玻璃容器白酒瓶
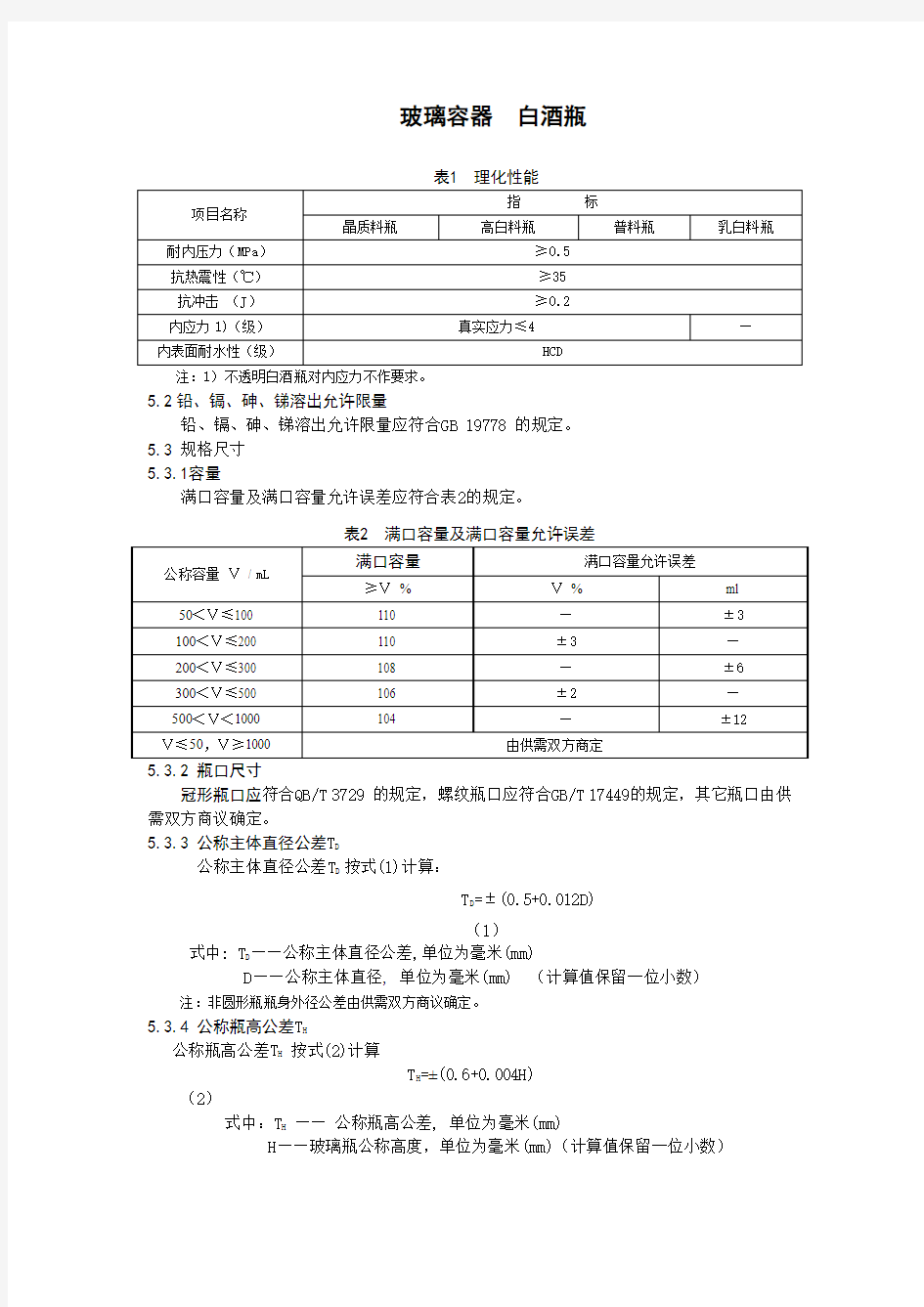
表1 理化性能
注:1)不透明白酒瓶对内应力不作要求。
5.2铅、镉、砷、锑溶出允许限量
铅、镉、砷、锑溶出允许限量应符合GB 19778 的规定。
5.3 规格尺寸
5.3.1容量
满口容量及满口容量允许误差应符合表2的规定。
冠形瓶口应符合QB/T 3729 的规定,螺纹瓶口应符合GB/T 17449的规定,其它瓶口由供需双方商议确定。
5.3.3 公称主体直径公差T D
公称主体直径公差T D 按式(1)计算:
T D=±(0.5+0.012D)
(1)
式中: T D——公称主体直径公差,单位为毫米(mm)
D——公称主体直径, 单位为毫米(mm) (计算值保留一位小数)注:非圆形瓶瓶身外径公差由供需双方商议确定。
5.3.4 公称瓶高公差T H
公称瓶高公差T H 按式(2)计算
T H=±(0.6+0.004H)
(2)
式中:T H——公称瓶高公差, 单位为毫米(mm)
H——玻璃瓶公称高度,单位为毫米(mm)(计算值保留一位小数)
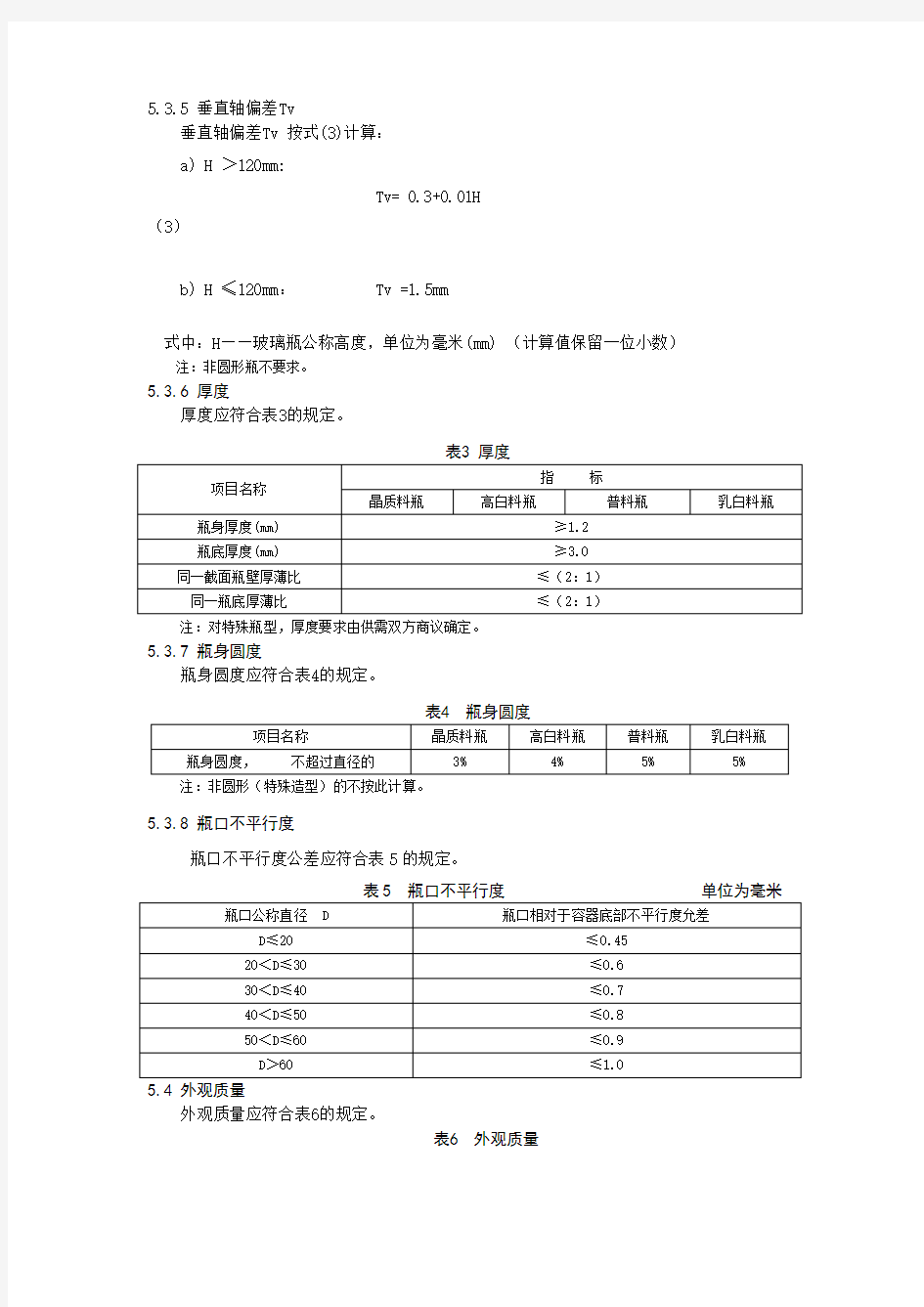
5.3.5 垂直轴偏差Tv
垂直轴偏差Tv 按式(3)计算:
a) H >120mm:
Tv= 0.3+0.01H (3)
b) H ≤120mm: Tv =1.5mm
式中:H——玻璃瓶公称高度,单位为毫米(mm) (计算值保留一位小数)
注:非圆形瓶不要求。
5.3.6厚度
厚度应符合表3的规定。
表3 厚度
注:对特殊瓶型,厚度要求由供需双方商议确定。
5.3.7 瓶身圆度
瓶身圆度应符合表4的规定。
表4 瓶身圆度
注:非圆形(特殊造型)的不按此计算。
5.3.8 瓶口不平行度
瓶口不平行度公差应符合表5的规定。
外观质量应符合表6的规定。
表6 外观质量
[重点]玻璃瓶质量标准 包装物质量标准——玻璃瓶罐 1 范围 本标准规定了各种玻璃瓶罐的技术要求、试验方法、检验规则和标志、包装、运输、贮存。 本标准适用于我厂的玻璃酒瓶与玻璃酒杯的检验。 下列单项项目范围: 圆度:适合于瓶身横截面为圆形的酒瓶、酒杯; 表面平整度:适合于瓶身纵轴截面为相互平行并垂直于底部水平面的酒瓶、酒杯,不适合于瓶身纵轴截面为椭圆形或其他异形的就酒瓶、酒杯。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文(以下标准以最新版本为准)。 GB/T 24694 玻璃容器白酒瓶; GB/T 4545 玻璃瓶罐内应力检验方法; GB/T 6552 玻璃瓶罐抗机械冲击试验方法; GB/T 4547 玻璃容器抗热震性和热震耐久性实验方法; GB/T 4548 玻璃容器内表面耐水侵蚀性能测试方法及分级; GB 19778 包装玻璃容器铅、镉、砷、锑溶出允许限量; 3.1 玻璃瓶质量标准 3.1.1 材质尺寸应符合下表要求 项目指标不合格限 材质尺寸材质尺寸符合设计图纸要求,以样为准 0% 3.1.2 卫生指标
