氨回收装置技术改造及运行
- 格式:pdf
- 大小:120.59 KB
- 文档页数:1
烟气氨法脱硫运行中的主要问题及改进措施摘要:氨法湿法脱硫技术的发展期,技术还不够成熟,运行初期出现了脱硫液处理不当、管道的堵塞等诸多问题。
通过在工艺设备操作过程中的不断摸索,进行了烟气氨法脱硫技改工程及工艺调整优化,取得了很好的效果,是公司的环保实施运行水平得到很大提升。
关键词:烟气氨法脱硫工艺;技改工程;存在问题;改进措施一、烟气氨法脱硫技术优势(一)技术优势在氨法脱硫工艺中,氨的活性高,与烟气反应速度快。
其液气比低于常规液体脱硫工艺,因此脱硫容易,不需要系统施加过大压力。
如果安装并配备了蒸汽加热器,则整体系统的总设计阻力不得超过1.2kPa。
氨水作为氨法脱硫中应用的脱硫剂,具有较高的反应活性和化学反应速率。
它完成反应的时间短,要求低,不受原始烟气浓度的限制,也不被烟气流速影响。
氨法脱硫控制系统采用与PLC单元控制系统相同的分散控制系统。
目前,整体脱硫作业发展了较长时间,技术水平较高,基本能实现自动化运作,智能化控制反应过程中的重要控制点。
如果设备发生故障,控制系统能够及时发出警报,提醒工作人员及时进行处理,提升整体反应作业的安全性。
由于氨法脱硫反应涉及物质多为液体和气体,生成的反应物也大多溶于水,反应过程中不容易产生堵塞和淤积等现象,也不容易导致设备磨损,自动控制影响因素少,方便建立自动化控制系统。
(二)环境效益目前我国全面强调环保工作的重要性,不论各个地区,环保部门已逐步提出按期完成锅炉烟气处理设备现代化改造的要求,能够确保极低的SO2排放。
氨法脱硫技术基本上不产生废气、废水和废渣,基本不会造成二次污染。
氨法脱硫最终废气排放量较低,也不生成二氧化碳气体。
如果二氧化硫质量浓度达到极低排放水平,即10~20mg/时,对大气污染较小,不存在二次污染现象。
氨法脱硫同时可以做到无废水排放,氨法脱硫产生的废水可返回脱硫塔作为工艺用水回收,基本不需要进行排放,减少对水资源浪费和污染二、烟气氨法脱硫技改工程建设存在的问题及改进措施(一)脱硫液的处理问题以及相应的改进措施当前各个工业企业所实际采用的锅炉烟气氨法脱硫技术主要是采用必要的脱硫液来在生产工作当中循环往复地实现针对烟气当中含有的二氧化硫气体进行吸收,一般情况下脱硫循环液当中含有的化学成分非常复杂,主要包括有灰尘、氯离子、硫酸铵以及亚硫酸铵等化学成分。
附件5合成氨行业节能降碳改造升级实施指南一、基本情况合成氨用途较为广泛,除用于生产氮肥和复合肥料以外,还是无机和有机化学工业的重要基础原料。
不同原料的合成氨工艺路线有差异,主要包括原料气制备、原料气净化、CO变换、氨合成、尾气回收等工序。
能耗主要由原料气消耗、燃料气消耗、煤炭消耗、蒸汽消耗和电力消耗组成。
合成氨行业规模化水平差异较大,不同企业能效差异显著。
用能主要存在能量转换效率偏低、余热利用不足等问题,节能降碳改造升级潜力较大。
根据《高耗能行业重点领域能效标杆水平和基准水平(2021年版)》,以优质无烟块煤为原料的合成氨能效标杆水平为1100千克标准煤/吨,基准水平为1350千克标准煤/吨;以非优质无烟块煤、型煤为原料的合成氨能效标杆水平为1200千克标准煤/吨,基准水平为1520千克标准煤/吨;以粉煤为原料的合成氨能效标杆水平为1350千克标煤/吨,基准水平为1550千克标煤/吨;以天然气为原料的合成氨能效标杆水平为1000千克标煤/吨,基准水平为1200千克标煤/吨。
