
item工业铝型材产品介绍
Applications – the item MB Building Kit System in use
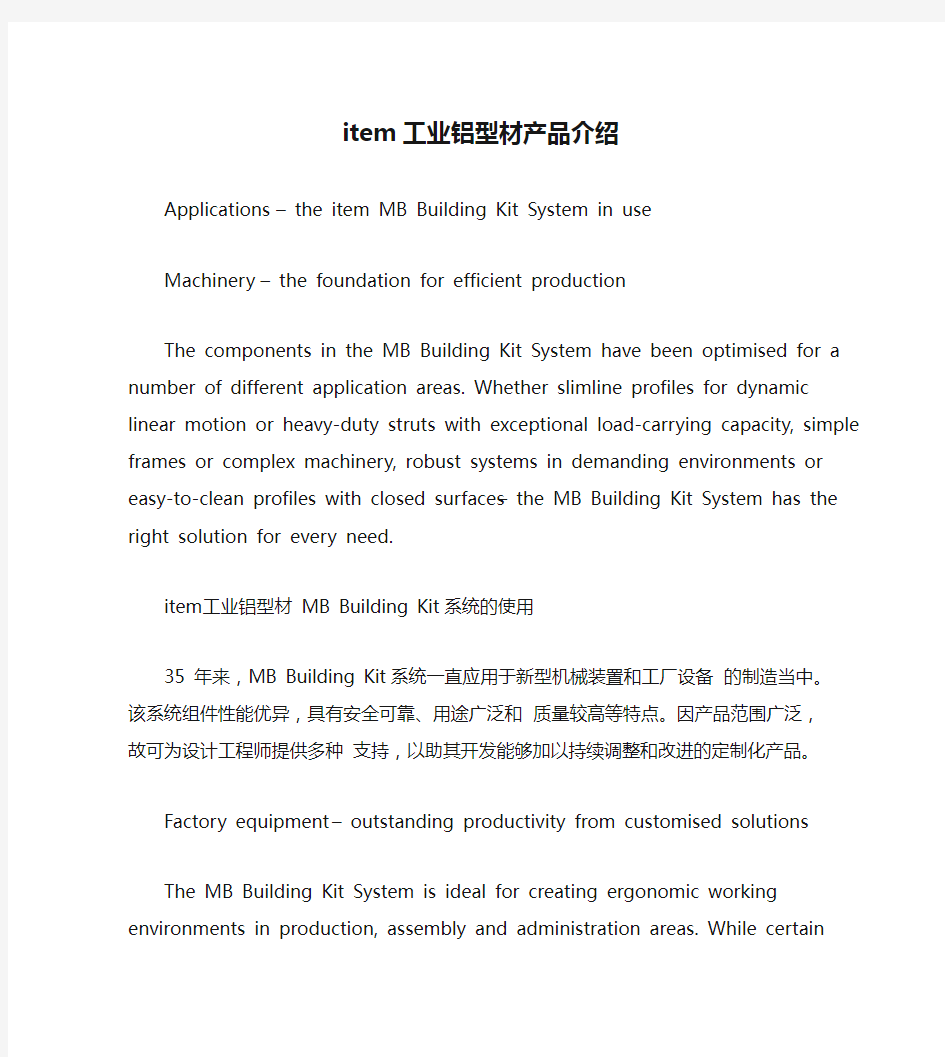
Machinery – the foundation for efficient production
The components in the MB Building Kit System have been optimised for a number of different application areas. Whether slimline profiles for dynamic linear motion or heavy-duty struts with exceptional load-carrying capacity, simple frames or complex machinery, robust systems in demanding environments or easy-to-clean profiles with closed surfaces – the MB Building Kit System has the right solution for every need.
item工业铝型材MB Building Kit 系统的使用
35 年来,MB Building Kit 系统一直应用于新型机械装置和工厂设备的制造当中。该系统组件性能优异,具有安全可靠、用途广泛和质量较高等特点。因产品范围广泛,故可为设计工程师提供多种支持,以助其开发能够加以持续调整和改进的定制化产品。
Factory equipment – outstanding productivity from customised solutions The MB Building Kit System is ideal for creating ergonomic working environments in production, assembly and administration areas. While certain floor elements keep shelving units, tables and display cases firmly in place, easy-running castors keep mobile solutions on the move.
item工业铝型材机械装置——高效生产的基石
MB Building Kit 系统组件得到了优化,以便应用于许多不同的领域。不管是用于动态直线运动的线棒型材,还是承载能力超强的承重抗压构件;不管是简单的支架,还是复杂精密的机械装置;不管是适用于严苛环境的坚固耐用系统,还是易于清洁的封闭曲面型材—— MB Building Kit 系统具有满足各种需求的专用解决方案。
Automation – processes for exceptional quality
Linear systems from item enable users to develop automatic solutions of the highest standards. Dynamic elements can be assembled to produce precise lifting and sliding doors, efficient conveyor lines and complex handling fixtures. Turnkey solutions supplied ready for installation save on the time and money otherwise taken up by development and assembly work.
item工业铝型材工厂设备--因采用定制化解决方案而具有超强的生产能力
MB Building Kit 系统可设计出符合人体工效学原理的工作环境,是生产、组装和管理部门的理想选择。地板元件使置物台、桌子和展台固定牢固;脚轮滑动灵活,便于移动活动装置。
Enclosure and guard systems – customised health and safety
The modular elements of the MB Building Kit System enable you to meet the high- est standards in health, safety and security in the workplace, all in line with the EC Machinery Directive. Tamper-proof fixtures, break-proof panels, noise-reducing enclosures and stable guards all help to boost active safety systems in production.
item工业铝型材自动化--打造优质产品的工艺流程
item 线性系统有助于用户研制出高水平的自动化解决方案。在精密上升门及滑动门、高效输送线和复杂操作夹具的生产过程中,均可安装动态元件。设备安装时采用全程解决方案,既可减少不必要的研发和装配工作,又省时省钱。Transport and conveyor technology – for an unin- terrupted flow of goods The versatile elements of the MB Building Kit System cover all the needs associ- ated with a rapid-moving and precise flow of materials. They deliver outstanding stability and are extremely easy to combine. Specialised components for transport and conveyor applications offer solutions for manual and automated transport.
item工业铝型材围栏和护板系统——量身定制,是健康和安全的保证
MB Building Kit 系统模块化组件有助于车间实现健康、安全和防护方面的最高标准,符合《EC 机械指令》的各项规定。在生产过程中,抗干扰夹具、防断面板、吸音围栏和安全护板均有助于提高系统的安全性能。
item工业铝型材运输机和输送带技术——传送货物时无间断运行
MB Building Kit 系统通用元件可确保物料迅速而准确的传送,满足客户的需求。该系统元件具有稳定性强和易于组合的特点。运输机和输送带中使用的专用元件,为手动和自动运送均提供了解决方案。
Line D30 – simple and efficient
Line D30 is extremely easy to use. It combines outstanding
cost-effectiveness with maximum flexibility. Thanks to non-machined connections, simple joining and a forgiving design principle, Line D30 is ideal for supporting continuous improvement in production processes in line with the principles of lean produc- tion. Integrating the item Line 6 groove also means that the Line is compatible with the huge range of accessories in the MB Building Kit System.
