玻璃酒瓶验收标准
1 目的
为严格控制玻璃酒瓶入库质量,以保证玻璃酒瓶符合我公司设计要求,能够投入生产,特制订本标准。 2 适用范围
本标准适用于所有进厂玻璃酒瓶的验收
3 验收流程
技术中心根据生产部门提出的产品要求,上报给供应处定制样品,如果样品符合要求,供应处进行采购工作,样品由技术中心、供应商、供应处共同封存,以后每批次新进厂玻璃酒瓶根据封存样品验收。 4 工作程序
4.1 操作工具:工具刀,手套,铁架,长尺,量筒,天平 4.2 抽样方法
4.2.1 接报检通知后,及时到卸货处抽样
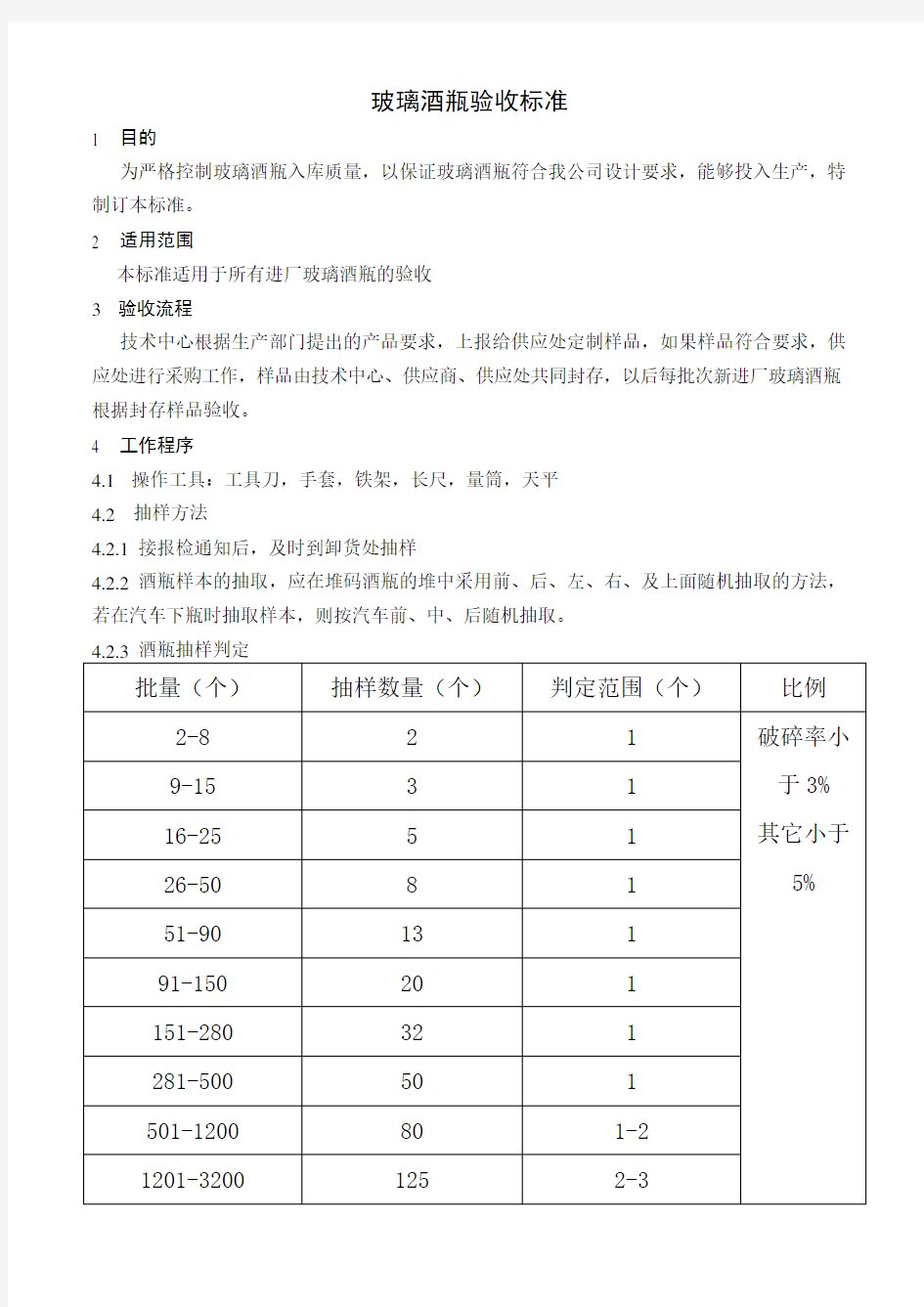
4.2.2 酒瓶样本的抽取,应在堆码酒瓶的堆中采用前、后、左、右、及上面随机抽取的方法,若在汽车下瓶时抽取样本,则按汽车前、中、后随机抽取。 4.2.3 酒瓶抽样判定
批量(个)
抽样数量(个)
判定范围(个)
比例 2-8 2 1 破碎率小于3% 其它小于5%
9-15 3 1 16-25 5 1 26-50 8 1 51-90 13 1 91-150 20 1 151-280 32 1 281-500 50 1 501-1200 80 1-2 1201-3200
125
2-3
3201-10000 200 3-4
10001-35000 315 5-6
35001-150000 500 6-7
150001-500000 800 8-9
500001及以上1250 9-10
5检验方法
5.1热稳定性,化学稳定性,内压力及瓶内铅、镉、砷、锑溶出允许量由供应商不定期提供检验报告
5.2酒瓶的高度、酒瓶的瓶口、瓶身椭圆度、厚薄度用精度为0.02mm的游标卡尺测定及用测高仪进行测量,本项操作在未配备相关容器时,由供应商进行测量。
5.3满口容量用量筒测定
