
封装可靠性水平的MSL试验
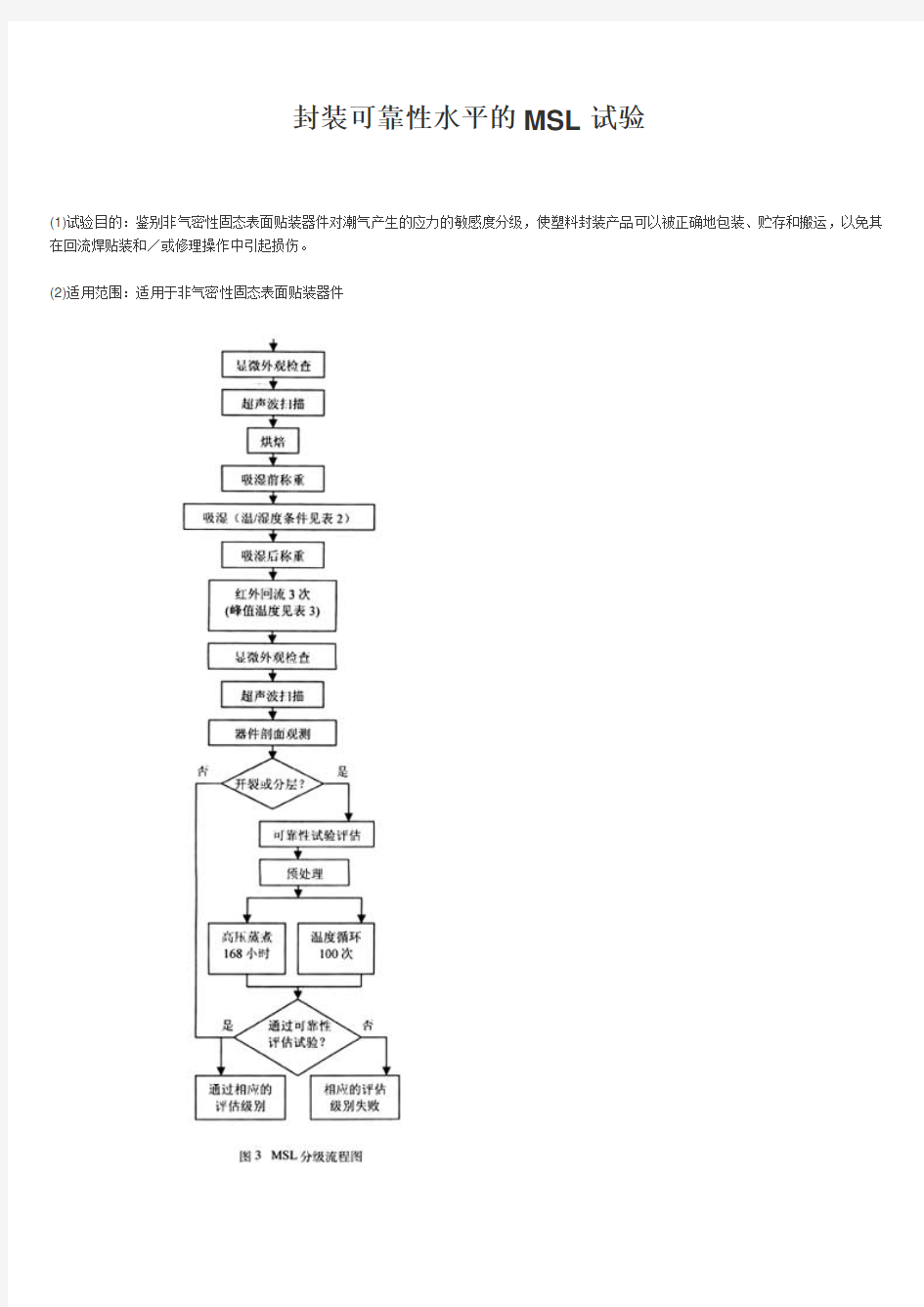
(1)试验目的:鉴别非气密性固态表面贴装器件对潮气产生的应力的敏感度分级,使塑料封装产品可以被正确地包装、贮存和搬运,以免其在回流焊贴装和/或修理操作中引起损伤。
(2)适用范围:适用于非气密性固态表面贴装器件
(4)潮气敏感度级别(见表2)
(5)回流焊接的峰值温度的条件(见表3)
(6)试验样品的数量
有可靠性试验评估的:11个/每个级别
(7)实验试验结论:试验后样品在40倍显微镜下检查,锡球无开裂现象,球面共面度、翘曲量、尺寸以及功能性无差异
可靠性试验项目 项目 参考标准 检测目的 预处理PRE JESD22-A113F 模拟贴装产品在运输、贮存直到回流焊上整机受 到温度、湿度等环境变化的影响。此试验应在可 靠性试验之前进行,仅代表产品的封装等级。 湿气敏感等级试验MSL IPC/JEDEC J-STD-020 确定那些由湿气所诱发应力敏感的非气密固态 表面贴装元器件的分类, 以便对其进行正确的封 装, 储存和处理, 以防回流焊和维修时损伤元器 件。 稳态湿热THT GB/T2423.3 JESD22-A101 评定产品经长时间施加湿度应力和温度应力作 用的能力。 温度循环TCT JESD22-A104 GB/T 2423.22 评定产品封装承受极端高温和极端低温的能力, 以及极端高温和极端低温交替变化的影响。 高温试验HTST GB/T 2423.2 JESD22-A103 评定产品承受长时间高温应力作用的能力。 低温试验LTST GB/T 2423.1 JESD22-A119 评定产品承受长时间低温应力作用的能力。 高压蒸煮PCT JESD22-A102 评定产品封装的抗潮湿能力。 高速老化寿命试验(u)HAST JESD22-A110 JESD22-A118 评定非气密性封装在(无)偏置条件下的抗潮湿能 力。
回流焊Reflow JESD22-A113 评定产品在回流焊接过程中所产生之热阻力及 效应。 电耐久BURN-IN GB/T 4587 评定器件经长时间施加电应力(电压、电流)和 温度应力(产品因负载造成的温升)作用的能力。 高温反偏HTRB GB/T 4587 JESD22-A108 评定器件承受长时间电应力(电压)和温度应力 作用的能力。 耐焊接热SHT GB/T 2423.28 JESD22-B106 评定产品在其焊接时的耐热能力。 可焊性Solderability GB/T 2423.28 EIA/IPC/JEDEC J-STD-002 评定产品的可焊性能力。 锡须生长 Tin Whisker Test JESD201 JESD22-A121 评定产品承受长时间施加温湿度应力作用下锡 须生长情况。 电性测试Electrical Test GB/T 4589.1 GB/T 4587 GB/T 4586 GB/T 4023 GB/T 6571 评定产品电性能力。主要针对分立器件产品测 试。
MOS 器件及其集成电路的可靠性与失效分析(提要) 作者:Xie M. X. (UESTC ,成都市) 影响MOS 器件及其集成电路可靠性的因素很多,有设计方面的,如材料、器件和工艺等的选取;有工艺方面的,如物理、化学等工艺的不稳定性;也有使用方面的,如电、热、机械等的应力和水汽等的侵入等。 从器件和工艺方面来考虑,影响MOS 集成电路可靠性的主要因素有三个:一是栅极氧化层性能退化;二是热电子效应;三是电极布线的退化。 由于器件和电路存在有一定失效的可能性,所以为了保证器件和电路能够正常工作一定的年限(例如,对于集成电路一般要求在10年以上),在出厂前就需要进行所谓可靠性评估,即事先预测出器件或者IC 的寿命或者失效率。 (1)可靠性评估: 对于各种元器件进行可靠性评估,实际上也就是根据检测到的元器件失效的数据来估算出元器件的有效使用寿命——能够正常工作的平均时间(MTTF ,mean time to failure )的一种处理过程。 因为对于元器件通过可靠性试验而获得的失效数据,往往遵从某种规律的分布,因此根据这些数据,由一定的分布规律出发,即可估算出MTTF 和失效率。 比较符合实际情况、使用最广泛的分布规律有两种,即对数正态分布和Weibull 分布。 ①对数正态分布: 若一个随机变量x 的对数服从正态分布,则该随机变量x 就服从对数正态分布;对数正态分布的概率密度函数为 222/)(ln 21)(σμπσ--?=x e x x f 该分布函数的形式如图1所示。 对数正态分布是对数为正态分布的任 意随机变量的概率分布;如果x 是正态分布 的随机变量,则exp(x)为对数分布;同样, 如果y 是对数正态分布,则log(y)为正态分 布。 ②Weibull 分布: 由于Weibull 分布是根据最弱环节模型 或串联模型得到的,能充分反映材料缺陷和 应力集中源对材料疲劳寿命的影响,而且具 有递增的失效率,所以,将它作为材料或零件的寿命分布模型或给定寿命下的疲劳强 度模型是合适的;而且尤其适用于机电类产品的磨损累计失效的分布形式。由于它可以根据失效概率密度来容易地推断出其分布参数,故被广泛地应用于各种寿命试验的数据处理。与对数正态分布相比,Weibull 分布具有更大的适用性。 Weibull 分布的失效概率密度函数为 m t m t m e t m t f )/()(ηη--?= 图1 对数正态分布
