钻孔灌注桩钢筋笼加工及安装施工过程控制手册
一、适用范围
本手册适用于钻孔灌注桩钢筋笼加工及安装施工。
二、作业准备
1、技术准备
(1)开工前,组织技术人员学习施工组织设计、作业指导书、设计施工图纸要求、施工规范、标准,熟悉掌握钢筋笼加工及安装流程、方法及质量控制标准。对钢筋笼加工、安装人员进行技术交底及培训,考核合格后持证上岗。
(2)对钢筋进行可焊性试验,对焊接件进行检验,取得焊接参数。
(3)按标准化要求搭建钢筋大棚,安装数控钢筋加工设备。
2、原材料准备
(1)组织钢筋进场,其品种、级别和规格符合设计要求,并附有产品合格证、附件清单和有关材质报告单或检查报告。
(2)按不同规格、型号、等级及不同生产厂家的钢筋按批验收,分别架空存放,不得混杂,且应设立识别标志。
(3)钢筋进场后,按要求进行外观检查,并按60t为一检验批进行力学性能抽验,不足60t按一批检验。
三、技术要求
1、钢筋表面不得有油污、裂纹、结疤和弯折。
2、钢筋加工必须符合设计施工图纸及有关规范要求
3、钢筋机械接头的检验应符合《钢筋机械连接通用技术规程》(JGJ107)的规定;钢筋焊接的接头形式、焊接方法、适应范围应符合现行《钢筋焊接及验收规程》(JGJ18)的规定。
4、钢筋笼加工尺寸、钢筋的规格、保护层厚度及数量必须符合设计图纸要求。
5、钢筋笼加工及安装允许偏差必须满足有关规范要求。
6、使用的机械及设备、器具有合格的出厂证明及使用期限。
四、施工程序与工艺流程
1、施工程序
原材料报验→施工准备→加工设备安装→可焊性试验→下料→钢筋笼
分节加工→声测管制安→钢筋笼底节吊放→第二节吊放→校正、直螺纹套筒连接→钢筋笼定位。
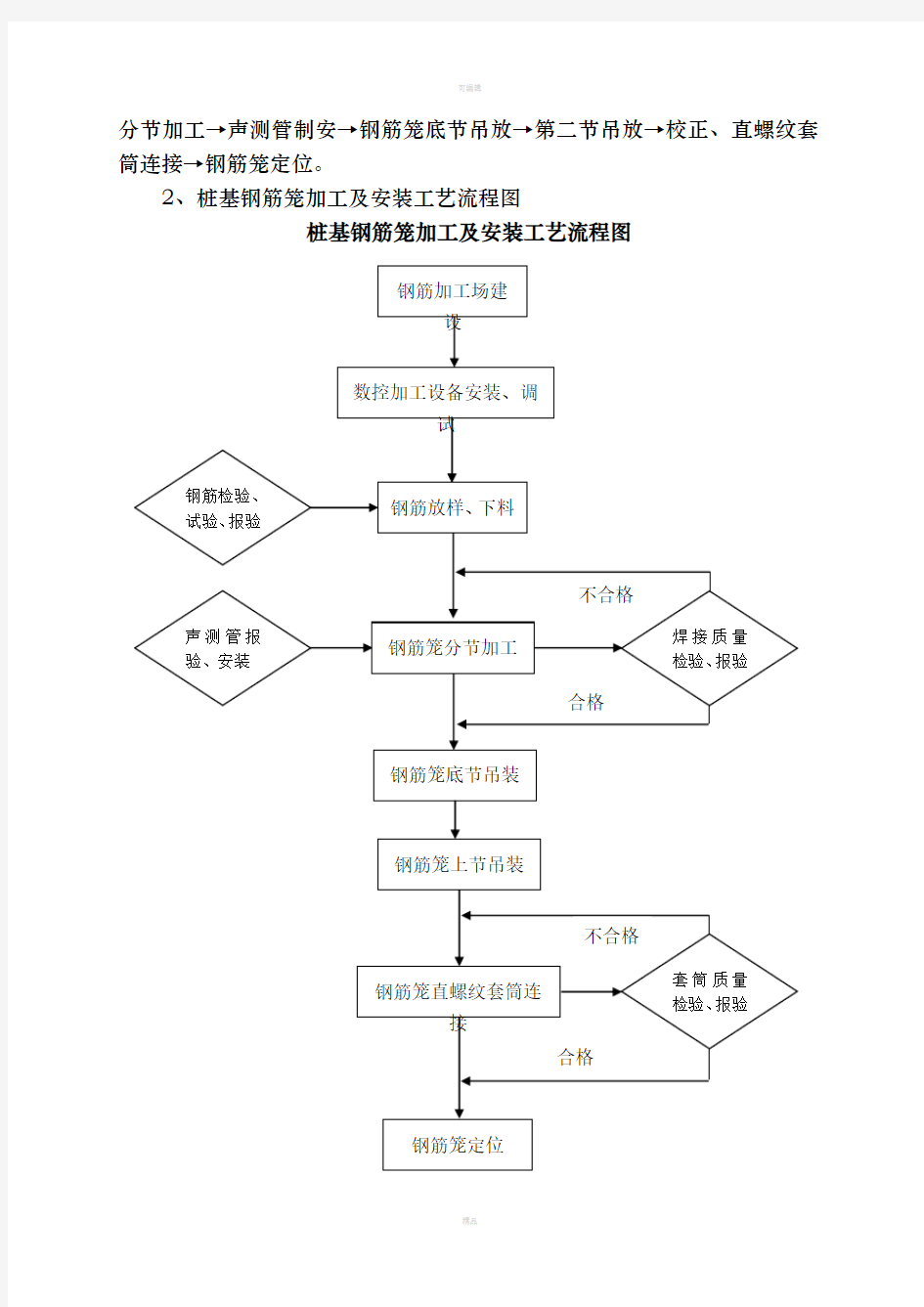
2、桩基钢筋笼加工及安装工艺流程图
桩基钢筋笼加工及安装工艺流程图
五、钢筋笼制作及安装
1、钢筋笼制作
(1)钢筋加工
①钢筋加工前应清除油污、浮皮、铁锈。除锈采用机械除锈、喷砂方法除锈和人工用钢丝刷或砂轮除锈等方法进行。
②钢筋应平直、无局部弯折,对弯曲的钢筋应调直后使用。调直可采用冷拉或调直机调直,冷拉法多用于箍筋的调直,采用冷拉法调直时应匀速慢拉,主筋端部弯折无法调直,采用无齿锯切割。
③钢筋加工前,技术人员应根据设计图纸要求对每根桩钢筋进行配料,下达配料单。加工人员在下料前认真核对钢筋规格、级别及加工数量,无误后按配料单下料。下料时,应采用无齿锯或钢筋切断机进行切割,严禁使用电、气焊切割。在钢筋切断前,先在钢筋上用石笔按配料单标注下料长度将切断位置做明显标记,将标记对准刀刃切断。
