单机械之一。人们利用螺纹固定战袍的铠甲、压榨油料、制酒、提升物体等。 图1 阿基米德螺纹用于在尼罗河中提水 螺纹具有容易装配的特性,使得比较复杂的机械部件可以由几个几何形状相对简单的零件组装而成,从而大大提高了机械装备制造的工艺性和质量。同时螺纹具有可拆性,使得人们可以方便地对设备进行维修和替换部件。上述优越性,使得螺纹广泛地应用到机械制造、航空航天、核电、化工、军工等领域。螺纹标准也成为重要的机械基础标准。工业国家都制定有自己的螺纹国家标准,国际标准化组织(ISO)成立的第一个标准化技术委员会就是螺纹标准化委员会(ISO/TC1)。如今螺纹标准化已经历经近200年了,螺纹的种类多达500余种。 螺纹零件是机械产品中的最重要的基础性零件,其质量直接影响产品的使用性能,如精度、强度、稳定性和使用寿命等。随着螺纹制造等级越来越高,螺纹在航空航天、军事、车辆、化工等重要领域占据关键位置,螺纹产品的优劣直接影响人们的生命财产安全。如2007年俄罗斯发生的“质子-M”火箭爆炸事故,就是因为负责在二、三级火箭分离时起爆炸解锁作用的爆炸螺栓没有正常工作。 图2 俄罗斯“质子-M”火箭爆螺纹零件的机械性能除与材料、加工工艺相关外,几何参数的加工质量也是影响其性能的重要因素。因此,螺纹几何参数的检测是螺纹零件生产过程中的重要环节。对螺纹进行测量分析,给出评定,可以有效减少不合格螺纹的使用,预防连接失效。
传统的检测方法大多只对螺纹的部分螺纹参数分别测量,缺少整体的合格判定依据,已不能满足生产的实际需要。 2.螺纹定义、分类和参数简介 螺纹的定义 螺纹是指在圆柱(或圆锥)面上,沿着螺旋线而形成的,具有相同剖面的连续凸起或沟槽(见图4)。螺纹有外螺纹、内螺纹之分。 图4 螺纹示意图 螺纹的分类 螺纹按标准分类可以分为标准螺纹和特殊螺纹。标准螺纹可分为普通螺纹、管螺纹、梯形螺纹、锯齿形螺纹等,具有通用性和互换性等特点,广泛应用于各种工业场合;而特殊螺纹(如矩形螺纹、端面螺纹、变导程螺纹等)主要应用于有特殊要求的机械结构中。 螺纹按用途可分为连接螺纹、传动螺纹和密封螺纹三大类。 螺纹的主要参数 螺纹是多参数的复杂零件,主要几何参数有中径(D 2,d 2 )、大径(D,d)、小径(D 1 , d 1 )、螺距P、牙型半角α/2、螺纹升角φ、螺纹旋合长度等。 图5 外螺纹的几何参数定义 任何参数的误差,都会对螺纹的整体质量产生重要影响。影响螺纹互换性和工作质量的几何参数主要就是中径、螺距和牙型半角三项。为了保证螺纹的互换性,各国都制定或遵循了相应的螺纹标准,标准中对螺纹的几何参数,如大径、中径、小径、螺距(导程)、牙型角等的公差都进行了严格规定。因此,需要对螺纹参数进行严格的检测分析,减少不
2008年第4期管道技术与设备 Pi peline Technique and Equi pment 2008No 14 收稿日期:2007-08-26收修改稿日期:2008-04-24 基于机器视觉的非接触式螺纹参数测量系统 袁鹏斌 1,2 ,袁宗明1,欧阳志英 2 (1.西南石油大学,四川成都610500;2.上海海隆石油管材研究所,上海200941 摘要:文中采用光机电一体化的思想,将光源、CC D 、计算机等有机结合,开发了一种基于面阵CC D 技术的石油管螺纹参数智能化测量系统。生产现场测量结果表明:该系统具有重复性好、精度高、检测速度快等优点,此外,此系统具有抗环境光及振动干扰,可操作性强等特点,适用于各种规格钢管外螺纹参数的在线测量。关键词:机器视觉;非接触式;螺纹参数;测量 中图分类号:TG85文献标识码:B 文章编号:1004-9614(200804-0020-03 Non 2con t act Thread M ea sur i n g I n stru m en t Ba sed on M ach i n e V isi on Y UAN Peng 2bin 1,2 ,Y UAN Z ong 2m ing 1,OUY ANG Zhi 2ying 2