5.4酒瓶料重用天平测定
5.5瓶身倾斜与垂直偏差用铁架与直尺测定
5.6气泡、不透明沙粒、缝合线、皱褶纹、原始伤痕、用目测辅以直角尺或游标卡尺测定
5.7 色泽、炸裂纹、斑点、光洁度、畸形、摩擦痕、卫生要求用目测或用手触摸的方法测定
6 技术要求
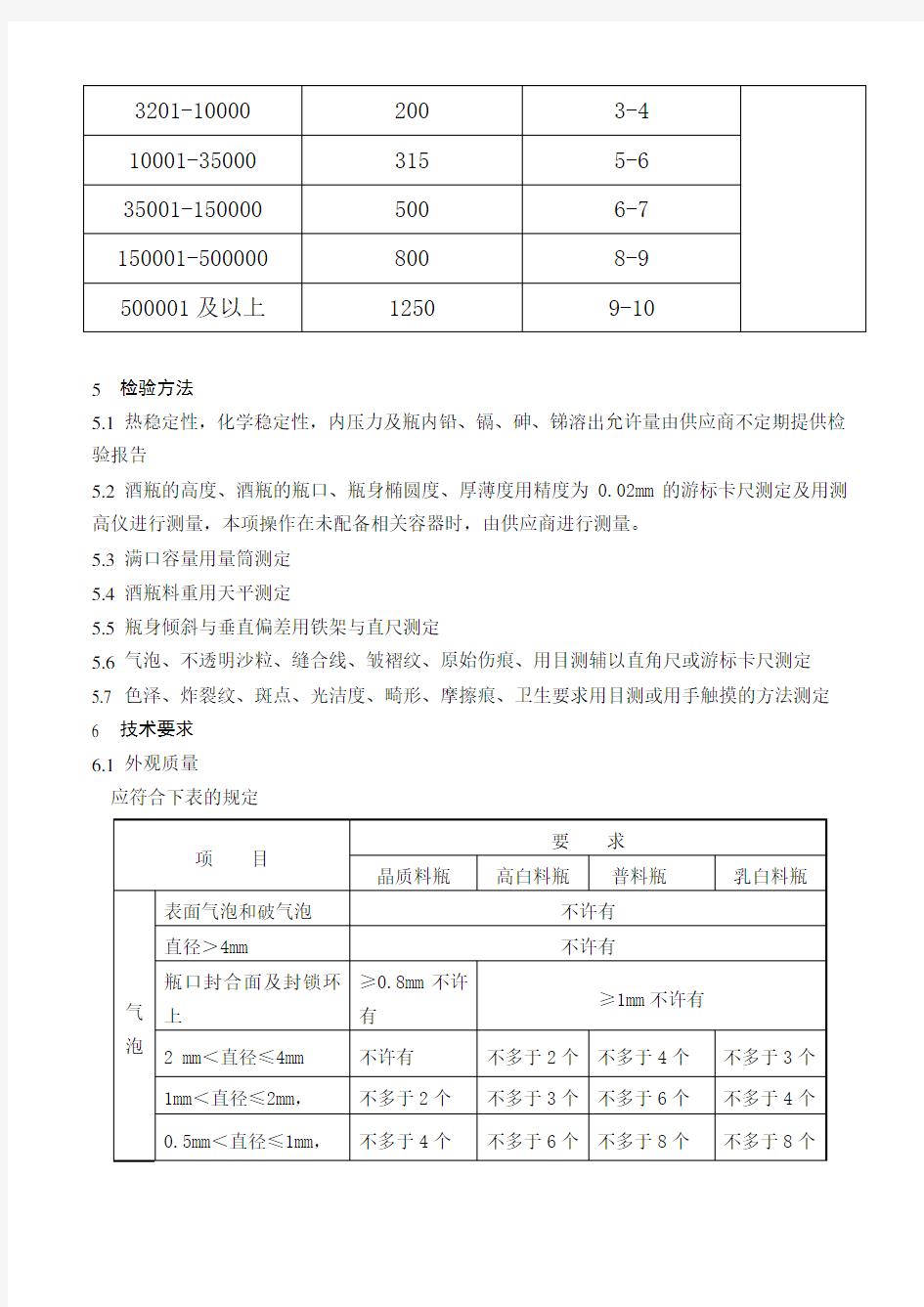
6.1外观质量
应符合下表的规定
项目
要求
晶质料瓶高白料瓶普料瓶乳白料瓶
气泡表面气泡和破气泡不许有
直径>4mm 不许有
瓶口封合面及封锁环
上
≥0.8mm不许
有
≥1mm不许有
2 mm<直径≤4mm 不许有不多于2个不多于4个不多于3个1mm<直径≤2mm,不多于2个不多于3个不多于6个不多于4个0.5mm<直径≤1mm,不多于4个不多于6个不多于8个不多于8个
6.2 理化要求 6.2.1 热稳定性≥35℃ 6.2.2 抗冲击≥0.2J 6.2.3 内应力≤4级 6.2.4 内压力≥5kg/
6.2.5 玻璃瓶的铅、镉、砷、锑溶出允许限量必须符合GB19778的规定。 >0.5mm 气泡总数 不多于5个
不多于10
个
不多于14个
不多于12 个 直径≤0.5mm 且能目测的在每平方厘米内 不多于2个 不多于5个 不多于7个
不多于7个
结
石 直径>1 mm
不许有
0.3 mm <直径≤1mm ,且轻击不破,周围无裂纹
不多于2
个
不多于3个
不多于5个 不多于4个
瓶口封合面及封锁环上 不许有
裂纹 不许有(表面点状撞伤不作裂纹处理) 内壁缺陷 粘料、尖刺、玻璃搭丝、玻璃碎片不许有
合缝
线 尖锐刺手的 不许有
凸出量
≤0.4 mm
≤0.5 mm 初型模合缝线明显的
不许有
表
面 质
量 瓶体表面不光洁平滑,有粗糙感
不许有 明显的不许有 黑点、铁锈 不许有
明显的不许有
氧化斑、波纹、油斑、