④钢筋的弯制成型用数控弯曲中心进行,钢筋的弯制和末端弯钩均应符合设计要求。
⑤钢筋弯曲时应将各弯曲点位置划出,划线尺寸应根据不同弯曲角度和钢筋直径扣除钢筋弯曲调整值。划线时,应使用长度适当的木尺,不宜用短尺接量,以防发生误差。第一根钢筋弯曲成型后,应与配料表进行复核,符合要求后再成批加工。
(2)钢筋连接
钢筋笼主筋连接采用直螺纹套筒机械连接,箍筋、螺旋筋采用电弧焊接或闪光对焊。
①机械连接接头采用直螺纹套筒连接,其连接的技术要求应符合《钢筋机械连接技术规程》(JGJ107)和《滚扎直螺纹钢筋连接接头》(JG 163)的有关规定。
②电弧焊接所用焊条牌号应符合设计要求,其性能应符合现行国家标准《碳钢焊条》(GB/T5117)或《低合金钢焊条》(GB/T5118)的规定。钢筋正式焊接前,必须同等施工条件下进行试焊试验,确定焊接工艺、参数以及焊接质量,对焊接质量不合格的操作人员应重新进行培训、考试,合格后方可上岗。施工时,操作人员严格执行工艺参数,施工员、质量员对焊接参数、接头质量随机抽样,确保焊接过程监控到位,焊接接头检测
由监理工程师见证抽样送检。
③采用闪光对焊连接时,每一批钢筋焊接前必须按实际施工条件进行试焊,合格后方可正式施焊。焊接过程中应对接头质量逐个进行检查,其外观质量必须符合规范要求,外观质量不合格的接头,应用无齿锯切掉重新焊接。
④受力筋焊接接头的设置要避开弯曲处,距弯曲点的距离不得小于10d,同一根钢筋要尽量少设接头,在同一根钢筋上两焊接接头在35d范围内,且不小于500mm以内,不得超过一个接头。
⑤冬季施工期间,采用电弧焊接应有防雪、防风及保温措施,焊好的接头严禁立即与冰雪接触。采用闪光对焊时的环境气温不宜低于0℃。
(3)钢筋笼加工
①钢筋笼采用数控钢筋笼成型机进行整体制作,根据钢筋笼直径的尺寸,在加工之前设计好数控钢筋笼成型机的各项技术参数,进行首根钢筋笼的加工,加工完成后进行钢筋笼骨架各项检测,符合设计要求后方可进行后续同型号钢筋笼的加工。
②加强筋设于主筋内侧,每2m设一道,加强筋与主筋的连接采用电弧焊,必须焊牢,严格控制电流大小,严禁烧伤主筋。
③对于较短的桩基,钢筋笼宜制作成整体,一次吊装就位。对于孔深较大的桩基,根据现场实际情况确定钢筋笼的每节长度,在加工场地分节制作,尽量减少现场连接工作量。现场连接须采用机械连接。