汽车可靠性试验方法及其应用 摘要可靠性试验的目的是检验产品的设计是否达到了规定的最低可接受的可靠性要求。新设计的、有重大改进的、在一定的条件下不能满足可靠性要求的那些汽车产品,都应该进行可靠性试验。本文主要介绍汽车可靠性的各种试验方法及其应用,以便进一步理解汽车可靠性。 The reliability test is to test whether the design of the product has reached the required minimum acceptable reliability requirements. Reliability tests should be carried out for the newly designed, greatly improved automobile products that can not meet the requirements of reliability under certain conditions. This paper mainly introduces various testing methods and applications of automobile reliability in order to further understand the reliability of automobile. 汽车可靠性是评价汽车设计和制造质量的主要指标之一。汽车的可靠性是指人车系统、总成或零部件的性能在一定时间里的稳定程度。汽车的可靠性与使用周期有关,也就是说与汽车行驶里程有关。 汽车可靠性试验方法可分为:快速可靠性试验、常规可靠性试验、环境可靠性试验。1.快速可靠性试验 汽车及其零部件的使用寿命很长,用常规试验方法进行可靠性试验要消耗很多钱和时间,对现有产品的改进、新产品的研发与质检带来困难,因此,在汽车可靠性试验中大量使用了快速试验方法[2]。 1.1浓缩应力法快速可靠性试验 图1浓缩应力示意图 浓缩应力法见图1.将实际应力时间过程进行处理,将应力低于疲劳极限的过程去掉,得到快速系数的应力时间过程,再次显现应力时间过程,进行可靠性试验,就能实现快速试验[1]。这是一种贴近实际的随机模拟,可在试验场、道路模拟机以及随机控制的试验台上进行。1.2增加样品数量法可靠性试验 进行零部件试验,需要一定的故障个数r,便于绘制分布曲线,根据故障数随机分布的规律,用n个零部件进行测验,出现r个失效的时间[3]。若同时进行试验的台架数充足,可用这种方法浓缩试验时间,也能用失效后替换零部件的方法继续进行试验。 若零件的寿命服从威布尔分布,则可推导出失效时间t与累计失效概率分布函数F(t)之间的关系,即 t={?t0ln1?F t}1/m (1?1) 若用t(t/r)和t(r/r)分别表示n个试样r个失效时间和r个试样r个失效时间,用F(r/n)和F(r/r)分别表示n个试样r个失效时的累积失效概率和r个试样r个失效时的累积失效概率,则快速系数为 k=t r r t r n ={ ln1?F r r ln1?F r n }1/m (1?2) 1.3分组最小值法可靠性试验 为了节省时间,可使用分组最小值法,即每组只试到第一个失效发生即停止的方法[4]。 2.1试验准备
第二单元 集成电路芯片封装可靠性知识—郭小伟 (60学时) 第一章、可靠性试验 1.可靠性试验常用术语 试验名称 英文简称 常用试验条件 备注 温度循环 TCT (T/C ) -65℃~150℃, dwell15min, 100cycles 试验设备采用气冷的方式,此温度设置为设备的极限温度 高压蒸煮 PCT 121℃,100RH., 2ATM,96hrs 此试验也称为高压蒸汽,英文也称为autoclave 热冲击 TST (T/S ) -65℃~150℃, dwell15min, 50cycles 此试验原理与温度循环相同,但温度转换速率更快,所以比温度循环更严酷。 稳态湿热 THT 85℃,85%RH., 168hrs 此试验有时是需要加偏置电压的,一般为Vcb=0.7~0.8BVcbo,此时试验为THBT 。 易焊性 solderability 235℃,2±0.5s 此试验为槽焊法,试验后为10~40倍的显微镜下看管脚的 上锡面积。 耐焊接热 SHT 260℃,10±1s 模拟焊接过程对产品的影响。 电耐久 Burn in Vce=0.7Bvceo, Ic=P/Vce,168hrs 模拟产品的使用。(条件主要针 对三极管) 高温反偏 HTRB 125℃, Vcb=0.7~0.8BVcbo, 168hrs 主要对产品的PN 结进行考核。回流焊 IR reflow Peak temp.240℃ (225℃) 只针对SMD 产品进行考核,且 最多只能做三次。 高温贮存 HTSL 150℃,168hrs 产品的高温寿命考核。 超声波检测 SAT CSCAN,BSCAN,TSCAN 检测产品的内部离层、气泡、裂缝。但产品表面一定要平整。
可靠性试验方法与标准 This manuscript was revised on November 28, 2020
目录 1.目的 2.范围 3.样品要求 4.试验项目和方法 1)高温动作 2)低温动作 3)高温贮藏 4)低温贮藏 5)常温(3- 5 PCS)老化 6)高温高湿试验 7)高低温循环冲击试验 8)跌落试验 9)振动试验 10)高压测试 11)静电测试 12)过压、欠压测试 13)内部检查 14)机械操作试验 15)涂膜试验 16)CD门、卡门耐强度试验 17)按钮、CD门、面壳压力试验 18)移行试验 19)撞击试验 20)盐雾试验 21)电池寿命试验 22)温升试验 23)手挽强度试验 1. 目的 为了保证本公司的产品设计、开发和制造质量,规范可靠性试验的方法和标准。 2. 范围 本文件适用于本公司的所有产品,若客户有指定规格,将以指定规格为根据。 3. 样品要求 产品外观应整洁,表面不应有凹痕、划伤、裂缝、变形、毛刺、霉斑等缺陷,表面涂 层不应起泡、龟裂、脱落。金属零件不应有锈蚀及其他机械损伤。灌注物不应外溢。 开关、按键、旋钮的操作应灵活可靠、零部件应紧固无松动、指示正确,各种功能应 正常工作,说明功能的文字和图表符号标准应正确、清晰、端正、牢固。 样品应检查OK后才可以进行可靠性试验。如果存在不良,在该不良对所做试验无影响 的情况下,可以进行相关试验,但试验前必须详细地记录不良现象。
