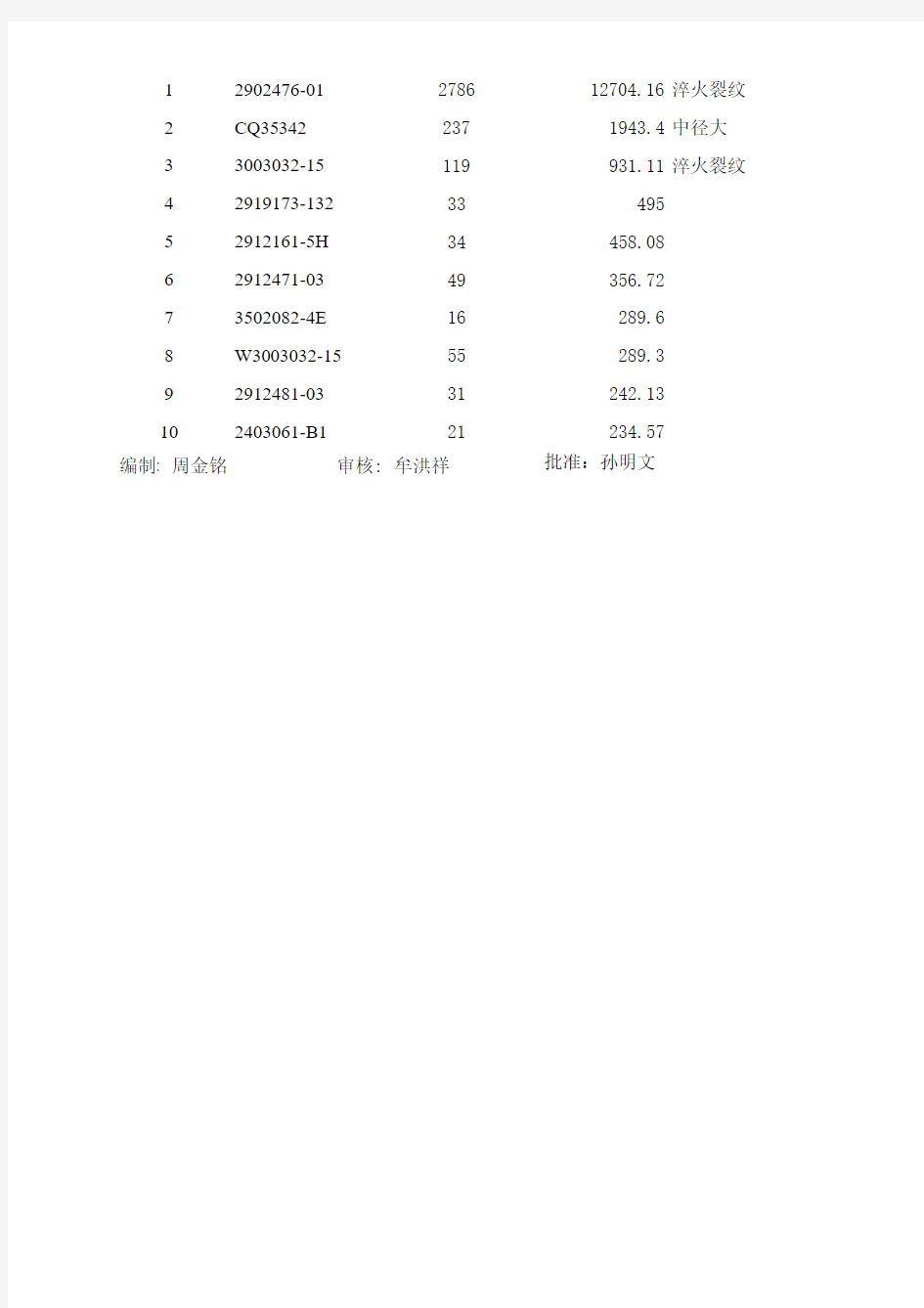
2 原因分析: 环
材料
人员
序号
零件号
报废数量
报废金额
报废主要原因
3 纠正措施:
尽早采用热挤压加工工艺,确保零件合格。 4 对我厂金额最高的前10个品种统计分析:
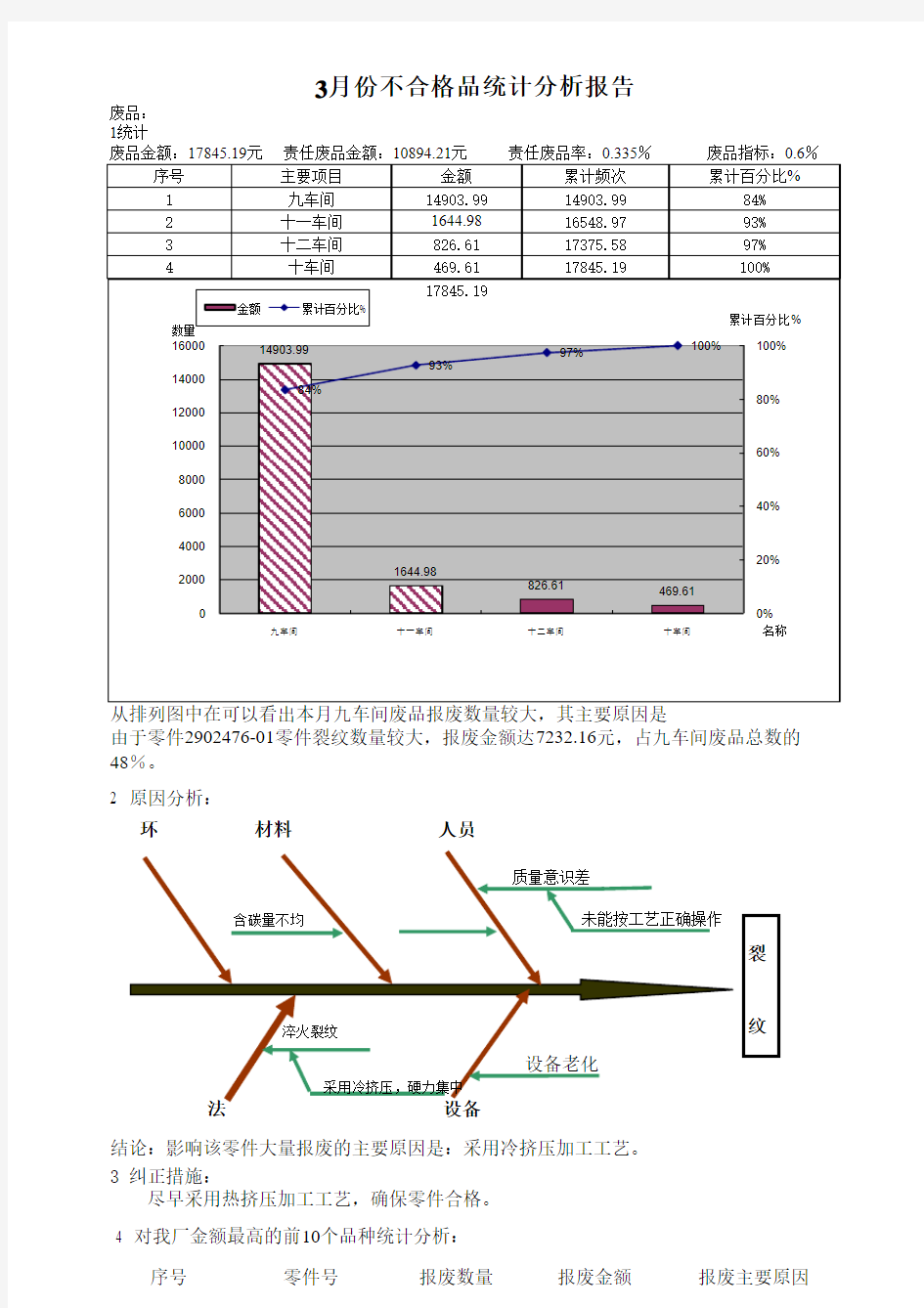
由于零件2902476-01零件裂纹数量较大,报废金额达7232.16元,占九车间废品总数的48%。3月份不合格品统计分析报告
废品:1统计
结论:影响该零件大量报废的主要原因是:采用冷挤压加工工艺。裂
纹
12902476-01278612704.16淬火裂纹2CQ353422371943.4中径大
33003032-15119931.11淬火裂纹42919173-13233495
52912161-5H34458.08
62912471-0349356.72
73502082-4E16289.6
8W3003032-1555289.3
92912481-0331242.13
102403061-B121234.57
编制: 周金铭 审核:牟洪祥批准:孙明文
指标:0.6
%
纠正措施责任单位
富奥标准件分公司九车间
富奥标准件分公司