赛多利斯一次性生物反应器
高性能一次性平台
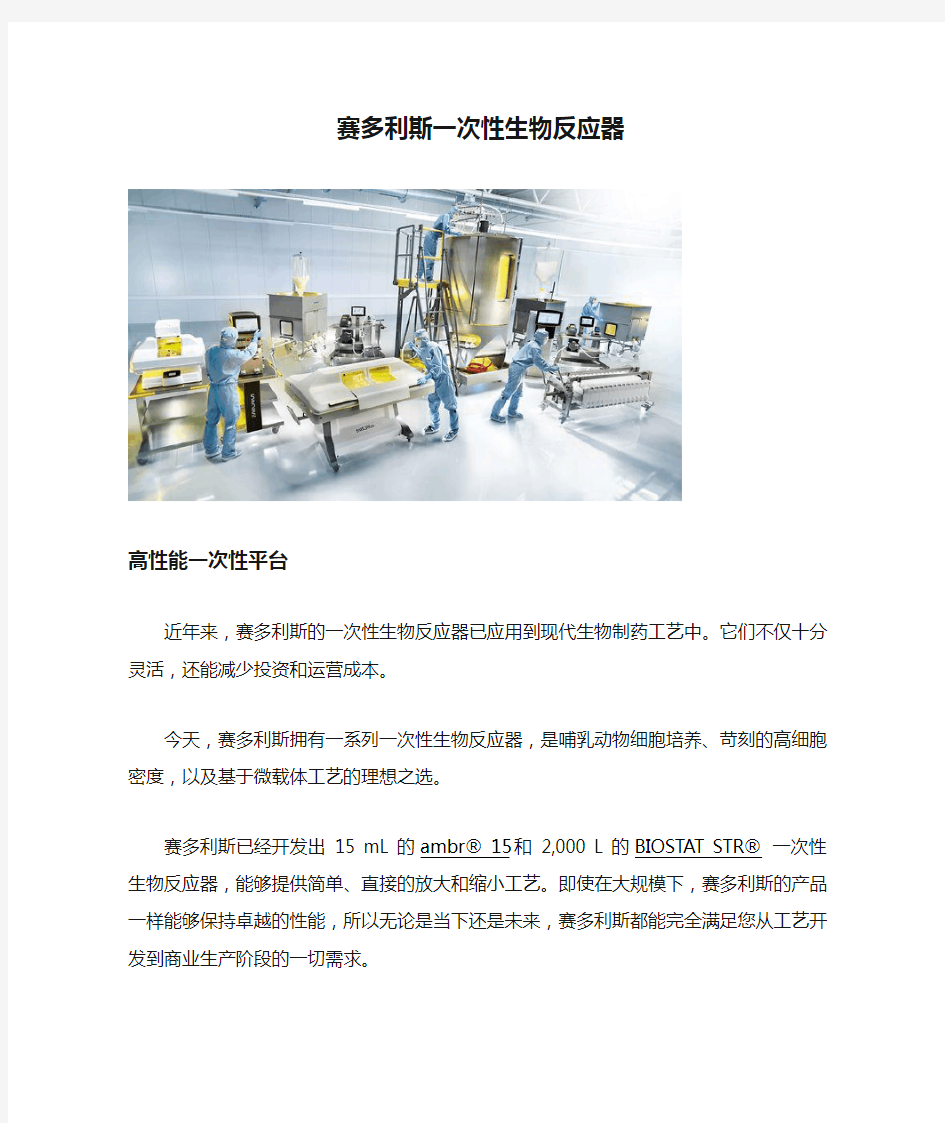
近年来,赛多利斯的一次性生物反应器已应用到现代生物制药工艺中。它们不仅十分灵活,还能减少投资和运营成本。
今天,赛多利斯拥有一系列一次性生物反应器,是哺乳动物细胞培养、苛刻的高细胞密度,以及基于微载体工艺的理想之选。
赛多利斯已经开发出15 mL 的 ambr? 15 和2,000 L 的 BIOSTAT STR?一次性生物反应器,能够提供简单、直接的放大和缩小工艺。即使在大规模下,赛多利斯的产品一样能够保持卓越的性能,所以无论是当下还是未来,赛多利斯都能完全满足您从工艺开发到商业生产阶段的一切需求。
利用ambr?方案开发您的工艺。借助赛多利斯的Flexsafe? RM 工艺袋,组合成为种子培养中的预发酵罐;最后使用的Flexsafe STR?工艺袋用于珍贵产物的临床或商业生产。
Flexsafe?薄膜是赛多利斯一次性生物反应器的一大核心要素。Flexsafe?可确保最敏感的细胞系具有卓越的可重复生长行为,并在所有步骤中满足您对稳健
性和易用性的一切要求。为您提供前所未有的供应保证。赛多利斯与树脂和薄膜供应商的长期战略合作关系,确保了完全的可追溯性。
1.ambr? 15 细胞培养系统
2.ambr? 15 微生物发酵系统
3.ambr? 250 高通量系统
4.ambr? 250 高通量灌注培养系统
5.ambr? 250 modular 系统
6.BIOSTAT STR? & Flexsafe STR?
