压缩机生产工艺流程
图四
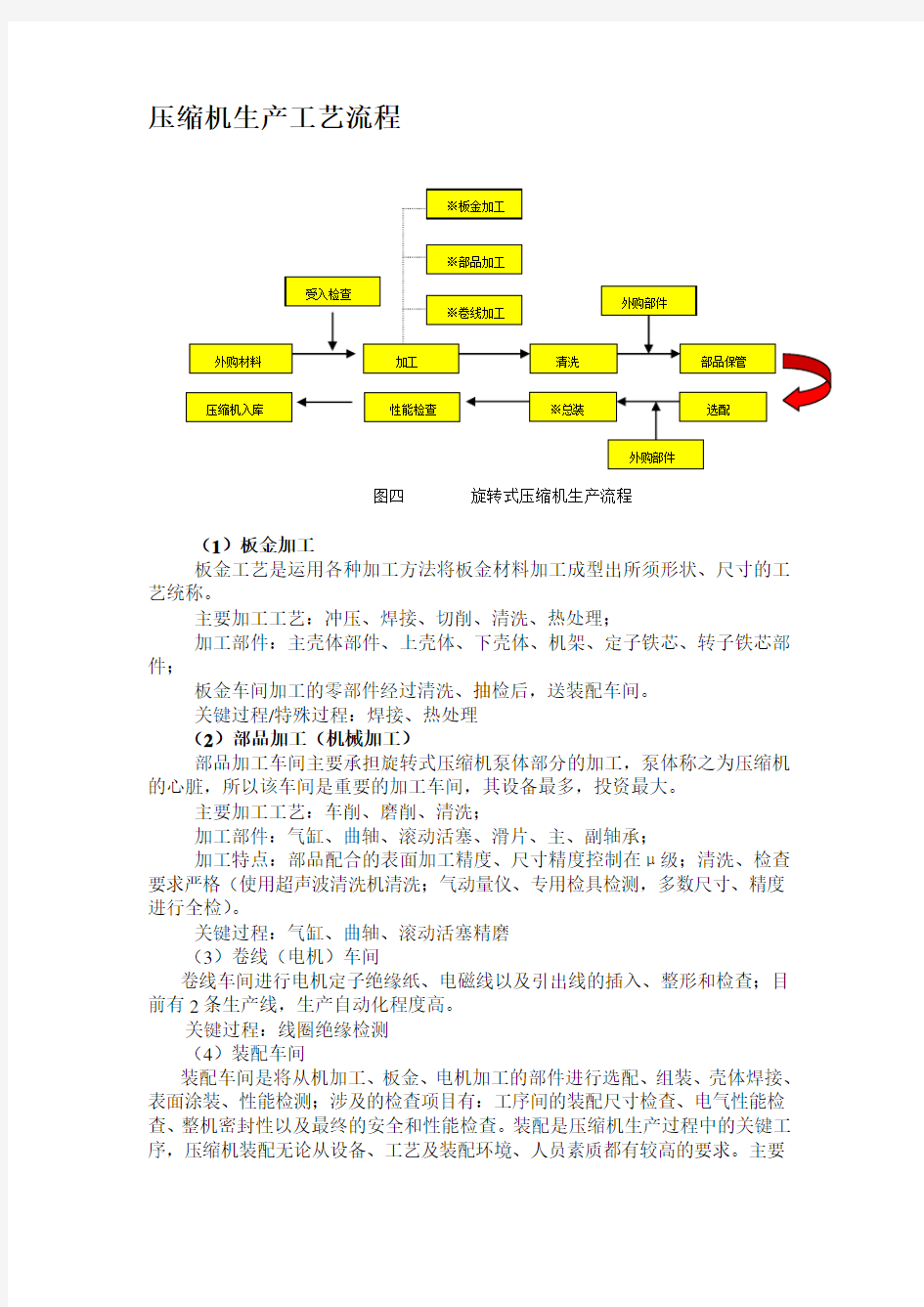
旋转式压缩机生产流程
(1)板金加工
板金工艺是运用各种加工方法将板金材料加工成型出所须形状、尺寸的工艺统称。
主要加工工艺:冲压、焊接、切削、清洗、热处理;
加工部件:主壳体部件、上壳体、下壳体、机架、定子铁芯、转子铁芯部件;
板金车间加工的零部件经过清洗、抽检后,送装配车间。 关键过程/特殊过程:焊接、热处理
(2)部品加工(机械加工)
部品加工车间主要承担旋转式压缩机泵体部分的加工,泵体称之为压缩机的心脏,所以该车间是重要的加工车间,其设备最多,投资最大。 主要加工工艺:车削、磨削、清洗;
加工部件:气缸、曲轴、滚动活塞、滑片、主、副轴承;
加工特点:部品配合的表面加工精度、尺寸精度控制在μ级;清洗、检查要求严格(使用超声波清洗机清洗;气动量仪、专用检具检测,多数尺寸、精度进行全检)。
关键过程:气缸、曲轴、滚动活塞精磨
(3)卷线(电机)车间
卷线车间进行电机定子绝缘纸、电磁线以及引出线的插入、整形和检查;目前有2条生产线,生产自动化程度高。
关键过程:线圈绝缘检测
(4)装配车间
装配车间是将从机加工、板金、电机加工的部件进行选配、组装、壳体焊接、表面涂装、性能检测;涉及的检查项目有:工序间的装配尺寸检查、电气性能检查、整机密封性以及最终的安全和性能检查。装配是压缩机生产过程中的关键工序,压缩机装配无论从设备、工艺及装配环境、人员素质都有较高的要求。主要
加工 清洗 部品保管 外购部件
选配
※总装 性能检查 压缩机入库 外购部件 外购材料 ※板金加工
※部品加工
※卷线加工 受入检查
工艺流程如下:
选配→阀片铆接→泵体装配→转子热套→壳体热套→壳体和储液器焊接→气密检查→涂装→真空干燥→在线试验
特殊过程:壳体和储液器焊接、涂装
关键过程:真空干燥、在线试验
汽车空调压缩机行业现状分析汽车市场为压缩机带来发展 机遇 空调压缩机是汽车空调系统的重要组成部分 汽车空调系统主要由压缩机、冷凝器、节流器(膨胀装置)、蒸发器四个部分组成。汽车空调压缩机是汽车空调制冷系统的心脏,是制冷剂能够在系统内循环的动力源。冷凝器和蒸发器结构相似,都是一排弯绕的管道布满散热用的金属薄片,与外界进行热交换,其原理于发动机的散热水箱相近。膨胀阀主要作用为节流和调节制冷剂流量,高温高压液态制冷剂通过膨胀阀节流后体积变大,制冷剂压力和温度会急剧下降。 空调压缩机是制冷系统的心脏,是制冷剂能够在系统内循环的动力源。制冷系统基本工作原理主要包括压缩、冷凝、节流、蒸发这四个过程。压缩机将低温低压制冷剂压缩成高温高压气态制冷剂,经过冷凝器将制冷剂变成中温高压液态制冷剂,然后通过节流膨胀装置变成低温低压液态制冷剂,最后通过蒸发器变成低温低压气体制冷剂。蒸发吸收周围大量热量,之后低温低压制冷剂被吸入空调压缩机进行下一个制冷循环,周而复始,达到降温效果。 图表1:制冷系统工作原理 资料来源:前瞻产业研究院整理
根据工作方式的不同,压缩机一般可以分为往复式和旋转式,常见的往复式压缩机有曲轴连杆式和轴向活塞式,常见的旋转式压缩机有旋转叶片式和涡旋式。斜盘式汽车空调压缩机目前占比49%,涡旋式汽车空调压缩机占比为9%左右。 图表2:压缩机按工作方式分类 资料来源:前瞻产业研究院整理 我国汽车空调压缩机产量逐年增加 近年来,随着国内经济的发展,制造业逐渐占据国内的主要地位。我国是世界上主要的汽车空调压缩机生产基地,随着汽车需求的不断增加及汽车整车制造能力的提升,汽车空调压缩机行业也取得了较大发展。2011-2016年,我国汽车空调压缩机的产量逐年增加,增速继2013年以后波动下降。2016年,汽车空调压缩机产量继续上升,为3123万台,同比增长9.1%。 图表3:2011-2017年中国汽车空调压缩机产量及增长情况(单位:万台,%)
压缩机生产工艺流程 图四 旋转式压缩机生产流程 (1)板金加工 板金工艺是运用各种加工方法将板金材料加工成型出所须形状、尺寸的工艺统称。 主要加工工艺:冲压、焊接、切削、清洗、热处理; 加工部件:主壳体部件、上壳体、下壳体、机架、定子铁芯、转子铁芯部件; 板金车间加工的零部件经过清洗、抽检后,送装配车间。 关键过程/特殊过程:焊接、热处理 (2)部品加工(机械加工) 部品加工车间主要承担旋转式压缩机泵体部分的加工,泵体称之为压缩机的心脏,所以该车间是重要的加工车间,其设备最多,投资最大。 主要加工工艺:车削、磨削、清洗; 加工部件:气缸、曲轴、滚动活塞、滑片、主、副轴承; 加工特点:部品配合的表面加工精度、尺寸精度控制在μ级;清洗、检查要求严格(使用超声波清洗机清洗;气动量仪、专用检具检测,多数尺寸、精度进行全检)。 关键过程:气缸、曲轴、滚动活塞精磨 (3)卷线(电机)车间 卷线车间进行电机定子绝缘纸、电磁线以及引出线的插入、整形和检查;目前有2条生产线,生产自动化程度高。 关键过程:线圈绝缘检测 (4)装配车间 装配车间是将从机加工、板金、电机加工的部件进行选配、组装、壳体焊接、表面涂装、性能检测;涉及的检查项目有:工序间的装配尺寸检查、电气性能检查、整机密封性以及最终的安全和性能检查。装配是压缩机生产过程中的关键工序,压缩机装配无论从设备、工艺及装配环境、人员素质都有较高的要求。主要 加工 清洗 部品保管 外购部件 选配 ※总装 性能检查 压缩机入库 外购部件 外购材料 ※板金加工 ※部品加工 ※卷线加工 受入检查
工艺流程如下: 选配→阀片铆接→泵体装配→转子热套→壳体热套→壳体和储液器焊接→气密检查→涂装→真空干燥→在线试验 特殊过程:壳体和储液器焊接、涂装 关键过程:真空干燥、在线试验
汽车空调压缩机项目 实施方案 xxx公司
