统计公差分析方法概述(2012-10-23 19:45:32)
分类:公差设计统计六标准差
统计公差分析方法概述
一.引言
公差设计问题可以分为两类:一类是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸和公差,确定装配后需要保证的封闭环公差;另一类是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸和公差,求解组成环的经济合理公差。
公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法.本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。
二.Worst Case Analysis
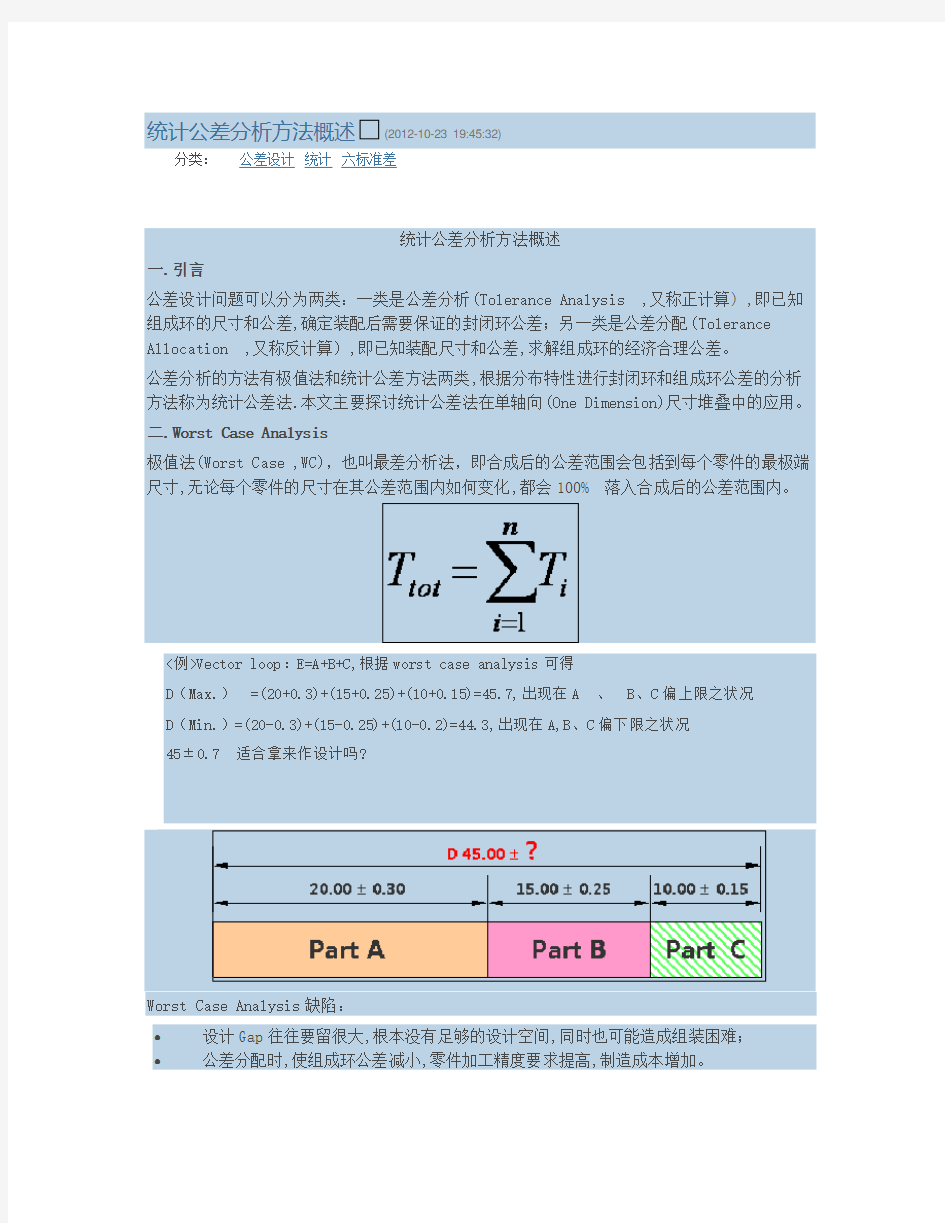
极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。
<例>Vector loop:E=A+B+C,根据worst case analysis可得
D(Max.)=(20+0.3)+(15+0.25)+(10+0.15)=45.7,出现在A、B、C偏上限之状况
D(Min.)=(20-0.3)+(15-0.25)+(10-0.2)=44.3,出现在A,B、C偏下限之状况
45±0.7适合拿来作设计吗?
Worst Case Analysis缺陷:
?设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难;
?公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不良机率为1-0.9973=0.0027;在组装完毕后所有零件都有缺陷的机率为:0.0027^3=0.000000019683。这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都是接近极限尺寸的情况非常罕见。
三.统计公差分析法
?由制造观点来看,零件尺寸之误差来自于制程之变异,此变异往往呈现统计分布的型态,因此设计的公差规格常被视为统计型态。
?统计公差方法的思想是考虑零件在机械加工过程中尺寸误差的实际分布,运用概率统计理论进行公差分析和计算,不要求装配过程中100 %的成功率(零件的100 %互换) ,要求在保证一定装配成功率的前提下,适当放大组成环的公差,降低零件(组成环) 加工精度,从而减小制造和生产成本。
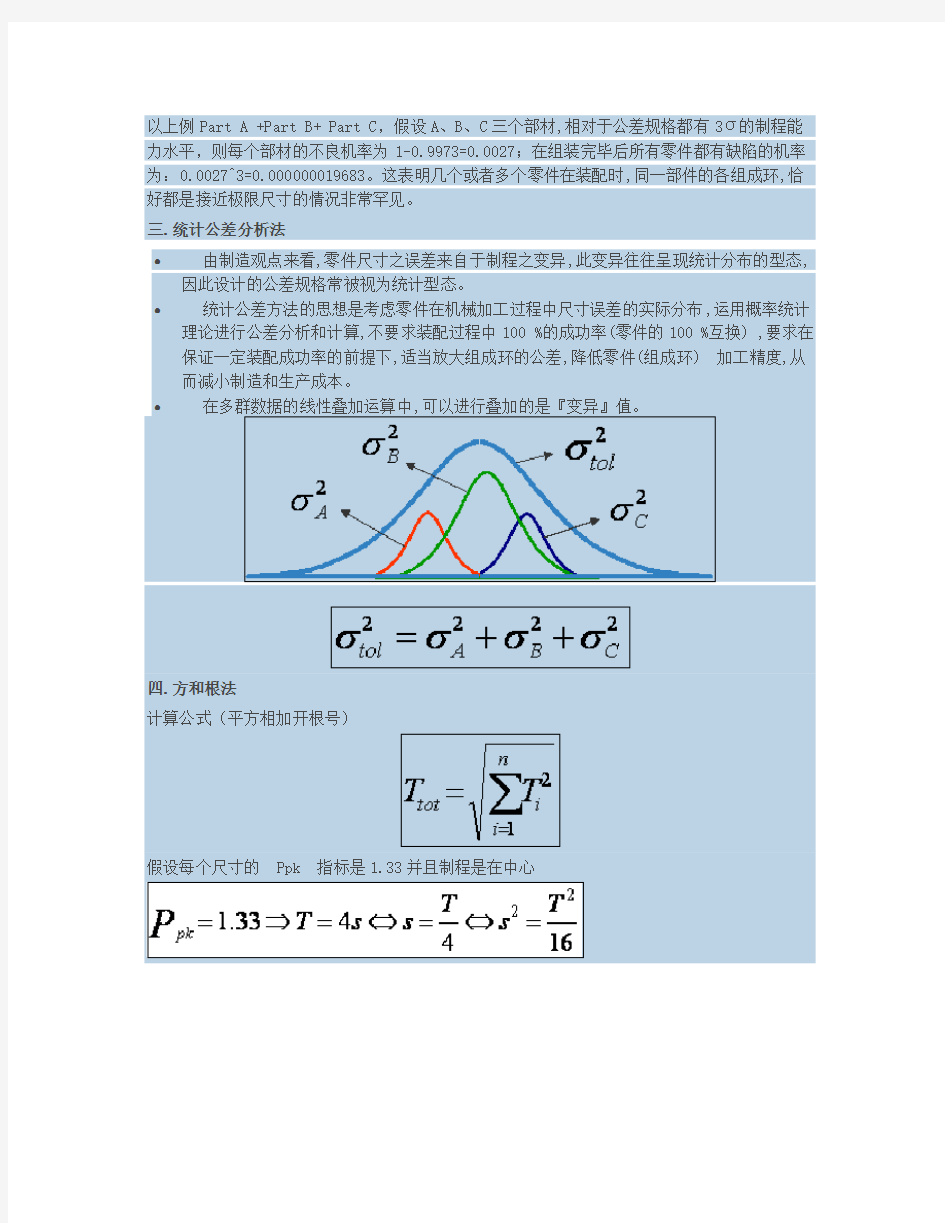
?在多群数据的线性叠加运算中,可以进行叠加的是『变异』值。
四.方和根法
计算公式(平方相加开根号)
假设每个尺寸的Ppk 指标是1.33并且制程是在中心
上例中Part A +Part B+ Part C
T=0.44
比较Worst case与统计公差法
?公差合成后所得的公差范围缩小了,对设计者而言,较小的公差范围意味着较准确的组装与配合,累积下来的误差也会减少。
?在公差分配的情况时,每个零件所得到的公差范围变大了,对制造者而言,较大的公差范围意味着较容易制作及控制生产质量,有利于制造者。
使用RSS的假设条件
?使用RSS统计公差分析方法的前提是,制造加工出来的零件尺寸数值是比较集中于中心值,输出呈正态分布
?如果公差叠加分析里面一个单独的公差是在±3σ的过程控制下生产的,那么RSS公差叠加分析的结果也是代表了±3σ,也就是说,输入的过程控制等级也代表了输出的工程控制等级
五.六标准差分析
?在实际当中,更加有可能的是用来制造公差叠加分析里面的特征的制程通常都没有控制在同一个等级.公差分析里面的公差有可能是有几个是±2σ,有几个是±3σ。
?六标准差分析:允许每个组立部件有不同的制程水平,甚至是不同的分布型态。
六.公差分析步骤
①.建立公差回路图(封闭尺寸链)
②.确认Loop中各尺寸的设计值与公差
③.确认Loop中各尺寸的制程能力水平(Cp,Cpk)
④.选择适当的法则与工具,进行公差分析
⑤.根据分析结果作出判断
为了避免复杂的计算,实务上采用EXECL表格.这是美国犹他州( Utah ) Brigham Young University 机械工程学系的Dr. Ken Chase 所建立的, 请到这里下载:
CATS 1D Tolerance Stack-up :https://www.doczj.com/doc/0e17610708.html,/WWW/ADCATS/software/
PDF档案微盘下载-> https://www.doczj.com/doc/0e17610708.html,/s/gnwNr
(注:专业文档是经验性极强的领域,无法思考和涵盖全面,素材和资料部分来自网络,供参考。可复制、编制,期待你的好评与关注)
国家公务员考试行政职业能力测验资料分析试题,有相当一部份考生能够理解了文章意思后,列出相应的表达式,但由于计算过程的相对复杂,使得不少考生因此而失分。同时,计算类题型在资料分析试题中所占的比重也比较大,因此如何在有限的时间内快速计算,是最终取得好成绩的至关重要的因素。基于这一问题,曾老师通过实例说明了在公务员考试行政职业能力测验资料分析题中实现快速计算的技巧。 一、国家公务员考试资料分析常用计算方法与技巧 "十五"期间某厂生产经营情况
第一章资料分析综述 第一节命题核心要点 一、时间表述、单位表述、特殊表述 无论哪一种类型的资料,考生对于其时间表述、单位表述、特殊表述都应特别留意。因为这里往往都蕴含着考点。 常见时间表述陷阱: 1.时间点、时间段不吻合,或者涉及的时间存在包含关系; 2.月份、季度、半年等时间表述形式; 3.其他特殊的时间表述。 【例】资料:中国汽车工业协会发布的2009年4月份中国汽车产销量数据显示,在其他国家汽车销售进一步疲软的情况下,国内乘用车销量却持续上升,当月销量已达83.1万辆,比3月份增长7.59%,同比增长37.37%。 题目:与上年同期相比,2009年4月份乘用车销量约增长了多少万辆? 常见单位表述陷阱: 1.“百”“千”“百万”“十亿”“%”等特殊的单位表述;