7.BIOSTAT? RM & Flexsafe? RM
8.BIOSTAT? RM TX & Flexsafe? RM TX 工艺袋
9.UniVessel? SU
连接上游
深入了解赛多利斯集成上游平台的概念。一次性技术是这一系列产品的支柱,不仅确保了卓越的工艺安全性和最佳的上市时间,还降低了产品成本。赛多利斯的薄膜供应确保完全的可追溯性。
细胞培养创新
在过去十年中,赛多利斯一直致力于上游技术的开发和优化,以应对重要的工业挑战。BioProcess international 补充说明了赛多利斯团队开发的各项产品及其特性,其中配有Flexsafe?薄膜的一流完整上游平台可助力客户实现安全、卓越和可重复的细胞培养支持。
?细胞培养的创新|生物工艺 PDF | 4.4 MB | 2020年5月13日
在培养液和工艺未优化情况下 细胞悬浮培养密度可达 2.5 X 107cells/ml 一个50L纸片载体灌注系统的体积产量相当于1200个大转瓶的生产车间! 20-40ml 模拟反应器系统用于工艺优化研究。 https://www.doczj.com/doc/2d632627.html, 激流式灌注反应器 激流式灌注反应器配合激流式生物反应器使用,采用新型外循环式纸片灌注培养工艺,以纸片作为载体,利用激流式细胞培养器控制溶氧、pH、温度等细胞生长条件。
◆ 激流式灌注反应器细胞生长数据 ● 蛋白抗体生产用纸片载体灌注式不同细胞生长密度×纸片载体总重量 细胞名称5L灌注系统(细胞数/克载 体×载体总重量150克)50L灌注系统(细胞数/克载体× 载体总重量1200克) 150L灌注系统(细胞数/克载体 ×载体总重量3600克) CHO-K1 13.7×108cells/g×150g 16.4×108cells/g×1200g 正在进行中 CHO-S 21.0×108cells/g×150g 25.0×108cells/g×1200g 18.0×108cells/g×3600g 结论:一个150L纸片载体灌注系统连续灌注和丰收一个月的体积产量相当于一个国际水平的1500L的大型流加悬浮 培养罐。 优势:一次性使用纸片灌注系统,工艺简单,细胞生存活力特别稳定,适合于发展中国家大规模蛋白质和抗体药物生产。 ● 疫苗生产用纸片载体灌注式不同细胞生长密度×纸片载体总重量 细胞名称 5L灌注系统(细胞数/克载体 ×载体总重量150克) 50L灌注系统(细胞数/克载 体×载体总重量1200克) 150L灌注系统(细胞数/克载 体×载体总重量3600克) VERO(人) 6.0×108cells/g×150g 6.5×108cells/g×1200g 正在进行中 MDCK(人) 5.0×108cells/g×150g 正在进行中 正在进行中 Marc145(兽) 3.5×108cells/g×150g 正在进行中 正在进行中 ST1(兽) 4.0×108cells/g×150g 正在进行中 正在进行中 DF-1(鸡) 2.5×108cells/g×150g 正在进行中 正在进行中 CIK(鱼) 1.0×108cells/g×150g 正在进行中 正在进行中 EPC(鱼) 1.2×108cells/g×150g 正在进行中 正在进行中 结论:1、一个50L纸片载体灌注系统的体积产量相当于1200个大转瓶的生产车间,特别适合于大规模人用、兽(包括鸡和鱼)疫苗生产。同时,也是适合烈性传染病(例如禽流感和SARS)国家和军队的疫苗应急生产方法。 2、低成本、一次性使用,适合于发展中国家大规模疫苗生产的全部中国制造的高端生物反应器。 优势:1、由于一次性使用纸片灌注系统细胞密度特别高,所以细胞之间生长的相互支持力度大,生存活力特别强。 2、与使用转瓶和微载体冲洗和酶消化的接种方法相比,一次性使用纸片灌注系统细胞容易冲洗和酶消化,所 以解决了逐级放大的接种问题。 3、实现DO、pH、温度等培养条件的自动控制 ◆ 激流式灌注反应器的优势 ● 系统无气升装置、鼓泡或搅拌器,使剪切力最小化。 ● 培养液以一定流速流过纸片,供给贴壁依赖性细胞所需养分,在细胞周围形成稳定的流体轨道,可提供细胞生 长、交流和形成的三维结构。 ● 新型纸片适用于多种细胞系,可提供传统培养模式(转瓶等)无法比拟的细胞吸附面积,更利于细胞吸附和生 长。 ● 可解决贴壁培养放大问题,且空间占用少、操作简便、条件要求低。 ● 一次性纸片灌注培养系统用后就弃,可避免交叉污染、缩短批间处理周期,无需清洗、消毒、验证,极大地提 高工作效率。 ● 灌注袋事先经过γ射线照射,即拆即用。灌注袋也适用于5L,50L,150L激流式反应器。 激流式灌注反应器培养体系能力比一般反应器高出20倍,是细胞商业化培养、疫苗工业大规模生产的首选。
膜生物反应器(MBR)的应用研究及其国内外的应用现状 一、我国的水资源及污水处理现状 我国是一个严重缺水的国家,我国人均水资源量仅为世界人均拥有量的1/4 其中华北地区人均水资源量小于400m3,已属于严重缺水地区。我国是世界上严重缺水的十二个国家之一。 我国目前工业污水的再生回用率仅为6%,远远低于发达国家的水平,市政污水的回用率更低。 我国万元GDP用水量是世界平均水平的5倍,是美国的8倍,德国的11倍。 水资源的管理已经成为我国经济和社会协调发展的关键问题之一。中国目前水资源浪费及污染现象相当严重,据统计,工业废水在2000年的排放量为194亿立方米,生活污水2000年的排放量为221亿立方米,按照这种速度,中国的水资源将在73年后被用尽,而如果水资源利用不加强管理、污水又得不到很好的处理与管理,进而污染到地下水,那么这个时间将会更短。目前,我国的水环境污染已经到了“有河皆枯,有水皆污”的地步,其治理任务刻不容缓。表1是对国内近年污水排放量的统计数据及2010年的预测数据。 表 1 国内近年污水排放量统计 据统计,我国的江河湖泊和水库中,已经受污染的约占82.3%;全国设立有监测系统的1200条河流中,已有850条受到污染;七大水系中,一半以上受到不同程度的污染,达不到安全饮用水源的标准,已基本丧失直接使用得功能;沿海水体发生赤潮和富营养化现象增多。因此,水环境的保护和治理已成为我国实现可持续社会发展的重要任务。 2005年,全国废水排放总量524.5亿吨,比上年增加8.7%。其中工业废水排放量243.1亿吨,比上年增加10.0%。城镇生活污水排放量281.4亿吨,比上年增加7.7%。废水中化学需氧量排放量1414.2万吨,比上年增加5.6%。废水中氨氮排放量149.8万吨,比上年增加12.6%。据统计,2000年我国县及县以上工业废水处理率和排放达标率分别为94.7%和82.1%。但实际上达标处理的工业废水量远达不到上述值,因为一些调查统计表明,我国工业废水处