铅、镉、砷、锑的溶出允许限量满足GB 19778的有关规定。 3.1.3 理化性能应符合下表规定 项目指标不合格限 抗热震性耐急冷温差42?无爆裂 耐水性应符合GB/T 4548中HC3的要求 0% 内应力真实应力小于等于4级 抗冲击/J 应符合GB/T 6552 中的方法试验,?0.6J 3.1.4 海王酒、鹿龟酒等中高档系列产品玻璃瓶外观质量应符合下表规定 项目指标规定不合格限 内棱应光滑圆角,封合面上不允许有影响密封性的皱褶及破裂现象; 口部缺陷 1% 螺纹线皱褶长度不长于1cm 口部尖刺不允许有 单边口模合缝线凸出量不大于0.12mm 模缝线单边凸出量不大于0.2mm 1% 尖锐刺手的不允许有 大于3mm(圆形)或4mm(长不允许有形); 破气泡和表面气泡; 不允许有 泡点 2% 直径在?1mm以下,能目测; 每平方厘米不多于6个 圆形直径0.3,3mm,能目测; 不多于3个 表面平整,无明显凹凸不平现 象。瓶身表面同一纵轴剖面线 上两个最高点所连接的直线到 最低点的距离(凹面)与这两 表面平整度个最高点的长度的百分比;或不大于0.5% 0.5%
玻璃容器白酒瓶 表1 理化性能 注:1)不透明白酒瓶对内应力不作要求。 5.2铅、镉、砷、锑溶出允许限量 铅、镉、砷、锑溶出允许限量应符合GB 19778 的规定。 5.3 规格尺寸 5.3.1容量 满口容量及满口容量允许误差应符合表2的规定。 冠形瓶口应符合QB/T 3729 的规定,螺纹瓶口应符合GB/T 17449的规定,其它瓶口由供需双方商议确定。 5.3.3 公称主体直径公差T D 公称主体直径公差T D 按式(1)计算: T D=±(0.5+0.012D) (1) 式中: T D——公称主体直径公差,单位为毫米(mm) D——公称主体直径, 单位为毫米(mm) (计算值保留一位小数)注:非圆形瓶瓶身外径公差由供需双方商议确定。 5.3.4 公称瓶高公差T H 公称瓶高公差T H 按式(2)计算 T H=±(0.6+0.004H) (2) 式中:T H——公称瓶高公差, 单位为毫米(mm) H——玻璃瓶公称高度,单位为毫米(mm)(计算值保留一位小数)
5.3.5 垂直轴偏差Tv 垂直轴偏差Tv 按式(3)计算: a) H >120mm: Tv= 0.3+0.01H (3) b) H ≤120mm: Tv =1.5mm 式中:H——玻璃瓶公称高度,单位为毫米(mm) (计算值保留一位小数) 注:非圆形瓶不要求。 5.3.6厚度 厚度应符合表3的规定。 表3 厚度 注:对特殊瓶型,厚度要求由供需双方商议确定。 5.3.7 瓶身圆度 瓶身圆度应符合表4的规定。 表4 瓶身圆度 注:非圆形(特殊造型)的不按此计算。 5.3.8 瓶口不平行度 瓶口不平行度公差应符合表5的规定。 外观质量应符合表6的规定。 表6 外观质量
— 玻璃酒瓶验收标准 1 目的 为严格控制玻璃酒瓶入库质量,以保证玻璃酒瓶符合我公司设计要求,能够投入生产,特制订本标准。 2 适用范围 本标准适用于所有进厂玻璃酒瓶的验收 3验收流程 技术中心根据生产部门提出的产品要求,上报给供应处定制样品,如果样品符合要求,供应处进行采购工作,样品由技术中心、供应商、供应处共同封存,以后每批次新进厂玻璃酒瓶根据封存样品验收。 4 工作程序 ! 操作工具:工具刀,手套,铁架,长尺,量筒,天平 抽样方法 接报检通知后,及时到卸货处抽样 酒瓶样本的抽取,应在堆码酒瓶的堆中采用前、后、左、右、及上面随机抽取的方法,若在汽车下瓶时抽取样本,则按汽车前、中、后随机抽取。 酒瓶抽样判定