摘要 提供初步了解项目建设区域范围、面积、工程地质状况、外围基础设 施等条件,对项目建设条件进行分析,提出项目工程建设方案,内容包括:场址选择、总图布置、土建工程、辅助工程、配套公用工程、环境保护工 程及安全卫生、消防工程等。 该汽车空调压缩机项目计划总投资16540.93万元,其中:固定资产投 资12634.35万元,占项目总投资的76.38%;流动资金3906.58万元,占项目总投资的23.62%。 达产年营业收入30492.00万元,总成本费用23735.58万元,税金及 附加288.19万元,利润总额6756.42万元,利税总额7976.53万元,税后 净利润5067.32万元,达产年纳税总额2909.22万元;达产年投资利润率40.85%,投资利税率48.22%,投资回报率30.64%,全部投资回收期4.76年,提供就业职位490个。 汽车空调压缩机是汽车空调制冷系统的心脏,是制冷剂能够在系统内 循环的动力源。我国汽车产业快速发展,已经成为国民经济的重要支柱产业。2017年,我国汽车行业产量为2902万辆,同比增长3.2%;销量为 2888万辆,同比增长3.0%。我国汽车行业产销量已经连续九年位居全球第一,整体发展态势良好。在汽车市场蓬勃发展的情况下,我国汽车零部件 产业也随之稳步提升,汽车空调压缩机行业迎来发展机遇。我国是全球最 大的汽车产销国,同时也是全球主要的汽车空调压缩机生产地之一。2011-
2017年间,我国汽车空调压缩机产量逐年稳定增长,2016年产量为3123万台,同比增长9.1%,2017年产量达到3404万台左右。随着我国汽车制造能力不断提升,汽车空调压缩机行业技术水平也随之不断进步。 项目总论、背景、必要性分析、市场分析、调研、建设规划方案、选址科学性分析、土建工程分析、项目工艺先进性、环境影响分析、项目安全管理、项目风险说明、项目节能评价、实施安排方案、投资分析、经济效益评估、综合评价说明等。
氯碱生产工艺流程 氯碱系统是由电解,盐水,氯氢,液氯,冷冻,盐酸,漂液,蒸发,循环水组成的系统。其主要流程是盐水生产的精盐水经电解生成主要成分是氢氧化钠,NaCl的电解液和Cl2,H2三种物质。电解液由蒸发经浓缩,并分离其中的NaCl,加水溶解后供盐水工序生产精盐水用。氢氧化钠经冷却沉降后,送成品桶作为成品销售。Cl2在氯氢工序通过洗涤冷却,干燥,压缩输送到液氯,盐酸,PVC,三氯氢硅。氯碱片区主要是送液氯和盐酸。Cl2在液氯经冷冻送来的-35℃冷冻盐水液化为液氯,液氯尾气送盐酸和漂液生产盐酸和漂液用。H2是经氯氢工序洗涤冷却,压缩输送到PVC,三氯氢硅,盐酸。氯碱片区送盐酸,在合成炉与Cl2燃烧生成氯化H2体,经水吸收后生成成品盐酸供销售出售。液氯尾气在漂液生产池中与石灰水生成漂液供销售出售。 氯碱车间工艺流程简述 一.氯碱车间基本概况 电解工艺流程简图: 直流电 H2 冷凝水 2.氯处理工序工艺流程简述: 电解生产70-85℃的湿Cl2,经Cl2洗涤塔用工业水洗涤后,进入Ⅰ段钛冷却器用工业水冷却,再进入Ⅱ段钛冷却器用+5℃盐水进一步冷却到12-15℃,然后进入泡沫干燥塔、泡罩塔用硫酸干燥,干燥后的Cl2经过酸雾捕集器后用Cl2压缩机压缩输送到各用氯岗位。 Cl2处理工艺流程简图: 电解来湿Cl2
处理工艺流程简述: 电解生产80℃的湿H2经Ⅰ段、Ⅱ段H2洗涤塔用工业水洗涤后,送H2压缩机加压后经过Ⅰ段H2冷却器用工业水对其进行冷却,再进入Ⅱ段H2冷却器用+5℃盐水进行冷却到12℃,经过水捕雾器进入H2分配台至各用氢单位。 H2处理工艺流程简图: 膜过滤盐水工艺流程简述:
空调压缩机:不断推进电动化 三电(SANDEN)从1971年开始生产车载空调压缩机。如今已在欧洲、北美和亚洲拥有生产基地,掌握着全球25%的份额。 受全球环保规定和高燃效技术发展的影响,在汽车行业中,发动机的小型化和HEV(混合动力车)·EV(电动汽车)化的速度正在加快。 关于应对环保规定的办法,除了提高发动机效率、添设增压器来缩小发动机体积外,HEV还可尽量延长电机驱动时间,EV可在轻量化的同时配备高性能电池等。具体做法因汽车厂商而异。 备有3类压缩机 本公司的空调压缩机大致分为三类。 面向需要提高现有内燃机效率、实现小型化的汽车厂商,供应的是借助传统发动机皮带传动类型的压缩机。面向以发动机为主体、电机为辅的车辆(Mild- HEV)供应的是皮带传动和电机驱动兼顾的混合式压缩机。对于以电机为主体(Strong-HEV、EV)的车辆,则供应电动压缩机。(图1)。 图1:空调压缩机的类型包括使用发动机驱动的类型,同时使用发动机和 电机驱动的混合动力型,单纯使用电机驱动的类型3种。 本公司的电动压缩机开发始于1986年。开发伊始虽然也经历过摸索阶段,但是在向推进车辆电动化的美国汽车厂商供货的过程中,产品化速度非常之快。 1990年,电动车“EVS-10”在美国投入使用。当时就是本公司供应的电动压缩机,但产量还非常少,在成本、充电电池、基础设施的限制下未能普及。
当时的电动压缩机需要另配逆变器,成本昂贵,空间利用率也比较低。之后,本公司在电动压缩机与逆变器的一体化、压缩机构的高效化及小型轻量化等方面推进了开发。 对于2005年上市的本田“思域混合动力”车型,本公司以此前开发的电动压缩机为基础,又开发出了皮带传动与电机驱动兼顾的混合式压缩机(图2)。这种混合式压缩机能够在车内温度高、车速慢等空调负荷较高的情况下同时使用皮带传动和电机驱动,使制冷能力达到最大(图3)。 图2:本田2005年9月上市的“思域混合动力” (a)车辆。(b)混合 式压缩机。同时支持发动机驱动与电机驱动。 图3:混合式压缩机的驱动分为三种(a)发动机运转带动压缩机工作时。 (b)空调专用电机运转带动压缩机工作时。(c)发动机用与电机用压缩 机同时运转时。 而在空调负荷较低时,则可以区别使用皮带传动和电机驱动,在车辆停止时单独使用电机驱动,以最低限度的制冷性能抑制车内温度的上升。 最新型电动压缩机 本公司2009年开始向德国戴姆勒(Daimler)的高级混合动力车“S400”供应电动压缩机(图4)。S400的要求非常高,面临低电压驱动等众多难题。但戴姆