反应器细胞培养技术在疫苗生产中的应用和发展 王建超、张韧、陈文庆、阎杰 北京天和瑞生物科技有限公司,北京市昌平科技园白浮泉路11号,邮编:102200 摘要我国疫苗市场正迅速发展,疫苗生产技术也正经历着一场深刻的技术革新:从大规模转瓶培养动物细胞疫苗工艺技术向生物反应器培养动物细胞疫苗工艺技术的转变。这种疫苗工艺技术的转变,合乎世界生物制药发展趋势,也表明我国疫苗生产技术正逐步与世界生物制药技术发展主流接轨。反应器细胞培养技术不仅提高我国疫苗生产工艺水平和疫苗质量,推动生物反应器、反应器细胞培养技术在我国疫苗行业中的研发应用和技术发展,将促使我国从疫苗生产大国向疫苗生产强国的发展。本文从反应器细胞培养技术的历史发展、应用现状、关键技术因素,以及核心设备——生物反应器的发展、应用等方面进行了综述,分析并探讨了国产生物反应器以及反应器细胞培养技术在我国疫苗生产中的应用前景。 我国是世界疫苗产品的最大使用国和最大生产国。因为SARS、流感、禽流感、蓝耳病等疾病的发生,我国疫苗市场增长迅速,每年以平均15%的速度递增,远远高于全球10%的水平, 预计到2012年包括兽用疫苗在内的中国疫苗市场规模可超过100亿元。目前人用、兽用等疫苗生产企业近百家,疫苗品种数量与发达国家差距较小,但关键生产工艺以及部分疫苗质量存在较大差距。涉及动物细胞培养生产的疫苗,大部分疫苗生产企业采用的转瓶培养动物细胞,因不同转瓶是一个独立的细胞培养单元,每瓶的细胞质量、病毒产量和滴度都不同,导致疫苗批间差大,而且操作劳动强度大,隐性污染引起高内毒素等缺点。 我国政府高度重视疫苗在疾病防治中的作用,国家政策和科研基金等对企业疫苗生产和研发工作给予重要的支持。我国扩大了国家计划免疫规划范围,将甲肝、流脑等15种可以通过接种疫苗有效预防的传染病纳入国家免疫规划。口蹄疫、蓝耳病、禽流感、猪瘟、狂犬病等动物疾病疫苗都纳入了国家强制性免疫计划。另外,科技部和发改委在“863”计划、重大新药创制国家重大科技专项、国家科技支撑等计划中,对疫苗的研究开发与产业化都做出了重点安排和支持。 中国具有人口优势,经济也在迅猛的增长,农牧副业也保持良好的发展势头。谁能掌握和应用不断发展创新的疫苗生产技术,谁才能在市场中脱颖而出并持续发展。这就需要国内生物制药企业要加强在疫苗生产关键技术的创新和应用,比如使用适合疫苗生产的个性化培养基,严格控制原材料的品质;升级自身的疫苗生产工艺,采用先进的反应器悬浮培养细胞工艺,提高生产效率,增强生物制品的安全性和有效性。 本文将从疫苗生产过程的关键生产技术——反应器培养动物细胞技术在疫苗生产中
膜生物反应器(MBR)介绍及设计应用 (内部资料) 北京碧水源科技发展有限公司 https://www.doczj.com/doc/2d632627.html,
目录 1膜生物反应器(MBR)介绍 (1) 1.1原理 (1) 1.2工艺特点 (1) 2设计 (3) 2.1设计进水水质 (3) 2.2设计出水水质 (3) 2.3优质杂排水→城市杂用水(中水) (3) 2.3.1工艺流程 (3) 2.3.2设计说明 (4) 2.4生活污水→二级出水 (5) 2.4.1工艺流程 (5) 2.4.2设计说明 (6) 2.5生活污水→国家一级A标准 (9) 2.5.1工艺流程 (9) 2.5.2设计说明 (9)
1膜生物反应器(MBR)介绍 1.1原理 膜生物反应器(Membrane Bio-Reactor)简称MBR,是二十世纪末发展起来的新技术。它是膜分离技术和生物技术的有机结合。它不同于活性污泥法,不使用沉淀池进行固液分离,而是使用微滤膜分离技术取代传统活性污泥法的沉淀池和常规过滤单元,使水力停留时间(HRT)和泥龄(STR)完全分离。因此具有高效固液分离性能,同时利用膜的特性,使活性污泥不随出水流失,在生化池中形成8000-12000 mg/L超高浓度的活性污泥浓度,使污染物分解彻底,因此出水水质良好、稳定,出水细菌、悬浮物和浊度接近于零,并可截留粪大肠菌等生物性污染物,处理后出水可直接回用。 图1 膜生物反应器工作原理简图 1.2工艺特点 (1)出水水质优良、稳定。高效的固液分离将废水中的悬浮物质、胶体物质、生物单元流失的微生物菌群与已净化的水分开,不须经三级处理即直接可回用。具有较高的水质安全性。
膜生物反应器及其应用研究进展 1 引言 传统的活性污泥工艺(Conventional Activated Sludge, CAS)广泛地应用于各种污水处理中。由于采用重力式沉淀方式作为固液分离手段,因此带来了很多方面的问题。如固液分离效率不高、处理装置容积负荷低、占地面积大、出水水质不稳定、传氧效率低、能耗高以及剩余污泥产量大等等。传统生物处理工艺处理后的水难以满足越来越严格的污水排放标准,同时,经济的发展所带来的水资源的日益短缺也迫切要求开发合适的污水资源化技术,以缓解水资源的供需矛盾。在上述背景下,一种新型的水处理技术——(Membrane Bioreactor,MBR)应运而生。随着膜分离技术和产品的不断开发,(MBR)也更具有实用价值,近年来许多国家都投入了大量资金用于开发此项高新技术。 2 CAS CAS是一种应用最广的废水好氧生物处理技术。其基本流程如图1所示,是由曝气池、二次沉淀池、曝气系统(含空气或氧气的加压设备、管道系统和空气扩散装置)以及污泥回流系统等组成。
曝气池与二次沉淀池是活性污泥系统的基本处理构筑物。由初次沉淀池流出的废水与从二次沉淀池底部回流的活性污泥同时进入曝气池,其混合体称为混合液。在曝气的作用下,混合液得到足够的溶解氧并使活性污泥和废水充分接触。废水中的可溶性有机污染物为活性污泥所吸附并为存活在活性污泥上的微生物群体所分解,使废水得到净化。在二次 沉淀池内,活性污泥与已被净化的废水(称为处理水)分离,处理水排放,活性污泥在污泥区内进行浓缩,并以较高的浓度回流曝气池。由于活性污泥不断地增长,部分污泥作为剩余污泥从系统中排出,也可以送往初次沉淀池。 图1 活性污泥法基本流程 3 MBR法 3.1 MBR及其分类