截至2020年底,我国合成氨行业能效优于标杆水平的产能约占7%,能效低于基准水平的产能约占19%。
二、工作方向(一)加强前沿引领技术开发应用,培育标杆示范企业。
开展绿色低碳能源制合成氨技术研究和示范。
示范6.5兆帕及以上的干煤粉气化技术,提高装置气化效率;示范、优化并适时推广废锅或半废锅流程回收高温煤气余热副产蒸汽,替代全激冷流程煤气降温技术,提升煤气化装置热效率。
(二)加快成熟工艺装备普及推广,有序推动改造升级。
1.绿色技术工艺。
优化合成氨原料结构,增加绿氢原料比例。
选择大型化空分技术和先进流程,配套先进控制系统,降低动力能耗。
加大可再生能源生产氨技术研究,降低合成氨生产过程碳排放。
2.重大节能装备。
提高传质传热和能量转换效率,提高一氧化碳变换,用等温变换炉取代绝热变换炉。
涂刷反辐射和吸热涂料,提高一段炉的热利用率。
采用大型高效压缩机,如空分空压机及增压机、合成气压缩机等,采用蒸汽透平直接驱动,推广采用电驱动,提高压缩效率,避免能量转换损失。
合成氨工艺及节能改造对策摘要:合成氨是一种重要的化学原料,广泛应用于农业、化工和能源等领域。
然而,传统的合成氨工艺存在能源浪费和环境污染的问题。
为了提高合成氨工艺的能源利用效率和减少环境影响,需要进行节能改造和技术创新。
本文探讨了合成氨工艺的基本原理,现有的节能改造技术,并提出未来的发展方向。
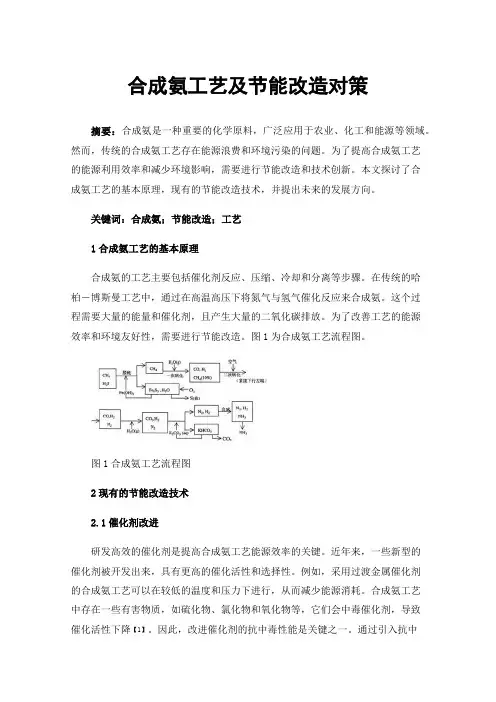
关键词:合成氨;节能改造;工艺1合成氨工艺的基本原理合成氨的工艺主要包括催化剂反应、压缩、冷却和分离等步骤。
在传统的哈柏-博斯曼工艺中,通过在高温高压下将氮气与氢气催化反应来合成氨。
这个过程需要大量的能量和催化剂,且产生大量的二氧化碳排放。
为了改善工艺的能源效率和环境友好性,需要进行节能改造。
图1为合成氨工艺流程图。
图1合成氨工艺流程图2现有的节能改造技术2.1催化剂改进研发高效的催化剂是提高合成氨工艺能源效率的关键。
近年来,一些新型的催化剂被开发出来,具有更高的催化活性和选择性。
例如,采用过渡金属催化剂的合成氨工艺可以在较低的温度和压力下进行,从而减少能源消耗。
合成氨工艺中存在一些有害物质,如硫化物、氯化物和氧化物等,它们会中毒催化剂,导致催化活性下降【1】。
因此,改进催化剂的抗中毒性能是关键之一。
通过引入抗中毒组分或者改变催化剂的物理和化学性质,可以增强催化剂对有害物质的抵抗能力,延长催化剂的使用寿命。
2.2压缩技术改进在合成氨工艺中,气体的压缩是一个能量密集型的过程。
通过改进压缩机的设计和运行参数,可以减少能源消耗。
例如,采用多级压缩和高效压缩机可以降低压缩过程中的能量损失。
2.3余热回收在合成氨工艺中,有大量的热量会被废气和冷却水带走。
通过利用余热回收技术,可以将废气和冷却水中的热能回收利用,减少能源的浪费。
例如,采用换热器和蒸汽发生器等设备,可以将废气和冷却水中的热量转化为有用的能源。
2.4改进分离技术在合成氨工艺中,需要将产生的氨与未反应的氮气和氢气进行分离。
传统的分离技术消耗大量的能量传统的分离技术消耗大量的能量,例如通过冷凝和吸附等方法进行气体分离。
超级克劳斯硫回收工艺优化运行及改造分析摘要:在合成氨工艺中,硫回收是该工艺的重要环节,这是因为硫回收关系到水煤气的净化能否维持正常运转,基于此,贵州开阳化工有限公司在合成氨硫回收工艺中,采取采用荷兰荷丰超级克劳斯硫回收技术,年副产硫磺2.1万吨,有效保障环保指标达标排放。
随着公司在提高产能,节能降耗方面的需求,优化改造硫回收工艺势在必行。