4. 试验项目和方法 高温动作(3-5 PCS) a.试验方法: 样品应在不包装,将处于温度40℃或45℃湿度60%的恒温槽中工作8H以后,在 当时的温度环境下进行检查,所设置的动作状态是指 CD+REC/MP3+REC/TAPE+REC/RADIO+REC状态,VR开到最大,电压设定为规格加 10% 。 b.产品备注条件: 出口产品: 45℃/4小时/湿度60%/音量开100%/电压提高10% OEM产品: 40℃/8小时/湿度60%/音量开70%/电压提高10% 内销产品: 40℃/4小时/湿度60%/音量开100%/电压提高10% c.标准 样品在温度为40℃±2℃湿度60% RH(手板机和PP机为45℃±2℃)湿度60% RH时应能持续工作8H,并符合“3”的规定。 低温动作(3-5 PCS) a.试验方法: 样品在不包装,试验机将处于温度-10℃的恒温箱槽内工作8小时以后,在当 时的温度环境下进行检验,所设置的动作状态要求同相同。 b. 产品备注条件: 出口产品: 0℃/4小时/音量开100%/电压提高10% OEM/内销产品: -5℃/4小时/音量开100%/电压提高10% c. 标准: 样品在温度为-10℃±2℃(带有CD功能为0℃±2℃)时持续工作8H,样品应符合“3” 的规定。 [注:低温情况下无须湿度否则会结冰 OEM定义: 代工,帮代其他厂商做的产品]高温贮藏(G/BOX 3-5 PCS)(M/CARTON 1-3箱) a.试验方法 样品按出货要求包装好,放入恒温箱内。 b.标准 样品必须有包装: OEM/出口产品: 65℃/24小时/湿度60% 内销产品: 50℃/16小时/湿度60% 然后在常温下恢复4H后,应符合“3”的规定。 低温贮藏(G/BOX 3-5 PCS)(M/CARTON 1-3箱) a.试验方法: 样品按出货要求包装好放入-20℃的恒温箱内。 b.标准 样品(必须有包装)在温度为-20℃±2℃时搁置24H,然后在常温下恢复4H后, 样品应符合“3”的规定。 常温(3-5℃)老化(开发样机2-3 PCS,PP/MP样机3-5 PCS) a.试验方法: 样品在下表的条件下持续工作,中途功能确认1日3次(例AM 9时,PM14时,PM18 时/DAY进行)。
1-3-半导体封装件的可靠性评价方法
半导体封装件的可靠性评价方法 Lunasus 科技公司,佐土原宽 Lunasus 科技公司细川丰 本章将依据半导体封装件可靠性评价的基本考虑方法,以故障机理为基础的实验条件介绍,并根据韦布图来解说可靠性试验下的(产品)寿命推导方法。 封装件开发及材料变化过程中的可靠性评价方法 为实现半导体封装件功能和电气特性的提高,在推动多引脚化的同时,也要发展高密度封装化下的小型、薄型化。最近,搭载多个芯片的SiP(System in Package,系统级封装)和芯片尺寸(与封装尺寸)非常相近的CSP(Chip Size Package,芯片级封装)已开始量产,封装件的构造多种多样。另外,为达成封装件低成本化和环保的要求,采用规格更高的封装件材料的开发正在活跃起来。但封装件构造的复杂化和新型材料的使用不能对制造品质和可靠性造成影响。这里将对新型封装件的开发和材料改变下的可靠性评价方法进行解说。 最近的半导体封装件多数属于树脂灌封型,对半导体单体的可靠性评价包括,高温保存(或动作)实验,耐湿性实验以及温度循环实验。另外,对于有可能要进行表面装配的高密度封装器型,需考虑焊接装配过程中的热应力情况,因此焊锡耐热性实验也是不可缺少的。这些可靠性试验,是对半导体封装件在实际使用过程中所预想发生的各种故障进行短时间评价的加速性实验方法。接下来需要先确定半导
体所发生的各种故障的主要加速原因是什么后才能进行实验。例如,对于树脂封装件来讲,湿度(水分)是造成硅芯片上金属线路受到腐蚀(图1)的主要原因之一,而温度可以加快水分浸入封装件内的速度,所以高温、高湿下的实验才有效果。与此同时,在电压也是故障主因的场合,有必要进行高温、高湿下的通电实验。 如上所述,对于封装件相关的各种故障,通过对机理的解析,找出加速实验的主要因子,设定合适的可靠性实验条件,这些就是可靠性评价的基础。 针对封装件构造的可靠性试验 正如开头所述,为实现封装件的高功能、高密度化,封装件的外观形状的主流是QFP(Quad Flat Package,四面扁平封装)和BGA
XX汽车试验场 汽车产品定型可靠性试验规程 1主题内容与适用范围 本标准规定了汽车产品在海南汽车试验场进行定型可靠性行驶试验的试验条件、试验程序、行驶规范、检验项目和可靠性评价。 本标准适用于轴荷孙超过13t的各类汽车。 2引用标准 GB/T12534汽车道路试验方法通则 3术语 3.1 客车A类 车辆全长大于 3.5m,主要总成专门设计或选用已定型的总成设计的客车或未定型的客车底盘。 3.2 客车B类 车辆全长大于3.5m,选用已定型的底盘设计的客车. 3.3 轿车C类 发动机排量大于1L的轿车。 3.4 轿车D类 发动机排量小于或等于1L的轿车。 3.5 微客 车辆全长小于或等于3.5m的客车。 3.6 微货 最大总质量小于或等于1.8t的载货汽车。 3.7 微型汽车 微客和微货的总称。 3.8 全轮驱动汽车 指为民用目的设计的全轮驱动汽车。 3.9轻型货车I 最大总质量大于2.5t的轻型载货汽车。 3.10 轻型货车II 最大总质量小于或等于2.5t的轻型载货汽车。 4试验条件 4.1 试验道路设施和环境 试验道路设施和环境详见附录A《海南汽车试验场汽车试验道路设施和环境》。 4.2 试验样车 试验样车数量及其试验实施条件应符合相应车型定型试验规程的规定,并按GB/T 12534的规定进行试验车辆的准备。