【电动汽车拆解】(三) 空调压缩机:不断推进电动化 小野时人三电开发本部全球开发统括室室长 三电(SANDEN)从1971年开始生产车载空调压缩机。如今已在欧洲、北美和亚洲拥有生产基地,掌握着全球25%的份额。 受全球环保规定和高燃效技术发展的影响,在汽车行业中,发动机的小型化和HEV(混合动力车)·EV(电动汽车)化的速度正在加快。 关于应对环保规定的办法,除了提高发动机效率、添设增压器来缩小发动机体积外,HEV还可尽量延长电机驱动时间,EV可在轻量化的同时配备高性能电池等。具体做法因汽车厂商而异。 备有3类压缩机 本公司的空调压缩机大致分为三类。 面向需要提高现有内燃机效率、实现小型化的汽车厂商,供应的是借助传统发动机皮带传动类型的压缩机。面向以发动机为主体、电机为辅的车辆(Mild- HEV)供应的是皮带传动和电机驱动兼顾的混合式压缩机。对于以电机为主体(Strong-HEV、EV)的车辆,则供应电动压缩机。(图1)。 本公司的电动压缩机开发始于1986年。开发伊始虽然也经历过摸索阶段,但是在向推进车辆电动化的美国汽车厂商供货的过程中,产品化速度非常之快。1990年,电动车“EVS-10”在美国投入使用。当时就是本公司供应的电动压缩机,但产量还非常少,在成本、充电电池、基础设施的限制下未能普及。 当时的电动压缩机需要另配逆变器,成本昂贵,空间利用率也比较低。之后,本公司在电动压缩机与逆变器的一体化、压缩机构的高效化及小型轻量化等方面推进了开发。 对于2005年上市的本田“思域混合动力”车型,本公司以此前开发的电动压缩机为基础,又开发出了皮带传动与电机驱动兼顾的混合式压缩机(图2)。这种混合式压缩机能够在车内温度高、车速慢等空调负荷较高的情况下同时使用皮带传动和电机驱动,使制冷能力达到最大(图3)。
Digital Tach/Hourmeter with Overspeed Trip Point Installation Instructions for SHD30 and SHD30-45 Models SHD3-97051N Revised 05-03 Replaces SHD-96113N Section 20 (00-02-0288) Description The SHD30 and SHD30-45 models are microprocessor-based digital tachometers with hourmeter and overspeed trip point. The overspeed trip point can be connected as either a form “C”relay output or as a normally open SCR output. In Class I, Div. 2, hazardous locations the SHD30 form “C”relay contact is restricted for use with Murphy non-incendive or intrinsically-safe instruments. In non-hazardous locations the relay contact may be used to switch resistive loads not exceeding 0.5 A @ 30 VDC or 125 V AC. When connected as a normally open SCR, the output is rated 0.5 A, 350 VDC continuous and can switch up to 3 A @ 350 VDC momentary. The SCR output may be used to switch designated normally open sensor inputs. Specifications Power input: CD ignition: 90 to 350 VDC. 150 μA typical @ 90 VDC; 300 μA @ 350 VDC.Magnetic Pickup: 5 to 120 Vrms. 325 μA typical @ 5 Vrms, 100 Hz; 450 μA typical @ 5 Vrms, 1 kHz;1 mA typical @ 5 Vrms, 5 kHz; 2 mA typical @ 5 Vrms, 10 kHz;15 mW max. @ 5 Vrms, 10 kHz; 2.8 W max. @ 120 Vrms, 10 kHz.Backup Battery: 2 replaceable, long life Lithium batteries, Panasonic CR2032or equivalent, 3 V, 220 mAh power. Operating Temperature: -4°to 158°F (-20°to 70°C).Storage Temperature: -40°to 300°F (-40°to 150°C).Ignition Frequency Range: 3 to 666 Hz. Magnetic Pickup Frequency Range: 1 to 10 kHz.Overspeed Output: Connected to S.C.R. (Silicon Controlled