我国大规模细胞培养生物反应器综述 文章比较全面的介绍了我国目前生物反应器的现状,各种品种发酵的特点.提出了反应器的设计要以代 谢流分析为核心,要从系统生物学的角度出发. 1、发展大规模细胞培养及其生物反应器 借助于细胞培养进行各种产品生产已是我国生物技术产业化的重要组成部分,涉及医药、化工、轻工、食品、农业、海洋、环保等行业。培养的细胞不仅只是微生物,用于生物技术产品生产的动物细胞、植物细胞和藻类细胞大规模培养已引起了大家重视,显露出令人鼓舞的前景。而且随着生物技术的发展,在人类今后发现的一切具有生物活性的物质都可以借助于细胞培养方法得到。它们可以是细胞代谢产物、生物转化、酶或某基因表达产物。 此外,随着人类社会经济发展,如果没有基于科技进步的大力开发,能源和资源将难以支撑人类社会进一步发展的目标,人类社会的发展必须将基于碳氢化合物的经济转变为基于碳水化合物的经济。这种能源结构和资源结构的转变将直接关系到我国经济的可持续发展,社会的稳定、和国家安全。解决上述问题的最有效方法就是发展工业微生物,只有工业微生物才能将来源于太阳能的可再生资源碳水化合物转变为现代社会所需要的化工原料和能源。 显而易见,要进行这些产品的生产,无不涉及到细胞代谢与大规模培养研究。为了提高生产水平,除了获得高生产能力的细胞株外,生物反应器是重要的核心技术,必需提供有利于生物过程研究的装置技术和高效节能的生产装置。但是在生物技术产业化平台中,细胞大规模培养技术等中下游技术是我国最薄弱的技术环节之一,以我国生物医药等领域产业化来说,与先进国家的差距是全面的。滞后的一个重要原因之一就是缺乏相配套工艺的工业化放大技术研究和相应的装备技术支撑。例如以哺乳类细胞培养技术来看,西方国家基因工程抗体的开发已经进入大规模细胞反应阶段,细胞工程研究规模已经达到1000L以上,基因工程抗体的生产反应系统最大规模达到20000L以上。相形之下,我国多数药物开发单位的细胞反应规模仍停留在2-30L 规模,100L的培养技术还不稳定,长期以来都是照抄照搬国外的技术和进口国外设备。国内只能生产一些低档装置, 仅靠科研成果模仿和基础科学的跟随。 与其他各行业的装备制造业一样,生物反应器为生物技术产业再生产和扩大再生产提供共性技术和关键技术,它的发展水平也反映了国家在科学技术、工艺设计、材料、加工制造等方面的综合配套能力。装备制造业和商品化的迫切性可以归纳为如下几点: l 每年有大量的从摇瓶到不同大小的实验室生物反应器进行生物技术的实验室研究或中试放大的项目,这些项目有的已购买设备,但需要维修,有的则需新添有关装置。 l 每年有相当数量的生物技术工程项目投入,需要大量的用于生产的生物反应器,传统生物技术的生物反应器一般体积较大(几十M3到上百M3),而现代生物技术所需的反应器装置体积较小,但技术要求高。 l 随着不同产品过程优化与放大技术研究的进展,迫切需要新设计原理的生物反应器发挥作用。由此,必需有不断更新技术的生物反应装置推向市场,或者对现有生物反应器生产装置进行新技术改造,这也是包括制药、食品、轻工在内的传统产业现代生物技术改造的主要内容之一。 l 随着生物技术的发展,需要性能更高的生物反应器,例如哺乳类动物细胞大规模培养是当前高附加值的糖基化活性蛋白医药产品的发展趋势,如何开发适应动物细胞特殊需要的生物反应器并商品化就成为迫切需要
膜生物反应器 科技名词定义 膜生物反应器 membrane bioreactor;MBR 定义1: 膜技术与生物技术结合的使系统出水水质和容积负荷都得到大幅提高的一种污水处理装置。 所属学科: 海洋科技(一级学科);海洋技术(二级学科);海水资源开发技术(三级学科)定义2: 一种含有固定酶或细胞、可用来促进特定生物化学反应的反应器。是工业生化在生产工艺上采用的一种膜技术。 简介 膜生物反应器 膜-生物反应器(Membrane Bio-Reactor,MBR)为膜分离技术与生物处理技术有机结合之新型态废水处理系统。是一种由膜分离单元与生物处理单元相结台的新型水处理技术,以膜组件取代二沉池在生物反应器中保持高活性污泥浓度减少污水处理设施占地,并通过保持低污泥负荷减少污泥量。主要利用沉浸于好氧生物池内之膜分离设备截留槽内的活性污泥与大分子固体物。因此系统内活性污泥(MLSS)浓度可提升至10,000mg/L,污泥龄(SRT)可延长30天以上,于如此高浓度系统可降低生物反应池体积,而难降解的物质在处理池中亦可不断反应而降解。故在膜制造技术不断提升支援下,MBR处理技术将更加成熟并吸引着全世界环境保护工业的目光,并成为21世纪污水处理与水资源回收再利用唯一选择。 用途
污水处理:中国是一个缺水国家,污水处理及回用是开发利用水资源的有效措施。污水回用是将城市污水通过膜生物反应器等设备的处理之后,将其用于绿化、冲洗、补充观赏水体等非饮用目的,而将清洁水用于饮用等高水质要求的用途。城市污水就近可得,免去了长距离输水:其在被处理之后污染物被大幅度去除,这样不仅节约了水资源,也减少了环境污染。污水回用已经在世界上许多缺水的地区广泛采用,被认为具有显著的社会、环境和经济效益。 迸出水水质比较: 设计进水水质:BOD5<30Omg/l CODcr<50Omg/l SS<30Omg/l T--N<4-5mg/l 出水水质:BOD5<5mg/l NH4+-N<1.Omg/l CODcr〈2Omg/l 浊度<1NTU 膜生物反应器 SS=Omg/l 细菌总数<20个/ml T-N<0.5mg/l 大肠杆菌数未检出 膜的种类繁多,按分离机理进行分类,有反应膜、离子交换膜、渗透膜等;按膜的性质分类,有天然膜(生物膜)和合成膜(有机膜和无机膜) ;按膜的结构型式分类,有平板型、管型、螺旋型及中空纤维型等。 工艺 膜生物反应器(MBR)是杨造燕教授及其领导的科研小组历经10年时间研究开发出来的新型污水生物处理装置,该技术被称为"21世纪的水处理技术",该项目曾被列为国家八?五、九?五重点科技攻关项目并被国家列为"中国21世纪议程实施能力及可持续发展实用新技术",此项技术在国内处于领先水平,部分指标达到国际领先水平。 MBR是膜分离技术与生物处理法的高效结合,其起源是用膜分离技术取代活性污泥法中的二沉池,进行固液分离。这种工艺不仅有效地达到了泥水分离的目的,而且具有污水三级处理传统工艺不可比拟的优点: 1、高效地进行固液分离,其分离效果远好于传统的沉淀池,出水水质良好,出水悬浮物和浊度接近于零,可直接回用,实现了污水资源化。
