统计公差分析方法概述(总5
页)
-CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
统计公差分析方法概述(2012-10-23 19:45:32)
分类:公差设计统计六标准差
统计公差分析方法概述
一.引言
公差设计问题可以分为两类:一类是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸和公差,确定装配后需要保证的封闭环公差;另一类是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸和公差,求解组成环的经济合理公差。
公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法.本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。
二.Worst Case Analysis
极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。
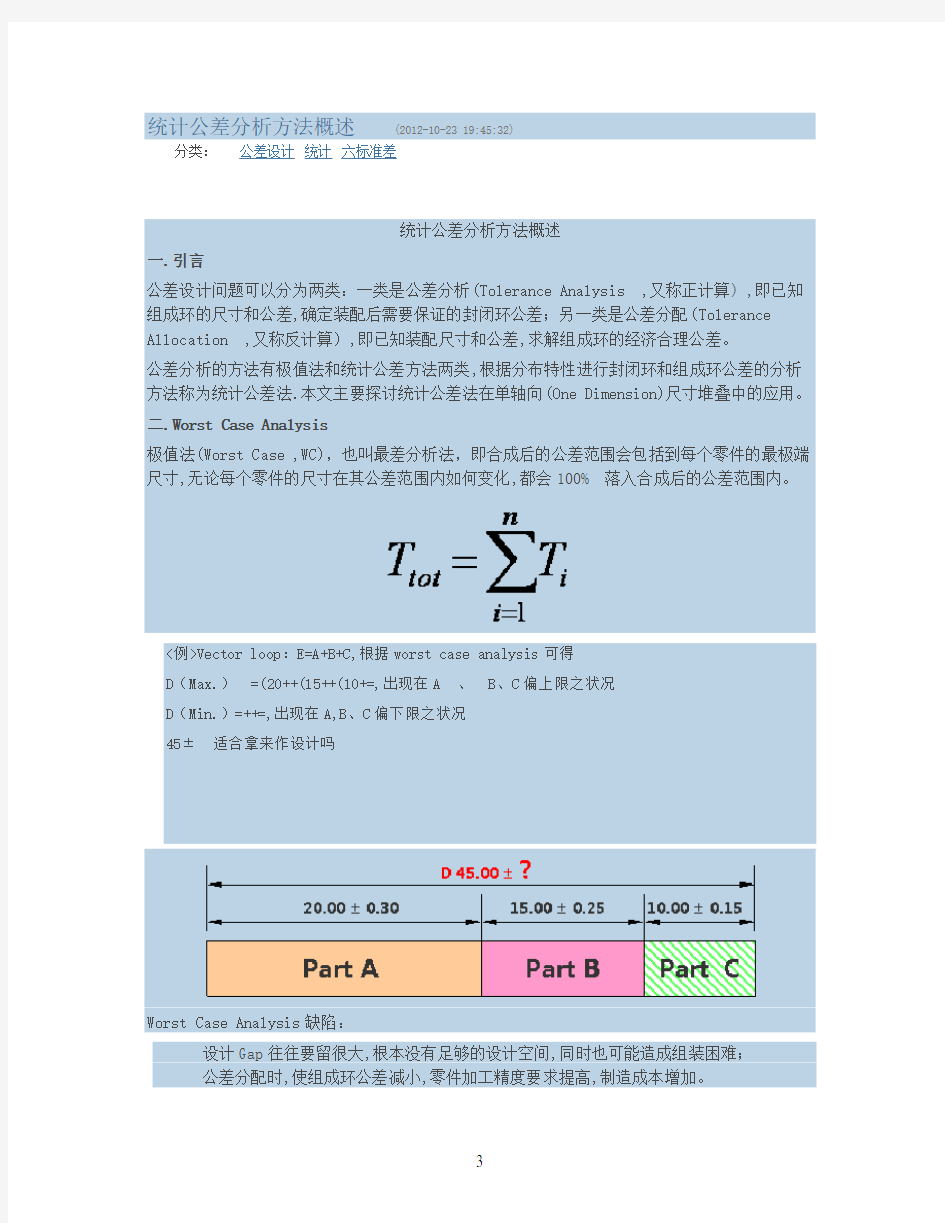
<例>Vector loop:E=A+B+C,根据worst case analysis可得
D(Max.)=(20++(15++(10+=,出现在A、B、C偏上限之状况
D(Min.)=++=,出现在A,B、C偏下限之状况
45±适合拿来作设计吗
Worst Case Analysis缺陷:
设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难;
公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不良机率为=;在组装完毕后所有零件都有缺陷的机率为:^3=。这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都是接近极限尺寸的情况非常罕见。三.统计公差分析法
由制造观点来看,零件尺寸之误差来自于制程之变异,此变异往往呈现统计分布的型态,因此设计的公差规格常被视为统计型态。
统计公差方法的思想是考虑零件在机械加工过程中尺寸误差的实际分布,运用概率统计理论进行公差分析和计算,不要求装配过程中100 %的成功率(零件的100 %互换) ,要求在保证一定装配成功率的前提下,适当放大组成环的公差,降低零件(组成环) 加工精度,从而减小制造和生产成本。
在多群数据的线性叠加运算中,可以进行叠加的是『变异』值。
四.方和根法
计算公式(平方相加开根号)
假设每个尺寸的Ppk 指标是并且制程是在中心
上例中Part A +Part B+ Part C
T=
比较Worst case与统计公差法
公差合成后所得的公差范围缩小了,对设计者而言,较小的公差范围意味着较准确的组装与配合,累积下来的误差也会减少。
在公差分配的情况时,每个零件所得到的公差范围变大了,对制造者而言,较大的公差范围意味着较容易制作及控制生产质量,有利于制造者。
使用RSS的假设条件
使用RSS统计公差分析方法的前提是,制造加工出来的零件尺寸数值是比较集中于中心值,输出呈正态分布
如果公差叠加分析里面一个单独的公差是在±3σ的过程控制下生产的,那么RSS公差叠加分析的结果也是代表了±3σ,也就是说,输入的过程控制等级也代表了输出的工程控制等级
五.六标准差分析
在实际当中,更加有可能的是用来制造公差叠加分析里面的特征的制程通常都没有控制在同一个等级.公差分析里面的公差有可能是有几个是±2σ,有几个是±3σ。
六标准差分析:允许每个组立部件有不同的制程水平,甚至是不同的分布型态。
六.公差分析步骤
①.建立公差回路图(封闭尺寸链)
②.确认Loop中各尺寸的设计值与公差
③.确认Loop中各尺寸的制程能力水平(Cp,Cpk)
④.选择适当的法则与工具,进行公差分析
⑤.根据分析结果作出判断
为了避免复杂的计算,实务上采用EXECL表格.这是美国犹他州( Utah ) Brigham Young University 机械工程学系的Dr. Ken Chase 所建立的, 请到这里下载:
CATS 1D Tolerance Stack-up :档案微盘下载->
国家公务员考试行政职业能力测验资料分析试题,有相当一部份考生能够理解了文章意思后,列出相应的表达式,但由于计算过程的相对复杂,使得不少考生因此而失分。同时,计算类题型在资料分析试题中所占的比重也比较大,因此如何在有限的时间内快速计算,是最终取得好成绩的至关重要的因素。基于这一问题,曾老师通过实例说明了在公务员考试行政职业能力测验资料分析题中实现快速计算的技巧。 一、国家公务员考试资料分析常用计算方法与技巧 "十五"期间某厂生产经营情况
第一章资料分析综述 第一节命题核心要点 一、时间表述、单位表述、特殊表述 无论哪一种类型的资料,考生对于其时间表述、单位表述、特殊表述都应特别留意。因为这里往往都蕴含着考点。 常见时间表述陷阱: 1.时间点、时间段不吻合,或者涉及的时间存在包含关系; 2.月份、季度、半年等时间表述形式; 3.其他特殊的时间表述。 【例】资料:中国汽车工业协会发布的2009年4月份中国汽车产销量数据显示,在其他国家汽车销售进一步疲软的情况下,国内乘用车销量却持续上升,当月销量已达83.1万辆,比3月份增长7.59%,同比增长37.37%。 题目:与上年同期相比,2009年4月份乘用车销量约增长了多少万辆? 常见单位表述陷阱: 1.“百”“千”“百万”“十亿”“%”等特殊的单位表述;