2.资料与资料之间、资料与题目之间单位不一致的情况; 3.“双单位图”中务必留意图与单位及轴之间的对应关系。 【例】资料:2008年,某省农产品出口贸易总额为7.15亿美元,比上年增长25.2%。 题目:2008年,该省的对外贸易总额约为多少亿美元? 2008年,该省的绿茶出口额约为多少万美元? 常见特殊表述形式: 1.“增长最多”指增长绝对量最大;“增长最快”指增长相对量即增长率最大; 2.凡是不能完全确定的,则“可能正确/错误”都要选,“一定正确/错误”都不能选; 3.“每……中……”“平均……当中的……”,都以“每/平均”字后面的量作分母; 4.“根据资料”只能利用资料中的信息;“根据常识”可以利用资料外的信息。 二、适当标记、巧用工具;数形结合、定性分析;组合排除、常识运用 资料分析答题的过程当中需要做“适当标记”,一切以便于自己做题为准。适当合理地运用直尺、量角器等工具辅助答题。 直尺使用法则: ◆在较大的表格型材料中利用直尺比对数据。 ◆柱状图、趋势图判断量之间的大小关系时用直尺比对“柱”的长短或者“点”的高低。 ◆在像复合立体柱状图等数据不易直接得到的图形材料中,可以用尺量出长度代替实际值计算“增长率”。
统计公差分析方法概述(2012-10-23 19:45:32) 分类:公差设计统计六标准差 统计公差分析方法概述 一.引言 公差设计问题可以分为两类:一类是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸和公差,确定装配后需要保证的封闭环公差;另一类是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸和公差,求解组成环的经济合理公差。 公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法.本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。 二.Worst Case Analysis 极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。 <例>Vector loop:E=A+B+C,根据worst case analysis可得 D(Max.)=(20+0.3)+(15+0.25)+(10+0.15)=45.7,出现在A、B、C偏上限之状况 D(Min.)=(20-0.3)+(15-0.25)+(10-0.2)=44.3,出现在A,B、C偏下限之状况 45±0.7适合拿来作设计吗? Worst Case Analysis缺陷: ?设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难; ?公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不良机率为1-0.9973=0.0027;在组装完毕后所有零件都有缺陷的机率为:0.0027^3=0.000000019683。这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都是接近极限尺寸的情况非常罕见。 三.统计公差分析法 ?由制造观点来看,零件尺寸之误差来自于制程之变异,此变异往往呈现统计分布的型态,因此设计的公差规格常被视为统计型态。 ?统计公差方法的思想是考虑零件在机械加工过程中尺寸误差的实际分布,运用概率统计理论进行公差分析和计算,不要求装配过程中100 %的成功率(零件的100 %互换) ,要求在保证一定装配成功率的前提下,适当放大组成环的公差,降低零件(组成环) 加工精度,从而减小制造和生产成本。 ?在多群数据的线性叠加运算中,可以进行叠加的是『变异』值。 四.方和根法 计算公式(平方相加开根号) 假设每个尺寸的Ppk 指标是1.33并且制程是在中心
例子1公差(Tolerancing) 1-1概论 公差分析将有系统地分析些微扰动或色差对光学设计性能的影响。公差分析的目的在于定义误差的类型及大小,并将之引入光学系统中,分析系统性能是否符合需求。Zemax内建功能强大的公差分析工具,可帮助在光学设计中建立公差值。公差分析可透过简易的设罝分析公差范围内,参数影响系统性能的严重性。进而在合理的费用下进行最容易的组装,并获得最佳的性能。 1-2公差 公差值是一个将系统性能量化的估算。公差分析可让使用者预测其设计在组装后的性能极限。设罝公差分析的设罝值时,设计者必须熟悉下述要点: ●选取合适的性能规格 ●定义最低的性能容忍极限 ●计算所有可能的误差来源(如:单独的组件、组件群、机械组装等等…) ●指定每一个制造和组装可允许的公差极限 1-3误差来源 误差有好几个类型须要被估算 制造公差 ●不正确的曲率半径 ●组件过厚或过薄 ●镜片外型不正确 ●曲率中心偏离机构中心
●不正确的Conic值或其它非球面参数 材料误差 ●折射率准确性 ●折射率同质性 ●折射率分布 ●阿贝数(色散) 组装公差 ●组件偏离机构中心(X,Y) ●组件在Z.轴上的位置错误 ●组件与光轴有倾斜 ●组件定位错误 ●上述系指整群的组件 周围所引起的公差 ●材料的冷缩热胀(光学或机构) ●温度对折射率的影响。压力和湿度同样也会影响。 ●系统遭冲击或振动锁引起的对位问题 ●机械应力 剩下的设计误差 1-4设罝公差 公差分析有几个步骤须设罝: ●定义使用在公差标准的」绩效函数」:如RMS光斑大小,RMS波前误差,MTF需求, 使用者自定的绩效函数,瞄准…等 ●定义允许的系统性能偏离值 ●规定公差起始值让制造可轻易达到要求。ZEMAX默认的公差通常是不错的起始点。 ●补偿群常被使用在减低公差上。通常最少会有一组补偿群,而这一般都是在背焦。 ●公差设罝可用来预测性能的影响 ●公差分析有三种分析方法: ?灵敏度法 ?反灵敏度法