关键词:合成氨;硫回收;工艺运行;改造引言:将变换来含氨汽提气和甲醇洗来的H2S体积不大于40%酸性气经过焚烧、催化反应,转化为纯度为99.9%的硫磺,经造粒、包装后外销,尾气达标后(SO2≤960mg/Nm3)通过烟囱排放。
1.超级克劳斯硫回收工艺流程在来自低温甲醇洗工序酸性气经过水洗,脱除大部分甲醇,经过分离器脱除水分,经预热器加热后进入主烧嘴(M6003)内与空分来的氧气按一定比例混合燃烧,大部分酸性气体燃烧后进入酸性气废锅(E6001)与脱盐水换热,同时副产253℃、4.1MPa饱和蒸汽。
酸性气进入第一冷凝器(E6002)冷凝到195℃,出第一冷凝器的液硫经A#液硫封(X6001A)直接流入液硫槽。
未反应完的酸性气再进入第一再热器(E6009)加热到240℃,进入一级克劳斯反应器(R6001),在催化剂作用下进行反应后进入第二冷凝器(E6003),出第二冷凝器的液硫经B#液硫封(X6001B)直接流入液硫槽,出第二冷凝器的克劳斯气体温度约为195℃,在第二再热器(E6010)中再次加热到215 ℃,进入二级克劳斯反应器(R6002),同样在催化剂作用下进行反应后,进入第三冷凝器(E6004),产生液态硫经C#液硫封(X6001C)流入液硫槽。
克劳斯气体进入第三再热器(E6011)再次加热到200 ℃,进入三级克劳斯反应器(R6003)进行反应,出来的克劳斯气体进入第四冷凝器(E6005)被冷却,硫被分离出去,产生液态硫经D#液硫封(X6001D)流入液硫槽。
大型AZF工艺复合肥生产装置尾气处理技术改造石学勇【摘要】分析了引进的AZF工艺尾气处理系统原设计存在的问题,将原单塔单器处理流程改造为双塔双器处理流程并进行进一步的优化.改造后,不仅提高了造粒尾气的氨回收率,减少了污染物排放量,而且简化了流程,取得了较好的经济和社会效益.%The problems are analyzed in the original design of the tail gas treatment system based on the AZF Process introduced from abroad, and the original single column-single vessel treatment flow sheet is replaced by dual column-dual vessel flow sheet, with further optimization. After the renovation, not only is the recovery of ammonia from the granulation tail gas improved, the discharge of pollutants reduced, but also the flow sheet is simplified, resulting in better economic and social benefit.【期刊名称】《化肥工业》【年(卷),期】2011(038)002【总页数】3页(P33-35)【关键词】AZF工艺;尾气处理;优化【作者】石学勇【作者单位】中国-阿拉伯化肥有限公司,秦皇岛,066003【正文语种】中文法国AZF公司自20世纪60年代初开始进行管式反应器的试验,首套采用该工艺的生产装置于1976年建成投产。
该工艺既可用于生产磷酸二铵(DAP)产品又可生产NPK产品,具有能耗低、产量大、操作灵活等特点。