2.资料与资料之间、资料与题目之间单位不一致的情况; 3.“双单位图”中务必留意图与单位及轴之间的对应关系。 【例】资料:2008年,某省农产品出口贸易总额为7.15亿美元,比上年增长25.2%。 题目:2008年,该省的对外贸易总额约为多少亿美元? 2008年,该省的绿茶出口额约为多少万美元? 常见特殊表述形式: 1.“增长最多”指增长绝对量最大;“增长最快”指增长相对量即增长率最大; 2.凡是不能完全确定的,则“可能正确/错误”都要选,“一定正确/错误”都不能选; 3.“每……中……”“平均……当中的……”,都以“每/平均”字后面的量作分母; 4.“根据资料”只能利用资料中的信息;“根据常识”可以利用资料外的信息。 二、适当标记、巧用工具;数形结合、定性分析;组合排除、常识运用 资料分析答题的过程当中需要做“适当标记”,一切以便于自己做题为准。适当合理地运用直尺、量角器等工具辅助答题。 直尺使用法则: ◆在较大的表格型材料中利用直尺比对数据。 ◆柱状图、趋势图判断量之间的大小关系时用直尺比对“柱”的长短或者“点”的高低。 ◆在像复合立体柱状图等数据不易直接得到的图形材料中,可以用尺量出长度代替实际值计算“增长率”。
例子1公差(Tolerancing) 1-1概论 公差分析将有系统地分析些微扰动或色差对光学设计性能的影响。公差分析的目的在于定义误差的类型及大小,并将之引入光学系统中,分析系统性能是否符合需求。Zemax内建功能强大的公差分析工具,可帮助在光学设计中建立公差值。公差分析可透过简易的设罝分析公差范围内,参数影响系统性能的严重性。进而在合理的费用下进行最容易的组装,并获得最佳的性能。 1-2公差 公差值是一个将系统性能量化的估算。公差分析可让使用者预测其设计在组装后的性能极限。设罝公差分析的设罝值时,设计者必须熟悉下述要点: ●选取合适的性能规格 ●定义最低的性能容忍极限 ●计算所有可能的误差来源(如:单独的组件、组件群、机械组装等等…) ●指定每一个制造和组装可允许的公差极限 1-3误差来源 误差有好几个类型须要被估算 制造公差 ●不正确的曲率半径 ●组件过厚或过薄 ●镜片外型不正确 ●曲率中心偏离机构中心
●不正确的Conic值或其它非球面参数 材料误差 ●折射率准确性 ●折射率同质性 ●折射率分布 ●阿贝数(色散) 组装公差 ●组件偏离机构中心(X,Y) ●组件在Z.轴上的位置错误 ●组件与光轴有倾斜 ●组件定位错误 ●上述系指整群的组件 周围所引起的公差 ●材料的冷缩热胀(光学或机构) ●温度对折射率的影响。压力和湿度同样也会影响。 ●系统遭冲击或振动锁引起的对位问题 ●机械应力 剩下的设计误差 1-4设罝公差 公差分析有几个步骤须设罝: ●定义使用在公差标准的」绩效函数」:如RMS光斑大小,RMS波前误差,MTF需求, 使用者自定的绩效函数,瞄准…等 ●定义允许的系统性能偏离值 ●规定公差起始值让制造可轻易达到要求。ZEMAX默认的公差通常是不错的起始点。 ●补偿群常被使用在减低公差上。通常最少会有一组补偿群,而这一般都是在背焦。 ●公差设罝可用来预测性能的影响 ●公差分析有三种分析方法: ?灵敏度法 ?反灵敏度法
公差带分析基础上的理论公差叠加分析 E.E.林和H.-C.张 德克萨斯理工大学工业工程学系拉伯克德州美国 摘要在本文中,在一维,二维,三维空间中,尺寸公差叠加和形位公差叠加都是从理论上进行分析的。在这项研究中的公差分析是建立在公差带分析的基础上。制造误差分为两种基本类型:定位误差和加工误差。本文对公差叠加的一般公式进行了探讨。最后对一个三维几何公差叠层的仿真例子予以说明。 关键词:尺寸;公式化;几何;公差叠加;公差带 1.介绍 1.1本文研究目的 本文的目的是如下: 1.公差叠加分析常被用于一维方向上的尺寸公差,由此产生的最终公差始终是组件公差的总和[1]。相对于几何公差,尺寸公差的分析和控制都比较完善[2]。而几何公差叠加通常被忽略或被组件公差叠加所取代。在本文中,尺寸公差和几何公差在一维,二维,三维空间中的情况都将被考虑。 2.数值表示是尺寸和公差的特性[3]。HB Voelcker预测在未来十年中在几何形位公差领域的最重要进展之一将会是“一个或多个几何形位公差的公式化的方法将产生,一个生成的公式化将比目前的方法更普遍但应包含当前特殊情况下的尺寸链的描述。这种公式化方法应该是在工科院校中传授,因为它会基于对基本的数学原理的小部分的运用[4]。本文对于生成的几何形位公差的公式化方法做出贡献。 1.2公差叠加与误差叠加 公差是允许尺寸的变动量,它是最大极限尺寸和最小极限尺寸之差[5]。误差(的变化)是一个特征(几何元素,表面或线)偏离其基本尺寸或形状[6],因此公差是用于(标定,表达)对处理加工中的误差进行控制。而叠加误差用于处理虚拟变量,在本文中,公差叠加的分析是基于误差的叠加分析,公差叠加和误差叠加的数学公式与公差变量和误差变量相吻合。 1.3公差独立性原则 在误差和公差分析中,同时考虑尺寸公差和形位公差是复杂的。国际标准委员会ISO / TC10/SC5“技术图纸,尺寸和公差”和ISO/TC3“极限与配合”在ISO8015表示,独立原则是基本公差原则。它的含义如下:“图样上给定的尺寸公差与形位公差相互独立,除非有特别关系被指定如最大实体要求,最小实体要求或包容要求。” 本研究遵循公差独立原则。 1.4公差带 蔡斯等人,考虑到在机械装配公差分析中的几何特征变化[7],将公差带视为特征变化的限制。在这项研究中的公差分析建立在公差带分析的基础上,henzold讨论了各种公差带,这些公差带可归纳为典型的类型,如图 1所示。