5 检验方法 … 热稳定性,化学稳定性,内压力及瓶内铅、镉、砷、锑溶出允许量由供应商不定期提供检验报告 酒瓶的高度、酒瓶的瓶口、瓶身椭圆度、厚薄度用精度为的游标卡尺测定及用测高仪进行测量,本项操作在未配备相关容器时,由供应商进行测量。 满口容量用量筒测定 酒瓶料重用天平测定 瓶身倾斜与垂直偏差用铁架与直尺测定 气泡、不透明沙粒、缝合线、皱褶纹、原始伤痕、用目测辅以直角尺或游标卡尺测定 色泽、炸裂纹、斑点、光洁度、畸形、摩擦痕、卫生要求用目测或用手触摸的方法测定 6 技术要求 ; 外观质量 应符合下表的规定
理化要求 热稳定性≥35℃ 抗冲击≥ 内应力≤4级 内压力≥5kg/cm2 · 玻璃瓶的铅、镉、砷、锑溶出允许限量必须符合GB19778的规定。 色泽 晶白料玻璃瓶为晶莹透明,其他透明瓶为无色或实物样规定色泽 乳白玻璃酒瓶呈纯正的乳白色。明显可见的乳白泛青或泛绿的不允许有。酒瓶浅表面明显可见的呈云朵状、鱼鳞状、黑点、白点、白条及其他不规则状的不允许有。 蒙砂玻璃酒瓶呈不透明浅灰白色。 同一个酒瓶的色泽应当一致 同批酒瓶之间色泽应当一致,不允许有色差;批与批之间允许有色差,但不允许有明显色差。烤标 > 瓶体烤标符合打样样品的要求,图案完整,文字、标志、图案正确无误。 版位准确,偏版≤3mm;规格尺寸符合图纸规定要求。 文字、线条清晰美观,边沿光洁,字体无变形、残缺、褶皱、断线、倾斜等。 颜色符合打样样品的要求。同批酒瓶烤标之间色泽应当一致,不允许有明显色差。 蒙砂 瓶体蒙砂均匀,厚薄程度一致,无明显的漏蒙、透光等现象。
酒瓶文化 在品尝一瓶美酒之前,首先映入眼帘的会是各种独特的酒瓶。它婀娜的曲线,半透明的材质,以及微妙的重量感,都对于感官有着一种无可比拟的吸引力。这一次,中国食品网的编辑从不同的角度,带你探索酒瓶的奥秘与学问。 充满吸引力的酒瓶 酒瓶不仅仅是一个对酒的包装,它的形状,大小和颜色犹如一套衣装,与酒是互为一体的。在遥远的过去,单从使用的玻璃瓶就可以知道很多关于酒的产地,成份,甚至酿酒风格的信息。现在我们把酒瓶放到历史和设计背景中,看看酒瓶与酒是如何发生联系的。
酒瓶的变迁 酒瓶的变迁 在酿酒的最早期,所谓公元前埃及文化的时代,葡萄酒储存在名为amphorae的细长泥罐里。披着松散的长袍,一群手捧酒罐的天使所包围,就是那个时代的神诋形象。虽然这些容器外形不错,但是出奇的沉重,而且粘土材料影响酒的味道。在大约公元100年,罗马人发现玻璃瓶可以解决这些问题,但由于成本昂贵和落后工艺,所以一直到公元1600年,玻璃瓶才成储存葡萄酒的首选方式。当时玻璃模具还没有实际应用,所以早期瓶身都比较粗大,而且形状各异,看上去更像是今天的艺术雕刻作品。
幸存的古董葡萄酒瓶 几百年前,人们买到的葡萄酒是由所在旧世界的产区(如:阿尔萨斯,基安蒂或波尔多)标记的,不同的瓶型就是产区最醒目的标记,波尔多这个词甚至直接等同于波尔多风格的酒瓶。而后出现的新世界产区的葡萄酒则按照葡萄品种的原产地装瓶。例如产自加州的黑皮诺,就会使用标志黑皮诺原产地勃艮第的瓶子。 葡萄酒瓶的基本形状 波尔多瓶:为了倒酒时去除沉淀,肩部较高,两边对称,适合需要长时间窖藏的酒,柱状瓶体有利堆栈和平放。 勃艮第瓶:勃艮第红就沉淀较少,因而肩部比波尔多瓶要平,也易于生产。