Rectifier)terminals:0.5 A, 350 VDC continuous. Connected to Form “C” Relay terminals: Relay Contact, 0.5 A, 30 VDC, 125 VAC resistive. Tachometer Accuracy: ±0.5% of the display reading or ±1 RPM whichever is greater. Hourmeter Range: 0 to 65535 hrs. Hourmeter Accuracy: ±15 minutes per year. Approvals: CSA approved for Cl. I, Div. 2, Grps. C & D hazardous areas. Mounting The SHD30 is designed for installation in panels from 0.032 to 0.125 in. (1 to 3 mm) thick. A round hole, 3-1/8 in. (79 mm) in diameter is needed for mounting. Install the unit within a weatherproof enclosure to protect it from the elements. Keep the unit away from ignition coils and coil leads; a mini-Please read the following information before installing . A visual inspection for any damage which may have occurred during shipping is recommended. It is your responsibility to have a qualified person install the unit, and make sure it conforms with NEC and local codes. 3/16 in (5 mm)SHD30 Dimensions SHD30-45 Dimensions/Mounting
工艺用往复压缩机介绍 一、往复式压缩机简介: 活塞式和隔膜式压缩机同属于往复式压缩机。 活塞式压缩机工作原理是:电机带动压缩机曲轴转动,使连杆摆动并转化为活塞在气缸内的往复平动,被压缩的气体直接进入气缸,通过气缸内活塞的往复运动使气缸容积周期变化,实现气体的增压。(类似风箱)缺点:1气体易被活塞环、支撑环、填料等磨损颗粒污染。 2气体在气缸内的密封需通过填料完成,活塞杆与填料之间是动密封,气体易泄露。如压缩高压时要求制造工艺水平较高。 3设备运行震动、噪声大。 4 设备易损件多,后续维护运行成本高。
优点:1应用领域广泛,对气体纯净度不敏感。 2 单机排量大,效率高。 3普通低压活塞机制造精度不高,难度低,对制造厂设备要求不高。 4 行业发展时间长,制造厂家多。了解活塞机的技术人才多,后续 服务保障人员充足。 隔膜式压缩机工作原理是:与活塞机类似,但缸体是由油缸和气缸两部分组成,油缸和气缸之间用金属隔膜隔开,活塞往复运动使液压油压力升高,推动膜片做往复运动使气缸内的气体增压。 进气排气 缺点:1 应用领域相对较窄,对气体纯净度要求较高。 2 单机排量不能太大。 3 属特种压缩机,对制造厂的技术水平要求高。 4 熟悉该压缩机人员少,对制造厂的依赖度高。
优点:1气体不与传动部件接触,气体不会被污染。用户生产出的产品质量有保证。 2气缸工作腔由膜片与缸盖弧面构成,是静密封,气体无泄露。能轻松达到高压。 3传动部分是压缩液压油,设备运行震动小、噪声低。 4易损件很少,主要是膜片。后续维护运行成本低。 二、活塞压缩机和隔膜压缩机应用领域 (一)活塞压缩机 活塞式机应用较广泛,主要压缩对气体纯净度不大敏感的领域,用于工艺压缩机时主要是中等排量的占优势。活塞机应用于高压时则对制造厂的技术水平要求较高。 1、空气动力用,矿山开采,井下通风,建筑市政,工厂动力车间等。 随着离心机和螺杆机的兴起,这部分逐渐萎缩。 2、气体输送、开采用,冶金行业、气体输送使用较多,主要是中小 排气量的。例如煤气输送、天然气的输送、开采,汽车加气站等。 3、石油化工用,催化裂化工艺压缩机、轻烃回收、气体提纯压缩机, 乙烯装置压缩机等。 4、化工、煤化工用,化肥合成氨生产中的氮氢气压缩机、二氧化碳压缩机,煤制甲醇等工艺压缩机。 (二)隔膜压缩机 隔膜压缩机是一种特殊结构的容积式压缩机,气缸不需要润滑,密封性能非常好,压缩介质不与任何润滑剂接触,因此隔膜压缩机可以压缩纯度极高的气体,一般能达到99.999%的纯度。 1、工业气体行业用,主要是纯净气体的压缩,输送、灌装,如别适 用于珍贵的稀有气体的压缩、输送、装瓶。 2、科研试验用,用于科研用超高压试验装置压缩机,最高达到200MPa, 化工装置的中试、小试用压缩机。
中国电动汽车空调压缩机市场投资及分析 预测报告
