电解磨削
- 格式:ppt
- 大小:1.30 MB
- 文档页数:13

专业:机械制造及其自动化
班级:机制(3)班
姓名:XXX
时间:2014/7/3
目录
摘要…………………………………………1.
关键字………………………………………2.
前言…………………………………………3.
1 硬质合金的概述
1.1 硬质合金
1.2 市场概况
2 硬质合金的生产工艺
2.1 生产原料
2.2工艺流程
2.3 加工种类
2.4 加工种类优缺点对比
3 硬质合金性能及其与使用关系
3.1 硬度
3.2 抗弯刚度
3.3 冲击韧性
3.4 耐磨性
3.5 抗压强度
3.6 导热率
3.7 线胀系数
4 硬质合金的种类及其用途 4.1 硬质合金的种类
4.2 各种牌号硬质合金的用途
5 硬质合金的加工设备
5.1 球磨机
5.2 制粒设备
5.3 自动压机
5.4 单体真空脱蜡烧结炉
6 国外硬质合金
6.1 瑞典
6.2 美国
6.3 日本
6.4 以色列
小结…………………………………………...
参考资料……………………………………...
致谢…………………………………………...
摘要:硬质合金石由难熔金属的碳化物以铁族金属钴或镍作胶结金属,用粉末冶金方法制造的合金材料。由于硬质合金具有高硬度、耐磨损、耐腐蚀、耐高温和线胀系数小一系列优点,在现代工业生产中,已成为金属加工、矿山开采、石油钻探,国防军工等不可缺少的重要工具材料。
关键字:硬质合金 性能 工艺 设备
前言
硬质合金具有很高的硬度、强度、耐磨性和耐腐蚀性,被誉为“工业牙齿”, 并且未来高新技术武器装备制造、尖端科学技术的进步以及核能源的快速发展,将大力提高对高技术含量和高质量稳定性的硬质合金产品的需求。随着国民经济的迅速增长,硬质合金的需求也高速增长。因此研究并了解硬质合金是十分有意义的事情。
1 硬质合金的概述
1.1 硬质合金 由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。现在新型硬质合金刀具的切削速度等于碳素钢的数百倍。
电化学抛光
一 电化学抛光的基本原理和特点
1、基本原理
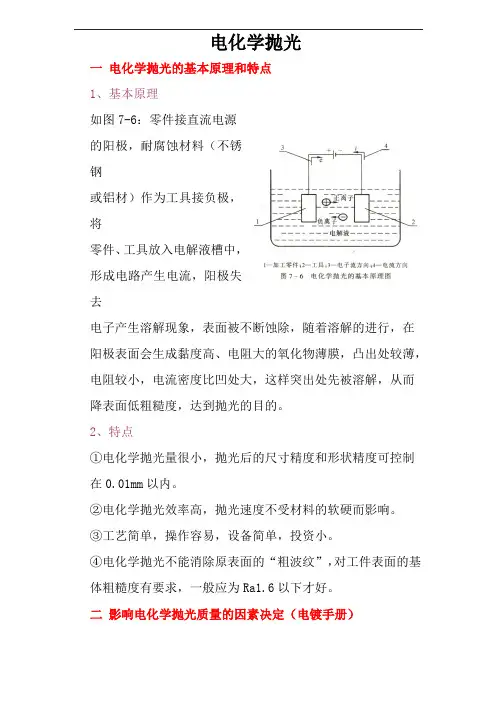
如图7-6:零件接直流电源
的阳极,耐腐蚀材料(不锈钢
或铝材)作为工具接负极,将
零件、工具放入电解液槽中,
形成电路产生电流,阳极失去
电子产生溶解现象,表面被不断蚀除,随着溶解的进行,在
阳极表面会生成黏度高、电阻大的氧化物薄膜,凸出处较薄,
电阻较小,电流密度比凹处大,这样突出处先被溶解,从而
降表面低粗糙度,达到抛光的目的。
2、特点
①电化学抛光量很小,抛光后的尺寸精度和形状精度可控制
在0.01mm以内。
②电化学抛光效率高,抛光速度不受材料的软硬而影响。
③工艺简单,操作容易,设备简单,投资小。
④电化学抛光不能消除原表面的“粗波纹”,对工件表面的基
体粗糙度有要求,一般应为Ra1.6以下才好。
二 影响电化学抛光质量的因素决定(电镀手册)
1、电解液
电解液的配方和比例要根据加工零件和选用的阴极材料来
2、电流密度
电化学抛光都是在较高的电流密度下进行的,过高时,阳
极析出的氧气过多,使电解液近似沸腾,又会影响抛光质量。
3、电解液的温度
一般情况下,温度低,溶解速度低,生产效率就低,此外
对电解液应进行搅拌,促使流动,及时排除电解产物,减少
温度梯度。
4、抛光时间
抛光的时间不能太长,一般都有一个最佳抛光时间。
5、工件的金相组织状态
愈均匀、致密抛光效果就愈好。非金属成分多抛光效果
差。象铸铁就不宜进行电化学抛光。
6、抛光表面的原始粗糙度
一般情况下,原始粗糙度要求在2.5-0.8时,采用电化学