《玻璃容器白酒瓶》国家标准 编制说明 (报批稿) 标准编制小组 二〇〇九年五月
《玻璃容器白酒瓶》国家标准编制说明 (报批稿) 1.任务来源 根据国家标准化管理委员会《关于下达2007年第四批国家标准制修订计划的通知》(国标委综合[2007] 85号文件)要求,由重庆市计量质量检测研究院负责起草《白酒玻璃瓶》标准。本标准计划编号为20071442-T-469,本标准由重庆市质量技术监督局提出,国家标准委农业食品部归口管理。 2 制订背景 在我国,白酒是人们生活中不可缺少的大众饮品。白酒工业是食品工业的重要组成部分,是国家及地方的一项重要财政收入之一。近年来,白酒工业的产量、产值、税收、销售收入、企业数量、基建投入等都持续增长。据不完全统计,全国每年的白酒产量都高达500万吨。包装在白酒生产和销售环节中是必不可少的一个因素,其所发挥的作用日益明显。 在白酒包装容器中,相比其他材料如陶瓶、瓷瓶、木制瓶等,玻璃瓶以其得天独厚的优势,始终占据主流。同时,随着人们生活水平的不断提高,消费者对酒类及其包装的要求也越来越高,传统的普通酒瓶已远远满足不了市场需求。相关资料显示,从1990代初开始,各大名酒企业为提高竞争力就已经开始不断改进包装。从近年的市场发展来看,酒瓶包装已经变得五花八门,其样式、材质更日趋多样化。 目前,我国仅有的白酒玻璃瓶标准是QB/T 3562-1999《500mL冠形瓶口玻璃瓶》(ZBY22007-1987),该标准已实施多年,且适用范围仅局限于500mL冠形瓶口产品,已不能满足实际生产和使用的需要。该领域需要一份具有广泛适应性的白酒玻璃瓶生产和使用的国家标准。为此,我们制定了本标准。
玻璃酒瓶验收标准 1 目的 为严格控制玻璃酒瓶入库质量,以保证玻璃酒瓶符合我公司设计要求,能够投入生产,特制订本标准。 2 适用范围 本标准适用于所有进厂玻璃酒瓶的验收 3 验收流程 技术中心根据生产部门提出的产品要求,上报给供应处定制样品,如果样品符合要求,供应处进行采购工作,样品由技术中心、供应商、供应处共同封存,以后每批次新进厂玻璃酒瓶根据封存样品验收。 4 工作程序 4.1 操作工具:工具刀,手套,铁架,长尺,量筒,天平 4.2 抽样方法 4.2.1 接报检通知后,及时到卸货处抽样 4.2.2 酒瓶样本的抽取,应在堆码酒瓶的堆中采用前、后、左、右、及上面随机抽取的方法,若在汽车下瓶时抽取样本,则按汽车前、中、后随机抽取。 4.2.3 酒瓶抽样判定 批量(个) 抽样数量(个) 判定范围(个) 比例 2-8 2 1 破碎率小于3% 其它小于5% 9-15 3 1 16-25 5 1 26-50 8 1 51-90 13 1 91-150 20 1 151-280 32 1 281-500 50 1 501-1200 80 1-2 1201-3200 125 2-3