item工业铝型材型材D30 系列——简单高效
型材D30 系列使用起来极为方便。它灵活性强、价格超低。因型材D30 系列具有非机械加工连接、接合简单和宽泛的设计原理,故有助于持续改进生产流程,符合精益生产的原则。由于型材D30 系列集成了item 6 系列槽轨,所以它可与MB Building Kit 系统的绝大部分配件兼容使用。
硅酸盐工业简介 一、素质教育目标 (一)知识教学点 1.了解硅酸盐工业的原料、产品及生产特点。 2.了解水泥生产的基本过程。 3.了解普通硅酸盐水泥的主要成分、性质、用途。 4.记住普通玻璃的原料、生产方法、成分、用途。 5.了解几种特种玻璃的生产方法、成分、性质特点和用途 6.了解陶瓷的种类和生产方法。 (二)能力训练点 1.思维能力。本节内容属简介类型,粗略地介绍了水泥、玻璃、陶瓷的生产过程,许多知识的介绍一带而过,如果学习过程中不进行积极的思维,是很难对该工业过程有一个全面深透的认识的。学习时通过让学生进行积极的讨论,让学生自己说出所掌握的有关水泥、玻璃、陶瓷等方面的知识,归纳总结出有关产品的类型和主要用途。 2.自学能力。通过组织学生对水泥、玻璃、陶瓷的用途等知识的自学,培养学生的自学能力。 (三)德育渗透点 1.激发学生的爱国热情。在授课时可适当穿插介绍如下史实,以唤起学生的爱国情感:①硅酸盐工业的有关知识早在中国古代的烧制陶器的过程中已有所掌握和应用;②水泥在过去人们习惯称作“洋灰”,意指洋人生产并出口至中国的建筑材料。1949年中国的水泥年产量仅有66万吨,到80年代,年产量达7986万吨,1990年突破20000万吨,年总产量居世界第一,从而结束了“洋灰”的时代;③中国人口众多,水泥人均占有量仍达不到世界的平均水平,约是俄罗斯的1/2,美国的1/1.5,前西德的1/2.5;④特种水泥的生产,某些产品已跨入世界先进行列;⑤玻璃生产,1949年我国的年产量仅为91万重量箱,到1980年已达2466万重量箱,1990年突破8000万重量箱,总产量居世界第一…… 2.通过介绍人类文明史上建材的衍变,激发学生学科学、爱科学、用科学的意识,使他们认识到科技是推动物质文明的强大动力。
铝板牌号和铝型材介绍 1、纯铝板:纯铝板系列常用的代号有1060、1065、1070。在所有铝板系列中纯铝板系列属于含铝量最多的一个系列。纯度可以达到99.00%以上。由于不含有其他技术元素,所以生产过程比较单一,价格相对比较便宜,是目前常规工业中最常用的一个系列。目前市场上流通的大部分为1060以及1070系列。 2、合金铝板: 2×××系列合金铝板:代表2a16(ly16)、2a06(ly6)。2×××系列铝板的特点是硬度较高,其中以铜原属含量最高,大概在3-5%左右。2×××系列铝板属于航空铝材,目前在常规工业中不常应用。 3×××系列合金铝板:代表3003铝板、3004铝板、3a21铝板为主。3×××系列铝板是由锰元素为主要成分,含量在1.0-1.5%之间。是一款防锈功能较好的系列。常规应用在空调,冰箱,车底等潮湿环境中,价格高于1×××系列,是一款较为常用的合金系列。 4×××系列合金铝板:代表为4a01。属于含硅量较高的系列。通常硅含量在4.5-6.0%之间。属建筑用材料,机械零件,锻造用材,焊接材料;低熔点, 耐蚀性好。 5×××系列合金铝板:代表5052铝板、5074铝板、5083铝板、5a05铝板系列。5×××系列铝板属于较常用的合金铝板系列,主要元素为镁,含镁量在3-5%之间。又可以称为铝镁合金。主要特点为密度低,抗拉强度高,延伸率高。在相同面积下铝镁合金的重量低于其他系列.故常用在航空方面,
比如飞机油箱。在常规工业中应用也较为广泛。加工工艺为连铸连轧,属于热轧铝板系列故能做氧化深加工。在我国5×××系列铝板属于较为成熟的铝板系列之一。5×××系列合金铝板用作拉丝效果很好。 6×××系列合金铝板:代表6061铝板、6063铝板。主要含有镁和硅两种元素,故集中了4×××系列和5×××系列的优点,6061是一种冷处理铝锻造产品,适用于对抗腐蚀性、氧化性要求高的应用。可使用性好,接口特点优良,容易涂层,加工性好。可以用于低压武器和飞机接头上。 7×××系列合金铝板:代表7075 。主要含有锌元素。也属于航空系列,是铝镁锌铜合金,可热处理合金,属于超硬铝合金,有良好的耐磨性.7075铝板是经消除应力的,加工后不会变形、翘曲.所有超大超厚的7075铝板全部经超声波探测,可以保证无砂眼、杂质.7075铝板的热导性高,可以缩短成型时间,提高工作效率。主要特点是硬度大7075是高硬度、高强度的铝合金,常用于制造飞机。 铝型材的含义: 铝型材就是铝棒通过热熔,挤压.从而得到不同截面形状的铝材料. 铝型材分类方法: 可分为1024、2011、6063、6061、6082、7075等合金牌号铝型材,其中6系的最为常见.不同的牌号区别在于各种金属成分的配比是不一样的,除了常用的门窗铝型材如60系列、70系列、80系列、90系列、幕墙系列等建筑铝型材之外,工业铝型材没有明确的型号区分,大多数生产厂都是
常用五金简介: 一. A3钢是GB700-79规定的牌号,相当于GB700-88中的Q235A类,属于普通碳素钢,A3钢是过去的叫法,现在虽然还在用,但仅限于口语,在书面文件中最好不要用,它是甲类钢,这类钢在出厂时钢厂只保证其机械性能而不保证化学成分,所以杂质成分如S、P可能多一点,其含炭量在0.12~0.22%之间,平均屈服极限235MPa,常温下许取用应力113MPa,与新标准中的Q235相当,具体又分A、B、C、D等级别。 二: 不锈钢中说的21CT其实是一种新型的环保不锈钢材,是性能和安全性都远优于SUS304(常用不锈钢锅材料)的新一代无镍、无钼,高抗腐蚀的节能不锈钢材。为什么会取名为21CT,是由于含铬量高达21%而命名的。铬是金属中硬度最大的特种钢。在钢结构和工具钢中,铬能显著提高强度、硬度耐磨性,铬能提高钢的抗氧化性和耐腐蚀性,因而是不锈钢,耐热钢的重要合金元素。锅具中添加铬,无惧任何酸性食物的挑战,硬度更强,能配合各种勺具的使用,延长寿命更有效!21%高含量铬金属比SUS304金属要高出3.2%,耐腐蚀、耐磨更显著。而”C“、”T“分别代表铜(Cu)和钛(Ti)的首字母。首先说”C“,不锈钢中添加铜,可以增加不锈钢的耐蚀性,同时适量的铜代替镍(害的金属)的添加,既安全对人体无害,又高效导热,节省能源。