4.3 试验人员 试验人员应由试验负责人、技术人员、汽车驾驶员和修理工组成。试验人员应正确理解和掌握本规程,按规定进行试验操作。 4.4 试验主要仪器 行驶记录仪、发动机转速表、前轮定位仪、地中衡、点温计、综合气象仪、秒表、计算机等。 5试验里程及里程分配 5.1 基本型汽车的可靠性行驶试验总里程(不包括磨合里程)及里程分配见表1。 2、全轮驱动车参照相应车型规定,总里程中应包含一定的全轮驱动里程。 5.2 变型车(含底盘) 5.2.1 变型车可靠性行驶试验总里程(不包括磨合里程)及里程分配见表2。变型车在各种路面上的行驶里程不超过基本型车相应路面的里程。 5.2.2 总质量或轴载质量比已定型的基本型增加大于5%、但不超过10%(含10%)的按变型车处理,大于10%的按基本型处理。 表2中未列的改变项目可参照执行。
无锡工艺职业技术学院电子信息工程系 毕业设计论文 半导体器件封装的可靠性研究 专业名称应用电子技术 学生姓名 学号 指导教师鲍小谷 毕业设计时间2010年2月20日~6月12日
半导体器件是经过衬底制备、外延、氧化、光刻、掺杂、封装等工序做出来的。但要保证做出的产品在正式生产后可以让顾客使用,且安全可靠、经久耐用,就必须在研究发展期间就将可靠度设计于产品质量中,因此试验的工作是不可少的。 试验是评估系统可靠度的一种方法,就是将成品或组件仿真实际使用环境或过应力的情况下予以试验,利用过程中失效之左证数据来评估可靠度。当然佐证资料越多,对所估计的可靠度信心也越大,可是人们又不希望采用大量样本来进行试验。若不做试验或做某种程度的试验,就根本不知道产品可靠的程度。 本文主要介绍了可靠性试验在半导体器件封装中是怎样使用的,从而来突出可靠性试验在封装中起着很重要的作用。 关键词:半导体器件;封装类型;可靠性;试验 Abstract Semiconductor substrate after the preparation, epitaxy, oxidation, lithography, doping, packaging and other processes done. However, to ensure that products made after the official production for customers to use, and safe, reliable, and durable, it is necessary to research and development in reliability during the design will be in product quality, and therefore the work of test is indispensable. Trial is to assess the system reliability of the method is that simulation will be finished products or components of the actual use of the environment or the circumstances have to be stress test, using the process of failure data to assess the reliability of proof. Of course, the more supporting information, the reliability of the estimate the greater the confidence, but people do not want to adopt a large number of samples tested. Do not test or do some degree of testing, simply do not know the extent of product reliability. This paper introduces the reliability test in semiconductor devices is how to use the package, and thus to highlight the reliability test in the package plays a very important role. Key words: Semiconductor devices; Package type; Reliability; Trial
半导体封装件的可靠性评价方法 Lunasus 科技公司,佐土原宽 Lunasus 科技公司细川丰 本章将依据半导体封装件可靠性评价的基本考虑方法,以故障机理为基础的实验条件介绍,并根据韦布图来解说可靠性试验下的(产品)寿命推导方法。 封装件开发及材料变化过程中的可靠性评价方法 为实现半导体封装件功能和电气特性的提高,在推动多引脚化的同时,也要发展高密度封装化下的小型、薄型化。最近,搭载多个芯片的SiP(System in Package,系统级封装)和芯片尺寸(与封装尺寸)非常相近的CSP(Chip Size Package,芯片级封装)已开始量产,封装件的构造多种多样。另外,为达成封装件低成本化和环保的要求,采用规格更高的封装件材料的开发正在活跃起来。但封装件构造的复杂化和新型材料的使用不能对制造品质和可靠性造成影响。这里将对新型封装件的开发和材料改变下的可靠性评价方法进行解说。 最近的半导体封装件多数属于树脂灌封型,对半导体单体的可靠性评价包括,高温保存(或动作)实验,耐湿性实验以及温度循环实验。另外,对于有可能要进行表面装配的高密度封装器型,需考虑焊接装配过程中的热应力情况,因此焊锡耐热性实验也是不可缺少的。这些可靠性试验,是对半导体封装件在实际使用过程中所预想发生的各种故障进行短时间评价的加速性实验方法。接下来需要先确定半导