3201-10000 200 3-4 10001-35000 315 5-6 35001-150000 500 6-7 150001-500000 800 8-9 500001及以上1250 9-10 5检验方法 5.1热稳定性,化学稳定性,内压力及瓶内铅、镉、砷、锑溶出允许量由供应商不定期提供检验报告 5.2酒瓶的高度、酒瓶的瓶口、瓶身椭圆度、厚薄度用精度为0.02mm的游标卡尺测定及用测高仪进行测量,本项操作在未配备相关容器时,由供应商进行测量。 5.3满口容量用量筒测定 5.4酒瓶料重用天平测定 5.5瓶身倾斜与垂直偏差用铁架与直尺测定 5.6气泡、不透明沙粒、缝合线、皱褶纹、原始伤痕、用目测辅以直角尺或游标卡尺测定 5.7 色泽、炸裂纹、斑点、光洁度、畸形、摩擦痕、卫生要求用目测或用手触摸的方法测定 6 技术要求 6.1外观质量 应符合下表的规定 项目 要求 晶质料瓶高白料瓶普料瓶乳白料瓶 气泡表面气泡和破气泡不许有 直径>4mm 不许有 瓶口封合面及封锁环 上 ≥0.8mm不许 有 ≥1mm不许有 2 mm<直径≤4mm 不许有不多于2个不多于4个不多于3个1mm<直径≤2mm,不多于2个不多于3个不多于6个不多于4个0.5mm<直径≤1mm,不多于4个不多于6个不多于8个不多于8个
coreldraw经典教案2 [作者:佚名转贴自:转载点击数:139 更新时间:2005-5-12 文章录入:admin ] 减小字体增大字体为方便以后管理、修改,我们先建好图层,在菜单中选择窗口\泊坞窗口\物件管理员,按次序分好图层(是个好方法,学习经验) 接下来开始细分各个部份,并填色。coreldraw9.0有强大的色彩渐变工具--渐层填色和互动式渐变工具,我最爱用互动式渐变工具,它做出的渐变自然、细腻,色彩丰富,渐变角度、形状易于修改。我们先看看啤酒瓶的结构图。
我个人喜欢从暗部往亮部画,这样方便控制整个色彩。将啤酒瓶暗部分成两部分,一部为暗部色彩,另一部为反光冰面的反光色彩。
保持暗部为选取状态,到工具栏中选择互动式渐变工具,将指针移至暗部上,当指针变成符号时按住鼠标左键拖拽到反光部再松开,即可产生两对象渐变的效果。
选取渐变对象,并到状态栏中将渐变的层次数及渐变形状之间的偏移中的数值改为40,其它设置不变。图-9。这时你会发现渐变对象变得平滑。但注意不要过分追求平滑,因为渐变数值越高占用内存也就越多。如对渐变、形状不满意,还可以通过修改反光部和暗部的形状来调整,直到满意为止。同时形状中的节点应尽量精简。 按同样方法再将暗部向固有色过渡,渐变的层次数设置为40。
再按同样方法再将固有色向亮部过渡,由于渐变面积增大,我们将渐变的层次数值设置为80,使渐变细腻、流畅。 色彩全部采用CMYK四色填色,便于以后输出、印刷。反光部、暗部、固有色、亮部色彩设置具体。
开啤酒下半部图层,色彩设置参照图 啤酒是玻璃制品,必须加上映射光,才让人感觉真实。打开映射图层,根据瓶身结构画好映射光的形状
9.1 本例是一个洋酒玻璃瓶包装制作实例,包括了酒瓶前标和后标的设计制作以及玻璃瓶效果图的制作。如图 9-1 和图 9-2 所示,分别为“ Beautiful 葡萄酒”的酒标展开平面图和玻璃罐装成品立体效果图。 设计前序 “ Beautiful 葡萄酒”是来自法国大香槟区精心酿制的干红葡萄酒,色泽琥珀,果味醇和,稍具酒性但又不乏细腻,深受世界酒类鉴赏家青睐。现要投入国内市场,应国内总代理商的要求,须重新设计酒标。 已知 Beautiful 葡萄酒瓶的尺寸是: 300mm (高)× 75mm (瓶底直径),如图 9-3 所示。 