1.蒸氨塔中蒸氨废水含氨过高怎么办?塔顶温度也老升不上去1 蒸氨负荷是否过大2 蒸汽压力过低或阀门开启较小,注意压力等级越低,相对应蒸汽温度越低,最好能用过热蒸汽。
3 塔板存垢较多,效率降低4 入塔前氨水未预热到指标温度5 塔釜液位过高废水含氨量蒸氨塔中蒸氨废水含氨过,塔顶温度升不上去时,应首先检查蒸汽压力是否稳定,然后提高供汽量(使用再沸汽时尤其应保证再沸器热源的稳定),确保塔底温度不低于104℃(一般控制在105℃左右),再通过调节氨分缩器冷却水量来逐步解决.若还不能解决问题,那就再提高氨水预热温度,若还不能解决问题,那就逐一要检查本工段主要设备了有一个中文的操作规程,不知有没有帮助。
说明本操作规程仅供参考。
操作规程一:岗位任务通过蒸氨塔经过精馏操作将氨水中的氨和水分开,得到的产品液氨送到氨贮罐区,残液回收利用。
二:精馏原理把液体混合物经过多次部分气化和部分冷凝,使液体分离成相当纯的组分的操作称为精馏,连续精馏塔可以想象是由一个个简单蒸馏釜串联起来,由于原料液中组分的挥发度不同,每经过一个蒸馏釜蒸馏一次,蒸汽中轻组分的含量就提高一次,即yn+1>yn>x(y代表气相组成,x代表液相组成),增加蒸馏釜的个数就可得到足够纯的轻组分,而塔釜中残液中所含轻组分的量会越来越少,接近于零。
将这些蒸馏釜叠加起来,在结构上加以简化即成为精馏塔。
本工序就是利用蒸氨塔分出氨水中的轻组分物质氨和重组分物质水而得到产品液氨。
蒸氨塔采用垂直筛板塔,它比传统的浮阀塔板有更好的传质、传热性能。
三:工艺流程从界区外送来的15%氨水进入稀氨水槽,经稀氨水泵加压到1.7MPa(a)左右打到热交换器,与塔釜出来的精馏残液换热回收热量后,氨水被加热到140~160℃左右进入蒸氨塔;蒸氨塔下部的再沸器采用>2.2Mpa饱和蒸汽间接加热釜液,保持温度在~203℃左右。
塔顶蒸汽温度约43℃进入冷凝器Ⅰ冷凝,在此部分气氨冷凝为液氨,未冷凝气氨进入冷凝器Ⅱ进一步冷凝为液氨,两冷凝器中冷凝的液氨部分直接流入蒸氨塔作为回流,另一部分作为产品流入储氨罐,经高压气体加压后,压到液氨罐区。
氨法技术介绍一、氨法由来氨回收法符合世界FGD发展趋势氨法脱硫技术在化学工业领域应用普遍,用氨吸收硫酸生产尾气中的SO2, 生产亚硫铵和硫铵。
80-90年代,在我国硫酸和磷肥厂,具有氨法脱硫装置高达100余套。
美国:GE、Marsulex、Pircon、Babcock & Wilcox德国:Lentjes Bischoff、Krupp Koppers日本:NKK、IHI、千代田、住友、三菱、荏原皆在九十年代大力发展氨法。
美国和德国的脱硫石膏已成为一个突出的环境问题,正着力研究转化为硫铵的技术。
氨法在国外电厂的应用日本钢管公司70年代中期建成了两套大型装置,烟气量规模分别为76万Nm3/h 和123万Nm3/h,分别相当于200和300MW机组,累积运行25年。
美国GE通用环境系统公司于1990年开始建成多个大型示范装置,规模从50MW 至300MW。
德国Krupp Koppers(克虏伯)也于1989年在德国Karlsruhe(卡姿诺尔)建成65MW(250T/h)示范装置,累积运行12年。
据不完全统计,全世界目前使用氨法脱硫的机组大约在10000MW专家论点美国Ellison 咨询公司(1995):采用硫铵过程,烟气脱硫可以实现自负盈亏。
美国John Brown工程师和建筑师有限公司(1998):通过大量、高价值的副产品生产,烟气脱硫可以获得卓越的投资效益。