公差带分析基础上的理论公差叠加分析 E.E.林和H.-C.张 德克萨斯理工大学工业工程学系拉伯克德州美国 摘要在本文中,在一维,二维,三维空间中,尺寸公差叠加和形位公差叠加都是从理论上进行分析的。在这项研究中的公差分析是建立在公差带分析的基础上。制造误差分为两种基本类型:定位误差和加工误差。本文对公差叠加的一般公式进行了探讨。最后对一个三维几何公差叠层的仿真例子予以说明。 关键词:尺寸;公式化;几何;公差叠加;公差带 1.介绍 1.1本文研究目的 本文的目的是如下: 1.公差叠加分析常被用于一维方向上的尺寸公差,由此产生的最终公差始终是组件公差的总和[1]。相对于几何公差,尺寸公差的分析和控制都比较完善[2]。而几何公差叠加通常被忽略或被组件公差叠加所取代。在本文中,尺寸公差和几何公差在一维,二维,三维空间中的情况都将被考虑。 2.数值表示是尺寸和公差的特性[3]。HB Voelcker预测在未来十年中在几何形位公差领域的最重要进展之一将会是“一个或多个几何形位公差的公式化的方法将产生,一个生成的公式化将比目前的方法更普遍但应包含当前特殊情况下的尺寸链的描述。这种公式化方法应该是在工科院校中传授,因为它会基于对基本的数学原理的小部分的运用[4]。本文对于生成的几何形位公差的公式化方法做出贡献。 1.2公差叠加与误差叠加 公差是允许尺寸的变动量,它是最大极限尺寸和最小极限尺寸之差[5]。误差(的变化)是一个特征(几何元素,表面或线)偏离其基本尺寸或形状[6],因此公差是用于(标定,表达)对处理加工中的误差进行控制。而叠加误差用于处理虚拟变量,在本文中,公差叠加的分析是基于误差的叠加分析,公差叠加和误差叠加的数学公式与公差变量和误差变量相吻合。 1.3公差独立性原则 在误差和公差分析中,同时考虑尺寸公差和形位公差是复杂的。国际标准委员会ISO / TC10/SC5“技术图纸,尺寸和公差”和ISO/TC3“极限与配合”在ISO8015表示,独立原则是基本公差原则。它的含义如下:“图样上给定的尺寸公差与形位公差相互独立,除非有特别关系被指定如最大实体要求,最小实体要求或包容要求。” 本研究遵循公差独立原则。 1.4公差带 蔡斯等人,考虑到在机械装配公差分析中的几何特征变化[7],将公差带视为特征变化的限制。在这项研究中的公差分析建立在公差带分析的基础上,henzold讨论了各种公差带,这些公差带可归纳为典型的类型,如图 1所示。
一、描述统计 描述性统计是指运用制表和分类,图形以及计筠概括性数据来描述数据的集中趋势、离散趋势、偏度、峰度。 1、缺失值填充:常用方法:剔除法、均值法、最小邻居法、比率回归法、决策树法。 2、正态性检验:很多统计方法都要求数值服从或近似服从正态分布,所以之前需要进行正态性检验。常用方法:非参数检验的K-量检验、P-P图、Q-Q图、W检验、动差法。 二、假设检验 1、参数检验 参数检验是在已知总体分布的条件下(一股要求总体服从正态分布)对一些主要的参数(如均值、百分数、方差、相关系数等)进行的检验。 1)U验使用条件:当样本含量n较大时,样本值符合正态分布 2)T检验使用条件:当样本含量n较小时,样本值符合正态分布 A 单样本t检验:推断该样本来自的总体均数μ与已知的某一总体均数μ0 (常为理论值或标准值)有无差别; B 配对样本t检验:当总体均数未知时,且两个样本可以配对,同对中的两者在可能会影响处理效果的各种条件方面扱为相似; C 两独立样本t检验:无法找到在各方面极为相似的两样本作配对比较时使用。 2、非参数检验 非参数检验则不考虑总体分布是否已知,常常也不是针对总体参数,而是针对总体的某些一股性假设(如总体分布的位罝是否相同,总体分布是否正态)进行检验。 适用情况:顺序类型的数据资料,这类数据的分布形态一般是未知的。
A 虽然是连续数据,但总体分布形态未知或者非正态; B 体分布虽然正态,数据也是连续类型,但样本容量极小,如10以下; 主要方法包括:卡方检验、秩和检验、二项检验、游程检验、K-量检验等。 三、信度分析 检査测量的可信度,例如调查问卷的真实性。 分类: 1、外在信度:不同时间测量时量表的一致性程度,常用方法重测信度 2、内在信度;每个量表是否测量到单一的概念,同时组成两表的内在体项一致性如 何,常用方法分半信度。 四、列联表分析 用于分析离散变量或定型变量之间是否存在相关。 对于二维表,可进行卡方检验,对于三维表,可作Mentel-Hanszel分层分析。列联表分析还包括配对计数资料的卡方检验、行列均为顺序变量的相关检验。 五、相关分析 研究现象之间是否存在某种依存关系,对具体有依存关系的现象探讨相关方向及相关程度。 1、单相关:两个因素之间的相关关系叫单相关,即研究时只涉及一个自变量和一个因变量; 2、复相关:三个或三个以上因素的相关关系叫复相关,即研究时涉及两个或两个以上的自变量和因变量相关; 3、偏相关:在某一现象与多种现象相关的场合,当假定其他变量不变时,其中两个变量之间的相关关系称为偏相关。 六、方差分析
六西格玛机械公差设计的RSS分析 2012年12月20日不详 关键字: 六西格玛机械公差设计的RSS分析 1.动态统计平方公差方法 RSS没有充分说明过程均值的漂移,总是假设过程均值在名义设计规格的中心,这就是为什么能力最初看起来比较充分,但实际中这种情况是很少的原因,特别是在制造过程中工具受到磨损的时候。因此就有必要利用C来调整每一个名义设计值已知的或者估计的过程标准偏差,以此来说明过程均值的自然漂移,这一方法就称为动态统计平方公差方法(Dynamic Root-Sum-of-Squares Analysis, DRSS)。实际上,这种调整会使标准偏差变大,因而会降低装配间隙概率。 调整后就以一个均值累积漂移的临界值是否大于等于4.5来衡量六西格玛水平,即时,DRSS 模型就简化为一个RSS模型,这一特征对公差分析有许多实际意义。从这一意义上讲,DRSS 模型是一个设计工具,也是一个分析工具。因为DRSS模型考虑均值随时间的随机变异的影响,所以称之为动态模型。 2.静态极值统计平方公差方法 当假设的均值漂移都设定在各自的极值情况时,这种方法称为静态极值统计平方公差方法( Worse-Case Static Raot- Surn- of-Squares Anlysis, WC-SRSS),这一方法可以认为是一种极值情况的统计分析方法。为了有效地研究任意假定的静态条件,需要将公式(2-10)分母项中的偏倚机制转移到分了项中(注意:当均值漂移大于2σ时,就不能应用上述转换),同时必须用Cp,代替分母中的Cpk:
实际上,所有偏倚机制都可以利用来表示,但是当过程标准偏差改变时,如果利用作为转换日标,名义间隙值也会改变,这样就违背了均值和方差独立的假设。也就是说,用作为描述均值漂移的基础使得均值和方差之间正相关。而利用k为动态和静态分析提供了一个可行的和灵活的机制,同时保证了过程均值和方差的独立性。 3.设计优化 利用IRSS作为优化基础,当考虑5RS5和WC-SRSS作为基础时其逻辑和推理是相同的。(1)优化零部件的名义尺寸 在任一给定的需求条件和过程能力条件下,重新安排公式(2-10)就得到该优化方程的表达式:
医学统计学分析基本思路指南 医学统计学的学习一定要以理解为主。对于初学者,不必强记一大堆的公式,也不要死钻牛角尖,非要弄明白为什么这种方法叫“t检验”、“F检验”,为什么这个残差叫做“学生化残差”等等。这些都是历史遗留问题,感兴趣的读者可以查阅统计学史。对于只想应用的人来讲,你只要了解在什么情况下应该用什么方法,什么指标应该用于什么情形。尽管多数统计教材都说了数据分析应该先做假设检验,然后选定统计量,然后怎么怎么。但实际中我们拿到一堆数据的时候,不会坐在桌上先列出零假设和备择假设,也不会满座子地计算统计量。 更实际的分析思路是: (1)先确定研究目的,根据研究目的选择方法。不同研究目的采用的统计方法不同,常见的研究目的主要有三类:一是差异性研究,即比较组间均数、率等的差异,可用的方法有t检验、方差分析、χ2检验、非参数检验等。二是相关性分析,即分析两个或多个变量之间的关系,可用的方法有相关分析。三是影响性分析,即分析某一结局发生的影响因素,可用的方法有线性回归、logistic回归、Cox回归等。 (2)明确数据您身边的论文好秘书:您的原始资料与构思,我按您的意思整理成优秀论文论著,并安排出版发表,扣1550116010 、766085044自信我会是您人生路上不可或缺的论文好秘书类型,根据数据类型进一步确定方法。不同数据类型采用的统计方法也不同。定量资料可用的方法有t检验、方差分析、非参数检验、线性相关、线性回归等。分类资料可用的方法有χ2检验、对数线性模型、logistic回归等。图1.6简要列出了不同研究目的、不同数据类型常用的统计分析方法。 (3)选定统计方法后,需要利用统计软件具体实现统计分析过程。SAS中,不同的统计方法对应不同的命令,只要方法选定,便可通过对应的命令辅之以相应的选项实现统计结果的输出。 (4)统计结果的输出并非数据分析的完成。一般统计软件都会输出很多结果,需要从中选择自己需要的部分,并做出统计学结论。但统计学结论不同于专业结论,最终还需要结合实际做出合理专业结论。下面是本人简单总结的常用方法的选择,可供读者参考。
生 产现场 S H O P S O L U T I O N S 金属加工 汽车工艺与材料 A T&M 2009年第7期 50 机械装配过程中,在保证各组成零件适当功能的前提下,各组成零件所定义的、允许的几何和位置上的误差称为公差。公差的大小不仅关系到制造和装配过程,还极大影响着产品的质量、功能、生产效率以及制造成本。公差信息是产品信息库中的重要 内容,公差模型就是为表示公差信息而建立的数学及物理模型,它是进行公差分析的理论基础。 公差分析或称偏差分析,即通过已知零部件的尺寸分布和公差,考虑偏差的累积和传播,以计算装配体的尺寸分布和装配公差的过程。公差分析的目的在于判断零部件的公差分布是否满足装配功能要求,进而评价整个装配的可行性。早期公差分析方法面向的是一维尺寸公差的分析与计算。Bjorke 则将公差分析拓展到三维空间。Wang 、C h a s e 、P a b o n 、H o f f m a n 、Lee 、Turner 、Tsai 、Salomons 、Varghese 、Connor 等许多学者也分别提出了各自的理论和方法开展公差分析的研究。此后,人工智能、专家系统、神经网络、稳健性理论等工具被引入公差分析领域当中,并分别构建了数学模型以解决公差分析问题。 1 公差模型 公差模型可分为零件层面的公差信息模型和装配层面的公差拓扑关系模型。Shan 提出了完整公差模型的建模准则,即兼容性和可计算性准则。兼容性准则是指公差模型满足产品设计过程的要求,符合ISO 和ASME 标准,能够完整表述所有类型的公差。可计算性准则是指公差模型可实现与CAD 系统集成、支持过/欠约束、可提取隐含尺寸信息、可识别公差类型,以检查公差分配方案的可行性等。目前已经提出了很多公差模型表示法,但每一种模型都是基于一些假设,且只部分满足了公差模型的建模准则,至今尚未出现统一的、公认的公差模型。以下将对几种典型的公差模型加以介绍和评价。1.1 尺寸树模型 Requicha 最早研究了零件层面的公差信息表示,并首先提出了应用于一维公差分析的尺寸树模型。该模型中,每一个节点是一个水平特征,节点间连线表示尺寸,公差值附加到尺寸值后。由于一维零件公差不考虑旋转偏差,所有公差都可表示为尺寸值加公差值的形式。该模型对于简单的一维公差分析十 分有效,但却使尺寸和公差的概念模糊不清,而且没有考虑到形状和位置公差的表示。1.2 漂移公差带模型 Requicha 从几何建模的角度,于20世纪80年代提出了漂移公差带模型以定义形状公差。在这个模型中,形状公差域定义为空间域,公差表面特征需位于此空间域中,同时采用边界表示法(Breps )建立传统的位置和尺寸公差模型。对于表面特征和相关公差信息则运用偏差图(VGraph )来表示。VGraph 主要是作为一种分解实体表面特征的手段,将实体的边界部分定义为特征,公差信息则封装在特征的属性中。漂移公差带模型很好地表达了轮廓公差,轮廓公差包含了所有实际制造过程中的偏差。该模型提供了公差的通用理论且易于实现,但是不能区分不同类型的形状公差。1.3 矢量空间模型 Hoffmann 提出了矢量空间模型,Turner 扩展了这一模型。矢量空间模型首先需要定义公差变量、设计变量和模型变量。公差变量表示零件名义尺寸的偏差。设计变量由设计者确定,用以表示最终装配体的多目标优化函数。模型变量是控制零件各个公差的独立变量。由 公差模型和公差分析方法的研究 讨论了目前工程设计、制造中具有代表性的公差模型的建模、描述和分析的方法。在此基础上,对于面向刚性件和柔性件装配的公差分析方法的研究现状分别进行了综述和评价,通过对比说明各种分析方法的算法、应用范围及不足。最后,展望了公差模型和公差分析方法的研究方向及其发展动态。 奇瑞汽车股份有限公司 葛宜银 李国波