④钢筋笼保护层厚度必须满足设计要求,钢筋骨架的保护层厚度采用焊接定位钢筋的方法来保证,定位钢筋焊接在钢筋骨架上,每2米左右沿圆周等距离焊4根,上下层错开布置。
⑤成型后的钢筋笼自检合格后报监理验收,验收合格后挂牌置于专用场地处采用下垫上盖存放,妥善保护。
2、钢筋笼运输
钢筋笼的运输无论采取何种方法,都不得使骨架变形。采用平板拖车上面固定槽钢支架,保证能运输单节长度的钢筋笼,每次运输3节,运输时按照钢筋笼的编号顺序进行运输。
3、钢筋笼安装
(1)钢筋笼安装采用汽车起重机起吊和下设,为了保证骨架起吊时不变
形,钢筋笼焊接必须牢固,采用加劲十字撑,保证钢筋骨架起吊时不能有大的变形。
第一吊点设在骨架的下部;第
二吊点设在骨架长度的中点到上
三分之一点之间;第三吊点在骨架
最上端的定位处,对于长骨架,起
吊前应在骨架内部临时绑扎两根
杉木杆以加强其刚度。起吊时,三
点同时起吊,待骨架离开地面一定
高度后,第一、二吊点停吊,继续
提升第三吊点。随着第三吊点不断
上升,慢慢放松第一吊点,直到骨
架同地面垂直,停止起吊。解除第
一吊点,检查骨架是否顺直,如有
弯曲应整直。当骨架进入孔口后,应将其扶正徐徐下降,严禁摆动碰撞孔壁。然后由下而上地逐个解去加劲十字支撑和第二吊点。当骨架下降到第三吊点附近的加强箍接近孔口,可用圆钢或型钢(视骨架轻重而定)等穿过加强箍筋的下方,将骨架临时支承于孔口,起吊第二节骨架,使上下两节骨架位于同直线上进行直螺纹套筒接头连接,全部接头接好后就可以下沉入孔,直至所有骨架安装完毕,并在孔口牢固定位,以免在灌注混凝土过程中发生浮笼现象。骨架最上端定位,必须由测定的孔口标高来计算定位筋的长度,并反复核对无误后再焊接定位。在钢筋笼上拉上十字线,找出钢筋笼中心,根据护桩找出桩位中心,钢筋笼定位时使钢筋笼中心与桩位中心重合,然后在定位钢筋骨架顶端的顶吊圈下面插入两根平行的圆钢或型钢,在护筒两侧放两根平行的枕木(高出护筒20cm 左右),并将整个定位骨架支托于枕木上。
(2)两节钢筋笼连接时,50%的钢筋接头需错开,错开长度不小于35d ,
并不小于500mm 。连接时,上下两节的钢筋笼主筋轴心必须对齐。连接完成后,按要求补焊箍筋使其形成整体。上下节对接完成自检合格,并经监理工程师验收合格后,拔掉承托用的钢管或型钢,继续沉放钢筋笼。
六、质量控制及检验
1、质量控制
(1)原材料质量控制