学习要点 ? 酒标设计的定位 ? 设置酒标的标准尺寸 ? 制作酒标的平面展开图 ? 制作酒标的条形码 ? 酒标烫金版的制作及拼版 ? 制作包装的立体效果图 创作思路 1 .产品定位 “ Beautiful 葡萄酒”定位在国内高端市场销售,主要在酒类专卖店以及超市专柜销售,消费对象为具有一定品酒能力和经济能力的消费者。 2 .设计手法 在设计瓶标的时候要融入法国本土风情,设计风格上要区别于国内普通红酒沉闷呆扳的表现方式,以法兰西浪漫派的手法赋予瓶标灵气。 3 .印刷思路 瓶贴采用 220g 的特种刚古纸印刷,印刷工艺可采用平版双色印刷和局部烫金,酒瓶瓶体则经过特殊的磨砂处理。
4 .成品流程 葡萄酒包装的制作流程大致分为:设计构思→设计初稿→定稿→印前制作→ 输出菲林→ 成批印刷→ 罐装→ 贴标→装箱成品。 设计人员能完成的任务就是从设计稿到印刷前的制作,如图 9-4 所示是 “ Beautiful 葡萄酒”包装前期的制作过程。 9.2 操作过程精解 因该产品客户已提供了一切所需要的素材和资料,设计师只要在原有的基础上做出版面的重新排版与整理即可,而且客户所提供的材料是矢量图形,所以直接在CorelDRAW 12 中制作。 9.2.1 设置酒标的标准尺寸 ( 1 )启动 CorelDRAW 12 软件。 ( 2 )新建文件夹为“图形 1 ”,在属性栏设置纸张宽度为 297mm ,纸张高度为 210mm 。如图 9-5 所示。 根据酒瓶的实际尺寸及客户要求,酒瓶的前标尺寸高为 94mm ,宽为 68mm 。加上四边留个出血 3mm ,酒瓶的前标实际尺寸为100mm × 74mm ,如图 9-6 所示。 9.2.2 制作酒标的平面展开图 ( 1 )单击工具箱中的【矩形工具】按钮,绘制一个高为 100mm 、长为 74mm 的长方形,按键盘 P 键,把方框居中到页面。并根据图 9-6 所示,拉出参考线,如图 9-7 所示。 ( 2 )继续运用工具箱中的【矩形工具】,绘制一个高为 10mm 、长为 74mm 的长方形,单击工具箱中的【挑选工具】选取两个方框,执行菜单栏【排列】→【对齐和分布】→【底端对齐】命令,结果如图 9-8 所示。 ( 3 )单击工具箱中的【选择填充工具】,弹出【颜色】泊坞窗,设置参数如图 9-9 所示。然后填充矩形,如图 9-10 所示。 ( 4 )运用工具单箱中的【文本工具】,在编辑菜单栏里的字体列表中选择AvantGarde Bk BT ,输入文字 PRODUCT OF FRANCE ;然后单击属性栏里的【文本格式】,对字体进行编排处理。单击工具箱中的【选取工具】,调整文字的比例大小,如图 9-11 所示。 ( 5 )再次输入客户提供的文字资料,单击属性栏里的【文本格式】,对其进行编排处理,调整成如图 9-12 所示效果。
贵州湄窖酒业有限公司企业标准 QB/GZMJ7-003--2012 玻璃酒瓶质量标准 受控状态: 发放编号: 版次:[A] 审核: 批准: 2012-03-05发布 2012-03-20实施 贵州湄窖酒业有限公司发布