体所发生的各种故障的主要加速原因是什么后才能进行实验。例如,对于树脂封装件来讲,湿度(水分)是造成硅芯片上金属线路受到腐蚀(图1)的主要原因之一,而温度可以加快水分浸入封装件内的速度,所以高温、高湿下的实验才有效果。与此同时,在电压也是故障主因的场合,有必要进行高温、高湿下的通电实验。 如上所述,对于封装件相关的各种故障,通过对机理的解析,找出加速实验的主要因子,设定合适的可靠性实验条件,这些就是可靠性评价的基础。 针对封装件构造的可靠性试验 正如开头所述,为实现封装件的高功能、高密度化,封装件的外观形状的主流是QFP(Quad Flat Package,四面扁平封装)和BGA(Ball
目录 1.目的 2.范围 3.样品要求 4.试验项目和方法 1)高温动作 2)低温动作 3)高温贮藏 4)低温贮藏 5)常温(3- 5 PCS)老化 6)高温高湿试验 7)高低温循环冲击试验 8)跌落试验 9)振动试验 10)高压测试 11)静电测试 12)过压、欠压测试 13)内部检查 14)机械操作试验 15)涂膜试验 16)CD门、卡门耐强度试验 17)按钮、CD门、面壳压力试验 18)移行试验 19)撞击试验 20)盐雾试验 21)电池寿命试验 22)温升试验 23)手挽强度试验
1. 目的 为了保证本公司的产品设计、开发和制造质量,规范可靠性试验的方法和标准。 2. 范围 本文件适用于本公司的所有产品,若客户有指定规格,将以指定规格为根据。 3. 样品要求 3.1 产品外观应整洁,表面不应有凹痕、划伤、裂缝、变形、毛刺、霉斑等缺陷,表面涂 层不应起泡、龟裂、脱落。金属零件不应有锈蚀及其他机械损伤。灌注物不应外溢。 开关、按键、旋钮的操作应灵活可靠、零部件应紧固无松动、指示正确,各种功能应 正常工作,说明功能的文字和图表符号标准应正确、清晰、端正、牢固。 3.2 样品应检查OK后才可以进行可靠性试验。如果存在不良,在该不良对所做试验无影响 的情况下,可以进行相关试验,但试验前必须详细地记录不良现象。 4. 试验项目和方法 4.1 高温动作(3-5 PCS) a.试验方法: 样品应在不包装,将处于温度40℃或45℃湿度60%的恒温槽中工作8H以后,在当时的温度环境下进行检查,所设置的动作状态是指CD+REC/MP3+REC/TAPE+REC/RADIO+REC状态,VR开到最大,电压设定为规格加10% 。 b.产品备注条件: 出口产品: 45℃/4小时/湿度60%/音量开100%/电压提高10% OEM产品: 40℃/8小时/湿度60%/音量开70%/电压提高10% 内销产品: 40℃/4小时/湿度60%/音量开100%/电压提高10% c.标准 样品在温度为40℃±2℃湿度60% RH(手板机和PP机为45℃±2℃)湿度60% RH时应能持续工作8H,并符合“3”的规定。 4.2 低温动作(3-5 PCS) a.试验方法: 样品在不包装,试验机将处于温度-10℃的恒温箱槽内工作8小时以后,在当时的温度环境下进行检验,所设置的动作状态要求同4.1相同。 b. 产品备注条件: 出口产品: 0℃/4小时/音量开100%/电压提高10% OEM/内销产品: -5℃/4小时/音量开100%/电压提高10% c. 标准: 样品在温度为-10℃±2℃(带有CD功能为0℃±2℃)时持续工作8H,样品应符合“3” 的规定。 [注:低温情况下无须湿度否则会结冰 OEM定义: 代工,帮代其他厂商做的产品]
塑料封装可靠性问题浅析 1、引言 塑料封装器件很容易由于多种原因而导致早期失效。这些缺陷产生的根源很多, 他们能够导致在塑封体各个部位产生一系列的失效模式和失效机理。缺陷的产生主要是由于原材料的不匹配、设计存在缺陷或者不完善的制造工艺。塑料封装器件同样也存在着非缺陷机理性失效, 比如PEM在空气中吸潮, 所吸收的潮气将会导致很多的问题出现, 包含在这一类失效中的就是所谓的磨损型失效机理。这些类型的失效在后面将会进行详细的论述。同时也将讨论避免产生缺陷的各种方法以及生产过程的优化和完善的设计。这些都是为了保证最后成品的质量和可靠性。 2、塑料封装器件的缺陷及其预防 有些缺陷很自然地归类于热机性能造成的, 而其他的缺陷通常和一些特殊的制成有关系, 比如芯片的制造、芯片的粘接、塑封、芯片的钝化、引线框架芯片基板的制造、焊丝或者后道成品包装。这些都将在下面的讨论中看到, 同时其中的某些缺陷在分类上还是相互交叉的。 2.1、热机缺陷 某些缺陷能够导致失效, 而这些缺陷都与热以及微观物质的移动有密切关系, 产生的主要原因就是环氧塑封料和不同接触界面材料的线膨胀系数不一致比如说, 当EMC固化时, 热收缩应力也随之产生这些应力将会导致巨大的拉伸和剪切应力, 作用于直接接触的芯片表面特别是在邑片的角部, 应力将会成几何级数增长, 很容易导致芯片薄膜钝化层或者芯片焊接材料以及, 芯片本身的破裂。这些应力同样也容易导致EMC和芯片/芯片基板/引线框架之间出现分层断裂以及分层将会导致电路断开、短路以及间歇性断路问题出现。同样它们也为潮气和污染源更容易进人塑封体内部提供了通路。 这些类型的缺陷可以通过以下措施来避免:在选择塑封料、引线框架、芯片焊接剂以及芯片钝化层的原材料时, 所有材料的线膨胀系数必须尽可能地相互匹配;芯片上部和下部塑封料的厚度应该尽可能地接近;尽量避免在设计和排版过程中出现边缘尖端以及尖角, 这样可以防止出现应力集中, 从而避免断裂的出现;最后, 提倡使用低应力塑封料以及低应力芯片焊接剂, 可以最大限度防止在封装的过程中出现多余应力。 2.2、芯片缺陷 芯片缺陷通常都是和半导体圆片制造以及塑料封装器件特有的缺陷(比如在应力作用下所产生的金属化分层以及钝化层破裂现象)有关系的。这里不再详细描述所有缺陷, 仅限于讨论对塑封体结构关系非常密切的缺陷以及塑封体独有的缺陷。 2.3、芯片粘接缺陷