同时,镍在提取过程中也会对环境造成伤害,选择无镍,是对自己和对环境的保障。接下来说”T“,钛属于稀有金属,具有“亲生物”性。对人体安全无害。最重要是钛金属具有优异的导热性,能快速均匀使热量扩散。不锈钢中添加钛,能使导热更快。两者结合,能大大提高不锈钢的性能,比SUS304更耐用更高效。21CT的优势很多,一般不锈钢的优势都包含了,如果说最突出的优势,我大概总结一下吧。●加热均匀●高效储热●物理不粘●完全无毒●节能环保●经久耐用,这6大特点使得它各方面都表现优秀,用21CT制成的锅具更加经久耐用,更安全。现在锅具都追求节能、环保,所以它们都会采用复合钢材的形式,把21CT和铝、高级的不锈钢相结合,性能更佳,有研究发现,其导热率比SUS304高30%,好像沸水测试,都比304要快,所以是真正的环保节能新钢材。 三: 430不锈钢是具有良好的耐腐蚀性能的通用钢种,导热性能比奥氏体好,热膨胀系数比奥氏体小,耐热疲劳,添加稳定化元素钛,焊缝部位机械性能好。430不锈钢用于建筑装饰用、燃油烧嘴部件、家庭用器具、家电部件。430F是在430钢上加上易切削性能的钢种,主要用于自动车床、螺栓和螺母等。430LX在430钢中添加Ti或Nb、降低C含量,改善了加工性能的和焊接性能,主要用于热水罐、供热水系统、卫生器具、家庭用耐用器具、自行车飞轮等。 由于其铬含量,又称其为18/0或18-0。与18/8和18/10相比,含铬稍少,硬度相应降低。
空压机品牌介绍 1、Atlas Copco阿特拉斯、柯普科(以下简称AC) AC是一个跨国集团,总部在瑞典,空压机生产企业只是其下属一个集团。由于多年的不断收购,AC几乎能生产各种形式的空压机,颇负盛名。估计其在全球的占有率最高。 AC主要生产有油螺杆空压机,在全球有多个工厂,在中国无锡亦设有工厂。AC在中国国内主要依靠其分公司销售,AC在北京、上海、广州等重要城市均设有分公司。AC最大优势在于知名度,对于重要项目能采取灵活价格。 AC的劣势在于服务品质较差,服务费用高,同时对于小项目的关注不多。 AC目前是国内最赢利的无油螺杆空压机。 2、Ingersoll-Rand英格索兰(以下简称IR) IR亦是一个跨国集团,其总部设在美国,空压机生产企业只是其下属一个集团。IR亦能生产各种形式的空压机,产品种类丰富,知名度也高。IR在全球的市场占有率仅次于AC或与之不相上下。 IR是最早在中国合资生产螺杆机的公司,1987年成立于上海。1995年以前,上海IR的生产和销售非常好。市场上的客户都等着购买螺杆机,而此时只有IR 生产螺杆机。 IR主要通过分公司销售,在全国各主要城市设有分公司,如北京、沈阳、青岛、武汉、三峡、广州、上海等。在其他地区,IR则通过经销代理商进行销售。 IR因为在中国国内建立工厂比较早,知名度比较高。不过由于上海IR采用的是30年以前的生产技术,其品质不是很好,且已经大大影响了其销售。过去10年中,IR在中国最赢利的产品是离心式空压机。1997年以前,IR占有中国国内进口离心式空压机的80%的市场。其销售人员的职责仅仅是忙于签单,带客户去美国观光而已。IR另一个赢利的产品是移动式空压机,该产品在中国国内被广泛应用。 IR目前的优势仍然是其知名度,其劣势在于其有两套销售系统:一是远东IR,一是上海IR。两套组织成员的观念很难统一,同时上海IR的产品质量亦在一定程度上削弱了其整体竞争力。因此,IR的螺杆机目前在中国国内的销售状况不是很好。 3、Compair/Demag康普艾/德马格(以下简称Compair) Compair是一家英国公司,主要以生产滑片式空压机(≤50 HP)而闻名于业内。目前,并无资料显示其赢利来源。近年来,Compair 陆续并购了德国Demag的螺杆式空压机部门和美国的Leroi空压机公司而成为全球性空压机公司。
金属元素-铝 铝是地球上含量极丰富的金属元素,其蕴藏量在金属中居第2位。至19世纪末,铝才崭露头角,成为在工程应用中具有竞争力的金属,且风行一时。航空、建筑、汽车三大重要工业的发展,要求材料特性具有铝及其合金的独特性质,这就大大有利于这种新金属-铝的生产和应用。 当1886年Charles Hall在美国俄亥俄州和Paul Heroupt在法国各自独立地将溶解在熔融冰晶石中的氧化铝(Al2O3)的电解还原技开发成功之时,世界上首批以内燃机为动力设备的车辆问世,随之而来的便是作为汽车业需用的、具有越来越大的工程价值的材料-铝及其合金对汽车工业的发展开始起重要的作用。电气化也要求将大量质轻的导电金属-铝用于长距离输送电,用于建造支撑架空电缆纲络所需要的塔架,以便以发电厂传输电能。 铝工业的发展还不只限于上述内容。铝在商业上应用于诸如镜框、门牌和餐用托盘之类的新颖物品。铝制的炊事用具也成为市场上的一类商品。现在,铝已发展成具有各种各样用途的材料,其范围之广足以使现代生活的各个侧面直接地受到铝的应用的影响。 铝的生产 所有铝的生产均基于Hall-Heroult法。将从铝土矿制得的氧化铝溶于冰晶石电解液,其中加有几种氟化物的盐类以控制电解液的温度、密度、电阻率以及铝的溶解度。然后,通入电流电解已熔的氧化铝。这样,氧在碳阳极上生成并与后者起反应,而铝则在阴极上作为金属
液层而聚集。已分离出的金属可以定时用虹吸法或真空法移出度坩埚中,然后将铝液转移到铸造设备中浇铸成锭。 Courtesy of Kamkiu Aluminium Extrusion Co. Ltd 冶炼出来的铝含有的主要杂质是铁与硅,锌、镓、钛、钒也通常作为微量杂质存在。国际上铝的最低纯度是以确定的成分及其数值作为基本标准。在美国,以形成常规做法是将铁与銈的相对浓度作为更重要的标准来考虑。未合金化的金属级别,可由其纯度来决定,如含铝量为99.70%的铝,或者由美国铝协会制订的方法来决定,该法规定以Pxxx级别为标准。在后一种情况下,字母P后的数字表明硅与铁各自的最大的百份之零点几数值。 全世界原生铝产量总数为17.304 x 106Mg 。美国的铝产量占1988年世界产量的22.8%,而欧洲占21.7%。其余55.5%的铝由亚洲(6.6%)、加拿大(8.9%)、拉丁美洲(含南美洲)(8.8%)、大洋洲(7.8%)、非洲(3.1%)和其它地区(21.3%)生产。 铝的主要特性: 铝及其合金的优良特点是其外观好、质轻,可机加工性、物理和力学性能好,以及抗腐蚀性好,从而使铝及铝合金在很多应用领域中被认为最为经济实用。 铝的密度只有2.7g/cm3,约为钢、铜或黄铜的密度(分别为7.83g/ cm3,8.93g/ cm3),的1/3。在大多数环境条件下,包括在空气、水(或盐水)、石油化学和很多化学体系中,铝能显示优良的抗腐蚀性。 铝的表面具有高度的反射性。辐射能、可见光、辐射热和电波都