选择合适的统计学方法 1连续性资料 1.1 两组独立样本比较 1.1.1 资料符合正态分布,且两组方差齐性,直接采用t检验。 1.1.2 资料不符合正态分布,(1)可进行数据转换,如对数转换等,使之服从正态分布,然后对转换后的数据采用t检验;(2)采用非参数检验,如Wilcoxon检验。 1.1.3 资料方差不齐,(1)采用Satterthwate 的t’检验;(2)采用非参数检验,如Wilcoxon检验。 1.2 两组配对样本的比较 1.2.1 两组差值服从正态分布,采用配对t检验。 1.2.2 两组差值不服从正态分布,采用wilcoxon的符号配对秩和检验。 1.3 多组完全随机样本比较 1.3.1资料符合正态分布,且各组方差齐性,直接采用完全随机的方差分析。如果检验结果为有统计学意义,则进一步作两两比较,两两比较的方法有LSD检验,Bonferroni法,tukey 法,Scheffe法,SNK法等。 1.3.2资料不符合正态分布,或各组方差不齐,则采用非参数检验的Kruscal-Wallis法。如果检验结果为有统计学意义,则进一步作两两比较,一般采用Bonferroni法校正P值,然后用成组的Wilcoxon检验。 1.4 多组随机区组样本比较 1.4.1资料符合正态分布,且各组方差齐性,直接采用随机区组的方差分析。如果检验结果为有统计学意义,则进一步作两两比较,两两比较的方法有LSD检验,Bonferroni法,tukey 法,Scheffe法,SNK法等。 1.4.2资料不符合正态分布,或各组方差不齐,则采用非参数检验的Fridman检验法。如果检验结果为有统计学意义,则进一步作两两比较,一般采用Bonferroni法校正P值,然后用符号配对的Wilcoxon检验。 ****需要注意的问题: (1)一般来说,如果是大样本,比如各组例数大于50,可以不作正态性检验,直接采用t 检验或方差分析。因为统计学上有中心极限定理,假定大样本是服从正态分布的。 (2)当进行多组比较时,最容易犯的错误是仅比较其中的两组,而不顾其他组,这样作容易增大犯假阳性错误的概率。正确的做法应该是,先作总的各组间的比较,如果总的来说差别有统计学意义,然后才能作其中任意两组的比较,这些两两比较有特定的统计方法,如上面提到的LSD检验,Bonferroni法,tukey法,Scheffe法,SNK法等。**绝不能对其中的两
2012年12月20日不详 关键字: 六西格玛机械公差设计的RSS分析 动态统计平方公差方法1.RSS没有充分说明过程均值的漂移,总是假设过程均值在名义设计规格的中心,这就是为什么能力最初看起来比较充分,但实际中这种情况是很少的原因,特别是在制造过程中工具受到 磨损的时候。因此就有必要利用C来调整每一个名义设计值已知的或者估计的过程标准偏差,以此来说明 过程均值的自然漂移,这一方法就称为动态统计平方公差方法(Dynamic Root-Sum-of-Squares Analysis, DRSS)。实际上,这种调整会使标准偏差变大,因而会降低装配间隙概率。 调整后就以一个均值累积漂移的临界值是否大于等于来衡量六西格玛水平,即时,DRSS模型就简化为一个RSS模型,这一特征对公差分析有许多实际意义。从这一意义上讲,DRSS模型是一个设计工具,也是一个 分析工具。因为DRSS模型考虑均值随时间的随机变异的影响,所以称之为动态模型。静态极值统计平方公差方法2.当假设的均值漂移都设定在各自的极值情况时,这种方法称为静态极值统计平方公差方法 ( Worse-Case Static Raot- Surn- of-Squares Anlysis, WC-SRSS),这一方法可以认为是一种极值情况 的统计分析方法。为了有效地研究任意假定的静态条件,需要将公式(2-10)分母项中的偏倚机制转移到分 了项中(注意:当均值漂移大于2σ时,就不能应用上述转换),同时必须用Cp,Cpk:代替分母中的 实际上,所有偏倚机制都可以利用来表示,但是当过程标准偏差改变时,如果利用作为转换日标,名 义间隙值也会改变,这样就违背了均值和方差独立的假设。也就是说,用作为描述均值漂移的基础使得 均值和方差之间正相关。而利用k为动态和静态分析提供了一个可行的和灵活的机制,同时保证了过程均值和方差的独立性。设计优化3.利用IRSS作为优化基础,当考虑5RS5和WC-SRSS作为基础时其逻辑和 推理是相同的。 (1)优化零部件的名义尺寸 在任一给定的需求条件和过程能力条件下,重新安排公式(2-10)就得到该优化方程的表达:式 对该方法的评价4.这一过程以过程数据和指标(等)为设计向导来优化可量化的加工过程及性能,因而所 创建的六西格玛设计是稳健的,也可以说,基于过程能力来创建稳健设计比在制造阶段跟踪并减少变异容易得多。虽然该方法具有许多优势,但它有许多假设条件。为了与其他方法比较。该方法在应用中还:存在以下几个方而的不足之处适用范围比较小(1) 六西格玛机械公差设计所分析的是公差设计中最简单、最常见的一种情况——直线尺寸链,假定尺寸链关 系已知而且目标函数f对各个零部件尺寸x的偏微分}f'I}x=T,所以目标函数的统计公差2=工耐。而在机 械装配中的公差累积实质上大多是非线性的,一般而言尺寸链关系未知或者很复杂,不可能求得}f' l }x a 权重分配缺乏科学性2)(在上述优化设计过程中,无论是名义值的权重分配还是联合方差的权重设置均 是基于经验和良好的工程判断,这样所优化的公差就带有太多的主观随意性,可能不同的工程师所设计的 公差相差很大,缺少一个准确、科学的评价方法来断定优劣。没有考虑成本因素(3)虽然六西格玛机械公差设计以装配概率为日标达到了六西格玛水平,但是公差设计与成本密不可分,稳健性的提高是否会带来 加工成本的增加也未可知,所以应该设定一个成本评价函数来说明优化的结果不仅是稳健的而且不会增加成本