生物反应器 生物反应器,是指利用自然存在的微生物或具有特殊降解能力的微生物接种至液相或固相的反应系统。目前研究得最多的两种反应器是“升降机型反应器”和“土壤泥浆反应器”。升降机型反应器是通过水相的流动来提供适当的营养、碳源和氧气,从而达到降解土壤中污染物质的目的。与固相系统相比,生物反应器能够在更短的时间内将污染物进行有效降解。该生物反应器技术已经应用于有机污染土壤的生物修复中。通过研究生物反应器,我们可以了解到:可以知道为达到一定的生产目的需要多大的生物反应器,确定什么样的结构更好;其次,对已有的生物反应器进行分析,达到优化的目的;还有就是分析各种生物反应器的数据,从而对细胞的生长、代谢等过程有更加深入的理解,生物反应器是工程学的一部分也是化学工程的一个分支,加上成本低.、设备简单、效率高、产品作用效果显著、减少工业污染等优点使他能够在很多方面都有着重要的应用,如改良乳汁品质、生产药用蛋白、外源基因在动物体内的位点整合问题、.乳蛋白基因表达组织特异性问题、目的蛋白的翻译后修饰问题、转基因表达产物的分离和纯化问题、转基因的技术与方法问题、伦理道德问题等诸多方面。 生物反应器经历了三个发展阶段:细菌基因工程、细胞基因工程、转基因动物生物反应器。转基因动物生物反应器的出现之所以受到人们极大的关注,是因为它克服了前两者的缺陷,即细菌基因工程产物往往不具备生物活性,必须经过糖基化、羟基化等一系列修饰加工后才能成为有效的药物,而细胞基因工程又因为哺乳动物细胞的培养条件要求相当苛刻、成本太高而限制了规模生产。另外,转基因动物生物反应器还具有产品质量高、容易提纯的特点。一般把目的片段在器官或组织中表达的转基因动物叫做动物生物反应器。几乎任何有生命的器官、组织或其中一部分都可以经过人为驯化为生物反应器。从生产的角度考虑,生物反应器选择的组织或器官要方便产物的获得,例如乳腺、膀胱、血液等,由此发展了动物乳
赛多利斯一次性生物反应器 高性能一次性平台 近年来,赛多利斯的一次性生物反应器已应用到现代生物制药工艺中。它们不仅十分灵活,还能减少投资和运营成本。 今天,赛多利斯拥有一系列一次性生物反应器,是哺乳动物细胞培养、苛刻的高细胞密度,以及基于微载体工艺的理想之选。 赛多利斯已经开发出15 mL 的 ambr? 15 和2,000 L 的 BIOSTAT STR?一次性生物反应器,能够提供简单、直接的放大和缩小工艺。即使在大规模下,赛多利斯的产品一样能够保持卓越的性能,所以无论是当下还是未来,赛多利斯都能完全满足您从工艺开发到商业生产阶段的一切需求。 利用ambr?方案开发您的工艺。借助赛多利斯的Flexsafe? RM 工艺袋,组合成为种子培养中的预发酵罐;最后使用的Flexsafe STR?工艺袋用于珍贵产物的临床或商业生产。 Flexsafe?薄膜是赛多利斯一次性生物反应器的一大核心要素。Flexsafe?可确保最敏感的细胞系具有卓越的可重复生长行为,并在所有步骤中满足您对稳健
性和易用性的一切要求。为您提供前所未有的供应保证。赛多利斯与树脂和薄膜供应商的长期战略合作关系,确保了完全的可追溯性。 1.ambr? 15 细胞培养系统 2.ambr? 15 微生物发酵系统 3.ambr? 250 高通量系统 4.ambr? 250 高通量灌注培养系统 5.ambr? 250 modular 系统 6.BIOSTAT STR? & Flexsafe STR? 7.BIOSTAT? RM & Flexsafe? RM 8.BIOSTAT? RM TX & Flexsafe? RM TX 工艺袋 9.UniVessel? SU 连接上游 深入了解赛多利斯集成上游平台的概念。一次性技术是这一系列产品的支柱,不仅确保了卓越的工艺安全性和最佳的上市时间,还降低了产品成本。赛多利斯的薄膜供应确保完全的可追溯性。 细胞培养创新 在过去十年中,赛多利斯一直致力于上游技术的开发和优化,以应对重要的工业挑战。BioProcess international 补充说明了赛多利斯团队开发的各项产品及其特性,其中配有Flexsafe?薄膜的一流完整上游平台可助力客户实现安全、卓越和可重复的细胞培养支持。 ?细胞培养的创新|生物工艺 PDF | 4.4 MB | 2020年5月13日
膜生物反应器的应用研究 摘要:主要介绍了膜生物反应器的定义、分类和特点及其在废水处理中的应用现状,还介绍了膜生物反应器中的膜污染及其调控措施。研究表明,使用膜生物反应器对毛纺织印染废水进行处理,出水水质基本能够达到生活杂用水水质标准。 关键词:膜生物反应器;废水处理;膜污染;调控措施 Abstract:The definition, classification and characteristics of membrane biological reactor and its application in wastewater treatment ware mainly introduced, the membrane bio-reactor membrane pollution and its control measures also ware introduced . Research shows that, using membrane biological reactor for wool textile printing and dyeing wastewater treatment, the effluent quality can achieve basic miscellaneous domestic water quality standard. Keywords:membrane bioreactor; waste water treatment;membrane fouling; controlling measures 1 膜生物反应器简介 膜生物反应器(membrane bioreactor,简称MBR)是一种高效膜分离技术与活性污泥法相结合的新型水处理技术。中空纤维膜的应用取代活性污泥法中的二沉池,进行固液分离,有效的达到了泥水分离的目的。充分利用膜的高效截留作用,能够有效地截留硝化菌,完全保留在生物反应器内,使硝化反应顺利进行,有效去除氨氮,避免污泥的流失,并且可以截留一时难于降解的大分子有机物,延长其在反应器的停留时间,使之得到最大限度的分解[1]。 生物反应器是以微生物细胞或酶作为催化剂或可产生催化剂, 进行生化反应和转化的装置, 膜生物反应器(MBR) 则是膜与生物的结合产物, 以实现微生物发酵, 动植物细胞培养和生物催化转化等。膜生物反应器通常在常温和常压下进行生化反应, 可使产物或副产物从反应区连续地分离出来, 打破反应的平衡, 从而可大大地提高反应转化率, 增加产率或处理能力, 过程能耗低、效率高。