美国GE公司(1995):氨法烟气脱硫时代已经到来了。
Krupp公司(1997):经过二十多年一步一步地漫长的发展,如今,氨法已进入工业化应用阶段。
氨法特点:氨法是高效、低耗能的湿法氨法是气液相反应,反应速率快,吸收剂利用率高,能保持脱硫效率95—99%。
氨在水中的溶解度超过20%,是石灰石的5000-10000倍,能耗低得多。
氨法具有丰富的原料氨法以氨为原料,其形式可以是液氨、氨水和碳铵。
目前我国火电厂年排放二氧化硫约1000万吨,即使全部采用氨法脱硫,用氨量不超过500万吨/年,供应完全有保证。
大合成氨工艺技术目前,国内合成氨最大的单系列装置规模为50万吨/年,一套大装置固定资产投资相比两套小装置可以节约30%,如以天然气或煤为原料生产30万吨/年合成氨,最终生产尿素52万吨/年项目为例两套小装置估算投资50亿,一套大装置50万吨/年合成氨投资为35亿,化工装置的规模效益还是比较明显的。
典型先进的大合成氨工艺技术主要以TOPSOE-托普索、CASALE-卡萨利、KBR-Kellogg凯洛格等技术为代表。
卡萨利氨合成塔内件采用轴径向,而托普索氨合成塔内件采用径向,两者都是三床两换热。
相比较两者的能耗差不太多,卡萨利需购买专有塔内件,托普索需购买专有催化剂,且催化剂用量过剩50%,卡萨利工艺较好(多用于原装置改造),价格上占着很大优势,在国内市场份额大,30万吨左右的规模大部分采用卡萨利;50万吨规模的托普索和KBR占比较大,特别是KBR,虽然能耗有点大,但近年大项目多采用此技术。
一、国内应用情况:托普索:云南沾化5080 、云南云维50万吨、塔里木石化45万吨;KBR:福岛二期50、中石油塔里木大化肥45万吨、大庆石化66万吨、重庆建峰4580 、江苏灵谷4580;卡萨利:呼伦贝尔金新5080、贵州开阳、河南晋开。
国内工程设计院以成都化八院、合肥化三院业绩为主流。
化八院做的气头项目都是大型项目,并且采用国外的技术、设备。
化三院以国外二手关键设备位基础,整合设计出国内首套煤头大化肥装置。
二、大合成氨技术特点:1、TOPSOE-托普索技术(煤、天然气)托普索的工艺特点:①100%径向流通过催化剂床层,全塔压降低至2.5kg/cm2左右;②径向流穿过所有床层,催化剂利用率高;③气体间通过床间换热器换热,没有激冷装置,避免稀释转化气;④氨净值很高,超过18%;⑤专利隔栅式塔内件,气体分布均匀,机械强度高,寿命超过20年;⑥专有触媒筐顶部设计,不会因后期催化剂下沉造成气体短路现象;⑦合成塔温度控制方便,操作稳定,弹性大;⑧在整个合成塔回路设计上的经验丰富,系统优化好,总体能耗低。
鲁奇煤气化废水酚氨回收技术探讨作者:董文博曹敏侯萌萌程相龙来源:《科技创新与应用》2016年第21期摘要:简要介绍河南省豫西地区某化工厂鲁奇煤气化工艺废水经除油除尘后采用的煤气废水酚氨处理回收工艺流程,指出该工艺流程在实际生产运行过程中所存在的脱酚效果不好、易在设备内形成碳铵结晶、出水水质相对较差等一系列问题,针对这些问题该化工厂进行了相应的技术改造,将脱氨工序放在萃取脱酚工序之前,并提高脱酸塔操作温度,使煤气废水中的氨先于酚脱除出来,从而改善了脱酚体系环境,经技术改造后的煤气废水酚氨处理回收系统使得煤气废水中的脱酚效果得到较为明显的增强,从而出水水质也得到相应提高,但仍然存在着较大的提升空间,文章由此引出另外几种较为可行的处理鲁奇煤气废水的改进方法和思路,并作出简单评价。