1、金属材料的性能包括使用性能和工艺性能。 2、金属材料的使用性能是指材料在使用过程中表现出来的性能,它包括机械性能、物 理性能和化学性能等。 3、金属材料的工艺性能是指材料对各种加工工艺适应的能力,它包括铸造性能、压 力加工性能、焊接性能和切削加工性能等。 4、根据载荷作用性质不同,载荷可分为静载荷、冲击载荷、疲劳载荷等三种。 5、材料按照其化学组成可以分为金属材料、非金属材料、复合材料和有机材料四类。 6、材料基本性能包括固有特性和派生特性。 7、材料的工艺性能包括切削加工工艺性能、铸造工艺性能、锻造工艺性能、焊接工艺性能、热处理工艺性能等。 8、工业产品造型材料应具备的特殊性能包括感觉物性、加工成型性、表面工艺性和环境耐候性。 9、钢铁材料按化学组成分为钢材、纯铁和铸铁;其中钢材按化学组成分为碳素钢和合金钢。 10.铸铁材料按照石墨的形态可分为可锻铸铁、灰口铸铁和球墨铸铁三种。 11、变形铝合金主要包括锻铝合金、硬铝合金、超硬铝合金和防锈铝合金。 12、金属制品的常用铸造工艺包括砂型铸造、熔模铸造和金属型铸造等。 13、金属材料的表面处理技术包括表面改质处理、表面精整加工和表面被覆处理。 14、塑料按照其重复加工利用性能可以分为热塑性塑料和热固性塑料。 15、塑料制品的成型工艺主要包括吹塑成型、挤塑成型、吸塑成型、注塑成型等。 16、陶瓷材料根据其原料、工艺和用途,可以分为传统陶瓷和近代陶瓷两大类。 17、陶瓷制品的工艺过程一般包括原配料、坯料成型和窑炉烧结三个主要工序。 18、陶瓷制品的坯体成型方法主要有压制成型、可塑成型和注浆成型三种。 19、陶瓷制品的旋压成型可以分为覆旋旋压法和仰旋旋压法两种。 20、日用陶瓷制品可以分为陶器、瓷器和炻器。其中陶器的气孔率和吸水率介于炻
各城市工业发展情况 中山 中山市是广东省辖地级市,下设24个镇区,位于珠江三角洲中南部,北连广州,毗邻港澳,全市总面积1800平方公里,年平均温度 22°C,户籍人口139.4万。中山是我国伟大的革命 先行者孙中山的故乡,又是著名的侨乡,有旅居 世界五大洲87个国家和地区的海外侨胞、港澳台 同胞80多万人。 中山市是我国沿海开放城市之一,近年来大力 推进"工业强市"战略,先后建成了全国包装印刷基 地、国家健康科技产业基地、电子信息产业基 地、民营科技园等技术含量较高的工业园区,基 本形成了以高新技术产业为龙头,以优质产品为 拳头的多元化产品结构,有乐百氏饮料、耶鲁固力门锁、凯达精细化工、华帝燃气具、嘉华电子等一批国内外知名的工业品牌。小榄五金、古镇灯饰、沙溪休闲服、大涌红木家具、南头空调、黄圃食品等区域特色经济蓬勃发展,产品在全国占有较大的市场分额。全球500强在中山办了20多家企业,20**年全市实现国内生产总值610.14 亿元,工业总产值20**.4亿元。 中山市的投资环境具有较强的吸引力。全市现有公路通车里程1077.2 公里,形成了以国道和干线公路及京珠高速公路为骨架的四通八达的公路网;90公里半径范围内有广州、深圳、珠海、香港、澳门等5大机场;铁路运输经由广州通达全国各地。目前,随着神湾港的开通,中山已形成东有中山港、南有神湾港、北有小榄港的"品"字形码头布局,其中,中山港的集装箱年吞吐量更是跻身全国十强、世界百强。从中山港往香港航程仅需75分钟。中山供水供电充足,并初步建成以城区为枢纽,贯通各镇区、大中型企业的宽带高速大容量的信息网络,形成了"中山信息高速公路"。 近年来,中山市先后获得"国家卫生城市"、"全国城市规划管理先进单位"、"全国园林城市"、"全国环保模范城市"、"中国优秀旅游城市"、"全国畅通工程模范城市"、"全国创建文明城市工作先进城市"、"广东省文明城市"等荣誉称号,1997年还获得了联合国颁发的"人居奖"。 江门 江门市区地处西江与其支流──蓬江的会合处,江南的烟墩山和江北的蓬莱山对峙如门,故名“江门”。早在元末明初(公元1368-1388年),这里便形成墟集。十七世纪初,江门墟因商贸而兴盛,逐渐成为珠江三角洲的一个贸易中心,西江中下游一带的商品多在此地集散。1904年,江门被辟为对外通商口岸,设江门北街海关,为广东八大关之一。西方近代工业与文化也随之引入和发展。1925年,江门定为省辖市。后撤销市建制,复归新会县辖。解放后,江门改为省辖市。1983年,江门市定为省辖地
第一节家电产品常用材料基础知识材料是人类文明生活的物质基础。综观人类利用材料的历史,可以清楚地看到每一类重要新材料的发现和应用,都会引起生产技术的革命,大大加速社会文明发展的进程。 家电行业所用材料极其广泛,涉猎五金、塑料、橡胶以及各种复合材料等。各种新材料的发展,促进了家电行业的迅速发展。 一、工程材料的分类及发展趋势 1、工程材料:生活、生产和科技各个领域中,用于制造结构件、机器、工具和功 能器件的各类材料统称。 2、按其组成特点可分成四种: a.金属材料; b.有机高分子材料; c.无机非金属材料; d.复合材料; 3、按材料的使用性能可分为: a.结构材料; b.功能材料; 结构材料:是作为承力结构使用的材料,其使用性能主要是力常性能; 功能材料:主要是光、电、磁、热;声等特殊功能材料; 从应用领域分:信息材料、能源材料、建筑材料、机械工程材料、生物材料、航空航天材料等; (所谓新材料,主要是指最近发展或正在发展中的具有比传统材料性能更为优异的一类材料),目前世界上传统材料有几十万种,同时新材料以每年5%的速度增
长; 表3.1.1金属材料分类 表3.1.0无机非金属材料的分类 先进陶瓷材料结构陶瓷功能陶瓷 陶瓷刀具生物陶瓷 硅酸盐材料 普通陶瓷 水泥和混凝土搪瓷、玻璃硅质砖耐火材料 晶体材料 无机非属材料 金属材料 非铁金属材料 钢铁材料 铜及铜合金(变形铜合金、铸造铜合金)铝及铝合金(变形铝合金、铸造铝合金)钛及钛合金锌及锌合金轴承合金 其他金属及合金 钢 铸铁 合金钢 低合金钢 非合金钢 合金结构钢(渗碳、氮化、调质、非调质钢)合金弹簧钢滚动轴承钢超高强度钢 合金工具钢(量具刃具、冷作模具、热作模具、塑料模具、耐冲击工具钢)高速工具钢 特殊性能钢(不锈、耐热、耐酸、耐磨钢) 低合金高强度结构钢低合金耐侯钢易切削碳素结构钢 普通质量碳素结构钢优质碳素结构钢碳素工具钢 易切削碳素结构钢特殊性能铸铁 抗磨铸铁耐热铸铁耐蚀铸铁 一般性能铸铁 灰铸铁球墨铸铁可段铸铁蠕墨铸铁