目前, 水处理中的膜生物反应器多用于污水处理( 少量用于表面水) , 与传统的活性污泥法(CASP) 比, 由于膜反应器取代了二级澄清池, 这可使污泥停留时间(SRT) 和水力停留时间(HRT) 分别控制, 由于SRT大, 泥龄长, 污泥浓度高, 抗冲击负荷能力强, 降解速率高, 降解充分, 对难降解物质也可使之降解, 占地 -N的去除率在90% 以上, 处理后的水可直接作省, 污泥量少, 通常对COD和NH 3 为市政用水或进一步处理作各种工业用水。 2 MBR 的分类和工作机理 水处理中的膜生物反应器是由生物反应器与微滤、超滤、纳滤或反渗透膜系统组成,因而可分为微滤膜生物反应器, 超滤膜生物反应器。据膜系统与生物反应器组合的方式和位置, 膜生物反应器又可分为循环式(分置式) 和浸没式(一体式)两种, 如图1 和图2 所示。浸没式膜生物反应器(SMBR)中, 膜组件直接浸泡于反应器中, 反应器下方有曝气装置, 将空压机送来的空气形成上浮的微气泡, 在曝气的同时,又使膜表面产生一剪切应力, 利于膜表面除污, 透过液在抽
生化反应器在干细胞培养中的研究进展 王慧琳强化1301班 1020613114 摘要:干细胞是一类具有自我更新能力和多向分化潜能的细胞, 在再生医学、药物筛选及毒理学等生物医学领域呈现出诱人的前景。通过目前的干细胞分离培养技术可获得的干细胞数量极少, 远远不能满足临床需要, 因此体外大规模扩增培养干细胞是亟待解决的问题。该文简述了适用于干细胞培养的各种生物反应器的特点, 以及悬浮生物反应器体系在不同类型干细胞群中的研究应用。 关键词:干细胞; 生物反应器; 旋转式生物反应器;间充质细胞;神经干细胞;微载体 干细胞是机体内存在的一类未分化的、尚不成熟的特殊细胞, 具有自我更新、增殖及多向分化的潜能, 在体外可分离、扩增和冷冻保存, 且能在适当条件下被诱导分化为不同的组织细胞和器官, 具有潜在的再生功能。由于干细胞具有的能够稳定生存增殖并保持多向分化潜能的特性,使其在遗传性疾病和组织器官移植领域有着巨大的应用前景。但是通过目前的干细胞分离培养技术可获得的干细胞数量极少, 远远不能满足临床需要, 因此体外大规模扩增培养干细胞是亟待解决的问题。神经干细胞(NSCs),是指具有自我更新能力并且能够分化产生三种中枢神经组织细胞一神经元,星型胶质细胞,少突胶质细胞的一种干细胞。它移植入脑后可替代损伤和死亡的神经元,重建神经元回路,并在损伤部位的首端和尾端起中断作用,恢复损伤的脑功能。它为重建受损的神经系统组织、治疗以帕金森症为代表的神经退行性疾病带来了可能,但是, 一般情况下, 可从供体中获得的干细胞数量是很少的。因此, 若要将干细胞推向临床应用化及产业化等实际应用, 迫切需要解决的一个问题就是如何在体外大规模扩增这些干细胞, 使干细胞产品在量上达到临床治疗的要求。目前, 生物反应器(bioreactor)的提出为干细胞培养提供了一种有效的方法, 利用生物反应器培养干细胞能实现规模化扩增, 并能有效地维持干细胞的未分化特性, 进而满足临床上细胞治疗量的要求。动物细胞生物反应器必须要满足低剪切力及良好的气体混合能力这两个特点,具体应考虑如下要求:(1)要有好的生物相容性,能较好地模拟细胞的体内生长环境;(2)提供足够的停留时间,符合过程反应动力学的要求;(3)要满足物质传递的要求;(4)可调控反应过程中的热量,不存在过热点;(5)能有效隔离对细胞有毒性作用的反应物或产物,有良好的抗污染能力;(6)便于操作和维修。生物反应器的早期研究侧重于细胞扩增倍数的放大,近年研究则侧重于3D培养环境对细胞的表面标志物、细胞的增殖能力、分化能力等的影响。选择合适的3D培养方法,能够为细胞创造良好环境,用以保持培养过程中干细胞的特性。 1 几种生物反应器的介绍 1.1滚瓶式生物反应器 利用转瓶培养器在不断摇动的细胞培养箱中进行细胞培养。此种方法操作最简单, 转瓶培养器具有使用方便、价格低廉等特点。但此种培养体系只适合于贴壁依赖型细胞的培养。 1.2搅动悬浮培养生物反应器 此种体系设计是最经典、最早被采用的一种生物反应器。通常由罐体、管路、阀门、泵和马达等组成, 由马达带动桨叶混合培养液, 通过搅拌器的作用使细胞和养分在培养液中均匀分布, 罐体上安装的不同传感器在线持续检测培养液的pH、温度、溶氧等参数。此法操作也较简单, 既适用于以细胞团块或单细胞形式进行的悬浮细胞培养, 也适合贴壁型细胞的微载体培养。但是机械搅动会对细胞造成一定的损伤, 死细胞比较多。
生物反应器项目规划方案 投资分析/实施方案
报告说明— 该生物反应器项目计划总投资11052.87万元,其中:固定资产投资7881.50万元,占项目总投资的71.31%;流动资金3171.37万元,占项目总投资的28.69%。 达产年营业收入24035.00万元,总成本费用18993.65万元,税金及附加191.28万元,利润总额5041.35万元,利税总额5927.99万元,税后净利润3781.01万元,达产年纳税总额2146.98万元;达产年投资利润率45.61%,投资利税率53.63%,投资回报率34.21%,全部投资回收期4.42年,提供就业职位433个。 生物反应器是指利用自然存在的微生物或具有特殊降解能力的微生物接种至液相或固相的反应系统。一次性生物反应器作为更替可清洗以及可重复使用系统的替代品,自使用起即能发现他们的显著差异及影响。一次性组件能够提高生产灵活性、增强无菌保证、降低前期资本投入以及加速新设施启动。全球生物反应器产业市场规模将从2020年的18亿美元增长到2025年的42亿美元,在预测期内的复合年增长率为18.5%。小型企业和初创企业越来越多地采用SUBs降低了自动化的复杂性,减轻了海洋生物的种植,降低了能源和水的消耗,生物制剂市场不断增长,SUBs的技术进步以及生物制药研发的不断增长等因素推动生物反应器市场的增长。
第一章概况 一、项目概况 (一)项目名称及背景 生物反应器项目 (二)项目选址 某某工业园 对各种设施用地进行统筹安排,提高土地综合利用效率,同时,采用 先进的工艺技术和设备,达到“节约能源、节约土地资源”的目的。节约 土地资源,充分利用空闲地、非耕地或荒地,尽可能不占良田或少占耕地;应充分利用天然地形,选择土地综合利用率高、征地费用少的场址。 (三)项目用地规模 项目总用地面积26960.14平方米(折合约40.42亩)。 (四)项目用地控制指标 该工程规划建筑系数78.46%,建筑容积率1.11,建设区域绿化覆盖率6.51%,固定资产投资强度194.99万元/亩。 (五)土建工程指标