关键词:鲁奇;煤气废水;脱酚;脱氨;酸性气;萃取煤气化是煤化工核心技术之一,被誉为新型煤化工产业的龙头技术。
其中以鲁奇加压煤气化技术为代表的固定床加压气化工艺,因为煤种适应性广、运行稳定、生产能力大、能耗低、氧耗少、效率高等优点而被国内外广泛运用。
尤其从煤制天然气中甲烷含量以及投资费用等角度出发,鲁奇加压煤气化技术在煤制天然气领域占有重要的地位[1]。
鲁奇加压煤气化技术产生的煤气,经洗涤后生产大量的废水,含有酚、油、CO2、H2S、高COD、高氨氮等,是一种典型的有毒有害、难降解的工业废水,一直都是国内外工业废水处理领域的难题。
河南省豫西某厂的煤气废水在煤气水分离装置除油除尘后,先脱酸、再萃取脱酚、然后进行脱氨及溶剂回收,最后送至后续污水生化处理系统。
1 煤气废水处理工艺及存在问题1.1 煤气废水处理流程经除焦油、除尘后的含酚氨煤气废水,首先进入脱酸塔与0.5Mpa低压蒸汽间接加热,从而汽提脱除CO2、H2S等酸性气体,经冷凝后送至硫回收,含氨的冷凝液进行回流。
脱除酸性气体的煤气废水经冷却后进入萃取塔,由二异丙基醚(D1PE)萃作为萃取剂进行萃取脱酚。
一、氨法脱硫计算过程风量(标态):,烟气排气温度:168℃:工况下烟气量:还有约5%的水份如果在引风机后脱硫,脱硫塔进口压力约800Pa,出口压力约-200Pa,如果精度高一点,考虑以上两个因素。
1、脱硫塔(1)塔径及底面积计算:塔内烟气流速:取D=2r=6.332m即塔径为6.332米,取最大值为6.5米。
底面积S=πr2=3.14×3.252=33.17m2塔径设定时一般为一个整数,如 6.5m,另外,还要考虑设备裕量的问题,为以后设备能够满足大气量情况下符合的运行要求。
(2)脱硫泵流量计算:液气比根据相关资料及规范取L/G=1.4(如果烟气中二氧化硫偏高,液气比可适当放大,如1.5。
)①循环水泵流量:由于烟气中SO2较高,脱硫塔喷淋层设计时应选取为4层设计,每层喷淋设计安装1台脱硫泵,476÷4=119m3/h,泵在设计与选型时,一定要留出20%左右的裕量。
裕量为:119×20%=23.8m3/h,泵总流量为:23.8+119=142.8m3/h,参考相关资料取泵流量为140m3/h。
配套功率可查相关资料,也可与泵厂家进行联系确定。
(3)吸收区高度计算吸收区高度需按照烟气中二氧化硫含量的多少进行确定,如果含量高,可适当调高吸收区高度。
2.5米×4层/秒=10米,上下两层中间安装一层填料装置,填料层至下一级距离按1米进行设计,由于吸收区底部安装有集液装置,最下层至集液装置距离为3.7米-3.8米进行设计。
吸收区总高度为13.7米-13.8米。
(4)浓缩段高度计算浓缩段由于有烟气进口,因此,设计时应注意此段高度,浓缩段一般设计为2层,每层间距与吸收区高度一样,每层都是2.5米,上层喷淋距离吸收区最下层喷淋为3.23米,下层距离烟气进口为5米,烟气进口距离下层底板为2.48米。
总高为10.71米。
(5)除雾段高度计算除雾器设计成两段。
每层除雾器上下各设有冲洗喷嘴。
氨对甲醇装置低温甲醇洗系统的影响及控制措施摘要:通过对氨气理化特性的研究,可知氨对甲醇装置低温甲醇洗系统的影响很大。
因为氨气在室温、常压条件下是极具腐蚀性的,会对甲醇装置、管道造成较大的腐蚀,而在一定的温度范围内,用氨法处理的甲醇溶液,其腐蚀性能更高,随着温度的升高,其与氨的溶解性也随之增大。
在甲醇清洗设备的操作中,温度是决定氨气溶解度的重要因素,所以要确保低温甲醇洗装置在操作过程中保持合适的温度和湿度。