玻璃酒瓶质量标准 1 范围 本标准规定了各种玻璃瓶罐的技术要求、试验方法、检验规则和标志、包装、运输、贮存。 本标准适用于我厂的玻璃酒瓶与玻璃酒杯的检验。 下列单项项目范围: 圆度:适合于瓶身横截面为圆形的酒瓶; 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文(以下标准以最新版本为准)。 GB/T 24694 玻璃容器 白酒瓶; GB/T 4545 玻璃瓶罐内应力检验方法; GB/T 6552 玻璃瓶罐抗机械冲击试验方法; GB/T 4547 玻璃容器 抗热震性和热震耐久性实验方法; GB/T 4548 玻璃容器内表面耐水侵蚀性能测试方法及分级; GB 19778 包装玻璃容器 铅、镉、砷、锑溶出允许限量; 3.1 玻璃瓶质量标准 3.1.1 材质尺寸应符合下表要求 项 目 指 标 不合格限 材质尺寸 材质尺寸符合设计图纸要求,以样为准 0% 3.1.2 卫生指标 铅、镉、砷、锑的溶出允许限量满足GB 19778的有关规定。 3.1.3 理化性能应符合下表规定 项 目 指 标 不合格限 抗热震性 耐急冷温差42℃无爆裂 0% 耐水性 应符合GB/T 4548中HC3的要求 内应力 真实应力小于等于4级 抗冲击/J 应符合GB/T 6552 中的方法试验,≥0.6J 3.1.4 海王酒、鹿龟酒等中高档系列产品玻璃瓶外观质量应符合下表规定 项 目 指 标 规 定 不合格限 口部缺陷 内棱应光滑圆角,封合面上影 响密封性的皱褶及破裂现象; 不允许有 1% 螺纹线皱褶 长度不长于1cm 口部尖刺 不允许有 模缝线 单边口模合缝线凸出量 不大于0.12mm 1% 单边凸出量 不大于0.2mm 尖锐刺手的 不允许有
玻璃瓶的成型按照制作方法可以分为人工吹制、机械吹制和挤压成型三种。 玻璃瓶按照成分可分为以下几种:一是钠玻璃二是铅玻璃三是硼矽玻璃 玻璃瓶的主要原材料是天然矿石、石英石、烧碱、石灰石等。玻璃瓶具有高度的透明性及抗腐蚀性,与大多数化学品接触都不会发生材料性质的变化。其制造工艺简便,造型自由多变,硬度大,耐热、洁净、易清理,并具有可反复使用等特点。玻璃瓶作为包装材料主要用于食品、油、酒类、饮料、调味品、化妆品以及液态化工产品等,用途非常广泛。但玻璃瓶也有它的缺点,如重量大、运输存储成本较高、不耐冲击等。 一、我国经济近年来发展情况 (一)国民经济运行特点: 1、增速较快。国内生产总值连续五年保持两位数以上的增速,五年年均增长10.7%。今年前三季度累计增长9.9%。 2、经济效益持续大幅提高,规模以上企业利润连续五年保持20%以上的增速。 3、今年农业生产再获丰收,粮食产量连续五年增产。 4、年进出口贸易总额突破2万亿美元,贸易结构继续优化。 5、固定资产投资稳定较快增长,投资结构有所改善。 6、国内市场销售快速增长,城乡消费同步较快增长。 7、居民消费价格、生产价格涨跌起伏。 (二)工业经济发展情况 近年来,工业快速发展有力地带动了国民经济的发展。 1、工业生产速度较快,产销率较高。 2、经济效益水平不断提高。 3、结构调整有进展。 4、能源供给稳定增加,目前供需基本平衡。 5、重点行业节能减排取得新进展。 总体上看,日用玻璃行业有较好的发展环境。 二、如何认识当前的经济形势 (一)IMF预测今明年中国经济增速为9.7%和9.3% 国际货币基金组织(IMF)10月8日发表的《世界经济展望》报告预测,今明两年中国经济增长速度将有所放缓,但增幅仍有望分别达到9.7%和9.3%,在主要经济体中首屈一指。 (二)刚刚闭幕的中央经济工作会议公报指出: 我国经济呈现增长较快、价格回稳、结构优化、民生改善的良好局面。受国际金融危机快速蔓延和世界经济增长明显减速的影响,加上我国经济生活中尚未解决的深层次矛盾和问题,目前我国经济运行中的困难增加,经济下行压力加大,企业经营困难增多。 经过改革开放30年的持续快速发展,我国积累了雄厚物质基础,经济实力、综合国力、抵
玻璃酒瓶的检验重点 对于大多数玻璃酒瓶的生产厂家,产品出厂后,每年都会收到客户各种各样的产品质量问题,引起客户抱怨,给双方造成损失。归咎原因:主要在于制作过程中质量监控不当造成,现就制作过程中质量监控的重点作一些浅议。 一、模具检验 1. 对于专业生产玻璃酒瓶的厂家大多是依客户提供的模具,或依图纸、样瓶新开的模具进行生产,对会影响成型的模具关键尺寸,须在开模时与客户沟通、协商,对关键尺寸修改意见达成共识。 2. 所有模具在入厂时均须对模具的口模、初模、成模进行配套,依图纸或客户的要求进行检验。 二、首件检验 1. 就是在模具上机后进退火线前,生产出的前10个—30个产品,每一个模具抽2个—3个产品进行尺寸规格检验,检验重点是口高尺寸;口子内外径;底子刻字是否正确、清晰;瓶身图案是否正确。 2. 瓶子从退火线刚出来时,由质检班长将每个成模出来的产品限2个—3个,依图纸全方面进行检测,重点是除了以上外,另需作容量量测,料重量测,口子的内外径,必要时,将瓶内装满水,用客供的盖子作实物装配,检测是否能盖到位,是否漏水。并作内压力、内应力、耐酸碱度测试。 三、制程检验 1. 未换模具情况下,每隔2小时,每模抽2个进行容量、料重检测,另需检测口子的内外径,因口模在使用中容易沾满油污,导致盖子不严而出现漏酒现象。 2. 制程中可能会因为模具的原因,换上新的成模,因此,换模后,成型车间须立即通知质检车间,质检车间必须对用新模具做出来的瓶子做好首件检验及制程检验,杜绝因换模后,质检不知而漏检产生质量问题。 四、全检 1. 产品从退火线上出来后,质检人员须对所有产品进行外观全检,其重点是: (1)瓶子的汽泡:汽泡是玻璃瓶生产中最容易出现的问题,检验中大多数质检人员不能正确把握尺寸,如:瓶口封合面上∮1mm以上的汽泡不允许有;瓶身:∮1mm以下的汽泡一平方厘米以内不多于6个;1mm <∮<6mm的汽泡不多于3个,且间距在20mm以上;表面破汽泡不允许有等,很难把握,只有用有形状不一的菲林比对。 (2)歪颈:主要是操作上手在操作过程中,口模与成模错位或口模的一边未完全放在成模上所致,要求操作上手改正操作即可以解决。即使不影响与盖子的配合,也影响整个瓶子的外观。 (3)斜底:底部走料不均,半边厚,甚至超过一半,影响产品质量,降底产品档次。 (4)合缝线的粗细:合缝线超过表面0.5mm,甚至出现刮手的感觉,是不允许的,特别的瓶口封合面上更不允许。主要原因是成模未合到位或磨损所致,需要重新修补,打磨、抛光和组合。 (5)料色:料子颜色一般来说不会作大改变,除非所用原料各成分发生变故,一般不会改变,如果出现返青或返蓝的现象,可适当调节配方进行除色。 (6)口子的内外径及口子内凹口的出现:口子的内外径及门口最易出现问题。外径:因口模在使用中