冷斑、
明显的不许有
摩擦伤 明显的不许有
― 瓶口
口部尖刺、高出口平面的立棱
不许有 影响密封性的缺陷
不许有
文字图案 文字图案清晰、完整,位置准确
6.3.1 晶白料玻璃瓶为晶莹透明,其他透明瓶为无色或实物样规定色泽
6.3.2 乳白玻璃酒瓶呈纯正的乳白色。明显可见的乳白泛青或泛绿的不允许有。酒瓶浅表面明显可见的呈云朵状、鱼鳞状、黑点、白点、白条及其他不规则状的不允许有。
6.3.3蒙砂玻璃酒瓶呈不透明浅灰白色。
6.3.4同一个酒瓶的色泽应当一致
6.3.5同批酒瓶之间色泽应当一致,不允许有色差;批与批之间允许有色差,但不允许有明显色差。
6.4烤标
6.4.1瓶体烤标符合打样样品的要求,图案完整,文字、标志、图案正确无误。
6.4.2版位准确,偏版≤3mm;规格尺寸符合图纸规定要求。
6.4.3文字、线条清晰美观,边沿光洁,字体无变形、残缺、褶皱、断线、倾斜等。
6.4.4颜色符合打样样品的要求。同批酒瓶烤标之间色泽应当一致,不允许有明显色差。
6.5蒙砂
6.5.1瓶体蒙砂均匀,厚薄程度一致,无明显的漏蒙、透光等现象。
6.5.2蒙砂厚薄明显不一致的不允许有。
6.6斑点及杂质
瓶身的所有位置肉眼可见的杂质、黑色斑点、白色斑点等不允许有。
6.7瓶身倾斜与垂直偏差≤2mm
6.8瓶口及瓶颈
6.8.1瓶口及瓶颈的规格尺寸按设计图纸要求执行。
6.8.2内棱应呈光滑圆角,口部尖刺、高出口平面的立棱不允许有。
6.8.3 瓶口内壁光滑、凹凸、锥形的不允许有。
6.8.4封锁环规则、完整,影响密封性的缺陷不允许有。
6.9瓶高
酒瓶高度按设计图纸要求执行,允许偏差≤3mm
6.10瓶底
瓶底平面部分应平整,原则上要有防滑齿,酒瓶置于平面上无明显晃动。瓶底剪刀痕不是缺陷。
6.11厚薄度