仪器分析方法在中药含量测定中应用概况 李小红,龚小红,马靖,季宁平 (成都中医药大学药学院2008级中药学基地班)摘要:随着现代仪器分析技术的发展,越来越多的新技术、新方法已应用到中药的含量测定中,本文简要概述了光谱法、色谱法、色谱- 质谱联用等仪器分析方法在中药含量测定方面的应用。 关键词:光谱法;色谱法;质谱法;中药;含量测定 Abstract:With the development of modern instrumental analysis techniques,more and more new technologies and methods are applied to the content determination of Chinese medicines.The article provides a brief overview on spectroscopy,chromatography,chromatography-mass and other methods in the application of determination. Key word word::Spectroscopy;Chromatography;Chromatography-mass; Chinese medicine;Content determination 为提高中药的国际竞争力,使中药成为我国新的经济增长点之一,我国提出了“中药现代化科技产业行动计划”。要实现中药现代化,就必须结合现代的科学理论和先进的科学技术、方法和手段来研究中药。中药有效成分的含量影响中药的内在质量和临床疗效,是中药质量控制的关键。仪器分析方法因其准确、高效的特点,己成为药检工作者洞察药品内在质量的眼睛。本文就常用的仪器分析方法在中药含量测定中的应用概况作一综述。 1光谱分析法 各种结构的物质都具有自己的特征光谱,光谱分析法即是利用特征光谱研究物质结构或测定化学成分的方法。光谱分析法已成为中药含量测定的重要手段和工具,主要有以下几种。 1.1紫外分光光度法(UV) 紫外分光光度法具有灵敏度高、设备简单、操作方便等特点,根据中药中特定成分在一定波长处的吸光度与浓度呈线性关系可计算该成分的含量。2010年版《中国药典(一部)》有37种中药用本法进行含量测定,其中包括20种药材、16种中成药、1种提取物。马梅芳等[1]采用紫外分光光度法对南葶苈子药材中的总黄酮进行含量测定,结果表明总黄酮在3~30μg·mL-1线性关系良好,该方法
一、描述统计 描述性统计是指运用制表和分类,图形以及计筠概括性数据来描述数据的集中趋势、离散趋势、偏度、峰度。 1、缺失值填充:常用方法:剔除法、均值法、最小邻居法、比率回归法、决策树法。 2、正态性检验:很多统计方法都要求数值服从或近似服从正态分布,所以之前需要进行正态性检验。常用方法:非参数检验的K-量检验、P-P图、Q-Q图、W检验、动差法。 二、假设检验 1、参数检验 参数检验是在已知总体分布的条件下(一股要求总体服从正态分布)对一些主要的参数(如均值、百分数、方差、相关系数等)进行的检验。 1)U验使用条件:当样本含量n较大时,样本值符合正态分布 2)T检验使用条件:当样本含量n较小时,样本值符合正态分布 A 单样本t检验:推断该样本来自的总体均数μ与已知的某一总体均数μ0 (常为理论值或标准值)有无差别; B 配对样本t检验:当总体均数未知时,且两个样本可以配对,同对中的两者在可能会影响处理效果的各种条件方面扱为相似; C 两独立样本t检验:无法找到在各方面极为相似的两样本作配对比较时使用。 2、非参数检验 非参数检验则不考虑总体分布是否已知,常常也不是针对总体参数,而是针对总体的某些一股性假设(如总体分布的位罝是否相同,总体分布是否正态)进行检验。 适用情况:顺序类型的数据资料,这类数据的分布形态一般是未知的。
A 虽然是连续数据,但总体分布形态未知或者非正态; B 体分布虽然正态,数据也是连续类型,但样本容量极小,如10以下; 主要方法包括:卡方检验、秩和检验、二项检验、游程检验、K-量检验等。 三、信度分析 检査测量的可信度,例如调查问卷的真实性。 分类: 1、外在信度:不同时间测量时量表的一致性程度,常用方法重测信度 2、内在信度;每个量表是否测量到单一的概念,同时组成两表的内在体项一致性如 何,常用方法分半信度。 四、列联表分析 用于分析离散变量或定型变量之间是否存在相关。 对于二维表,可进行卡方检验,对于三维表,可作Mentel-Hanszel分层分析。列联表分析还包括配对计数资料的卡方检验、行列均为顺序变量的相关检验。 五、相关分析 研究现象之间是否存在某种依存关系,对具体有依存关系的现象探讨相关方向及相关程度。 1、单相关:两个因素之间的相关关系叫单相关,即研究时只涉及一个自变量和一个因变量; 2、复相关:三个或三个以上因素的相关关系叫复相关,即研究时涉及两个或两个以上的自变量和因变量相关; 3、偏相关:在某一现象与多种现象相关的场合,当假定其他变量不变时,其中两个变量之间的相关关系称为偏相关。 六、方差分析
常用数据分析方法详解 目录 1、历史分析法 2、全店框架分析法 3、价格带分析法 4、三维分析法 5、增长率分析法 6、销售预测方法 1、历史分析法的概念及分类 历史分析法指将与分析期间相对应的历史同期或上期数据进行收集并对比,目的是通过数据的共性查找目前问题并确定将来变化的趋势。 *同期比较法:月度比较、季度比较、年度比较 *上期比较法:时段比较、日别对比、周间比较、 月度比较、季度比较、年度比较 历史分析法的指标 *指标名称: 销售数量、销售额、销售毛利、毛利率、贡献度、交叉比率、销售占比、客单价、客流量、经营品数动销率、无销售单品数、库存数量、库存金额、人效、坪效 *指标分类: 时间分类 ——时段、单日、周间、月度、季度、年度、任意 多个时段期间 性质分类 ——大类、中类、小类、单品 图例 2框架分析法 又叫全店诊断分析法 销量排序后,如出现50/50、40/60等情况,就是什么都能卖一点但什么都不 好卖的状况,这个时候就要对品类设置进行增加或删减,因为你的门店缺少 重点,缺少吸引顾客的东西。 如果达到10/90,也是品类出了问题。 如果是20/80或30/70、30/80,则需要改变的是商品的单品。 *单品ABC分析(PSI值的概念) 销售额权重(0.4)×单品销售额占类别比+销售数量权重(0.3) × 单品销售数量占类别比+毛利额权重(0.3)单品毛利额占类别比 *类别占比分析(大类、中类、小类) 类别销售额占比、类别毛利额占比、 类别库存数量占比、类别库存金额占比、