关键词:氨;甲醇装置;低温甲醇;控制1低温甲醇洗工艺流程甲醇装置由洗氨塔,原料气洗塔,二氧化碳解吸塔,氢硫浓缩塔,氮气回收塔,热再生塔,甲醇与水分脱除塔,二氧化碳洗脱塔,废气洗涤塔等组成。
通过脱氨塔的脱氨后,将其输送到原料气洗塔,在脱硫段和脱碳段分别进行贫甲醇和半贫甲醇的吸附,然后通过净化气 /贫甲醇换热器在管段与贫甲醇进行换热,然后通过原料气冷却器进行换热,最后进入甲醇合成系统;经脱硫处理的无硫醇与含硫醇经送至中压闪蒸器,经闪蒸后的富甲酸溶液送入CO2脱附器,经脱附后的富甲酸溶液送入H2S浓缩塔进行气提。
通过富醇泵将H2S浓缩塔底部的富甲醇抽提至热再生塔中,经过气提后的H2S酸气送至脱硫装置,该装置底部的稀甲醇部分进入稀甲醇池,其余部分进入甲醇/水分离塔内分离贫甲醇,然后将其顶部的甲醇蒸汽送至热再生塔。
二氧化碳解吸塔顶部产生的二氧化碳气体被送入二氧化碳洗涤塔;氢硫浓化器和氮气提装置排出的废气经过净化后排空,然后将含甲醇的脱水液送入甲醇/水分离塔,然后将所得到的废水送入废水处理装置或气化煤粉装置。
2氨的来源及危害1.1腐蚀设备管线氨在进入设备后,与水中的水分进行直接的化学反应,形成了一种氨气,它在设备内部的扩散和迁移过程中,还会导致长时间的与水中的接触,从而导致局部腐蚀、穿孔等现象,而一旦氨的含量超出了一定的临界点时,就会导致中毒。
1.2危害人体健康氨气是一种无臭无味的气体,在水中容易溶解,在酒精中溶解,对人体有很大的危害。
氨法脱硫装置生产过程中存在问题及解决方案摘要:随着我国经济社会高速稳步发展,我国的工业能力和工业水平得到进一步提高,而到目前为止工业的发展依旧离不开煤炭的作用。
本文主要对氨法脱硫装置生产过程中存在问题及解决方案进行论述,详情如下。
关键词:氨法脱硫装置;生产;方案引言近年来,焦炉烟气净化工艺得到了飞速发展,各焦化企业均从结合本厂焦炉生产的实际情况和特点选择合适的技术手段满足环保达标排放要求。
1氨法脱硫装置存在的问题氧化过程中首先要保证足够的风量,氧化空气流量不足是硫酸铵溶液氧化率不达标的主要原因。
氨法脱硫装置氧化风机风量不足,不具备全通量鼓入空气的能力,正是严重影响硫铵溶液氧化率的主要原因。
另外,脱硫溶液氧化率也受排液浓度与烟气中所含H2S的浓度影响。
2氨法脱硫装置生产优化2.1增设浓缩脱硫段改造前,脱硫塔分为脱硫段、水洗段和除雾段。
改造后,原脱硫段上移,现脱硫段改为浓缩脱硫段使用。
一部分高温烟气进入脱硫塔后,先进入浓缩脱硫段进行降温,再与加氨后的循环脱硫液逆向接触,SO2等酸性气体被脱硫液大量吸收,生成亚硫酸铵和亚硫酸氢铵,烟气得到充分净化。
脱硫塔增设浓缩段后,硫酸铵溶液在浓缩段浓缩,密度大于1.25g/cm3时出料,解决了硫酸铵溶液不结晶问题。
脱硫液吸收SO2后,形成饱和液滴。
脱硫塔改造前,高温烟气在气液体系中发生热交换,使得溶剂水分蒸发过快,导致液滴迅速达到过饱和状态,析出大量晶核不利于硫铵晶体生长。
改造后,高温烟气经降温后再与脱硫液发生反应,蒸发结晶过程中缓慢的蒸发速率可得到较大的过饱和度,晶体生长的时间也有所延长,硫酸铵产品的平均粒度之前不足100μm,改造后提升至110μm。
2.2焦炉煤气PSA制氢新工艺在传统的焦炉煤气制氢技术中,其工艺流程有以下几点:第一,对焦炉煤气进行焦化预处理,完成对大部分烃类物质的脱除;第二,对初步净化的煤气进行湿法脱硫、干法脱萘和精脱萘、精脱硫,然后通过变温吸附(TSA)系统;第三,利用PSA制氢工艺完成氢气的提纯。