常用数据分析方法 常用数据分析方法:聚类分析、因子分析、相关分析、对应分析、回归分析、方差分析;问卷调查常用数据分析方法:描述性统计分析、探索性因素分析、Cronbach’a信度系数分析、结构方程模型分析(structural equations modeling) 。 数据分析常用的图表方法:柏拉图(排列图)、直方图(Histogram)、散点图(scatter diagram)、鱼骨图(Ishikawa)、FMEA、点图、柱状图、雷达图、趋势图。 数据分析统计工具:SPSS、minitab、JMP。 常用数据分析方法: 1、聚类分析(Cluster Analysis) 聚类分析指将物理或抽象对象的集合分组成为由类似的对象组成的多个类的分析过程。聚类是将数据分类到不同的类或者簇这样的一个过程,所以同一个簇中的对象有很大的相似性,而不同簇间的对象有很大的相异性。聚类分析是一种探索性的分析,在分类的过程中,人们不必事先给出一个分类的标准,聚类分析能够从样本数据出发,自动进行分类。聚类分析所使用方法的不同,常常会得到不同的结论。不同研究者对于同一组数据进行聚类分析,所得到的聚类数未必一致。 2、因子分析(Factor Analysis) 因子分析是指研究从变量群中提取共性因子的统计技术。因子分析就是从大量的数据中寻找内在的联系,减少决策的困难。 因子分析的方法约有10多种,如重心法、影像分析法,最大似然解、最小平方法、阿尔发抽因法、拉奥典型抽因法等等。这些方法本质上大都属近似方法,是以相关系数矩阵为基础的,所不同的是相关系数矩阵对角线上的值,采用不同的共同性□2估值。在社会学研究中,因子分析常采用以主成分分析为基础的反覆法。 3、相关分析(Correlation Analysis) 相关分析(correlation analysis),相关分析是研究现象之间是否存在某种依存关系,并对具体有依存关系的现象探讨其相关方向以及相关程度。相关关系是一种非确定性的关系,例如,以X和Y分别记一个人的身高和体重,或分别记每公顷施肥量与每公顷小麦产量,则X 与Y显然有关系,而又没有确切到可由其中的一个去精确地决定另一个的程度,这就是相关关系。 4、对应分析(Correspondence Analysis) 对应分析(Correspondence analysis)也称关联分析、R-Q型因子分析,通过分析由定性变量构成的交互汇总表来揭示变量间的联系。可以揭示同一变量的各个类别之间的差异,以及不同变量各个类别之间的对应关系。对应分析的基本思想是将一个联列表的行和列中各元素的比例结构以点的形式在较低维的空间中表示出来。 5、回归分析 研究一个随机变量Y对另一个(X)或一组(X1,X2,…,Xk)变量的相依关系的统计分析方法。回归分析(regression analysis)是确定两种或两种以上变数间相互依赖的定量关系的一种统计分析方法。运用十分广泛,回归分析按照涉及的自变量的多少,可分为一元回归分析和多元回归分析;按照自变量和因变量之间的关系类型,可分为线性回归分析和非线性回归分析。 6、方差分析(ANOVA/Analysis of Variance) 又称“变异数分析”或“F检验”,是R.A.Fisher发明的,用于两个及两个以上样本均数差
统计公差分析方法概述 一、引言 公差设计问题可以分为两类:一类就是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸与公差,确定装配后需要保证的封闭环公差;另一类就是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸与公差,求解组成环的经济合理公差。 公差分析的方法有极值法与统计公差方法两类,根据分布特性进行封闭环与组成环公差的分析方法称为统计公差法、本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。 二、Worst Case Analysis 极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。 <例>Vector loop:E=A+B+C,根据worst case analysis可得 D(Max、)=(20+0、3)+(15+0、25)+(10+0、15)=45、7,出现在A、B、C偏上限之状况 D(Min、)=(20-0、3)+(15-0、25)+(10-0、2)=44、3,出现在A,B、C偏下限之状况 45±0、7适合拿来作设计不? Worst Case Analysis缺陷: ?设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难; ?公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。 以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不良机率为1-0、9973=0、0027;在组装完毕后所有零件都有缺陷的机率为:0、0027^3=0、3。这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都就是接近极限尺寸的情况非常罕见。 三、统计公差分析法 ?由制造观点来瞧,零件尺寸之误差来自于制程之变异,此变异往往呈现统计分布的型态,因此设计的公差规格常被视为统计型态。?统计公差方法的思想就是考虑零件在机械加工过程中尺寸误差的实际分布,运用概率统计理论进行公差分析与计算,不要求装配过程中100 %的成功率(零件的100 %互换) ,要求在保证一定装配成功率的前提下,适当放大组成环的公差,降低零件(组成环) 加工精度,从而减小制造与生产成本。 ?在多群数据的线性叠加运算中,可以进行叠加的就是『变异』值。