类别来客数占比、类别货架列占比 表格例 3价格带及销售二维分析法 首先对分析的商品按价格由低到高进行排序,然后 *指标类型:单品价格、销售额、销售数量、毛利额 *价格带曲线分布图 *价格带与销售对数图 价格带及销售数据表格 价格带分析法 4商品结构三维分析法 *一种分析商品结构是否健康、平衡的方法叫做三维分析图。在三维空间坐标上以X、Y、Z 三个坐标轴分别表示品类销售占有率、销售成长率及利润率,每个坐标又分为高、低两段,这样就得到了8种可能的位置。 *如果卖场大多数商品处于1、2、3、4的位置上,就可以认为商品结构已经达到最佳状态。以为任何一个商品的品类销售占比率、销售成长率及利润率随着其商品生命周期的变化都会有一个由低到高又转低的过程,不可能要求所有的商品同时达到最好的状态,即使达到也不可能持久。因此卖场要求的商品结构必然包括:目前虽不能获利但具有发展潜力以后将成为销售主力的新商品、目前已经达到高占有率、高成长率及高利润率的商品、目前虽保持较高利润率但成长率、占有率趋于下降的维持性商品,以及已经决定淘汰、逐步收缩的衰退型商品。 *指标值高低的分界可以用平均值或者计划值。 图例 5商品周期增长率分析法 就是将一段时期的销售增长率与时间增长率的比值来判断商品所处生命周期阶段的方法。不同比值下商品所处的生命周期阶段(表示) 如何利用商品生命周期理论指导营运(图示) 6销售预测方法[/hide] 1.jpg (67.5 KB) 1、历史分析法
统计公差分析方法概述(2012-10-23 19:45:32) 分类:公差设计统计六标准差 统计公差分析方法概述 一.引言 公差设计问题可以分为两类:一类是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸和公差,确定装配后需要保证的封闭环公差;另一类是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸和公差,求解组成环的经济合理公差。 公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法.本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。 二.Worst Case Analysis 极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。 <例>Vector loop:E=A+B+C,根据worst case analysis可得 D(Max.)=(20+0.3)+(15+0.25)+(10+0.15)=45.7,出现在A、B、C偏上限之状况 D(Min.)=(20-0.3)+(15-0.25)+(10-0.2)=44.3,出现在A,B、C偏下限之状况 45±0.7适合拿来作设计吗? Worst Case Analysis缺陷: ?设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难; ?公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不良机率为1-0.9973=0.0027;在组装完毕后所有零件都有缺陷的机率为:0.0027^3=0.000000019683。这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都是接近极限尺寸的情况非常罕见。 三.统计公差分析法 ?由制造观点来看,零件尺寸之误差来自于制程之变异,此变异往往呈现统计分布的型态,因此设计的公差规格常被视为统计型态。 ?统计公差方法的思想是考虑零件在机械加工过程中尺寸误差的实际分布,运用概率统计理论进行公差分析和计算,不要求装配过程中100 %的成功率(零件的100 %互换) ,要求在保证一定装配成功率的前提下,适当放大组成环的公差,降低零件(组成环) 加工精度,从而减小制造和生产成本。 ?在多群数据的线性叠加运算中,可以进行叠加的是『变异』值。 四.方和根法 计算公式(平方相加开根号) 假设每个尺寸的Ppk 指标是1.33并且制程是在中心
生 产现场 S H O P S O L U T I O N S 金属加工 汽车工艺与材料 A T&M 2009年第7期 50 机械装配过程中,在保证各组成零件适当功能的前提下,各组成零件所定义的、允许的几何和位置上的误差称为公差。公差的大小不仅关系到制造和装配过程,还极大影响着产品的质量、功能、生产效率以及制造成本。公差信息是产品信息库中的重要 内容,公差模型就是为表示公差信息而建立的数学及物理模型,它是进行公差分析的理论基础。 公差分析或称偏差分析,即通过已知零部件的尺寸分布和公差,考虑偏差的累积和传播,以计算装配体的尺寸分布和装配公差的过程。公差分析的目的在于判断零部件的公差分布是否满足装配功能要求,进而评价整个装配的可行性。早期公差分析方法面向的是一维尺寸公差的分析与计算。Bjorke 则将公差分析拓展到三维空间。Wang 、C h a s e 、P a b o n 、H o f f m a n 、Lee 、Turner 、Tsai 、Salomons 、Varghese 、Connor 等许多学者也分别提出了各自的理论和方法开展公差分析的研究。此后,人工智能、专家系统、神经网络、稳健性理论等工具被引入公差分析领域当中,并分别构建了数学模型以解决公差分析问题。 1 公差模型 公差模型可分为零件层面的公差信息模型和装配层面的公差拓扑关系模型。Shan 提出了完整公差模型的建模准则,即兼容性和可计算性准则。兼容性准则是指公差模型满足产品设计过程的要求,符合ISO 和ASME 标准,能够完整表述所有类型的公差。