内容简介 本研究报告在大量周密的市场调研基础上,主要依据了国家统计局、国家商务部、国务院发展研究中心、工商局、发改委、国家海关总署、以及各行业协会、国际调研机构、国内外媒体报刊等提供的大量资料,对电动汽车空调压缩机行业进行了全面的分析。报告分别研究了电动汽车空调压缩机的基本情况、我国电动汽车空调压缩机行业现状、电动汽车空调压缩机市场动态、国内外电动汽车空调压缩机优势企业的经营状况、电动汽车空调压缩机的发展趋势等。本报告是电动汽车空调压缩机制造企业、科研部门、投资机构等相关单位准确、全面、迅速了解目前行业发展动向,把握企业战略发展定位不可或缺的重要决策依据。 国外涡旋式汽车空调压缩机发展很快,主要生产涡旋式压缩机的有日本电装、三电、三菱重工、美国的韦斯通等企业,年产量都在百万台以上,林肯、克莱斯勒、本田、道奇、皇冠等车都在选用涡旋式压缩机。 近年来,国内中高档车在选用涡旋式压缩机上开始有所改观,日系车中尤其是三菱体系的,如欧蓝得、蓝瑟、本田,还有象福特蒙迪欧等用的都是涡旋式的。国内汽车空调的发展起步晚,公众对涡旋式汽车空调压缩机的认知度还不够。首先用于微型车上,在体现出了其非凡的性能优势后,才被人们逐步认可。由于微型车本身发动机功率小,在启动力矩、功耗、降温速度、平均温度等方面实现理想化的要求更为迫切,在制冷量不变的条件下,压缩机的功耗小到极致。 本报告的研究框架全面、严谨,分析内容客观、公正、系统,是相关单位进行市场研究工作时不可或缺的重要参考资料,同时也可作为金融机构进行信贷分析、证券分析、投资分析等研究工作时的参考依据。
编号:No.20课题:合成气生产甲醇工艺流程 授课容:合成气制甲醇工艺流程 知识目标: ●了解合成气制甲醇过程对原料的要求 ●掌握合成气制甲醇原则工艺流程 能力目标: ●分析和判断合成气组成对反应过程及产品的影响 ●对比高压法与低压法制甲醇的优缺点 思考与练习: ●合成气制甲醇工艺流程有哪些部分构成? ●对比高压法与低压法制甲醇的优缺点 ●合成气生产甲醇对原料有哪些要求?如何满足? 授课班级: 授课时间:年月日
四、生产甲醇的工艺流程 (一)生产工序 合成气合成甲醇的生产过程,不论采用怎样的原料和技术路线,大致可以分为以下几个工序,见图5-1。 图5-1 甲醇生产流程图 1.原料气的制备 合成甲醇,首先是制备原料氢和碳的氧化物。一般以含碳氢或含碳的资源如天然气、石油气、石脑油、重质油、煤和乙炔尾气等,用蒸汽转化或部分氧化加以转化,使其生成主要由氢、一氧化碳、二氧化碳组成的混合气体,甲醇合成气要求(H2-CO2)/(CO+CO2)=2.1左右。合成气中还含有未经转化的甲烷和少量氮,显然,甲烷和氮不参加甲醇合成反应,其含量越低越好,但这与制备原料气的方法有关;另外,根据原料不同,原料气中还可能含有少量有机和无机硫的化合物。 为了满足氢碳比例,如果原料气中氢碳不平衡,当氢多碳少时(如以甲烷为原料),则在制造原料气时,还要补碳,一般采用二氧化碳,与原料同时进入设备;反之,如果碳多,则在以后工序要脱去多余的碳(以CO2形式)。 2.净化 净化有两个方面: 一是脱除对甲醇合成催化剂有毒害作用的杂质,如含硫的化合物。原料气中硫的含量即使降至1ppm,对铜系催化剂也有明显的毒害作用,因而缩短其使用寿命,对锌系催化剂也有一定的毒害。经过脱硫,要求进入合成塔气体中的硫含量降至小于0.2ppm。脱硫的方法一般有湿法和干法两种。脱硫工序在整个制甲醇工艺流程中的位置,要根据原料气的制备方法而定。如以管式炉蒸汽转化的方法,因硫对转化用镍催化剂也有严重的毒害作用,脱硫工序需设置在原料气设备之前;其它制原料气方法,则脱硫工序设置在后面。 二是调节原料气的组成,使氢碳比例达到前述甲醇合成的比例要求,其方法有两种。
离心压缩机产品结构、主要零部件工艺过程及质量 检验模式 第一部分离心压缩机工作原理及其主要结构 一、工作原理离心式压缩机通过叶轮旋转,使气体受离心力的作用而产生压力,与此同时气体获得速度,而气体流过叶轮、扩压器等变截面扩张通道时,速度又逐渐减慢而造成气体压力的再提高。 二、压缩机系列及型号 1、MCL系列(引进意大利新比隆) 520mm 机壳水平剖分 450mm 机壳水平剖分 450mm 机壳水平剖分
2、BCL系列(引进意大利新比隆) Cm) 450mm 机壳垂直剖分 Cm) 机壳垂直剖分3、DH系列(引进日本日立) Cm) “H”为象形文字 4、VK系列(引进德国)
8000m3/h 齿轮增速性压缩机5、G系列 3/h 6、污水处理系列鼓风机 450mm 齿轮增速型
7、轴流压缩机系列 100cm,大于80cm 机壳水平剖分 8、单吸入鼓风机系列 800/min 单吸入鼓风机 9、双吸入鼓风机系列 6500/min 双吸入鼓风机
三、主要零部件的作用和结构特点 1、机壳机壳的作用是象一个容器一样,把被压缩的气体围拢起来,形成有进气、有出气的通道。同时机壳还起到支撑轴承、支撑隔板、密封的作用,确保转子在固定位置运转,确保气体逐级压缩,确保气体得到很好的密封。 目前;机壳都采用容器钢、低碳钢锻件或板材焊接而成,机械加工工序较长,一些关键工序必须用数控机床方能保证。 机壳有一道关键的检验,那就是水压试验,按API617的要求,试验压力是工作压力的1.5倍,保压30分钟,对于有毒有害、易燃易爆及贵重的气体,在水压试验后还要做气密性试验,确保气体无泄漏。
汽车空调压缩机分类与构造 空调压缩机是空调系统的核心部件。随着人们对汽车舒适性的要求越来越高,各种新式空调系统不断出现,这也推动了空调压缩机制造技术的不断进步。从目前空调压缩机的发展趋势来看,结构紧凑、高效节能以及微振低噪等特点是空调压缩机制造技术不断追求的目标。 功能 空调压缩机的功能是借助外力(例如发动机动力)维持制冷剂在制冷系统内的循环,吸入来自蒸发器的低温、低压的制冷剂蒸气,压缩制冷剂蒸气使其温度和压力升高,并将制冷剂蒸气送往冷凝器,在热量吸收和释放的过程中,就实现了热交换。 分类和特点 根据工作原理的不同,空调压缩机可以分为定排量压缩机和变排量压缩机。 (1)定排量压缩机定排量压缩机的排气量是随着发动机的转速的提高而成比例的提高,它不能根据制冷的需求而自动改变功率输出,而且对发动机油耗的影响比较大。它的控制一般通过采集蒸发器出风口的温度信号,当温度达到设定的温度,压缩机电磁离合器松开,压缩机停止工作。当温度升高后,电磁离合器结合,压缩机开始工作。定排量压缩机也受空调系统压力的控制,当管路内压力过高时,压缩机停止工作。 (2)变排量空调压缩机变排量压缩机可以根据设定的温度自动调节功率输出。空调控制系统不采集蒸发器出风口的温度信号,而是根据空调管路内压力的变化信号控制压缩机的压缩比来自动调节出风口温度。在制冷的全过程中,压缩机始终是工作的,制冷强度的调节完全依赖装在压缩机内部的压力调节阀来控制。当空调管路内高压端的压力过高时,压力调节阀缩短压缩机内活塞行程以减小压缩比,这样就会降低制冷强度。当高压端压力下降到一定程度,低压端压力上升到一定程度时,压力调节阀则增大活塞行程以提高制冷强度。 根据工作方式的不同,压缩机一般可以分为往复式和旋转式,常见的往复式压缩机有曲轴连杆式和轴向活塞式,常见的旋转式压缩机有旋转叶片式和涡旋式。