膜生物反应器在污水处理中的运用分析 发表时间:2016-12-06T16:09:52.167Z 来源:《基层建设》2016年24期8月下作者:刘毅1 胡丽嫦2 [导读] 摘要:MBR采用膜技术取代常规活性污泥法中的二沉池,具有出水水质好、基建费用低、占地面积小等优点,现已大规模用于污水处理。本文主要先简介了膜生物反应器,接着就膜生物反应器在污水处理中的运用进行了探讨。 1.身份证号码:36242819880814****; 2.身份证号码:44078419870307**** 摘要:MBR采用膜技术取代常规活性污泥法中的二沉池,具有出水水质好、基建费用低、占地面积小等优点,现已大规模用于污水处理。本文主要先简介了膜生物反应器,接着就膜生物反应器在污水处理中的运用进行了探讨。 关键词:膜生物;反应器;污水;处理 1膜生物反应器的简介膜生物技术——膜生物反应器(Membrane Bioreactor,简称MBR),是将生物降解作用与膜的高效分离技术结合而成的一种新型高效水处理工艺,它通过膜技术来强化生化反应的功能。采用这种工艺几乎能将所有的微生物截留在生物反应器中,反应器中的生物污泥浓度大幅度提高,污泥泥龄(理论上)可以无限长,使出水的有机污染物含量降到最低,能有效去除氨氮,对难降解的工业废水也非常有效。 1.1膜生物技术的由来 膜生物技术最早是用于微生物发酵行业,在20世纪60年代开始应用于水处理领域,现已被认为是水处理领域中最具有发展潜力的技术之一,成为污水处理与回用、解决饮用水处理中出现的消毒副产物等的有效手段,目前世界各国都在积极研究和不断探索膜生物技术。 1.2 MBR的主要形式 MBR是由生物反应器与膜组件(微滤、超滤、纳滤或渗透膜等)2部分组成。按照生物反应器与膜组件组合方式可分为外置式和内置式两种形式。 外置式生物反应器(RMBR)是指膜组件与生物反应器分开设置,生物反应器膜的压力驱动是靠加压泵,生物反应器内的混合液通过加压泵进入膜组件,在内外压差的作用下,混合液中的水经过选择透过性膜渗出,由膜截留下的其他物质经浓缩后回流到生物反应器;内置式生物反应器(SMBR)是指膜组件安置在生物反应器的内部,压力驱动靠水头压差,或用真空泵抽吸,混合液中的水经过选择透过性膜渗入,由泵排出。 外置式生物反应器(RMBR)的特点是膜组件自成体系,有易于清洗、更换及增设等优点。但泵的高速旋转产生的剪切力对某些微生物细菌体产生影响,使其部分失去活性。为了减少污染物在膜表面的沉积,由循环泵提供的水流流速都很高,为此动力消耗较大。内置式生物反应器(SMBR)不使用循环泵,可避免微生物菌体受到剪切力而失去活性,和外置式相比能节省占地,降低运行费用。但通常膜部分的拆洗较困难。但随着膜材料和结构的发展,中空纤维超滤膜组件以其体积小、组装灵活、可分组设置成若干框架结构、便于从曝气池中拿出等特点,克服了平板膜不易拆装、清洗的缺点,而广泛用于内置式生物反应器(SMBR)中。 1.3 MBR工艺特点 MBR作为一种新的水处理技术具有的优势是其他处理技术所无法比拟的,它具有以下突出的优点:首先,能高效地进行固液分离,要将废水中的悬浮物质,水处理中的微生物群落和已净化了的水分离开,如利用分离膜,则可不采用沉淀池这种通常具有代表性的固液分离设备。该系统设备占地空间也较通常方法节省。此外,通过膜分离装置所获得的水质,有可能直接再利用。 其次,在作为反应槽的生物反应器内能保持高浓度的微生物。超滤膜等分离液,由于能阻止每分子量的有机物和悬浮物向系统外流失,且使参与反应的微生物完全保持在生物反应器内,因此,有利于生长速度较慢的厌气性微生物的成长,使在通常系统中难以代谢的物质也有可能进行分解。 再次,使分解速度慢的有机物韵停留时间变长。利于难生物降解的有机物的分解。 2 MBR在污水处理中的应用 2.1 MBR在生活污水处理中的应用 Udea等用中空纤维抽吸式聚乙烯膜一生物反应器工艺处理乡村生活污水,规模32~39m3/d,膜通量约12.11L/(m2?h),HRT为13h 或16h,BOD负荷0.15~0.32kg/(m3?d)。当进水BOD133±68mg/L、总氮32±19mg/L、总磷3.8±3.0mg/L时,去除率分别为99%、99%、83%、70%。 2.2 MBR在印染废水处理中的应用 邓祥等人采用中试规模(10t/d)的厌氧一好氧膜生物反应器(A/O~MBRR)处理毛纺印染废水,当HRT为7t,进水COD、BOD分别是179~358mg/L和44.8~206mg/L,试验系统对COD、BOD、色度、浊度的平均去除率分别是92.1%、98.4%、60.7%、98.9%,出水水质浓度或指标值分别为20.2mg/L、1.6mg/L、25倍、0.51NUT。出水水质指标达到建设部规定的生活杂用水水质标准,可以作为回水水源。A/O~MBR技术可行、操作简单、易于管理,可为工业规模应用提供技术参考。 2.3 MBR在金属加工废水处理中的应用 Sutton等用膜一生物反应器在HRT为54.2h、有机负荷COD为6.3kg/(m3?d)的条件下进行高浓度液的处理,COD去除率为94.4%,氨、脂肪、油、油脂、磷均可得到明显的去除。 2.4 MBR在垃圾渗出液处理中的应用 德国LSWA(水污染控制与垃圾处理研究所)采用MBR处理垃圾渗出液的实验中,进水水质COD在240~1500mg/L,BOD5在20~460mg/L,NH4一N在60~300mg/L,AOX在1.0~3.9mg/L,经MBR处理其出水水质(平均值)COD为250mg/L,BOO5为1mg/L,NH4一N<99mg/L,AOX<50mg/L。 2.5 MBR在啤酒废水处理中的应用 同帜,程刚等采用MBR处理啤酒废水,进水水质COD在413~1621mg/L,SS在74~94mg/L,NH4一N在44~76mg/L,浊度在65~99度,pH值在6~7,出水水质COD在14~50mg/L,SS在6~llmg/L,NH4一N在0.1~0.9mg/L,浊度为0度,pH值在7~8之间。
ATMI LifeSciences The Source of Bioprocess Efficiency ? Integrity ? iCELLis ? Single-Use Bioreactor for Process Intensification
F l e x i b l e,F a s t,E f f e c t i v e