可计算性准则是指公差模型可实现与CAD 系统集成、支持过/欠约束、可提取隐含尺寸信息、可识别公差类型,以检查公差分配方案的可行性等。目前已经提出了很多公差模型表示法,但每一种模型都是基于一些假设,且只部分满足了公差模型的建模准则,至今尚未出现统一的、公认的公差模型。以下将对几种典型的公差模型加以介绍和评价。1.1 尺寸树模型 Requicha 最早研究了零件层面的公差信息表示,并首先提出了应用于一维公差分析的尺寸树模型。该模型中,每一个节点是一个水平特征,节点间连线表示尺寸,公差值附加到尺寸值后。由于一维零件公差不考虑旋转偏差,所有公差都可表示为尺寸值加公差值的形式。该模型对于简单的一维公差分析十 分有效,但却使尺寸和公差的概念模糊不清,而且没有考虑到形状和位置公差的表示。1.2 漂移公差带模型 Requicha 从几何建模的角度,于20世纪80年代提出了漂移公差带模型以定义形状公差。在这个模型中,形状公差域定义为空间域,公差表面特征需位于此空间域中,同时采用边界表示法(Breps )建立传统的位置和尺寸公差模型。对于表面特征和相关公差信息则运用偏差图(VGraph )来表示。VGraph 主要是作为一种分解实体表面特征的手段,将实体的边界部分定义为特征,公差信息则封装在特征的属性中。漂移公差带模型很好地表达了轮廓公差,轮廓公差包含了所有实际制造过程中的偏差。该模型提供了公差的通用理论且易于实现,但是不能区分不同类型的形状公差。1.3 矢量空间模型 Hoffmann 提出了矢量空间模型,Turner 扩展了这一模型。矢量空间模型首先需要定义公差变量、设计变量和模型变量。公差变量表示零件名义尺寸的偏差。设计变量由设计者确定,用以表示最终装配体的多目标优化函数。模型变量是控制零件各个公差的独立变量。由 公差模型和公差分析方法的研究 讨论了目前工程设计、制造中具有代表性的公差模型的建模、描述和分析的方法。在此基础上,对于面向刚性件和柔性件装配的公差分析方法的研究现状分别进行了综述和评价,通过对比说明各种分析方法的算法、应用范围及不足。最后,展望了公差模型和公差分析方法的研究方向及其发展动态。 奇瑞汽车股份有限公司 葛宜银 李国波
仪器分析法概论 一、近代仪器分析的发展过程 50年代仪器化;60年代电子化;70年代计算机化;80年代智能化;90年代信息化;21世纪是仿生化和进一步智能化。 二、化学分析法与仪器分析法的关系 重量分析法 化学分析法酸碱滴定法 滴定分析法沉淀滴定法 配位滴定法 氧化还原滴定法 天平的出现化学分析法的优点:准确、仪器简单、快速、适用于常量化学。 比色计、分光光度计出现 光谱分析法-根据物质发射的电磁辐射或物质与辐射的相互作用建仪器分析法立起来的一类仪器分析方法。 (精密仪器)色谱分析法-是一种物理或物理化学分离分析方法。 仪器分析法的优点:灵敏、快速、准确、适用于微量和痕量分析。 第十一章光谱分析法概论
1.定义:光学分析法是根据物质发射的电磁辐射或物质与辐射的相互作用建立起来的一类仪器分析方法。 2.光学分析法包含的三个主要过程: (1)由仪器设置的能源提供能量照射至被测物质。 (2)能量与被测物质之间相互发生作用。 (3)产生可被检测的讯号。 第一节 电磁辐射及其与物质的相互作用 (一)电磁辐射和电磁波谱 1.光的波粒二象性:光是一种电磁辐射(电磁波),是一种以巨大速度通过空间而不需要任何物质作为传播媒介的光子流,它具有波粒二象性。 (1)光的波动性:光的波动性用波长λ(nm )、波数σ(cm - 1)和频率υ(Hz )表述。 在真空中,波长、波数和频率的关系为: ,C υλ= (11-1) 光速=光的频率×波长 (11-2) 波数=1/波长 (2)光的微粒性:用以解释光与物质相互作用产生的光电效应、光的吸收和发射等现象。 光的微粒性用每个光子具有的能量E 作为表征,光子的能量是与频率成正比,与波长成反比。它与频率、波长和波数的关系为: 从γ射线一直到无线电波都是电磁辐射,光是电磁辐射的一种形式,每个波段之间,由于波长或频率不同,光子具有的能量也不相同。电磁辐射按照波长顺序的排列称为电磁波谱,电磁波谱的波长或能量是没有边际的,表11-1所示的电磁波谱只是排列出了已被人们认识了的几个主要波段。下册主要讨论近紫外区、可见区和近红外区、远红外区的电磁波谱与物质的定性和定量关系。从表可见,光的波长越短、频率越高,能量越大;反之亦然。 表11-1 电磁波谱及其在仪器分析中的应用 C υλ =1σλ =C E h h υλ ==
统计公差分析方法概述 一.引言 公差设计问题可以分为两类:一类是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸和公差,确定装配后需要保证的封闭环公差;另一类是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸和公差,求解组成环的经济合理公差。 公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法.本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。 二.Worst Case Analysis 极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。 <例>Vector loop:E=A+B+C,根据worst case analysis可得 D(Max.)=(20+0.3)+(15+0.25)+(10+0.15)=45.7,出现在A、B、C偏上限之状况 D(Min.)=(20-0.3)+(15-0.25)+(10-0.2)=44.3,出现在A,B、C偏下限之状况 45±0.7适合拿来作设计吗? Worst Case Analysis缺陷: ?设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难; ?