常用产品材料的介绍 常用产品材料的介绍-->苑中转移 ABS 丙烯腈-丁二烯-苯乙烯共聚物典型应用范围: 汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱, 大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体, 打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等。 注塑模工艺条件: 干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。建议干燥条件 为80~90C下最少干燥2小时。材料温度应保证小于0.1%。 熔化温度:210~280C;建议温度:245C。 模具温度:25…70C。(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。 注射压力:500~1000bar。 注射速度:中高速度。 化学和物理特性: ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。每种单体都具有不同特性: 丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性; 苯乙烯具有易加工、高光洁度及高强度。从形态上看,ABS是非结晶性材料。 三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相, 另一个是聚丁二烯橡胶分散相。ABS的特性主要取决于三种单体的比率以及两相 中的分子结构。这就可以在产品设计上具有很大的灵活性,并且由此产生了市场 上百种不同品质的ABS材料。这些不同品质的材料提供了不同的特性,例如从中等 到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。 ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高 的抗冲击强度。 PC 聚碳酸酯典型应用范围: 电气和商业设备(计算机元件、连接器等),器具(食品加工机、电冰箱抽屉等),交通运输行业 (车辆的前后灯、仪表板等)。 注塑模工艺条件: 干燥处理:PC材料具有吸湿性,加工前的干燥很重要。建议干燥条件为100C到200C,3~4小时。加工 前的湿度必须小于0.02%。 熔化温度:260~340C。 模具温度:70~120C。 注射压力:尽可能地使用高注射压力。 注射速度:对于较小的浇口使用低速注射,对其它类型的浇口使用高速注射。 化学和物理特性: PC是一种非晶体工程材料,具有特别好的抗冲击强度、热稳定性、光泽度、抑制细菌特性、阻燃特 性以及抗污染性。PC的缺口伊估德冲击强度(otched Izod impact stregth)非常高,并且收缩
断桥铝 断桥铝又叫隔热断桥铝型材,隔热铝合金型材,断桥铝合金,断冷桥型材,断桥式铝塑复型材。它比普通的铝合金型材有着更优异的性能。 中文名断桥铝拼音duàn qiáo lǚ应用领域建筑 材料属性金属壁厚度≥1.4mm 优点防水 ;防盗 ;防火,防结露等 1基本介绍 目前国内市场比较知名的断桥铝型材有:亚铝铝业、凤铝铝业、广东兴发、南山铝业、忠旺集团、华建铝业、和平铝业、多保断桥铝、伟昌铝材、伟业铝材、斯卡特等一些知名品牌。国外的有旭格、墨瑟等。 2名字由来 “断桥铝”这个名字中的“桥”是指材料学意义上的“冷热桥”,而“断”字表示动作,也就是“把冷热桥打断”。 具体地说,因为铝合金是金属,导热比较快,所以当室内外温度相差很多时,铝合金就可以成为传递热量的一座“桥”,这样的材料做成门窗,它的隔热性能就不佳了。而断桥铝是将铝合金从中间断开的,它采用硬塑将断开的铝合金连为一体,我们知道塑料导热明显要比金属慢,这样热量就不容易通过整个材料了,材料的隔热性能也就变好了,这就是“断桥铝(合金)”的名字由来。 3基本分类 分类方式 1 按开启方式分为:固定窗、上悬窗、中悬窗、下悬窗、立转窗、平开门窗、滑轮平开 窗、滑轮窗、平开下悬门窗、推拉门窗、推拉平开窗、折叠门、地弹簧门、提升推拉门、推拉折叠门、内倒侧滑门。 2 按性能分为:普通型门窗、隔声型门窗、保温型门窗。
3 按应用部位分为:内门窗、外门窗。 4按品牌分类:维斯盾断桥铝、广亚断桥铝、凤铝断桥铝、华建断桥铝、南山铝业、中亚断桥铝、伟业断桥铝、广东兴发。 5.按系列型号分类:50系列,55系列,60系列,65系列,70系列,80系列等。 平开窗 优点是开启面积大,通风好,密封性好,隔音、保温、抗渗性能优良。内开式的擦窗方便;外开式的开启时不占空间。缺点是窗幅小,视野不开阔。外开窗开启要占用墙外的一块空间,刮大风时易受损;而内开窗更是要占去室内的部分空间,使用纱窗也不方便,开窗时使用纱窗、窗帘等也不方便,如质量不过关,还可能渗雨。 推拉窗 推拉窗优点是简洁、美观,窗幅大,玻璃块大,视野开阔,采光率高,擦玻璃方便,使用灵活,安全可靠,使用寿命长,在一个平面内开启,占用空间少,安装纱窗方便等。目前采用最多的就是推拉窗。 缺点:是两扇窗户不能同时打开,最多只能打开一半,通风性相对差一些;有时密封性也稍差。 推拉窗分左右、上下推拉两种。推拉窗有不占据室内空间的优点,外观美丽、价格经济、密封性较好。采用高档滑轨,轻轻一推,开启灵活。配上大块的玻璃,既增加室内的采光,又改善建筑物的整体形貌。窗扇的受力状态好、不易损坏,但通气面积受一定限制。 上悬式 上悬窗这是后来才出现的一种铝合金、塑钢窗的窗户样式。它是在平开窗的基础上发展出来的新形式。它有两种开启方式,既可平开,又可从上部拉开。平开窗关闭时,向内拉窗户的上部,可以打开一条十厘米左右的缝隙,也就是说,窗户可以从上面打开一点,打开的部分悬在空中,通过铰链等与窗框连接固定,因此称为上悬式。 它的优点是:既可以通风,又可以防盗,防止开窗时雨水飘到屋里,即保障了安全又实现了室内通风。因为有铰链,窗户只能打开十厘米的缝,从外面手伸不进来,特别适合家中无人时使用。最近,这种功能已不仅局限于平开的窗子,推拉窗也可以上悬式开启。 平开门