编号:No.20课题:合成气生产甲醇工艺流程授课内容:合成气制甲醇工艺流程 知识目标: ●了解合成气制甲醇过程对原料的要求 ●掌握合成气制甲醇原则工艺流程 能力目标: ●分析和判断合成气组成对反应过程及产品的影响 ●对比高压法与低压法制甲醇的优缺点 思考与练习: ●合成气制甲醇工艺流程有哪些部分构成? ●对比高压法与低压法制甲醇的优缺点 ●合成气生产甲醇对原料有哪些要求?如何满足? 授课班级: 授课时间:年月日
四、生产甲醇的工艺流程 (一)生产工序 合成气合成甲醇的生产过程,不论采用怎样的原料和技术路线,大致可以分为以下几个工序,见图5-1。 或氧、空气 图5-1 甲醇生产流程图 1.原料气的制备 合成甲醇,首先是制备原料氢和碳的氧化物。一般以含碳氢或含碳的资源如天然气、石油气、石脑油、重质油、煤和乙炔尾气等,用蒸汽转化或部分氧化加以转化,使其生成主要由氢、一氧化碳、二氧化碳组成的混合气体,甲醇合成气要求(H2-CO2)/(CO+CO2)=2.1左右。合成气中还含有未经转化的甲烷和少量氮,显然,甲烷和氮不参加甲醇合成反应,其含量越低越好,但这与制备原料气的方法有关;另外,根据原料不同,原料气中还可能含有少量有机和无机硫的化合物。 为了满足氢碳比例,如果原料气中氢碳不平衡,当氢多碳少时(如以甲烷为原料),则在制造原料气时,还要补碳,一般采用二氧化碳,与原料同时进入设备;反之,如果碳多,则在以后工序要脱去多余的碳(以CO2形式)。 2.净化 净化有两个方面: 一是脱除对甲醇合成催化剂有毒害作用的杂质,如含硫的化合物。原料气中硫的含量即使降至1ppm,对铜系催化剂也有明显的毒害作用,因而缩短其使用寿命,对锌系催化剂也有一定的毒害。经过脱硫,要求进入合成塔气体中的硫含量降至小于0.2ppm。脱硫的方法
汽车空调压缩机项目 初步方案 投资分析/实施方案
摘要 该汽车空调压缩机项目计划总投资20677.71万元,其中:固定资产投资13769.78万元,占项目总投资的66.59%;流动资金6907.93万元,占项目总投资的33.41%。 达产年营业收入47267.00万元,总成本费用36611.74万元,税金及附加403.49万元,利润总额10655.26万元,利税总额12528.44万元,税后净利润7991.44万元,达产年纳税总额4537.00万元;达产年投资利润率51.53%,投资利税率60.59%,投资回报率38.65%,全部投资回收期 4.09年,提供就业职位712个。 报告根据我国相关行业市场需求的变化趋势,分析投资项目项目产品的发展前景,论证项目产品的国内外市场需求并确定项目的目标市场、价格定位,以此分析市场风险,确定风险防范措施等。 汽车空调压缩机是汽车空调制冷系统的心脏,是制冷剂能够在系统内循环的动力源。我国汽车产业快速发展,已经成为国民经济的重要支柱产业。2017年,我国汽车行业产量为2902万辆,同比增长3.2%;销量为2888万辆,同比增长3.0%。我国汽车行业产销量已经连续九年位居全球第一,整体发展态势良好。在汽车市场蓬勃发展的情况下,我国汽车零部件产业也随之稳步提升,汽车空调压缩机行业迎来发展机遇。我国是全球最大的汽车产销国,同时也是全球主要的汽车空调压缩机生产地之一。2011-2017年间,我国汽车空调压缩机产量逐年稳定增长,2016年产量为3123
万台,同比增长9.1%,2017年产量达到3404万台左右。随着我国汽车制造能力不断提升,汽车空调压缩机行业技术水平也随之不断进步。 报告主要内容:基本情况、背景、必要性分析、项目市场调研、产品规划分析、选址评价、土建工程设计、项目工艺分析、项目环境影响情况说明、项目安全规范管理、项目风险评价分析、节能分析、实施进度、项目投资方案分析、经济效益评估、评价结论等。
机组生产工艺流程 一、主机生产工艺流程图: 具体生产步骤: 1、原材料采购 公司原材料采购有严格执行的工作流程:专业采购人员首先收集原材料的消耗需求,将必备的原料质量标准和采购数量向《合格供应商名录》范围内的同类货品供应商广泛发出询价议价通知,然后将收集到的各供应商提交原材料样本送检,筛选出合格样本,再进行具体的询价议价后,提交采购决策人进行采购决策;组织安排与供应商的合同,并封存样本作为合同执行的辅助材料;货物到厂后,经过检测和化验合格后,组织入库,而对检验不合格的原材料一律不得使用,由采购人员安排退货。公司还在制度中严格规定,财务部门安排付款时,必须收到合格的检化验单,否则不得支付货款;生产部门必须取得合格的检化验单后,才能将相关货品投入生产使用。 2、进货检验