Q/GSXH.Q. 质量管理体系第三层次文件1004.03-2001 可靠性试验规范
拟制:审核:批准: 海锝电子科技有限公司版次:C版 可靠性试验规范 1. 主题内容和适用范围 本档规定了可靠性试验所遵循的原则,规定了可靠性试验项目,条件和判据。 2. 可靠性试验规定 2.1 根据IEC国际标准,国家标准及美国军用标准,目前设立了14个试验项 目(见后目录〕。 2.2 根据本公司成品标准要求,用户要求,质量提高要求及新产品研制、工艺 改进等加以全部或部分采用上述试验项目。 2.3 常规产品规定每季度做一次周期试验,试验条件及判据采用或等效采用产 品标准;新产品、新工艺、用户特殊要求产品等按计划进行。 2.4 采用LTPD的抽样方法,在第一次试验不合格时,可采用追加样品抽样方 法或采用筛选方法重新抽样,但无论何种方法只能重新抽样或追加一次。 2.5 若LTPD=10%,则抽22只,0收1退,追加抽样为38只,1收2退。 抽样必须在OQC检验合格成品中抽取。 3.可靠性试验判定标准。
环境条件 (1)标准状态 标准状态是指预处理, 后续处理及试验中的环境条件。论述如下: 环境温度: 15~35℃ 相对湿度: 45~75% (2)判定状态 判定状态是指初测及终测时的环境条件。论述如下: 环境温度: 25±3℃ 相对湿度: 45~75% 4.试验项目。 目录 4.1 高温反向偏压试验------------------------------------ 第4页4.2 压力蒸煮试验------------------------------------ 第6页4.3 正向工作寿命试验------------------------------------ 第7页4.4 高温储存试验------------------------------------ 第8页4.5 低温储存试验------------------------------------ 第9页4.6 温度循环试验------------------------------------ 第10页4.7 温度冲击试验------------------------------------ 第11页4.8 耐焊接热试验------------------------------------ 第12页4.9 可焊性度试验------------------------------------ 第13页4.10 拉力试验------------------------------------ 第14页
GB/T 19055-2003 汽车发动机可靠性 试验方法 南京汽车质量监督检验鉴定试验所
GB/T 19055-2003 前言 本标准与GB/T 18297-2001《汽车发动机性能试验方法》属于同一系列标准,系汽车发动机试验方法的重要组成部分。 本标准自实施之日起,代替QC/T 525—1999。 本标准的附录A为规范性附录。 本标准由中国汽车工业协会提出。 本标准由全国汽车标准化技术委员会归口。 本标准起草单位:东风汽车工程研究院。 本标准主要起草人:方达淳、吴新潮、饶如麟、鲍东辉、周明彪。 引言 本标准系在JBn 3744—84即QC/T 525—1999《汽车发动机可靠性试验方法》长期使用经验的基础上参考国外的先进技术,制定了本标准。 本标准对QC/T 525—1999的重大技术修改如下: ——拓展了标准适用范围,不仅适用于燃用汽、柴油的发动机,还适用于燃用天然气、液化石油气和醇类等燃料的发动机; ——修改了可靠性试验规范,对最大总质量小于3.5t的汽车用发动机采用更接近使用工况的交变负荷试验规范;对最大总质量在3.5t~12t之间的汽车用发动机采用混合负荷试验规范,以改进润滑状态;冷热冲击试验过去仅在压燃机上进行,现扩展到点燃机,并增加了“停车”工况,使零部件承受的温度变化率加大; ——修改了全负荷时最大活塞漏气量的限值,首次推出适用于不同转速范围的非增压机、增压机、增压中冷机的限值计算公式,使评定更为合理; ——为使汽车发动机满足国家排放标准对颗粒排放物限值的要求,修改了额定转速全负荷时机油/燃料消耗比的限值(由原来1.8%改为0.3%); ——增加“试验结果的整理”的内容,并单独列为一事,要求对整机性能稳定性、零部件损坏和磨损等进行更为规范和详尽的评定; ——增加“试验报告”的内容,并单独列为一章,明确试验报告主要内容,使试验报告更为规范。 ——增加了附录A《汽车发动机可靠性评定方法》,使评定更为准确和全面, ——鉴于汽车发动机排放污染物必须满足国家排放标准的要求,在认证时按排放标准进行专项考核,故本标准不再涉及。
可靠性试验的常用术语 Biil of material:BOM 材料清单 可靠性试验常用术语 试验名称英文简称常用试验条件备注 温度循环TCT —65C ~150C, dwell15min, 100cycles 试验设备采用气冷的方式,此温度设置为设备的极限温度 高压蒸煮PCT 121 C,100RH., 2ATM,96hrs 此试验也称为高压蒸汽,英文也称为autoclave 热冲击TST —65 C ~150C, dwell15min, 50cycles 此试验原理与温度循环相同,但温度转换速率更快,所以比温度循环 更严酷。 稳态湿热THT 85C ,85%RH., 168hrs 此试验有时是需要加偏置电压的,一般为Vcb=~, 此时试验为THBT。易焊性solderability 235C,2 ±此试验为槽焊法,试验后为1 0~40倍的显微镜下看管脚的上锡面积。 耐焊接热SHT 260C ,10 ±1s 模拟焊接过程对产品的影响。 电耐久Burn in Vce=, Ic=P/Vce,168hrs 模拟产品的使用。(条件主要针对三极管) 高温反偏HTRB 125C, Vcb=~, 168hrs 主要对产品的PN结进行考核。 回流焊IR reflow Peak C 高温贮存超声波检测225C) HTST SAT 泡、裂缝。但产品表面一定要平整。 IC 产品的质量与可靠性测试 、使用寿命测试项目Life test items 只针对SME产品进行考核,且最多只能做三次。 150C ,168hrs 产品的高温寿命考核。 检测产品的内部离层、气):EFR, OLT (HTOL), LTOL