铝型材的简单介绍及铝型材分类知识 【门窗幕墙】铝型材,就是铝棒通过热熔、挤压、从而得到不同截面形状的铝材料。铝型材的生产流程主要包括熔铸、挤压和上色三个过程。其中,上色主要包括:氧化、电泳涂装、氟炭喷涂、粉末喷涂、木纹转印等过程。铝型材就是铝棒通过热熔、挤压,从而得到不同截面形状的铝材料。 从钛美铝型材了解到,铝型材通常是先加工成铸造品、锻造品以及箔、板、带、管、棒、型材等后,再经冷弯、锯切、钻孔、拼装、上色等工序而制成。所以铝型材主要金属元素是铝,再加上一些合金元素,提高铝型材的性能。“钛美铝材知识大讲堂”里介绍,铝材用途一般有修筑用铝材,洋木用铝材,电气机器组件用铝材,突出机器用、包卸容器用铝材,化教安装用铝材。 铝型材分类方法: 一、按用途可以分为以下几类: 1. 门窗的建筑用门窗铝型材(分为门窗和幕墙二种). 2. CPU散热器的专用散热器铝型材
3. 铝合金货架铝型材,他们的区别在于截面形状的不同.但都是通过热熔挤压生产出来的. 二、按合金成分类: 简格高隔间铝型材厂师傅介绍说,铝型材可分为1024、2011、6063、6061、6082、7075等合金牌号铝型材,其中6系的最为常见.不同的牌号区别在于各种金属成分的配比是不一样的,除了常用的门窗铝型材如60系列、70系列、80系列、90系列、幕墙系列等建筑铝型材之外,工业铝型材没有明确的型号区分,大多数生产厂都是按照客户的实际图纸加工的. 三、按表面处理要求分类: 1. 阳极氧化铝材 2. 电泳涂装铝材 3. 粉末喷涂铝材 3. 木纹转印铝材 4. 刨光铝材(分为机械刨光与化学抛光二种,其中化学抛光成本最高,价格也最贵) 铝型材生产流程: 主要包括熔铸、挤压和上色(上色主要包括:氧化、电泳涂装、氟炭喷涂、粉末喷涂、木纹转印等)三个过程。 1、熔铸是铝材生产的首道工序。 主要过程为: (1)配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。
第一章 铝的制程 1. 铝的发展: 1.1在地壳中的蕴藏含量居于氧,硅之后排行第三,占8.1%,较铁(占5%)还高, 铝(合金)是产量仅次于钢铁的金属材料,人类发展运用至今仅100多年的历史. 1.2 公元1886年美国人赫尔(Hall)及法国人郝洛特-加龙省(H’eroult)几乎同一时间发现,以电解还原法从铝岩土中提炼出金属铝,至此铝及铝合金得以成为商用金属,并大量生产用于工业及民生用途. 1.3 铝品主要区分为铝压延业,铝铸造业,铝挤型业三种, 为交通,电力,建筑,民生,包装五大类.全球消费量自1975吨至1995年的2800万吨,年成长率为3.5%,预估至2015达4800万吨.国外各种市显示,各种用途铝材需求均会成长,最信息电子业近年来亦有转用铝材趋势,除此之外,量化的要求,将有更多产品转向使用铝材. 2.铝的提炼制程: 化学制程 电解制程 烧铸及后续 加工制程 铝岩土 铝氧 镕 化 铝 (Bauxite) (Alumina) (Molten Aluminium) 2. 铝的物理性能和力学性能:
铝胚厚度450mm~520mm,重量6~10吨. 压铸刨皮铝胚上下丙面或四面刨除各约6mm~10mm 冷却
第二章 铝及铝合金之类别 1. 变形铝材分类: 1.1 鋁1 铝与一般金属材料相同,可分两大类:锻造用(Wrought)及铸造用 (casting)铝合金. 1.2 锻造用铝合金都是以加工成品应用,如板﹑片﹑箔﹑挤型品﹑管﹑棒﹑条﹑线及锻造品. 1.3 2. 变形铝产品种类: 2.1 轧延品: 2.1.1 铝板: 6.0mm ≦厚度≦250mm 2.1.2 铝片: 0.1mm ≦厚度≦6.0mm 2.1.3 铝卷: 0.1mm ≦厚度≦6.0mm 2.1.4 铝箔: 0.006mm ≦厚度≦0.1mm 备注:各国对于铝箔之厚定定义不尽相同,例美国(AA):0.15mm ↓﹑英国(BS):0.15mm ↓ 日本(JIS):0.20mm ↓﹑德国(DIN):0.02mm ↓ 法国:0.20mm ↓﹑前苏联(GOST):0.20 mm ↓ 2.2 铝铸品: 2.2.1 合金铝锭 2.2.2 锌合金锭﹑锌阳极板 2.2.3 铝条线粒 2.2.4 EC 铝锭(防蚀铝阳极锭) 2.3 铝挤型材: 高钝铝 2. 3.1 挤型材 2.3.2 铝管,棒 纯铝 不可热处理型 2.3.3 铝门窗 钝铝 加工产品 防锈铝 2.4 铝及铝合金 加工铝合金 硬铝 可热处理型 锻铝 铸造铝合金 铸造产品 压铸铝合金
现代工业设计常用材料,很实用! 陶瓷器 从简单的瓷砖到英国Wedgwood陶瓷公司的工业革命,劳动的智慧将陶瓷器的使用不断地发展和创新。陶瓷器已经成为设计师设计创新的重要材料。 传统的陶瓷器主要集中于日用品,如瓷砖、洗手盆、马桶等白色陶瓷卫浴洁具。现代常用的工业陶瓷主要利用其高热传导性,制作电子电路的散热器等。粗陶器 粗陶器由高温焙烧粘土而成,由于粘土中含有杂质和铁元素,颜色往往呈灰色到棕色。粗陶器不同于一般陶器,一旦焙烧后就没有了吸收湿气的能力。粗陶器经常被用于餐具制造中,并经过上釉处理。 陶器 陶器主要由低温烧制的粘土制成,通常呈现红色或橘红色。赤土陶器与多孔的陶瓷非常相似,经常用于制作锅盆、大型雕塑,或建筑材料。 瓷器 色泽极佳的白色半透明材料,主要通过极高的温度下混合釉和陶土为一体,烧制而成。1997年,海绵花瓶,由马塞尔·万德斯为Moooi公司设计。这个产品的制造过程使用了一种全新的方法,首先将海绵浸透在陶土水浆中,然后将吸附陶土
水浆的海绵晾干,最后用窑将海绵烧掉,最后留下近乎完美的独特形式 复合材料 复合材料主要是指由两种或两种以上材料混合而成的工程材料。高分子符合材料是由长纤维与热固性树脂基复合而成的,具有非常坚硬的特点,是20世纪最伟大的合成材料之一。 纤维承载着负荷,同时复合成分为纤维提供韧性和保护。复合材料的制造属于劳动密集型产业,束紧、连接或镂空都会降低复合的强度,而且用于合成材料的树脂具有刺激性,生产过程中产生的蒸汽也具有毒性。 蜂巢结构 蜂巢结构合成材料由六边形连续重复排列而成,视觉上与蜜蜂的蜂巢十分相似,组成六边形的每个边都是微小的薄片。常见的蜂巢结构材料主要以铝和玻璃纤维为原料,具有轻质而坚硬的特点,多用于建筑结构性材料。 玻璃钢 玻璃钢餐桌 玻璃钢主要由热固性的塑料和普通的聚酯树脂制成,相比普通的标准玻璃更加结实。 战后玻璃钢首次出现的时候,这种低廉的可塑性材料让更多的设计成为可能,查尔斯·伊姆斯、蕾·伊姆斯夫妇和埃罗·沙