原材料到厂后,由厂内熟悉产品性能的技术人员对其进行严格检验,保证进厂的产品均为合格产品。 3、下料 根据生产要求合理安排人手,产线工人根据设计图纸要求,进行下料作业。4、焊接成型 由持有上岗证的技术工人对下料进行焊接。焊接要求:铜管之间的焊接使用铜焊丝,铜件与钢件、钢件与钢件的焊接使用高银焊丝,氧气与乙炔共同燃烧基础上,在150°高温下,使焊丝溶解成液态,在铜件与铜件及铜件与钢件或钢件与钢件的焊口处焊接,要求不出现焊眼,确保其气密性。 5、打压试漏 打压试漏:为确保空调主机的内循环系统的密闭性,需使用打压设备以氮气为媒介打压试漏。用压力表为测压工具,根据不同机型而达到不同的压力标准。在保压24小时后,应无降压情况。 6、抽真空 抽真空:在完全封闭,内部系统畅通的情况下,使用真空泵抽机组内空气,根据真空表指示,30分钟,30Pa以下, 确保主机内处于真空状态。 7、冷媒充注 冷媒充注:在作抽真空工序后,充注氟。在充注前确保主机各个阀门完全关闭。充注过程中,氟瓶高于主机机身,而且确保氟瓶、充注管、和主机的连接无漏气现象。 8、整机调试 8.1空负荷试车
汽车空调压缩机 1、长春第一汽车集团公司,在1969年成功研制了第一台汽车空调装置,安装在红旗保险 车上,不仅结束了中国不能生产保险车的历史,同时也开创了中国自行设计、独立制造汽车空调装置的先河。 2、1981年上海内燃机油泵厂为上海轿车研制了轿车空调装置,压缩机也是六缸双向斜盘式 结构。 3、1988年12月,上海内燃机油泵厂与泰国正大集团合资成立上海易初通用机器有限公司, 引进日本三电公司五缸摇盘SD系列压缩机产品,并率先为上海桑塔纳轿车配套。 4、2001年,上海易初通用机器有限公司由于日本三电公司在上海浦东合资成立上海三电汽 车空调有限公司,生产日本三电公司七缸摇盘无极可变排量压缩机SD7V16和六缸摇盘无极可变排量压缩机SD6V12。 5、1992年,湖南华达机械总厂引进日本杰克赛尔公司六缸斜盘DKS系列压缩机产品。1994 年双方又合资组建湖南华达-杰克赛尔汽车空调有限公司。 6、1994年,牡丹江汽车空调厂引进韩国德尔公司五缸摇盘V5系列无极可变排量压缩机产 品,而后又引进韩国德尔公司十缸斜盘SP系列压缩机产品。 7、1995年,烟台首钢空调器厂与日本电装公司合资组建盐田首钢电装有限公司,生产日本 电装公司十缸斜盘10PA系列压缩机产品和贯穿叶片式TV系列压缩机产品。 8、1995年,重庆建设集团引进日本精工精机公司旋转叶片式JSS-96和JSS-120压缩机产 品。 9、1988年,广州豪华汽车空调工业公司引进日本三电公司五缸摇盘SD-510压缩机产品。 由于重复引进,缺乏市场支持,加之广州标致汽车厂的解体而被迫停产。 10、1994年,广东粤海集团公司引进美国克莱斯勒公司淘汰的压缩机产品和设备,由 于该压缩机产品技术落后,基本处于瘫痪状态。 11、1999年开始,无锡市双鸟动力机械有限公司生产五缸和七缸摇盘式压缩机,十缸 斜盘式压缩机,该厂的压缩机产量可达8万台。 12、2000年,上海奉天空调压缩机有限公司在合肥工业大学的技术支持下,自行研制 开发了涡旋式AP系列压缩机,产量可达10万台。 13、2001年,南京奥特佳冷机有限公司在美国普渡大学技术支持下,研制开发了WXH 系列涡旋式压缩机,其排量从60ml/转到250ml/转,适用于微型车到大客车空调装置中,产量12万台。国内如南京埃迪压缩机有限公司、广州万宝压缩机有限公司也成功研制出涡旋压缩机。 14、大客车用压缩机生产企业,国内产量较大的工厂主要是岳阳恒立制冷设备股份有限 公司生产传统曲柄连杆式压缩机;宁波欣晖制冷设备有限公司生产的是十缸斜盘式结构的压缩机。 汽车空调冷凝器和蒸发器及其空调系统的生产方面 1、上海新新机器厂与美国德尔福公司合资组建上海德尔福汽车空调系统有限公司; 2、上海新江机器厂与澳大利亚国际空调公司合资组建国际(上海)有限公司; 3、一汽散热器公司与日本杰克赛尔公司合资组建一汽杰克赛尔汽车空调有限公司; 4、大连冷冻机厂与香港大洋公司合资组建大洋(大连)汽车空调有限公司; 5、烟台首钢空调器厂与日本电装公司合资组建烟台首钢电装有限公司; 6、日本电装公司还分别天津和广州与当地企业合资组建天津电装空调有限公司和广州电装空调有限公司。 7、日本三电公司在天津合资组建天津三电汽车空调有限公司 8、法国法雷奥公司在湖北沙市合资组建法雷奥汽车空调湖北有限公司
商用空调生产工艺技术介绍 一、生产工艺流程: 1、热交换器(也称两器、指蒸发器和冷凝器)生产工艺流程如下:
2、空调产品组装生产工艺如下:(1).室外机组装生产工艺:
二、生产工艺特色: 青岛日立商用空调生产车间采用从日立引进的成熟先进的生产工艺技术,主要生产设备及检测设备均为日本进口。 (一)、热交换器(也称两器)生产设备及工艺: 1、冲片机和冲片模具:本设备和模具为全部为日本进口,设备模具厂家日高精机株式会社是日本专业生产冲片模具的厂家,其生产的冲片模具技术水平(技术优势)在世界同行业中处于领先水平。本工序采用亲水铝箔,经精密模具高速冲片,形成波纹形双面桥形翅片,此种材料的片型技术先进,有利于提高换热器的换热效率和整机性能,同时可提高空调的使用寿命。 2、长U弯管机:本设备主要是日本进口设备,其技术水平在世界处于领先地位。本工序采用薄壁内螺纹铜管加工U型管,此种内螺纹铜管能改善制冷剂在管路系统中的流动状态,从而提高其换热效率,它比一般光滑管可提高换热效率20%~30%左右。 3、胀管机:本设备主要是日本进口设备,其技术水平在世界处于领先地位。本设备采用高光洁度球型胀头对工件进行胀管,保证了铜管与翅片孔之间的合理过盈量,同时避免了胀管过程中胀头对铜管内螺纹部分的破坏,保证了胀管后产品的质量。 4、脱脂干燥炉:由于产品循环系统中的残留油分会对空调的性能存在一定的影响,所以需对热交换器进行脱脂干燥,本工序就是对胀管完成的热交换器半成品进行高温脱脂干燥(脱脂温度为150~160℃),以去除工件翅片表面和铜管内部的挥发油,工件经过脱脂干燥后,可使其铜管内部的残油量在3mg/m2以下。 5、热风干燥炉:由于空调循环系统内部冷媒中如果混入过多的水分,会严重影响到空调的整机性能,本工序的作用就是去除油分离器、气液分离器、热交换器组件、配管等系统零部件内部的水分,零部件经本工序去水干燥后,可保证工件内部残留水分量60ppm在以下。 