UESTC-Ning Ning 1 Chapter 2 Chip Level Interconnection 宁宁 芯片互连技术 集成电路封装测试与可靠性
UESTC-Ning Ning 2 Wafer In Wafer Grinding (WG 研磨)Wafer Saw (WS 切割)Die Attach (DA 黏晶)Epoxy Curing (EC 银胶烘烤)Wire Bond (WB 引线键合)Die Coating (DC 晶粒封胶/涂覆) Molding (MD 塑封)Post Mold Cure (PMC 模塑后烘烤)Dejunk/Trim (DT 去胶去纬) Solder Plating (SP 锡铅电镀)Top Mark (TM 正面印码)Forming/Singular (FS 去框/成型) Lead Scan (LS 检测)Packing (PK 包装) 典型的IC 封装工艺流程 集成电路封装测试与可靠性
UESTC-Ning Ning 3 ? 电子级硅所含的硅的纯度很高,可达99.9999 99999 % ? 中德电子材料公司制作的晶棒( 长度达一公尺,重量超过一百公斤 )
UESTC-Ning Ning 4 Wafer Back Grinding ?Purpose The wafer backgrind process reduces the thickness of the wafer produced by silicon fabrication (FAB) plant. The wash station integrated into the same machine is used to wash away debris left over from the grinding process. ?Process Methods: 1) Coarse grinding by mechanical.(粗磨)2) Fine polishing by mechanical or plasma etching. (细磨抛光 )
与可靠性试验相关标准汇总 GB/T 5910 《轿车质量分布》 GB/T 12678-90 《汽车可靠性行驶试验方法》 GB/T 12534-90 《汽车道路试验方法通则》 GB/T 12679-1990 《汽车耐久性行驶试验方法》 《总后勤部汽车试验场汽车产品定型可靠性行驶试验规范》(定远) GB/T 13043-2006 《客车定型试验规程》 GB/T 13044-1991《轻型客车定型试验规程》 GB/T 1332-1991《载货汽车定型试验规程》 GB/T 18388-2001《电动汽车定型试验规程》 《实施汽车强制性项目检验和定型试验规程的规范性要求》(发布日期:2004-09-20 ) QC/T 252-1998 《专用汽车定型试验规程》 QC/T 526-1999 《汽车发动机定型试验规程》 QC/T 29020-1991 《微型货车定型试验规程》 Q/FT A039-2006《车辆磨合行驶技术规范》 Q/FT A042-2006《车辆用离合器系统道路可靠性要求及试验方法》 Q/FT A074-2006 《N3类变型车可靠性试验规范》 Q/FT A088-2003《汽车驱动桥总成试验方法》 Q/FT A089-2003《汽车机械式变速箱总成试验方法》 Q/FT A090-2003 《汽车前轴总成试验方法》 Q/FT A140-2006《零部件装车可靠性验证标准(试行)》 Q/FT B172-2004 《发动机装车道路试验规范(试行稿)》 Q/FT B174-2004 《前轴装车道路试验规范(试行稿)》 Q/FT B175-2004 《中后桥装车道路试验规范(试行稿)》 Q/FT B185-2004《大、中型城市公交车产品定型可靠性试验及评定方法(试行稿)》Q/FT B186—2004《轻型载货汽车产品定型可靠性试验及评定方法(试行稿)》Q/FT B187—2004《中重型载货汽车产品定型可靠性试验及评定方法(试行稿)》Q/FT B188—2004《轻型客车产品定型可靠性试验及评定方法(试行稿)》 Q/FT B214-2008《乘用车产品整车及零部件可靠性行驶试验及评定方法》 试验所 林中材 08.12.4
包装可靠性测试 1目的: 1.1评估包装箱在搬运,仓储,船运过程中经受挤压,堆积,跌落后是否还能保持原有的性能。 2适用范围 2.1所有提供给JCS的产品,且重量低于100磅(45KG)。 2.2检验产品在振动测试,跌落测试,抗压测试后的情况。 3程序 3.1准备工作 3.1.1根据产品测试要求,至少选择3个彩盒和3个外箱用于测试。 3. 1.2产品必须正确完好包装 3.1.3测试之前必须明确产品未损,功能完好 3.1.4如果工厂没有明确的测试设备,工厂必须在测试之前提供测试手册给JCS批复. 3.2接受标准 3.2.1测试后产品不能有任何外观上的缺陷和功能上的丢失. 3.2.2根据程序测试后,产品包装应良好. 3.2. 2.1外箱应紧贴彩盒,不应有松动. 3.2.