我们常见的热处理强化型铝合金后面的状态代号一般是字母T 加添加一位或多位阿拉伯数字表示T 的细分状态在T 后面添加0—10 的阿拉伯数字,表示细分状态(称作TX 状态) 后面的数字表示对产品的热.T 处理程序. T0 固溶热处理后,经自然时效再通过冷加工的状态. 适用于经冷加工提高强度的产品. T1 由高温成型过程冷却,然后自然时效至基本稳定的状态. 适用于由高温成型过程冷却后,不再进行冷加工(可进行矫直,矫平,但不影响力学性能极限)的产品. T2 由高温成型过程冷却,经冷加工后自然时效至基本稳定的状态.适用于由高温成型过程冷却后,进行冷加工,或矫直,矫平以提高强度的产品. T3 固溶热处理后进行冷加工,再,经自然时效至基本稳定的状态.适用于在固溶热处理后,进行冷加工, 或矫直,矫平以提高强度的产品. T4 固溶热处理后自然时效至基本稳定的状态.适用于固溶热处理后,不在进行冷加工(可进行矫直,矫平,但不影响力学性能极限)的产品. T5 由高温成型过程冷却,然后进行人工时效的 状态. 适用于由高温成型过程冷却后,不经过冷加工(可进行矫直,矫平,但不影响力学性能极限) ,予以人工时效的产品. T6 由固溶热处理后进行人工时效的状态. 适用于由固溶热处理后,不再进行冷加工(可进行矫直,矫平,但不影响力学性能极限)的产品. T7 由固溶热处理后进行人工时效的状态. 适用于由固溶热处理后,为获取某些重要特性,在人 工时效时,强度在时效曲线上越过了最高峰点的 产品. T8 固溶热处理后经冷加工,然后进行人工时效 的状态. 适用于经冷加工,或矫直,矫平以提高 产品强度的产. T9 固溶热处理后人工时效,然后进行冷加工的 状态. 适用于经冷加工提高产品强度的产品. T10 由高温成型过程冷却后,进行冷加工,然后 进行人工时效的状态. 适用于经冷加工,或矫直
铝型材生产流程 包括熔铸、挤压和上色 (上色主要包括:氧化、电泳涂装、氟炭喷涂、粉末喷涂、木纹转印等)三个过程。 1、熔铸是铝材生产的首道工序。 主要过程为: (1)配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。 (2)熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、除渣精炼手段将熔体内的杂渣、气体有效除去。 (3)铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。 2、挤压:挤压是型材成形的手段。先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。常用的牌号6063合金,在挤压时还用一个风冷淬火过程及其后的人工时效过程,以完成热处理强化。不同牌号的可热处理强化合金,其热处理制度不同。 3、上色 (此处先主要讲氧化的过程) 氧化:挤压好的铝合金型材,其表面耐蚀性不强,须通过阳极氧化进行表面处理以增加铝材的抗蚀性、耐磨性及外表的美观度。 其主要过程为:
(1)表面预处理:用化学或物理的方法对型材表面进行清洗,裸露出纯净的基体,以利于获得完整、致密的人工氧化膜。还可以通过机械手段获得镜面或无光(亚光)表面。 (2)阳极氧化:经表面预处理的型材,在一定的工艺条件下,基体表面发生阳极氧化,生成一层致密、多孔、强吸附力的AL203膜层。 (3)封孔:将阳极氧化后生成的多孔氧化膜的膜孔孔隙封闭,使氧化膜防污染、抗蚀和耐磨性能增强。氧化膜是无色透明的,利用封孔前氧化膜的强吸附性,在膜孔内吸附沉积一些金属盐,可使型材外表显现本色(银白色)以外的许多颜色,如:黑色、古铜色、金黄色及不锈钢色等。 铝材生产工艺流程简图
重庆美鱼铝型材生产、工艺流程 包括熔铸、挤压和上色 (上色主要包括:氧化、电泳涂装、氟炭喷涂、粉末喷涂、木纹转印等)三个过程。 1、熔铸是铝材生产的首道工序。 主要过程为: (1)配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。 (2)熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、除渣精炼手段将熔体内的杂渣、气体有效除去。 (3)铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。 2、挤压:挤压是型材成形的手段。先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。常用的牌号6063合金,在挤压时还用一个风冷淬火过程及其后的人工时效过程,以完成热处理强化。不同牌号的可热处理强化合金,其热处理制度不同。 3、上色 (此处先主要讲氧化的过程) 氧化:挤压好的铝合金型材,其表面耐蚀性不强,须通过阳极氧化进行表面处理以增加铝材的抗蚀性、耐磨性及外表的美观度。 其主要过程为: (1)表面预处理:用化学或物理的方法对型材表面进行清洗,裸露出纯净的基体,以利于获得完整、致密的人工氧化膜。还可以通过机械手段获得镜面或无光(亚光)表面。 (2)阳极氧化:经表面预处理的型材,在一定的工艺条件下,基体表面发生阳极氧化,生成一层致密、多孔、强吸附力的AL203膜层。 (3)封孔:将阳极氧化后生成的多孔氧化膜的膜孔孔隙封闭,使氧化膜防污染、抗蚀和耐磨性能增强。氧化膜是无色透明的,利用封孔前氧化膜的强吸附性,在膜孔内吸附沉积一些金属盐,可使型材外表显现本色(银白色)以外的许多颜色,如:黑色、古铜色、金黄色及不锈钢色等。
工业产品常用材料介绍 1、金属材质介绍Information about metal material 2、塑料材质介绍Information about new plastics material 3、玻璃材质介绍Information about glass material 4、陶瓷材质介绍Information about ceramics material 金属材质介绍Information about metal material 不锈钢——不生锈的革命 材料特性:卫生保健、防腐蚀、可进行精细表面处理、刚性高、可通过各种加工工艺成型、较难进行冷加工。 典型用途:奥氏体不锈钢主要应用于家居用品、工业管道以及建筑结构中;马氏体不锈钢主要用于制作刀具和涡轮刀片;铁素体不锈钢具有防腐蚀性,主要应用在耐久使用的洗衣机以及锅炉零部件中;复合式不锈钢具有更强的防腐蚀性能,所以经常应用于侵蚀性环境。