公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。 以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不良机率为1- 0.9973=0.0027;在组装完毕后所有零件都有缺陷的机率为:0.0027^3=0.000000019683。这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都是接近极限尺寸的情况非常罕见。 三.统计公差分析法 ?由制造观点来看,零件尺寸之误差来自于制程之变异,此变异往往呈现统计分布的型态,因此设计的公差规格常被视为统计型态。?统计公差方法的思想是考虑零件在机械加工过程中尺寸误差的实际分布,运用概率统计理论进行公差分析和计算,不要求装配过程中100 %的成功率(零件的100 %互换) ,要求在保证一定装配成功率的前提下,适当放大组成环的公差,降低零件(组成环) 加工精度,从而减小制造和生产成本。 ?在多群数据的线性叠加运算中,可以进行叠加的是『变异』值。
红外汲取光谱 1 波长(λ)相邻两个波峰或波谷之间的直线距离,单位为米(m)、厘米(cm)、微米(μm)、纳米(nm)。这些单位之间的换算关系为1m=102cm=106μm=109nm。 2频率(v)单位时刻内通过传播方向某一点的波峰或波谷的数目,即单位时刻内电磁场振动的次数称为频率,单位为赫兹(Hz,即s-1),频率和波长的关系为 3 波数(σ)每厘米长度内所含的波长的数目,它是波长的倒数,即σ=1 / λ ,波数单位常用cm-1来表示。 4传播速度:辐射传播速度υ等于频率v乘以波长λ,即υ=v λ。在真空中辐射传播速度与频率无关,并达到最大数值,用c 表示,c值准确测定为2.99792×1010cm/s 5周期T:相邻两个波峰或波谷通过空间某固定点所需要的时刻间隔,单位为秒(s)。 红外光谱法的特点: (1)特征性高。就像人的指纹一样,每一种化合物都有自己的特征红外光谱,因此把红外光谱分析形象的称为物质分子的“指纹”分析。(2)应用范围广。从气体、液体到固体,从无机化合物到有机化合物,从高分子到低分子都可用红外光谱法进行分析。(3)用样量少,分析速度快,不破坏样品。
简正振动的数目称为振动自由度,每个振动自由度相应于红外光谱图上一个基频汲取峰。每个原子在空间都有三个自由度,假如分子由n个原子组成,其运动自由度就有3n 个,这3n个运动自由度中,包括3个分子整体平动自由度,3个分子整体转动自由度,剩下的是分子的振动自由度。关于非线性分子振动自由度为3n-6,但关于线性分子,其振动自由度是3n-5。例如水分子是非线性分子,其振动自由度=3×3-6=3. 红外汲取光谱(Infrared absorption spectroscopy, IR)又称为分子振动—转动光谱。当样品受到频率连续变化的红外光照耀时,分子汲取了某些频率的辐射,并由其振动或转动运动引起偶极矩的净变化,产生分子振动和转动能级从基态到激发态的跃迁,使相应于这些汲取区域的透射光强度减弱。记录红外光的百分透射比与波数或波长关系的曲线,就得到红外光谱。 红外光谱在化学领域中的应用大体上可分为两个方面:一是用于分子结构的基础研究,应用红外光谱能够测定分子的键长、键角,以此推断出分子的立体构型;依照所得的力常数能够明白化学键的强弱;由简正频率来计算热力学函数。二是用于化学组成的分析,红外光谱最广泛的应用在于对物质的化学组成进行分析,用红外光谱法能够依照光谱中汲取峰的位置和形状来推断未知物
统计公差分析方法概述(总5 页) -CAL-FENGHAI.-(YICAI)-Company One1 -CAL-本页仅作为文档封面,使用请直接删除
统计公差分析方法概述(2012-10-23 19:45:32) 分类:公差设计统计六标准差 统计公差分析方法概述 一.引言 公差设计问题可以分为两类:一类是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸和公差,确定装配后需要保证的封闭环公差;另一类是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸和公差,求解组成环的经济合理公差。 公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法.本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。 二.Worst Case Analysis 极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。 <例>Vector loop:E=A+B+C,根据worst case analysis可得 D(Max.)=(20++(15++(10+=,出现在A、B、C偏上限之状况 D(Min.)=++=,出现在A,B、C偏下限之状况 45±适合拿来作设计吗 Worst Case Analysis缺陷: 设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难; 公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
第十三* 常用仪分析方法轨淹 第一节仪器分析简介 仪器分析法是通过测定物质的光、电、 磁等物理化学性质来确定其化学组 含量和化学结构的分析方法。 热、 - \ 6 *豪
方法试样质!n/mg试液体积/mL 常量分析>100>10 半微量分析10~1001~10 微量分析0?1~100.1-1 超微量分析<0.1<0.01 ?灵敏度高,检出限量可降低.样品用量由化学分析的mL、mg级降低到pg、|1L级,S至至低。适合于微量、痕量和超痕量成分的测定。 ?选择性好:仪器分析方法可以通过选择或调整测定的条件,使共存的组分测定时,相互间不产生干扰。 ?操作简便,分析速度快,容易实现自动化。 ?相对误差较大:化学分析一般用于常量和高含量成分分析,准确度较高,误差小于千分之几。多数仪器分析相对误差较大,一般为5%,不适用于常量和高含量成分分析。