(1.Southwest Petroleu m Un i versity,Chengdu 610500,Ch i n a; 2.Shangha i H ilong Petroleu m Tubul ar Goods Research I n stitute,Shangha i 200941,Ch i n a Abstract:An oil p i pe thread para meter aut omatic measuring instru ment based on machine visi on,which is designed after the concep t of op tical 2mechanical 2electrical integrati on,is devel oped and intr oduced .I ndustrial trial results show that,compared with conventi onal manual method,this one has such advantages as a higher stability and a faster measure ment s peed .Additi onally,this instru ment have other favorable characteristics,f or exa mp le,high anti 2vibrati on and envir on mental light interference ability,easy t o operate,and app licable t o the on 2line outside thread para meter measure ment f or vari ous types of steel p i pe .Key words:machine visi on;non 2contact;thread parameter;measuring 0引言 石油管螺纹不仅有AP I 专用螺纹,还根据密封性和高抗扭矩等要求,开发了许多特殊螺纹。传统的接触式测量方法不仅精度低,易引起人为误差,而且效率低,通常只能对产品进行抽检,易造成不合格产品进入市场,造成巨大的经济损失。为此,迫切需要自动的螺纹检测设备来保证产品的质量。基于机器视觉的测量系统由于具有智能化、高精度、高效率等优点而成为研究的热点,在半导体、电子、农业、汽车等行业的应用不断扩大[1-8]。但在国内,尚无能直接应用于100%检测螺纹参数的生产线,石油管螺纹参数现场检测多采用螺纹量规、塞规、螺纹单项仪等量具来进行。基于机器视觉的非接触式螺纹参数测量系统,能100%在线检测。以AP I 标准中参数的 1/4为设计参数标准,一次能测量多个参数。系统具有较好的适应环境能力,如抗环境光干扰、抗振动及操作简单等。该系统的成功研制与应用结束了石油管螺纹用螺纹量规计量传递检测的历史,该系统获得了国家实用新型专利[9]。 1系统组成及工作原理 测量系统由近红外准直光源、被测品定位器、光学接收器、面阵CC D 与驱动器及电源、图像采集卡、数据处理软件、操控软件、显示器及输出设备等组成。