2.1.1外箱不应破裂,压碎,弯曲,具皱,潮湿,或毁坏,否则产品将被分发中心退回. 3.2. 2.2彩盒以任何形式破损,顾客都会认为包装不能承受压力,就不会购买,导致退货. 3.2. 2.3微小的包装损坏将进行评估,并以文件形式记录在案. 3.2.3所有测试必须根据测试规格,满足符合电器功能上,美学上和安全上的要求. 3.2.4如果测试失败,产品和包装将由工厂相应的工程师进行评估. 3.2. 4.1失败原因分析和校正措施应由JCS批准. 3.2. 4.2为了满足测试程序,可能对产品或包装进行修改. 3.3环境湿度测试 3.3.1所需设备 3.3. 1.1恒温恒湿箱 3.3.2测试样品数量要求 3.3. 2.1在QM或其他工程指示中列明 3.3.3实验室条件
3.1温度75±50 F.湿度(±10)% 3.3.4特征 3.3. 4.1所有测试产品都应和产品组装说明一致. 3.3. 4.2所有测试须满足测试规格上对电器和功能上的要求. 3.3. 4.3基于上述两点之外的案例,必须被记录在案并在报告中讨论 3.3.5要求 3.3. 5.1所有测试样品应完全遵从以下条件 3.3. 5.2温度测试条件: 1500F,40-60%条件下进行504小时 3.3. 5.3上架寿命,室内环境下静放168小时,然后检查产品质量. 3.3. 5.4根据以上条件,为保证产品保持一个高质量的外观,240小时后,产品包装不能脱落,标贴不能脱落,起皱,褪色.
电子封装中的可靠性问题 电子器件是一个非常复杂的系统,其封装过程的缺陷和失效也是非常复杂的。因此,研究封装缺陷和失效需要对封装过程有一个系统性的了解,这样才能从多个角度去分析缺陷产生的原因。 封装缺陷与失效的研究方法论 封装的失效机理可以分为两类:过应力和磨损。过应力失效往往是瞬时的、灾难性的;磨损失效是长期的累积损坏,往往首先表示为性能退化,接着才是器件失效。失效的负载类型又可以分为机械、热、电气、辐射和化学负载等。 影响封装缺陷和失效的因素是多种多样的,材料成分和属性、封装设计、环境条件和工艺参数等都会有所影响。确定影响因素和预防封装缺陷和失效的基本前提。影响因素可以通过试验或者模拟仿真的方法来确定,一般多采用物理模型法和数值参数法。对于更复杂的缺陷和失效机理,常常采用试差法确定关键的影响因素,但是这个方法需要较长的试验时间和设备修正,效率低、花费高。 在分析失效机理的过程中,采用鱼骨图(因果图)展示影响因素是行业通用的方法。鱼骨图可以说明复杂的原因及影响因素和封装缺陷之间的关系,也可以区分多种原因并将其分门别类。生产应用中,有一类鱼骨图被称为6Ms:从机器、方法、材料、量度、人力和自然力等六个维度分析影响因素。
这一张图所示的是展示塑封芯片分层原因的鱼骨图,从设计、工艺、环境和材料四个方面进行了分析。通过鱼骨图,清晰地展现了所有的影响因素,为失效分析奠定了良好基础。 引发失效的负载类型 如上一节所述,封装的负载类型可以分为机械、热、电气、辐射和化学负载。 失效机理的分类 机械载荷:包括物理冲击、振动、填充颗粒在硅芯片上施加的应力(如收缩应力)和惯性力(如宇宙飞船的巨大加速度)等。材料对这些载荷的响应可能表现为弹性形变、塑性形变、翘曲、脆性或柔性断裂、界面分层、疲劳裂缝产生和扩展、蠕变以及蠕变开裂等等。 热载荷:包括芯片黏结剂固化时的高温、引线键合前的预加热、成型工艺、后固化、邻近元器件的再加工、浸焊、气相焊接和回流焊接等等。外部热载荷会使材料因热膨胀而发生尺寸变化,同时也会改变蠕变速率等物理属性。如发生热膨胀系数失配(CTE失配)进而引发局部应力,并最终导致封装结构失效。过大的热载荷甚至可能会导致器件内易燃材料发生燃烧。 电载荷:包括突然的电冲击、电压不稳或电流传输时突然的振荡(如接地不良)而引起的电流波动、静电放电、过电应力等。这些外部电载荷可能导致介质击穿、电压表面击穿、电能的热损耗或电迁移。也可能增加电解腐蚀、树枝状结晶生长,引起漏电流、热致退化等。 化学载荷:包括化学使用环境导致的腐蚀、氧化和离子表面枝晶生长。由于湿气能通过塑封料渗透,因此在潮湿环境下湿气是影响塑封器件的主要问题。被