加工中心程序编制
- 格式:ppt
- 大小:1.55 MB
- 文档页数:42

数控铣床编程实例(参考程序请看超级链接)
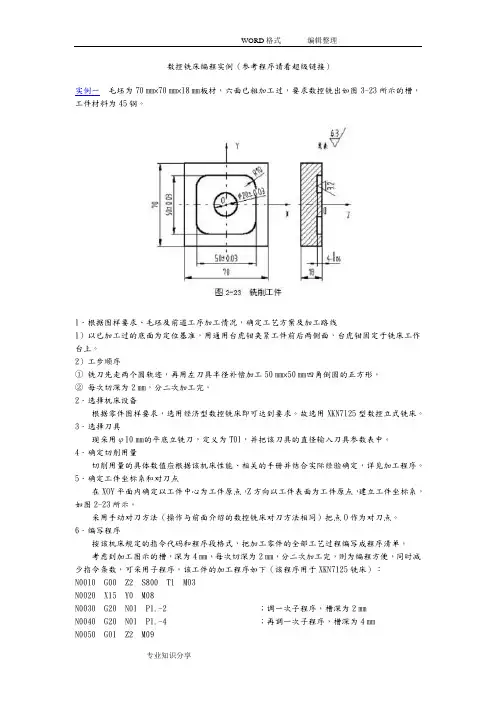
实例一 毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线
1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作台上。
2)工步顺序
① 铣刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。
② 每次切深为2㎜,分二次加工完。
2.选择机床设备
根据零件图样要求,选用经济型数控铣床即可达到要求。故选用XKN7125型数控立式铣床。
3.选择刀具
现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点
在XOY平面内确定以工件中心为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图2-23所示。
采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O作为对刀点。
6.编写程序
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完,则为编程方便,同时减少指令条数,可采用子程序。该工件的加工程序如下(该程序用于XKN7125铣床):
N0010 G00 Z2 S800 T1 M03
N0020 X15 Y0 M08
N0030 G20 N01 P1.-2 ;调一次子程序,槽深为2㎜
N0040 G20 N01 P1.-4 ;再调一次子程序,槽深为4㎜
N0050 G01 Z2 M09

加工中心宏程序编程实例与技巧方法
宏程序编程实例:
假设需要对一个工件进行钻孔、镗孔和攻丝三个工艺步骤。通过宏程序编程,可以将这三个步骤整合到一个宏程序中,实现自动化加工。
1.钻孔:首先,在宏程序中定义钻孔工艺参数,包括刀具类型、切削速度和进给速度等。然后,使用钻孔刀具对工件进行钻孔操作,即通过设定好的参数进行切削。
2.镗孔:在钻孔结束后,切换到镗孔刀具。同样,在宏程序中定义镗孔工艺参数,如刀具类型、切削速度和进给速度等。使用镗孔刀具对钻孔后的孔进行进一步加工,确保孔的尺寸和精度。
3.攻丝:最后,切换到攻丝刀具。在宏程序中定义攻丝工艺参数,包括切削速度和进给速度等。使用攻丝刀具对孔进行攻丝操作,即切削螺纹。
通过将以上三个步骤整合到一个宏程序中,可以实现自动化的加工过程,提高加工效率和精度。
宏程序编程技巧方法:
1.合理规划加工顺序:在编写宏程序时,需要根据工艺要求合理规划加工顺序。例如,在上述实例中,需要先进行钻孔再进行镗孔,否则会对刀具和工件造成损坏。
2.制定合适的工艺参数:在宏程序中定义工艺参数时,需要根据具体的加工材料和刀具选择合适的切削速度、进给速度和切削深度等参数。合适的工艺参数可以提高加工效率和质量。 3.考虑安全性:在编写宏程序时,需要考虑安全性因素。例如,在镗孔和攻丝过程中,需要确保刀具和工件没有碰撞的风险,并且在孔的深度和尺寸达到要求之前,需要适时切换到下一个工艺步骤。
4.异常处理:在编写宏程序时,需要考虑到可能出现的异常情况,比如刀具断刀或者刮伤工件表面。在出现异常情况时,宏程序需要能够自动停止加工并给出相应的报警信息。
5.考虑节约时间和工具寿命:在宏程序编程中,需要尽量减少无效移动和切削,以节约加工时间和延长刀具寿命。例如,避免多次来回移动或者无效切削,需要根据实际情况来合理设置刀具路径和切削策略。
通过合理规划加工顺序、制定合适的工艺参数、考虑安全性和异常处理以及节约时间和工具寿命等技巧方法,可以更好地编写加工中心宏程序,提高加工效率和精度。
精品文档
. 第二章 数控加工程序编制----作业题详解
一、 数控铣床、钻床编程作业
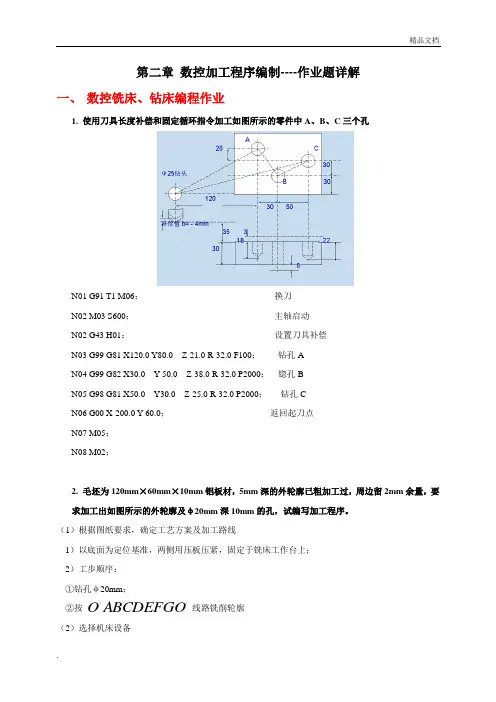
1. 使用刀具长度补偿和固定循环指令加工如图所示的零件中A、B、C三个孔
N01 G91 T1 M06; 换刀
N02 M03 S600; 主轴启动
N02 G43 H01; 设置刀具补偿
N03 G99 G81 X120.0 Y80.0 Z-21.0 R-32.0 F100; 钻孔A
N04 G99 G82 X30.0 Y-50.0 Z-38.0 R-32.0 P2000; 锪孔B
N05 G98 G81 X50.0 Y30.0 Z-25.0 R-32.0 P2000; 钻孔C
N06 G00 X-200.0 Y-60.0; 返回起刀点
N07 M05;
N08 M02;
2. 毛坯为120mm×60mm×10mm铝板材,5mm深的外轮廓已粗加工过,周边留2mm余量,要求加工出如图所示的外轮廓及φ20mm深10mm的孔,试编写加工程序。
(1)根据图纸要求,确定工艺方案及加工路线
1)以底面为定位基准,两侧用压板压紧,固定于铣床工作台上;
2)工步顺序:
①钻孔φ20mm;
②按 线路铣削轮廓
(2)选择机床设备 //ABCDEFGOO精品文档
. 选用数控铣钻床。
3)选用刀具
采用φ20mm的钻头,铣削φ20mm孔;φ10mm的立铣刀用于轮廓的铣削,并把该刀具的直径输入刀具参数表中。数控钻铣床没有自动换刀功能,钻孔完成后,直接手工换刀。
(4)确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。