铬——高光洁度的后处理 材料特性:光洁度非常高、优良的防腐蚀性能、坚硬耐用、易于清洗、摩擦系数低。典型用途:铬最为常见的存在形式是作为合金元素用于不锈钢中,来增强不锈钢的硬度。装饰性镀铬是许多汽车元件的镀层材料,包括车门把手以及缓冲器等,除此之外,铬还应用于自行车零部件、浴室水龙头以及家具、厨房用具、餐具等。硬质镀铬更多的用于工业领域,包括作业控制块中的随机存储器、喷气机发动机元件、塑料模具以及减震器等。黑色镀铬主要用于乐器装饰以及太阳能利用方面。 铝——现代材料 材料特性:柔韧可塑、易于制成合金、高强度-重量比、出色的防腐蚀性、易导电导热、可回收。市面上铝产品的产量已经远远超过了其他有色金属产品的总和。 典型用途:交通工具骨架、飞行器零部件、厨房用具、包装以及家具。铝也经常被用以加固一些大型建筑结构,比如伦敦皮卡迪利广场上的爱神雕像,以及纽约克莱斯勒汽车大厦的顶部等,都曾用铝质加固材料。
关于铝型材拉弯的一般 常识 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
关于铝型材拉弯的一般常识 一、关于铝型材的分类 1、按照型材结构分类:一般型材和断桥型材(又称隔热型材)。 2、按照表面处理分类:阳极氧化型材和涂装型材。 3、按照硬度状态分类:在材质(化学成分)相同前提下分为时效 (高温组织均匀化)和非时效型材。 4、按照使用用途分类:工业和建筑用。 根据来图及说明确定该工程项目选用型材是建筑用型材,阳台部分用阳极氧化一般型材,门窗部分用断桥涂装型材,材质6063,硬度状态通常T5。 二、关于型材拉弯工艺特点及要求 1、所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前 提下,利用旋转和靠模改变型材断面变形中介面(内移)使其 塑性变形的过程。 2、关于备料长度:一般情况下备料应是所需弯曲材料的有效弧长 加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形 宽度(t)等于外半径(R外)减内半径(R内)。 备料长度=有效弧长+2.1 t 当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。 3、关于备料数量:一般情况下应根据不同断面、不同半径、不同 弧长在实际需要数量基础上增加1~2支备份,以便做为调试模
具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。 4、关于材料每支弯曲有效弧长的要求:通常情况下不应超过弧度 角180度。 5、关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要 求时应选择T5状态(e≤10%),铝型材的国家标准为e≥ 8 %; e = t / R内×100% = (R外-R内) ÷R内×100% 否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。 6、关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装 后弯曲加工(涂层的伸长率远大于型材的伸长率);因为型材拉弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。 上述介绍只是一般的常识说明,具体情况需视工程项目要求的分格、结点及选材等特点确定。 不明之处请见谅、恳请指正。 深圳市蓝天金属制品有限公司 二○○九年十月十七日关于铝型材拉弯过程中针对伸长率的一般要求
铝型材生产流程 包括熔铸、挤压和上色(上色主要包括:氧化、电泳涂装、氟炭喷涂、粉末喷涂、木纹转印等)三个过程。 1、熔铸是铝材生产的首道工序。 主要过程为: (1)配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。 (2)熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、除渣精炼手段将熔体内的杂渣、气体有效除去。 (3)铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。 2、挤压:挤压是型材成形的手段。先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。常用的牌号6063合金,在挤压时还用一个风冷淬火过程及其后的人工时效过程,以完成热处理强化。不同牌号的可热处理强化合金,其热处理制度不同。 3、上色(此处先主要讲氧化的过程) 氧化:挤压好的铝合金型材,其表面耐蚀性不强,须通过阳极氧化进行表面处理以增加铝材的抗蚀性、耐磨性及外表的美观度。 其主要过程为: (1)表面预处理:用化学或物理的方法对型材表面进行清洗,裸露出纯净的基体,以利于获得完整、致密的人工氧化膜。还可以通过机械手段获得镜面或无光(亚光)表面。 (2)阳极氧化:经表面预处理的型材,在一定的工艺条件下,基体表面发生阳极氧化,生成一层致密、多孔、强吸附力的AL203膜层。
(3)封孔:将阳极氧化后生成的多孔氧化膜的膜孔孔隙封闭,使氧化膜防污染、抗蚀和耐磨性能增强。氧化膜是无色透明的,利用封孔前氧化膜的强吸附性,在膜孔内吸附沉积一些金属盐,可使型材外表显现本色(银白色)以外的许多颜色,如:黑色、古铜色、金黄色及不锈钢色等。 铝材生产工艺流程简图 简要说明: 熔炼:主要原材料AL99.70以上铝锭(GB/T1196)加入铝硅合金锭、镁锭加热熔炼、熔炼温度为730℃~750℃、进行搅拌、精炼、打渣等工序。 铸造:采用同水平密排顶铸造工艺,使用不同的结晶器,生产出不同直径规格的铝棒。 铸锭均匀化:采用575℃保温6小时快速冷却。 挤压:铝棒加热到450℃左右,采用规定的模具,用挤压机挤压出各种规格的型材,并急速风冷或水冷,调直、锯切、装框。 时效:采用190℃~195℃保温3.5小时左右,然后采用强制风冷的工艺。 阳极氧化(着色):以铝基材为阳极,置于电解液中通电,阳极产生氧原子、氧原子有很强的氧化性,在铝基材表面生成一层性能优良的Al2O3保护层,着色采用电解着色工艺,将金属离子(镍离子、亚锡离子)填充到Al2O3保护层中,使氧化膜显现出不同的颜色。