课程培训目标: ?能够计算装配零件的最小和最大壁厚、间隙、或干涉, ?能够创建几何公差或正负公差的尺寸链,分析公差叠加结果, ?能够创建、分析复杂的公差叠加分析工具,包含几何公差,名义尺寸,实效条件尺寸,和正负公差, ?能够分析通用装配条件的公差叠加分析, ?能够分析浮动紧固件的公差叠加分析,如何定义螺栓,轴类,或孔类公差, ?能够分析固定紧固件的公差叠加分析,如何定义螺栓,间隙孔,槽,凸缘,和整体尺寸的公差,以及螺纹孔的投影公差, ?能够计算在不同的基准方案下的最大,最小间隙, ?掌握一套逻辑的,系统的,数量化的公差分析方法, 课程包含主要内容: 课程参与者能够解决实际工作中面对的从简单到复杂的装配体的公差叠加分析。培训中以理论讲授和实践练习相结合来分析尺寸公差和几何公差的叠加分析,比较分析不同的基准设置情况下的输出结果。 培训大纲: ?尺寸链分析的起点 ?创建正负尺寸链 ?如何计算,如何确定影响贡献公差叠加结果的尺寸因素 ?如何分析:最差条件法Wost Case ?哪些几何公差影响公差叠加结果? ?均值分析:Mean ?边界计算:GD&T,MMC,LMC和RFS材料条件修正情况下, ?等边正负公差转换 2.复杂装配体的正负尺寸公差叠加分析 ?计算方法 ?尺寸链分析工具制作 ?分析工具的应用 ?最大、最小间隙的分析结果输出 ?合格率的计算 ?Cpk与公差叠加分析 ?统计公差的分析及计算 ?6Sigma公差设计方法
3.公差叠加的2D分析法–水平方向公差叠加和竖直方向的公差叠加分析?尺寸链分析的起点 ?创建正负尺寸链 ?最小、最大间隙的分析结果输出 4.装配体的公差叠加分析 ?装配体中零件间的尺寸链如何建立 ?不同的尺寸布局方案的公差叠加分析 ?尺寸公差定义的装配体中公差叠加分析复杂性 ?最小,最大间隙结果输出 ?公差的优化 ?合格率的计算 ?与几何公差的比较 5.浮动螺栓装配分析 ?几何公差控制的实效边界和补偿公差 ?内边界,外边界,均值边界 ?公差叠加分析中直径到半径的转化方法 ?轮廓度的叠加分析分解方法 ?基准浮动因素 ?几何公差浮动因素 ?复杂装配体的几何公差尺寸链建立方法 ?分析的标准化模板, 6.固定螺丝装配分析 ?计算装配体的最大、最小间隙 ?投影公差的因素 ?正向设计固定螺栓装配总成 ?逆向设计固定螺栓装配总成 ?对于孔类、槽类、凸缘和轴类装配体的分析 ?确定所有的几何公差因素 ?独立特征和阵列特征的不同分析方法 7.几何公差复杂装配体实例分析 ?对零件进行GD&T定义 ?装配设计方案 ?螺纹特征
線性尺寸鏈公差分析. 程序設計用于(1D)線性尺寸鏈公差分析。程序解決以下問題: 1公差分析,使用算術法"WC"(最差條件worst case)綜合和最優化尺寸鏈,也可以使用統計學計算"RSS"(Root Sum Squares)。 2溫度變化引起的尺寸鏈變形分析。 3使用"6 Sigma"的方法拓展尺寸鏈統計分析。 4選擇裝配的尺寸鏈公差分析,包含組裝零件數的最優化。 所有完成的任務允許在額定公差值內運行,包括尺寸鏈的設計和最優化。 計算中包含了ANSI, ISO, DIN以及其他的專業文獻的數據,方法,算法和信息。標准參考表:ANSI B4.1, ISO 286, ISO 2768, DIN 7186 計算的控制,結構及語法。 計算的控制與語法可以在此鏈接中找到相關信息"計算的控制,結構與語法". 項目信息。 “項目信息”章節的目的,使用和控制可以在"項目信息"文檔裏找到. 理論-原理。 一個線性尺寸鏈是由一組獨立平行的尺寸形成的封閉環。他們可以是一個零件的相互位置尺寸(Fig.A)或是組裝單元中各個零件尺寸(Fig. B). 一個尺寸鏈由分開的部分零件(輸入尺寸)和一個封閉零件(結果尺寸)組成。部分零件(A,B,C...)可以是圖面中的直接尺寸或者是按照先前的加工工藝,組裝方式。所給尺寸中的封閉零件(Z)表現爲加工工藝或組裝尺寸的結果,結果綜合了部分零件的加工尺寸,組裝間隙或零件的幹涉。結果尺寸的大小,公差和極限直接取決于部分尺寸的大小和公差,取決于部分零件的變化對封閉零件變化的作用大小,在尺寸鏈中分爲兩類零件: - 增加零件- 部分零件,該零件的增加導致封閉零件的尺寸增加 - 減少零件- 部分零件,封閉零件尺寸隨著該零件的尺寸增加而減小 在解決尺寸鏈公差關系的時候,會出現兩類問題: 5公差分析- 直接任務,控制 使用所有已知極限偏差的部分零件,封閉零件的極限偏差被設置。直接任務在計算中是明確的同時通常用于在給定圖面下檢查零件的組裝與加工。 6公差合成- 間接任務,設計
常用医学统计学方法的选择 1. 多组率的比较用卡方检验(χ2检验,chi-square test) 直接用几个率的数值比较,与直接用原始数据录入比较,结果会有什么不同?卡方值会受样本量的影响,样本越多,卡方值越大。 2.多组计量资料比较采用方差分析(F检验) ,不能用t检验。当方差分析结果为P<0.05时,只能说明k组总体均数之间不完全相同。若想进一步了解哪两组的差别有统计学意义,需进行多个均数间的多重比较,即SNK-q检验(多个均数两两之间的全面比较)、LSD-t检验(适用于一对或几对在专业上有特殊意义的均数间差别的比较)和Dunnett检验(适用于k-1个实验组与一个对比组均数差别的多重比较)。 3.非正态分布多组数据之间比较选用非参数检验、单样本中位数检验(符号检验和Wilcoxon 检验)、双样本中位数检验(Mann-Whitney 检验)、方差分析(Kruskal-Wallis、Mood 中位数和Friedman 检验) 4.