NPTF螺纹检验方法 螺纹规作用: L1规是检验螺纹基面尺寸。 L3(L2)规是检验螺纹有效长度。 光规(Crest)是检验螺纹大径锥度。 螺纹规组成: L1规由Min(最小),Basic(基准),Max(最大)三个台阶组成,Min(最小)与Max(最大)之间的距离为2T(2个螺距),它们三者之间的关系是: (T=2个螺距) Max(最大)区域 B(基准)区域 Min(最小)区域 L2规由Min(最小),Basic(基准),Max(最大)三个台阶组成,Min(最小)与Max(最大)之间的距离为2T(2个螺距)。 光规(Crest)由Mn和 Mnt,B和 BT,Mx和 Mxt六个台阶组成。 检验判定方法: 首先,量规及零件的螺纹必须清洁、无毛刺。 参考点在零件的端面。端面倒角深度必须超过螺纹的小径(底径)。 1,用L1规检验螺纹;螺纹端面在最大(Max)与最小(Min)之间为合格,否则判定螺纹不合格; L1使用后,会有三种情形出现:不到基准面在1圈内;与基准面平;超过基准面在1圈内。 对于螺纹规具体位置可借助游标卡尺进行测量,根据测量的实际数值来划分属于那个位置。三者之间的具体区域划分如下: Max(最大)+(-)2/3T(螺距), B(基准)±1/3T(螺距), Min(最小)+(-)2/3T(螺距)。 2,L1判定合格后,用L2规检验。 L2规检验螺纹;螺纹端面在最大(Max)与最小(Min)之间为合格,否则判定螺纹不合格; L2规的位置为L1规检验时位置的±1/2T(螺距),即根据L1规检验时的位置,来确定 L2规是否在±1/2T(螺距)内。即 L1规在最大(Max)位置时,L2规(环规)在最大至+1/2T内为合格 L2规(塞规)在最大至-1/2T内为合格 L1规在B基准位置时,L2规(环规与塞规)在B基准的±1/2T内为合格 L1规在最小(Min)位置时,L2规(环规)在最小至-1/2T内为合格 L2规(塞规)在最小至+1/2T内为合格 3,L1&L2判定合格后再用Crest规(锥度规),锥度规放入螺纹内不可以有
内螺纹的加工方法 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 内螺纹加工方法大汇总,不容错过!分析评估和合理选用不同的内螺纹加工方法,可以帮助零件制造商高效而经济地加工出高质量螺纹孔。本文整理了内螺纹的五种主要加工方法:攻丝、车削、铣削、磨削和挤压成形的优势与劣势,供大家参考! 一、内螺纹加工方法之攻丝 对于许多螺纹加工,攻丝是一种有效而常用的加工方法,其通常具有最低的初始成本,但从总体上看经济性并不一定最好。 攻丝作为一种连续切削工艺,工件材料由顺序排列的切削刃依次切除,通过一次走刀即可获得最终螺纹尺寸。丝锥按照螺纹的大径、小径和中径尺寸专门生产,由于丝锥必须在一次走刀的同时完成粗、精加工,因此必须有效地排出大量切屑,并可能产生过大的压力,从而导致螺纹质量出现问题或造成丝锥损坏。 攻丝加工时,切屑控制是一个不容忽视的大问题,尤其在加工硬度较低、粘性较大、易产生长条形切屑的工件材料时。这些条状切屑有可能围绕丝锥形成鸟巢状切屑团或
积聚在排屑槽中,导致丝锥在孔中折断。铝、碳钢和300系列不锈钢通常是切屑控制方面最具挑战性的工件材料。 丝锥可以加工硬度低于HRC50的几乎任何工件材料,一些刀具制造商提供的丝锥甚至可以加工硬度高达HRC65的工件材料。 孔径是另一个需要考虑的因素。大多数最终用户只能对直径小于16mm的螺孔进行攻丝加工,如果孔径超过16mm,就会面临机床是否有足够大的功率来转动丝锥的问题。当螺孔直径小于6.35mm时,由于容屑空间有限,加上小直径丝锥强度较低,攻丝加工也很容易出问题。 此外,丝锥能加工的内螺纹长度通常可达到其直径的3倍以上。对于深孔螺纹而言,丝锥的加工速度往往比单齿螺纹铣刀更快。只要能成功地将切屑排出孔外,就可以对深度在丝锥设计允许范围内的螺孔进行攻丝加工。 由于直径和螺距是固定不变的,因此一支丝锥不能加工不同规格的螺孔。此外,由于攻丝时丝锥与孔壁的接触面积较大,并会产生很大的切削力,因此丝锥有可能折断并卡死在孔中,从而造成工件报废。为了有效完成加工,攻丝对润滑剂也有很高的要求。 二、内螺纹加工方法之车削 加工内螺纹的另一种方式是在多轴机床或车床上,用可转位刀片式或整体式小型镗刀车削螺纹。这种加工既可以使用单齿刀片,也可以使用多齿刀片。多齿刀片的每个切