6、热交换器折弯机:本设备是日本进口设备(专业设备厂家生产)。本工序是对热交换器组件进行不同形式(L型、U型、O型)的折弯,设备针对不同结构形式的产品采用专用折弯模具,有效保证了不同产品折弯角度的一致性和产品质量的稳定性。 7、自动焊接机:本设备是日本进口设备(专业设备厂家生产),本工序是对热交换器组件进行弯头的自动焊接,焊接时采用氮气保护,有效的保证了工件的焊接质量。 8、真空箱式He检漏设备:本工序是对热交换器组件进行耐压气密性检查,以检查工件有无泄漏(主要是各焊点处)。检漏时是将工件内部充入3.3MPa 或4.15 MPa的高压混合He气,在真空的环境中(真空箱内部)采用He检漏仪对工件进行检漏,设备检漏精度可控制产品出厂后冷媒泄漏量在2g/年以内。 (二)、生产线设备主要技术指标及产品介绍: 青岛海信日立共有整机组装线10条:分别为室外机W1线(生产SET-FREE mini系列4~6HP,IVXmini系列3~5HP,单元机系列3~5HP)、室外机W2线(生产SET-FREE系列5~22HP,店铺机系列8~10HP)、室外机W3线(生产SET-FREE系列24~32HP机)、室外机
压缩机生产工艺流程 图四 旋转式压缩机生产流程 (1板金加工 板金工艺是运用各种加工方法将板金材料加工成型出所须形状、尺寸的工 艺统称。 主要加工工艺:冲压、焊接、切削、清洗、热处理; 加工部件:主壳体部件、上壳体、下壳体、机架、定子铁芯、转子铁芯部 件; 板金车间加工的零部件经过清洗、抽检后,送装配车间。 关键过程/特殊过程:焊接、热处理 (2)部品加工(机械加工) 部品加工车间主要承担旋转式压缩机泵体部分的加工,泵体称之为压缩机 的心脏,所以该车间是重要的加工车间,其设备最多,投资最大。 主要加工工艺:车削、磨削、清洗; 加工部件:气缸、曲轴、滚动活塞、滑片、主、副轴承; 力卩工特点:部品配合的表面加工精度、尺寸精度控制在卩级;清洗、检查 要求严格(使用超声波清洗机清洗;气动量仪、专用检具检测,多数尺寸、精度 进行全检)。 压缩机入库
关键过程:气缸、曲轴、滚动活塞精磨 (3)卷线(电机)车间卷线车间进行电机定子绝缘纸、电磁线以及引出线的插入、整形和检查;目前有2 条生产线,生产自动化程度高。 关键过程:线圈绝缘检测 (4)装配车间装配车间是将从机加工、板金、电机加工的部件进行选配、组装、壳体焊接、表面涂装、性能检测;涉及的检查项目有:工序间的装配尺寸检查、电气性能检查、整机密封性以及最终的安全和性能检查。装配是压缩机生产过程中的关键工序,压缩机装配无论从设备、工艺及装配环境、人员素质都有较高的要求。主要工艺流程如下:选配一阀片铆接一泵体装配T转子热套一壳体热套T壳体和储液器焊接一气密检查T 涂装T真空干燥T在线试验 特殊过程:壳体和储液器焊接、涂装 关键过程:真空干燥、在线试验
第6期(总期第102期) 液压气动与密封 N o.6(Serial/N o.102) 2003年12月 Hyd.Pneum.&Seals Dec.,2003 精密液压机设计及制造工艺 罗晓晔杭州职业技术学院 摘要:本文对航空工业、机械工业中高温绝缘电联接器进行工艺分析。针对产品的特点,对精密液压机进行设计、 制造、装配、调试。 关键词:液压机;设计;制造中图分类号:TH137 文献标识码:B 文章编号:1008-0813(2003)06-0039-02 收稿日期:2003-10-22 作者简介:罗晓晔,杭州职业技术学院教师 1 产品工艺分析 电联接器广泛应用在军工产品(火箭、导弹、鱼雷等)的电联接中,要求在极小范围内,各插针导电畅通,而各插针之间又有严格绝缘。电联接器有插头及插座二部件组成,而插头部分由壳体、玻璃绝缘体、插针组成。插座由座壳、针座、玻璃绝缘体组成。当插头插入插座中,此时所有导线通过各自的插针与针座相接触而导通,而各插针之间可通过玻璃高温绝缘(此处,塑料不行,高温下易熔化分解),要求绝缘电阻大于103Ω,泄漏率小于10-5ps.L/S 。其工艺如下:首先将插头、插座的壳体及插针用机加工完成,再清洗(先用金属清洗剂粗洗,再用丙酮细洗,最后用无水乙醇精洗)。为了得到纯净的金属体,再用氢气热处理,温度1050℃-1100℃,时间1h 。再氧化(保证0.02~0.10mm 的氧化层),温度700℃,时间5~10min 。再排腊(玻璃粉为了成型须加入石腊,而产品中不允许有石腊),温度500℃,时间24h 。再预烧,温度780℃,时间5~10min 。而图1零件为玻璃制品绝缘体,55个Φ1.8小孔用于安装55根插针,高10mm ,外圆Φ35mm 与插头内孔封接,各孔要求位置度Φ0.02mm 。大圆、内孔的园柱度为Φ0.01mm ,密度尽可能均匀。2 精密液压机的结构与工作原理2.1 液压机的结构 由于玻璃制品的原材料是粉末状的,且没有粘性,故成型前应在玻璃粉中加入石腊,以确保成型。用成型液压机通过模具(上模、型芯、下模、型腔)保证精度。进料用计量装置保证坯件重量。粉不用振动器提高密度及均匀性。本精密液压机由:①机架;②泵源;③集成块;④液压缸;⑤顶出;⑥振荡器;⑦成型泵源;⑧计量这几大部件组成 。 图1 玻璃制品零件图 图2 精密液压机结构示意图 ①机架 由油箱、四导柱导套、五块模板组成。其作用是固定所有部件且保征各部件的相对位置,且保证各部件的运动精度,导向精度为H7/g6。 ②泵源 由电机、油泵、联轴器、法兰、滤油器等组成。其作用是将机械能转化为液压能,通过各类阀控阀控制执行元件的速度与负载,从而使液压机对模具中玻璃粉有足够的压制力及合理的速度控制。 ③集成块 由底座、压力块、方向块、速度块、盖板、压力表、油管及管接头等组成。其作用是控制