瓶体厚薄均匀,瓶身厚≥1.5mm,瓶底厚≥3.0mm,对于特殊瓶体,厚薄度由供需双方协定。
6.12折光(水波纹)
目测无明显的折光现象。
瓶体端正,直观无倾斜,无其他明显影响瓶体的缺陷。
6.14标框
标框的尺寸按设计图纸要求执行,允许偏差≤1.5mm。人工贴标的标框内上下幅度应呈一直线。
6.15满口容量
500ml的玻璃瓶一般要求530±ml,具体情况按瓶体设计图纸规定执行。
6.16卫生要求
瓶体内、外清洁,无污染、无水碱、无尘垢、无霉斑,无虫茧虫便等,使用时易于清洗。
7检验结果判定
7.1根据抽样检验的结果,当抽样中发现不合格数小于或等于合格数时,则判定该批合格,技术中心出具《检验入库单》;当样本中发现不合格数大于或等于不合格判定数时,则判定该批不合格,由技术中心开出《不合格处置单》。
7.2凡属轻度缺陷,但不影响产品安全、产品形象和使用功能等,经技术中心、供应处及供应商,实行降价处理或挑选使用。
7.3凡属严重缺陷的,由技术中心及时通报供应处,并做退货处理,必要时需会同供应商进行销毁。
7.4 由技术中心、供应商、供应处共同封存的实物样品,它既是供需双方对玻璃酒瓶质量的认同,也是供方对质量的承诺和需方对质量的真实要求,同时也是本标准中各项技术要求的具体体现。因此,封存样品与验收的批量大样明显不符时,则可直接判定该批玻璃酒瓶为不合格。
8 标志、包装、运输、贮存
8.1 标志:每件产品的底部都要标明生产厂标志及模具编号。
8.2 包装:在订货合同中规定,可用袋、箱、托排等容器包装。包装上应注明生产厂名称、产品名称、规格、数量、生产日期、合格证、检验员代号以及“玻璃容器”、“小心轻放”等字样标识。
8.3 运输:运输过程中严防剧烈震动;装卸时必须轻拿轻放,严禁重压、扔、砸、踩踏等。8.4 贮存:宜存放在清洁、卫生、空气流通的库房中,防虫防鼠,防止堆码倾倒。