按血糖水平从低到高分成多组,进行多组之间死亡率的比较,由于死亡率同样受年龄、性别、病史、您身边的论文好秘书:您的原始资料与构思,我按您的意思整理成优秀论文论著,并安排出版发表,扣1550116010 、766085044自信我会是您人生路上不可或缺的论文好秘书血脂等因素的影响,所以需选取合适统计方法实现“调整年龄、性别等危险因素后,按血糖分组进行死亡率的比较(由血糖从低到高分成的4组)”。 ①年龄是定量变量(是数值),调整年龄的方法可在Logistic回归中运用,连续性变量年龄加入covariate中,当成协变量,就可以调整年龄,age-adjusted odds ratio就能得到了。 ②性别性别是二分类变量,不是定量变量,不可在LOGISTIC回归里比较。调整性别可在卡方检验中采取分层的方法比较。 如果为多分类LOGISTIC回归,在选择用multinomianl LOGISTIC回归中,可选入年龄等进入covariate,观察年龄的配比情况。可把性别选入factors(自变量)。这样可以实现调整年龄、性别等危险因素。 5.回顾性研究(1)临床妊娠率和女性年龄的关系+(2)男性影响临床妊娠的精子参数比较: 数据类型及变量的说明:y:计量 拟采用的分析方法:卡方检验 拟采用的分析软件:spss 原始数据附件及格式:word表 能否用其他方法统计分析:可用卡方分割,调整检验水准(根据比较的次数N,校正后的检验水准为0.05/N)。 6.重复t检验:多个样本均数间的两两比较(又称多重比较)不宜用t检验,因为重复数次,t 检验将增加第一类错误的概率,使检验效率降低。此时宜用方差分析,并在此基础上用两两比较方法(如.SNK、LSD、Duncan法等)。 对于同一对均数间的差异,用t检验无显著性,而两两比较可能有显著性,可见错误选用统计方法将推出错误结论。 统计方法的选择: 分计量、计数、等级资料三
统计公差分析方法概述(总5 页) -CAL-FENGHAI.-(YICAI)-Company One1 -CAL-本页仅作为文档封面,使用请直接删除
统计公差分析方法概述(2012-10-23 19:45:32) 分类:公差设计统计六标准差 统计公差分析方法概述 一.引言 公差设计问题可以分为两类:一类是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸和公差,确定装配后需要保证的封闭环公差;另一类是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸和公差,求解组成环的经济合理公差。 公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法.本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。 二.Worst Case Analysis 极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。 <例>Vector loop:E=A+B+C,根据worst case analysis可得 D(Max.)=(20++(15++(10+=,出现在A、B、C偏上限之状况 D(Min.)=++=,出现在A,B、C偏下限之状况 45±适合拿来作设计吗 Worst Case Analysis缺陷: 设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难; 公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
公差分析的方法與比較 PSBU-RDD4-MDD 工程師朱誠璞 alex.chu@https://www.doczj.com/doc/0e17610708.html, 2002/11/14 PM 04:32 version 1.1 A.公差分析的傳統方法( I)----Worst Case 法 首先,必須解釋在公差分析時所用的兩種方法: 公差合成與公差分配. 而在以下兩個例子中用來運算公差範圍的數學方法為 Worst Case 法,這是傳統的做法 : 1.公差的合成(使用Worst Case 法運算) Part A 與 Part B 必須接合在一起,合成後的尺寸與公差範圍會是如何呢? 在這個例子中,可以得到一個很直觀的結果------當Part A 與 Part B相接後所得到的 Part A+B 長度和公差範圍都是Part A + Part B 的結果. 也就是說:合成後的公差範圍會包括到每個零件的最極端尺寸,無論每個零件的尺寸在其公差範圍內如何變化,都會 100% 落入合成後的公差範圍內. 聽起來相當合理,不是嗎? 稍後會解釋這樣做的缺點.
2.公差的分配(使用Worst Case 法運算) 現在 Part A+B 必須放入 Part C 的開口處,而開口的尺寸與公差如圖所示,那麼 Part A 與 B 的分別的公差範圍又應該是多少呢? 我們以最簡單的方法 : 平均分配給其中所有的零件,所以 Part A 與 B 各得50 %,當然也可以按照其他的比例來調整,並沒有絕對的優劣之分. B. Worst Case法的問題 1.控制公差範圍難以被控制在設計的需求範圍中. 由於 Worst Case 法合成時要求100 % 的可以容許單一零件的公差變化,會造成合成後的公差範圍變的較大,對設計者而言,是非常容易造成零件組裝後相互干涉或間隙過大. 在以上的例子中,如果要將 Part A+B 放入 Part C 時,會發生過緊干涉的情況,因為 Part C 最窄只有 10.75 mm,但是 Part A+B 卻可能有 11.50 mm的情況則有 0.75 mm 的干涉;另一方面,當 Part C 最寬11.25 mm,而 Part A+B 為10.5 mm 的最小值時,又有 0.75 mm的間隙產生.由此可知公差範圍過大所造 成的難以控制的缺點. 2.決定公差範圍的過程缺乏客觀及合邏輯的程序 以此類方式決定的公差範圍尺寸,必須仰賴設計者的經驗,且必須經過多次的試作才可真正決定;若生產條件改變:如更換生產廠商,模具修改…等,皆有可能使原訂之公差範圍無法達成,而被迫放寬或產生大量不良品的損失.