钢筋进场时,必须检验出厂合格证、标识牌和质量检验报告,对其质量指标进行全面检查并按批抽取试件做屈服强度、抗拉强度、伸长率和冷弯试验。以同牌号、同炉罐号、同规格、同交货状态的钢筋,每60t为一批,不足60t也按一批计。施工单位每批抽检一次。
(2)钢筋连接质量控制
①钢筋主筋连接接头采用闪光对焊连接,其技术要求和外观质量应符合下列规定:
闪光对焊接头适用于Ⅰ~Ⅲ级,直径10~40的钢筋。
钢筋闪光对焊接头的外观质量应符合下列要求:
a.接头周缘应有适当的墩粗部分,并呈均匀的毛刺外形。
b.钢筋表面不应有明显的烧伤或裂纹。
c.接头弯折的角度不得大于4°。
d.接头曲线的偏移不得大于0.1d,并不得大于2mm。
②钢筋连接采用搭接、帮条焊时,焊缝饱满,无夹渣,搭接长度、帮条长度、焊缝高度、宽度和焊缝的总长度应符合有关规范要求。
③搭接接头钢筋的端部应预弯,搭接钢筋的轴线应位于同一直线上。
④帮条焊的帮条,已采用与被焊钢筋同级别、同直径的钢筋,帮条与被焊钢筋的轴线应在同一平面上。
⑤电弧焊接用的焊条用符合设计要求或有关规范要求。
⑥采用机械连接接头,接头质量必须满足《钢筋机械连接技术规程》(JGJ107)和《滚扎直螺纹钢筋连接接头》(JG 163)的有关规定。
(3)钢筋加工和安装质量控制
①钢筋的加工应符合设计要求。根据钢筋笼的设计直径和长度计算主筋分段长度和箍筋下料长度。将所需钢筋调直后,按计算长度切割备用。
②加工的钢筋品种、级别、规格和数量必须符合设计要求。两焊接接头在钢筋直径35倍范围视为“同一截面”。在“同一截面”内,钢筋接头数量不得大于50%。
③严格控制主筋、箍筋间距,采用数控钢筋笼成型机进行控制,其间距偏差控制有关规范规定范围内。
④钢筋骨架保护层采用定位钢筋。保护层厚度满足设计要求,沿钢筋笼外侧竖向每隔2m设置一道,每道沿圆周对称设置4根,上下层错开布置。
⑤钢筋笼运输过程中要固定,防止钢筋笼脱焊和变形。
⑥钢筋骨架必须有足够的刚度保证吊装时不变形,焊接牢固可靠,防止脱落。
⑦钢筋笼安装定位时,根据护筒标高准确计算吊筋长度,并根据护筒埋设时的偏差合理调整钢筋笼位置。
⑧钢筋笼吊装入孔时,应严防孔壁坍塌;入孔后应准确、牢固定位。
2、钢筋骨架验收标准
受力钢筋允许偏差±10mm;箍筋、螺旋筋允许偏差±20mm;钢筋骨架长度允许偏差±10mm;直径允许偏差±10mm;钢筋骨架底面高程允许偏差±50mm;保护层厚度允许偏差±20mm;