Features and Configurations ? Integrated mixing system for evenly-distributed media circulation and low shear stress ? Specialized carriers specifically adapted to adherent cell cultures ? Unique waterfall media oxygenation for high oxygen transfer ? Single-use bioreactor made from USP Class VI rigid plastic to ensure process reliability ? Modular height of fixed-bed – from 2cm to 10cm – offering several configurations of small and large scale The iCELLis bioreactor is available in two formats: ? The iCELLis nano system for feasibility studies and small-scale production ? The iCELLis 500 system for industrial scale manufacturing (up to 500m 2) 1234 5 678The iCELLis 500 bioreactor on its fully-integrated skid 9 T able 1: Configurations of iCELLis bioreactors at small and manufacturing scale
膜生物反应器在废水处理中的应用 摘要:膜生物反应器将生物处理与膜分离技术相结合,是一种高效的废水处理新技术。在城市污水处理、中水回用、工业废水处理等方面的研究及应用实践表明,膜生物反应器具有常规废水处理工艺无法比拟的优势。对其在废水处理与回用中的应用前景进行了展望。 关键词:膜生物反应器废水处理 膜- 生物反应器(membrane bioreactor ,MBR)是一种膜分离技术与微生物学、生物化学等相结合进行废水处理的新工艺,主要由“膜组件,生物反应器和物料输送”3 部分组成. 它与传统的生化污水处理技术相比,具有固液分离效果好、生化效率高、出水水质优、设备集中、占地面积小、污泥浓度高、污泥负荷低、便于管理和自动控制等优点,基本解决了传统的活性污泥法存在的污泥膨胀、污泥浓度低等因素造成的出水水质达不到中水回用要求的问题[1] ,在中水回用和废水处理中有广阔的应用前景.本文综述膜技术在废水处理中的应用及其进展。 1、膜生物反应器的特点和分类 利用MBR 对废水的处理效果可达到单一技术所不能期望的水平。 第一, 单一生物反应器中的水力停留时间与污泥停留时间是很难达到分别控制的, 而MBR 系统可以同时实现在很短的水力停留时间和很长的污泥停留时间里使废水中难降解成分在有限体积的生物反应器中有足够停留时间, 从而达到较高去除效果, 这是MBR 最突出优点之一。 第二, 由于MBR 以膜分离作为固液分离技术, 因而使生物反应器中的活性污泥量可以比普通生物反应器中高得多。 2、工艺流程 膜生物反应器一般由微滤或超滤膜组件与生物反应器组成,根据二者的组合方式,可分为分置式和一体式2 种,其工艺流程见图1 。 图1 膜生物反应器工艺流程 1. 膜组件; 2. 生物反应器; 3. 循环泵; 4. 吸压泵 2.1工艺特点 膜生物反应器的主要工艺特点: (1) 膜分离技术使混合液中的微生物和废水中的悬浮物质以及蛋白质等大
植物生物反应器的研究进展及应用 王勇 (广西工学院生化系20110401022) 摘要:随着植物转基因技术的发展,将植物体作为生物反应器生产有用的生化产物是当今生命科学技术研究中最热门的领域。植物生物反应器是近年来生物技术领域新的研究方向,利用农作物进行疫苗、药用蛋白的生产,具有广阔的市场前景和商业价值。植物系统具有低成本、安全和易规模化优势,其表达生物活性药用蛋白能力已被许多研究所证实;同时,植物药用蛋白产品还表现出潜在的市场和广阔应用前景。利用植物生物反应器生产药品是生物制药的一个分支,该技术通过基因工程植物生产药用蛋白质分子、肽和二级代谢物,具有成本低、规模化生产等优点。 关键词:植物生物反应器;转基因植物;重组蛋白;制药 随着人类经济社会的发展,对传统农业产品的要求也越来越高。现代生物技术,尤其是农业生物技术的迅速发展,对全球现有的农作物种植和生产结构能够产生重要影响。植物生物反应器是生物反应器研究领域中的一大类,是指通过基因工程途径,以常见的农作物作为化学工厂,通过大规模种植生产具有高经济附加值的医用蛋白、工农业用酶、特殊碳水化合物、生物可降解塑料、脂类及其他一些次生代谢产物等生物制剂的方法。植物生物反应器就是利用植物这个系统,包括植物细胞、组织器官以及整株植物为工厂,来生产具有商业价值的生物制品,包括疫苗、抗体、药用蛋白等,许多研究证实植物系统
具有表达活性哺乳动物蛋白的能力,在产品质量、成本和安全方面已显现出优势,并很快得到科学家和生物制药业的认可.据预测,未来5~1O年植物将成为临床治疗或诊断药品的主要生产系统。 1 植物生物反应器特点及优越性 许多研究证实植物系统具有表达活性哺乳动物蛋白的能力,在产品质量、成本和安全方面已显现出优势,并很快得到科学家和生物制药业的认可。科学家预测,不久的未来,植物生物反应器很可能成为生物化学药物及多种有用蛋白的重要生产系统。植物作为生产药用蛋白的生物反应器,为人类提供了一个更加安全和廉价的生产体系,与微生物发酵、动物细胞和转基因动物等生产系统相比,它具有许多潜在的优势。以生物学生产要求很高的疫苗为例,它的优点有:(1)技术较成熟,成本低廉,使用方便,易于推广;(2)植物具有完整的真核细胞表达系统,能准确地进行翻译后加工;(3)无须提取纯化过程,可直接食用免疫;(4)比传统的免疫途径更有效,植物细胞中的疫苗抗原通过胃内的酸性环境时可受到细胞壁的保护,直接到达肠内黏膜诱导部位,刺激黏膜和全身免疫反应;(5)安全性好,不需要注射器和针头之类的设备,避免了某些血液传播疾病。如果不以整株植物作为生产单位,而是用带有生产目的产物特性的植物细胞或组织作为生产单位,结合植物细胞培养和发酵工程方法,则可以像微生物发酵生产一样大规模工厂化生产目的产物。与人工栽培相比较,这种生产方式具有独特的优点:(1)节约自然资源,减少对土地资源的占用,同时不受地区、季节、气候等自然条件的影响;(2)细胞培养个体差异