计划完成日期
车间
生产设备\
NO 品名
重量/KG
NO 品名
重量/KG
11223344556677889910101111121213131414151516161717181819192020212122222323242425
25
19052703/C -19052703/C -19052703/C -19052703/C -19052703/C -品名
批次
单位
数量
尾料
填单人
19052703/C -19052703/C -19052703/C -19052703/C -19052703/C -19042801/P -19052703/C -19042801/P -19052703/C -19042801/P -19052703/C -19052703/C -19052703/C -19052703/C -19052703/C -19052703/C -19052703/C -19052703/C -19042801/P -19042801/P -19042801/P -19042801/P -19042801/P -主机/Hz
\
分级/Hz
过程记录
日期产出
尾粉/KG 操作人
确认人
批次批次开关机时
间
投入
技术确认
工艺要求
进料/Hz
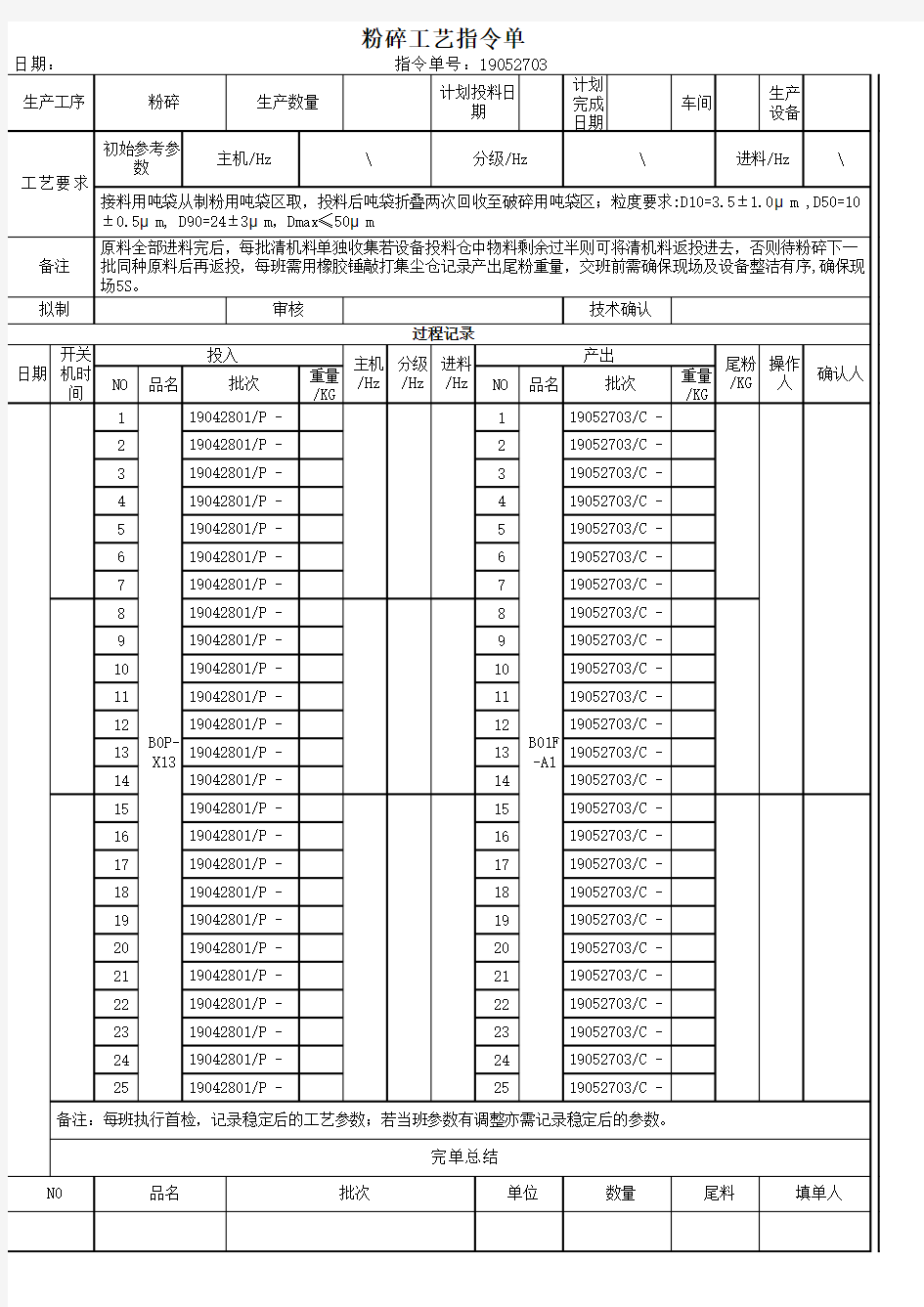
接料用吨袋从制粉用吨袋区取,投料后吨袋折叠两次回收至破碎用吨袋区;粒度要求:D10=3.5±1.0μm ,D50=10±0.5μm, D90=24±3μm,Dmax≤50μm
\
初始参考参
数
19042801/P -19052703/C -19042801/P -19052703/C -备注原料全部进料完后,每批清机料单独收集若设备投料仓中物料剩余过半则可将清机料返投进去,否则待粉碎下一批同种原料后再返投,每班需用橡胶锤敲打集尘仓记录产出尾粉重量,交班前需确保现场及设备整洁有序,确保现场5S。
拟制审核
进料/Hz 19052703/C -主机/Hz 分级/Hz 19042801/P -19042801/P -19042801/P -19042801/P -19042801/P -19052703/C -安徽科达洁能新材料有限公司
粉碎工艺指令单
生产工序
粉碎生产数量
计划投料日
期
N0
B0P-X13
19042801/P -19042801/P -19042801/P -19042801/P -19042801/P -19042801/P -完单总结
19042801/P -19042801/P -19042801/P -19042801/P -19052703/C -B01F
-A1
备注:每班执行首检,记录稳定后的工艺参数;若当班参数有调整亦需记录稳定后的参数。