?需要价格比较昂贵的专用仪器。
仪器分析与化学分析关系 仪器分析是在化学分析基础上的发展 -不少仪器分析方法的原理,涉及到有关化学分析的基本理论; -不少仪器分析方法,还必须与试样处理、分离及掩蔽等化学分析手段相结合,才能完成分析的全过程。 -仪器分析有时还需要采用化学富集的方法提高灵敏度; -有些仪器分析方法,如分光光度分析法,由于涉及大量的有机试剂和配合物化学等理论,所以在不少书籍中,把它列入化学分析。 仪器分析与化学分析关系 ?应该指出,仪器分析本身不是一门独立的学科,而是务种仪器方法的组合。这些仪器方法在化学学科中极其重要,已不单纯地应用于分析的目的,而是广泛地应用于研究和解决各种化学理论和实际问题。因此,将它们称为“化学分析中的仪器方法' 更为确切。 4和滞 Vi
案例研究分析方法介绍 1.案例研究的起源 案例研究最早于1870年由美国哈佛大学法学院提出,其目的是为了在法律文献急剧增长的情况下使学生更有效的学习法律的原理原则。此后,案例研究作为一种教学方式被普遍应用于法律、商业、医学及公共政策等领域中。案例研究的另一个来源是是医学、社会工作和心理学工作者的个人描述,通常被称作“个案记录”或者“个案历史”。作为研究方法的案例研究不同于作为教学方法的案例研究,作为教学性案例研究的材料是经过精心处理的,以便更有效的突出其有用之处,而在研究型案例研究中这种行为是绝不允许的;此外,教学性案例研究不须考虑研究过程的严谨性,也不考虑忠实的呈现实证数据,而研究性案例研究则有及其严格的要求。 2.案例研究的核心内涵 案例研究作为社会科学领域的主要研究方法之一,与调查法和实验法并列成为实证研究的重要方法。案例研究与其他类型的研究方法通常会结合使用,发展至今,已经形成了一套完整的研究体系。对于案例研究方法的定义,各学者都提出了自己的见解。Jennifer Platt对案例研究的定义为“一整套设计研究方案必须遵循的逻辑,是只有当所要研究的问题与其环境相适应时才会适用的方法,而不是什么环境下都要生搬硬套的教条。”Robert Yin则认为案例研究是一种经验主义的探究,它研究现实生活背景中的暂时现象;在这样一种研究情境中,现象本身与其背景之间的界限不明显,(研究者只能)大量运用事
例证据来展开研究。Robert Yin的定义得到了广大的学者的认同。虽然目前对于案例研究尚没有完全严格的定义,但总体来说,作为一 种研究思路的案例研究包含了各种方法,涵盖了设计逻辑、资料收集技术,以及具体的资料分析手段。就这一意义来说,案例研究既不是资料收集技术,又不仅限于设计研究方案本身,而是一种全面的、综合性的研究思路。 根据Robert Yin等学者的观点,案例研究方法适用于解决“怎么样”和“为什么”的问题。具体来说,案例研究具有以下几种用途:其最重要的用途是解释现实生活中的各种因素之间假定存在的联系,这与案例研究的前提密切相关,即案例的现象与背景存在着密切的联系,而这种联系的复杂程度又是实验或调查都无法解释的。用评估学的术语来说,就是解释某一方案的实施过程与方案实施效果之间的联系。第二个用途是描述某一刺激及其所处的现实生活场景。第三个用途是以描述的形式,列示某一评估活动中的一些主题。第四个用途是探索那些因果关系不够明显、因果联系复杂多变的现象。第五个用途是进行元评估,即对某一评估活动本身进行再评估。 3.案例研究的分类体系 案例研究作为一种研究方法,其过程中会涉及到多种研究维度,因此一个清晰的分类体系可以帮助研究者选择合适的研究方法。按研究目的分类探索性案例研究、描述性案例研究、解释性的案例研究。按分析单位分类整体性案例研究和嵌入性案例研究案例研究可以选择单案例研究,也可以选择多案例研究。两者都属于案例研究的变式,
線性尺寸鏈公差分析. 程序設計用于(1D)線性尺寸鏈公差分析。程序解決以下問題: 1公差分析,使用算術法"WC"(最差條件worst case)綜合和最優化尺寸鏈,也可以使用統計學計算"RSS"(Root Sum Squares)。 2溫度變化引起的尺寸鏈變形分析。 3使用"6 Sigma"的方法拓展尺寸鏈統計分析。 4選擇裝配的尺寸鏈公差分析,包含組裝零件數的最優化。 所有完成的任務允許在額定公差值內運行,包括尺寸鏈的設計和最優化。 計算中包含了ANSI, ISO, DIN以及其他的專業文獻的數據,方法,算法和信息。標准參考表:ANSI B4.1, ISO 286, ISO 2768, DIN 7186 計算的控制,結構及語法。 計算的控制與語法可以在此鏈接中找到相關信息"計算的控制,結構與語法". 項目信息。 “項目信息”章節的目的,使用和控制可以在"項目信息"文檔裏找到. 理論-原理。 一個線性尺寸鏈是由一組獨立平行的尺寸形成的封閉環。他們可以是一個零件的相互位置尺寸(Fig.A)或是組裝單元中各個零件尺寸(Fig. B). 一個尺寸鏈由分開的部分零件(輸入尺寸)和一個封閉零件(結果尺寸)組成。部分零件(A,B,C...)可以是圖面中的直接尺寸或者是按照先前的加工工藝,組裝方式。所給尺寸中的封閉零件(Z)表現爲加工工藝或組裝尺寸的結果,結果綜合了部分零件的加工尺寸,組裝間隙或零件的幹涉。結果尺寸的大小,公差和極限直接取決于部分尺寸的大小和公差,取決于部分零件的變化對封閉零件變化的作用大小,在尺寸鏈中分爲兩類零件: - 增加零件- 部分零件,該零件的增加導致封閉零件的尺寸增加 - 減少零件- 部分零件,封閉零件尺寸隨著該零件的尺寸增加而減小 在解決尺寸鏈公差關系的時候,會出現兩類問題: 5公差分析- 直接任務,控制 使用所有已知極限偏差的部分零件,封閉零件的極限偏差被設置。直接任務在計算中是明確的同時通常用于在給定圖面下檢查零件的組裝與加工。 6公差合成- 間接任務,設計