螺纹检测技术的发展趋 势 Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT
螺纹检测技术的发展趋势1.引言 在古代,螺纹是人类最早发明的六种简单机械之一。人们利用螺纹固定战袍的铠 甲、压榨油料、制酒、提升物体等。 图1 阿基米德螺纹用于在尼罗河中提水 螺纹具有容易装配的特性,使得比较复杂的机械部件可以由几个几何形状相对简单 的零件组装而成,从而大大提高了机械装备制造的工艺性和质量。同时螺纹具有可拆 性,使得人们可以方便地对设备进行维修和替换部件。上述优越性,使得螺纹广泛地应 用到机械制造、航空航天、核电、化工、军工等领域。螺纹 标准也成为重要的机械基础标准。工业国家都制定有自己的 螺纹国家标准,国际标准化组织(ISO)成立的第一个标准 化技术委员会就是螺纹标准化委员会(ISO/TC1)。如今螺 纹标准化已经历经近200年了,螺纹的种类多达500余种。 螺纹零件是机械产品中的最重要的基础性零件,其质量直接影响产品的使用性能,如精度、强度、稳定性和使用寿命等。随着螺纹制造等级越来越高,螺纹在航空航天、军事、车辆、化工等重要领域占据关键位置,螺纹产品的优劣直接影响人们的生命财产安全。如2007年俄罗斯发生的“质子-M”火箭爆炸事故,就是因为负责在二、三级火箭分离时起爆炸解锁作用的爆炸螺栓没有正常工作。 图2 俄罗斯“质子-M”火箭爆螺纹零件的机械性能除与材料、加工工艺相关外,几何参数的加工质量也是影响其 性能的重要因素。因此,螺纹几何参数的检测是螺纹零件生产过程中的重要环节。对螺 纹进行测量分析,给出评定,可以有效减少不合格螺纹的使用,预防连接失效。
一、目的:规范公司技术员,检验员,操作员对NPT螺纹的了解。 二、适用范围:适用于公司任何NPT螺纹类产品,参考资料为通用管螺纹和国家标 准。 三、目录 1、NPT和NPTF介绍 2、螺纹技术参数参数讲解 3、NPT与NPTF加工工艺 4、NPT和NPTF的检测方法 四、内容: 和NPTF螺纹介绍 NPT 是 National (American) Pipe Thread 的缩写,属於美国标准的 60 度锥管密封 螺纹,用於北美地区,美国标准为13)通用管螺纹.国家标准可查阅。NPTF:美制干密 封圆锥管螺。NPTF = National Pipe Thread Fine 称之为一般用途的锥管螺纹,这也是我们以前称之为的布氏锥螺纹。NPTF螺纹称之为干 密封式锥管螺纹,它连接密封的原理是在没有润滑剂或密封填料情况下完全依靠螺纹自 身形成密封,设计意图是使内、外螺纹牙的侧面、牙顶和牙底同时接触,来达到密封的 目的。它们两者的牙型角、斜度等指标都是相同的,关键是牙顶和牙底的削平高度不一 样,所以,量规的设计也是不一样的。NPTF干密封管螺纹的牙形精度比NPT螺纹高,旋 合时不用任何填料,完全依靠螺纹自身形成密封,螺纹间无任何密封介质。干密封管螺 纹规定有较为严格的公差,属精密型螺纹,仅用在特殊场合。这种螺纹有较高的强度和 良好的密封性,在具有薄截面的脆硬材料上采用此螺纹可以减少断裂现象。NPTF内、外 螺纹牙顶与牙底间没有间隙,是过盈配合,而NPT螺纹是过渡配合。NPTF螺纹主要用于 高温高压对密封要求严格的场所。NPT内外螺纹均为圆锥,而NPTF外螺纹是圆锥,内螺 纹则有圆锥、圆柱两种;NPT有右旋也有左旋,NPTF只有右旋一种旋向。 用NPTF丝锥在攻NPT螺纹是可以接受的,但是NPT丝锥不能用于NPTF螺纹,因为它生 产的螺纹会漏气。NPT有右旋和左旋两种螺纹,而NPTF只有一种右旋螺纹。 螺纹技术参数讲解 图1 美国国家标准锥管螺纹(NPT)的基本形状 NPT螺纹参数: =60°尖角螺纹的高度 锥螺纹锥角β=1 °47”(单边), 锥螺纹锥度比=1/16(直径:长度) p=产品螺纹高度 fc=齿顶削平深度 p=1/n=螺距(平行于轴测量) fr=齿底削平深度 n=每英寸螺纹数 Fc=齿顶平面宽度 α=30°螺纹侧角 Fr=齿底平面宽度 螺纹截断面的基本最大深度h(见图1),决定于加工中刀具的参数和锁紧连接的方式。 内螺纹和外螺纹的顶部和根部,削牙时可以平行于螺距线或平行于轴线。管螺纹的顶部和根部被削平最少。这些管螺纹被削平的最大深度可以在下表中找到。削平高度决定了外螺纹的大径和内螺纹的小径的公差值。