随着时代的进步,数控行业在我国大中型机械加工业用得越来越广泛,一些大型零件的螺纹加工,传统的螺纹车削和丝锥、板牙已无法满足生产的需要。而在数控铣床或加工中心得到广泛应用的今天,采用三轴联动机床进行螺纹加工,改变了螺纹的加工工艺方法,取得了良好的效果。
一、螺旋铣削内孔
1.加工范围
孔径较大的盲孔或通孔,由于麻花钻加工太慢或不能加工,往往选择螺旋铣削的方式。而且由于该方式选择的刀具不带底刃,所以更适合小切深、高转速及大进给的加工情况。
2.加工特点
螺旋铣削加工孔是建立在螺旋式下刀方法基础上的加工方法,螺旋铣孔时有一个特点:每螺旋铣削一周,刀具的Z轴方向移动一个下刀高度。
3.螺纹铣刀的选择
选择16mm 的三刃转位铣刀,刀具转速S=3000r/min,进给量F=2500mm/min。
4.说明
这种方法在螺旋铣削内孔上很有特色,其程序编写的实质就是将一个下刀高度作为螺旋线高度编成一个子程序,通过循环调用该螺旋线子程序,完成整个孔的铣削加工。该方法加工孔不受铣刀规格等因素影响,所以在数控铣床和加工中心上应用比较理想。
使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁或圆柱外表)切削。螺旋插补一周,刀具Z向负方向走一个螺距量。
工作原理:使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁或圆柱外表)切削。螺旋插补一周,刀具Z向负方向走一个螺距量。 编程原理:G02 Z-2.5 I3. Z-2.5等于螺距为2.5mm ,假设刀具半径为5mm则加工M16的右旋螺纹
优势 :使用了三轴联动数控铣床或加工中心进行加工螺纹,相对于传统螺纹加工 1、如螺距为2的螺纹铣刀可以加工各种公称直径,螺距为2mm的内外螺纹
采用铣削方式加工螺纹,螺纹的质量比传统方式加工质量高
采用机夹式刀片刀具,寿命长
多齿螺纹铣刀加工时,加工速度远超攻丝
首件通止规检测后,后面的零件加工质量稳定