常用数据分析方法 常用数据分析方法:聚类分析、因子分析、相关分析、对应分析、回归分析、方差分析;问卷调查常用数据分析方法:描述性统计分析、探索性因素分析、Cronbach’a信度系数分析、结构方程模型分析(structural equations modeling) 。 数据分析常用的图表方法:柏拉图(排列图)、直方图(Histogram)、散点图(scatter diagram)、鱼骨图(Ishikawa)、FMEA、点图、柱状图、雷达图、趋势图。 数据分析统计工具:SPSS、minitab、JMP。 常用数据分析方法: 1、聚类分析(Cluster Analysis) 聚类分析指将物理或抽象对象的集合分组成为由类似的对象组成的多个类的分析过程。聚类是将数据分类到不同的类或者簇这样的一个过程,所以同一个簇中的对象有很大的相似性,而不同簇间的对象有很大的相异性。聚类分析是一种探索性的分析,在分类的过程中,人们不必事先给出一个分类的标准,聚类分析能够从样本数据出发,自动进行分类。聚类分析所使用方法的不同,常常会得到不同的结论。不同研究者对于同一组数据进行聚类分析,所得到的聚类数未必一致。 2、因子分析(Factor Analysis) 因子分析是指研究从变量群中提取共性因子的统计技术。因子分析就是从大量的数据中寻找内在的联系,减少决策的困难。 因子分析的方法约有10多种,如重心法、影像分析法,最大似然解、最小平方法、阿尔发抽因法、拉奥典型抽因法等等。这些方法本质上大都属近似方法,是以相关系数矩阵为基础的,所不同的是相关系数矩阵对角线上的值,采用不同的共同性□2估值。在社会学研究中,因子分析常采用以主成分分析为基础的反覆法。 3、相关分析(Correlation Analysis) 相关分析(correlation analysis),相关分析是研究现象之间是否存在某种依存关系,并对具体有依存关系的现象探讨其相关方向以及相关程度。相关关系是一种非确定性的关系,例如,以X和Y分别记一个人的身高和体重,或分别记每公顷施肥量与每公顷小麦产量,则X 与Y显然有关系,而又没有确切到可由其中的一个去精确地决定另一个的程度,这就是相关关系。 4、对应分析(Correspondence Analysis) 对应分析(Correspondence analysis)也称关联分析、R-Q型因子分析,通过分析由定性变量构成的交互汇总表来揭示变量间的联系。可以揭示同一变量的各个类别之间的差异,以及不同变量各个类别之间的对应关系。对应分析的基本思想是将一个联列表的行和列中各元素的比例结构以点的形式在较低维的空间中表示出来。 5、回归分析 研究一个随机变量Y对另一个(X)或一组(X1,X2,…,Xk)变量的相依关系的统计分析方法。回归分析(regression analysis)是确定两种或两种以上变数间相互依赖的定量关系的一种统计分析方法。运用十分广泛,回归分析按照涉及的自变量的多少,可分为一元回归分析和多元回归分析;按照自变量和因变量之间的关系类型,可分为线性回归分析和非线性回归分析。 6、方差分析(ANOVA/Analysis of Variance) 又称“变异数分析”或“F检验”,是R.A.Fisher发明的,用于两个及两个以上样本均数差
统计公差分析方法概述 一、引言 公差设计问题可以分为两类:一类就是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸与公差,确定装配后需要保证的封闭环公差;另一类就是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸与公差,求解组成环的经济合理公差。 公差分析的方法有极值法与统计公差方法两类,根据分布特性进行封闭环与组成环公差的分析方法称为统计公差法、本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。 二、Worst Case Analysis 极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。 <例>Vector loop:E=A+B+C,根据worst case analysis可得 D(Max、)=(20+0、3)+(15+0、25)+(10+0、15)=45、7,出现在A、B、C偏上限之状况 D(Min、)=(20-0、3)+(15-0、25)+(10-0、2)=44、3,出现在A,B、C偏下限之状况 45±0、7适合拿来作设计不? Worst Case Analysis缺陷: ?设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难; ?公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。 以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不良机率为1-0、9973=0、0027;在组装完毕后所有零件都有缺陷的机率为:0、0027^3=0、3。这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都就是接近极限尺寸的情况非常罕见。 三、统计公差分析法 ?由制造观点来瞧,零件尺寸之误差来自于制程之变异,此变异往往呈现统计分布的型态,因此设计的公差规格常被视为统计型态。?统计公差方法的思想就是考虑零件在机械加工过程中尺寸误差的实际分布,运用概率统计理论进行公差分析与计算,不要求装配过程中100 %的成功率(零件的100 %互换) ,要求在保证一定装配成功率的前提下,适当放大组成环的公差,降低零件(组成环) 加工精度,从而减小制造与生产成本。 ?在多群数据的线性叠加运算中,可以进行叠加的就是『变异』值。