螺纹检测方案调查报告 一、螺纹的基本牙型及参数 1)公称直径:代表螺纹尺寸的直径,指螺纹大径的基本尺寸; 2)中径(D2、d2):该圆柱母线通过牙型上沟槽和突起宽度相等的地方; 3)作用中径:在规定的旋合长度内恰好包容实际螺纹的一个假想螺纹的中径,该假想螺纹具有基本牙型的螺距、半角及牙型高度,并在牙顶、牙底处留有间隙,以保证不与实际螺纹大、小径处发生干涉。 4)单一中径:一个假想圆柱的直径,该圆柱母线通过牙型上沟槽宽度等于基本螺距一半的地方。
5)旋合长度:两个相互配合的内外螺纹沿轴线方向相互旋合部分的长度。 螺纹大径的基本尺寸(D、d)和螺距P是由设计根据结构需要给出,其他参数可根据下列公式进行计算。 A:外螺纹中径d2=d-2*3/8H= d-0.6495P B:内螺纹中径D2=D-2*3/8H= D-0.6495P C:外螺纹小径d1=d-2*5/8H= d-1.0825P D:内螺纹小径D1=D-2*5/8H= D-1.0825P E:外螺纹最小小径d1min=d-1.299P F:H为构成牙型的原始三角形高度:H=0.866025404P 二、检测方法 1:综合检验---螺纹量规综合检验: 使用螺纹量规综合检验螺纹制件,在成批生产中,是一种方便、高效的检验方法。螺纹综合量规的使用规则 2.1:大、小径的检验
2.2牙型半角检验 对于普通螺纹通过成型刀和调整机床保证牙型半角,一般不需要检验;当精度要求高(量规)或是调整修摸车刀时必须检验; 2.3螺距P的检测 *克恩达样本中P45中有样板介绍。
2.4中径检验 2)三针法检测螺纹中径
项目六螺纹测量 教学目标 通过本项目学习和实践,使学生掌握普通螺纹的基本几何参数及其对螺纹互换性的影响;掌握普通螺纹的合格性判断及其公差与配合;掌握使用螺纹千分尺测量普通外螺纹中径、利用三针测量法测量梯形(普通)螺纹中径;掌握使用工具显微镜测量螺距、中径、牙型半角等。 教学重点和难点 重点:普通螺纹的公差与配合、正确使用螺纹千分尺测量普通外螺纹中径、利用三针测量法正确测量梯形(普通)螺纹中径,正确使用工具显微镜测量螺距、中径、牙型半角等。 难点:螺纹中径、顶径极限尺寸的确定、正确使用螺纹千分尺测量普通外螺纹中径、利用三针测量法正确测量梯形(普通)螺纹中径、正确使用工具显微镜测量螺距、中径、牙型半角等。 学时分配 教学内容 一、螺纹的分类及使用要求1.分类联接螺纹,如普通螺纹(米制三角形螺纹)传动螺纹,如梯形螺纹、矩形螺纹等.作用:联接、传递运动和动力、定位、密封等。2.要求:3①可旋入性②联接可靠性③有足够的强度和准确的位移 二、普通螺纹的基本几何参数 1.原始三角形高度H 2.大径D或d 与内螺纹牙底或外螺纹牙顶重合的假想圆柱体的直径。国标规定:普通螺纹大径的基本尺寸为公称尺寸。 3.小径D1或d1 与内螺纹牙顶或外螺纹牙底重合的假想圆柱体的直径。 4.中径D2或d2 母线在H/2处的假想圆柱体直径。牙厚和牙槽的宽相等。 5.螺距P 相邻两牙在中径母线上对应两点间的轴向距离。国标规定了螺距和公称直径的关系,见表5-5。6.单一中径D2单一或d2单一 螺纹牙槽宽等于P一半处所在的假想圆柱体直径。 7.牙型角α与牙型半角α/2 (1)牙型角α 螺纹牙型上相邻两牙侧间的夹角普通螺纹α=60° (2)牙型半角α/2 牙侧与螺纹轴线垂直线间的夹角。
车螺纹的步骤与方法 Final revision by standardization team on December 10, 2020.
车螺纹的步骤与方法:(低速车削三角形螺纹Vく5米∕分) 1、车螺纹前对工件的要求: 1)螺纹大径:理论上大径等于公称直径,但根据与螺母的配合它存在有下偏差(—),上偏差为0;因此在加工中,按照螺纹三级精度要求。螺纹外径比公称直径小。 螺纹外径D=公称直径— 2)退刀槽:车螺纹前在螺纹的终端应有退刀槽,以便车刀及时退出。 3)倒角:车螺纹前在螺纹的起始部位和终端应有倒角,且倒角的小端直径く螺纹底径。4)牙深高度(切削深度):h1= 2、调整车床:先转动手柄接通丝杠,根据工件的螺距或导程调整进给箱外手柄所示位置。调整到各手柄到位。 3、开车、对刀记下刻度盘读数,向右退出车刀。 4、合上开合螺母,在工件表面上车出一条螺旋线,横向退出车刀,并开反车把车刀退到右端,停车检查螺距是否正确(钢尺)。 5、开始切削,利用刻度盘调整切深(逐渐减小切深)。注意操作中,车刀将终了时应做好退刀、停车准备,先快速退出车刀,然后开反车退回刀架。吃刀深度控制,粗车时 t=~,精车时tく。 六、螺纹的测量: 1、单向测量法:
1)顶径的测量:螺纹顶径的尺寸,一般都允许有较大的误差,外螺纹顶径可用游标卡尺或千分尺测量,内螺纹顶径可用游标卡尺测量。 2)螺距的测量:螺距一般可用钢尺测量, 3)中径的测量:(1)用螺纹千分尺测量螺纹中径。(2)用三针法测量螺纹中径。三针法测量螺纹中径是一种比较精密的测量方法。 2、综合测量法:综合测量法就是对螺纹的各项尺寸用螺纹量规进行综合性的测量 七、安全生产: 1)车螺纹前检查车床正反车操纵机构及开合螺母等,以防操作失灵。 2)在吃刀时注意不要多摇进一圈,否则会发生车刀撞坏,工件顶弯或飞出等事故。 3)不能用手模螺纹表面,更不能用棉纱去擦正在旋转的螺纹工件,以防发生事故。 车螺纹的步骤与方法:(低速车削三角形螺纹Vく5米∕分) 1、车螺纹前对工件的要求: 1)螺纹大径:理论上大径等于公称直径,但根据与螺母的配合它存在有下偏差(—),上偏差为0;因此在加工中,按照螺纹三级精度要求。螺纹外径比公称直径小。 螺纹外径D=公称直径— 2)退刀槽:车螺纹前在螺纹的终端应有退刀槽,以便车刀及时退出。 3)倒角:车螺纹前在螺纹的起始部位和终端应有倒角,且倒角的小端直径く螺纹底径。