抛光才能有较好的效果。
三 抛光的方式
1、整体电化学抛光法(图7-7)
直流电源0-50V,电流密度
为80-100A/dm2,上下伺服
控制,左右前后拖板调节,间
隙5-10mm,液面高出15-20阴极采用不锈钢、铅或石墨,
不断搅拌电解液,保持工作温度。
2、逐步电化学抛光法

1 前 言
随着高精度复杂零件的不断出现,传统的加工方法越来越难满足工程上的需要。从而特种加工方法产生了。电解加工作为先进制造技术中的一支重要方面军,在制造业中发挥着重要的作用。它对难加工的材料可以以柔克刚,对形状复杂的零件可以一次成型,并以表面质量好、生产率高、无工具损耗、无切削应力等优点。
我国最早研究并成功应用电解加工技术是原兵器工业部西安昆仑机械厂的深孔和膛线加工。从1958年建立第一个研究基地至1965年全国首届电解加工学术会议召开,电解加工在航空、航海、航天及部分民用工业迅速推广。20世纪70年代进入“爬坡”阶段,为了解决加工精度的问题,国内外先后提出混气电解加工、钝性电解液、工频脉冲电流、振动进给等工艺措施。90年代后,华南理工大学在近代功率电子技术发展基础上研究的高频窄脉冲电流电解加工电源,进一步强化了电解加工系统的“非线形”。西安昆仑机械厂和西安工业学院联合研制的CNC同步控制电解加工参数和阴极运动轨迹解决了大缠角混合膛线的加工难问题。但是由于加工间隙的电场、流场、磁场及阴极溶解动力学因素的交互影响,电解加工过程十分复杂,阻碍着该项技术想纵深发展,比如对其过程的监测和控制非常困难,迄今为止,除了在个别应用对象上有所突破外,还没有通过的在线直接测量加工间隙的有效手段。不均匀的间隙分布使工具阴极设计成为一项难度很大的工作,在对新的加工对象进行阴极研制的过程中往往要对阴极进行多次修正。此外,从绿色制造的角度,电解加工产生的大量产物和废液需要处理。
随着21世纪信息、生物、微纳技术的发展及其对制造技术不断增长的需求,微细加工将成为制造相应装备的重要手段,电解加工进行材料去除是以离子溶解的形式进行的,这种去除方式使得电解加工具有微细加工的可能。目前国内外制造业均十分关注微细电化学加工的发展,将电解加工高速去除金属的理念用到传统电化学过程中,是促进该项技术进步的有效途径,微细电化学加工就不仅仅指静态条件下的掩膜电化学刻蚀了 。
电化学加工原理及应用
电化学加工(Electrochemical Making),也称电解加工,是利用金属在外电场作用下的高速局部阳极溶解实现电化学反应,对金属材料进行加工的方法。常用的电化学加工有电解加工、电磨削、电化学抛光、电镀、电刻蚀和电解冶炼等。
电化学加工的原理:
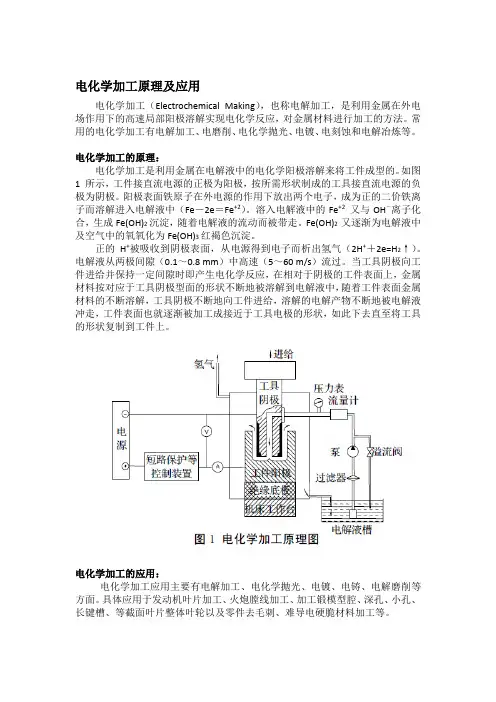
电化学加工是利用金属在电解液中的电化学阳极溶解来将工件成型的。如图1 所示,工件接直流电源的正极为阳极,按所需形状制成的工具接直流电源的负极为阴极。阳极表面铁原子在外电源的作用下放出两个电子,成为正的二价铁离子而溶解进入电解液中(Fe-2e=Fe+2)。溶入电解液中的Fe+2 又与OH-离子化合,生成Fe(OH)2沉淀,随着电解液的流动而被带走。Fe(OH)2 又逐渐为电解液中及空气中的氧氧化为Fe(OH)3红褐色沉淀。
正的H+被吸收到阴极表面,从电源得到电子而析出氢气(2H++2e=H2↑)。电解液从两极间隙(0.1~0.8 mm)中高速(5~60 m/s)流过。当工具阴极向工件进给并保持一定间隙时即产生电化学反应,在相对于阴极的工件表面上,金属材料按对应于工具阴极型面的形状不断地被溶解到电解液中,随着工件表面金属材料的不断溶解,工具阴极不断地向工件进给,溶解的电解产物不断地被电解液冲走,工件表面也就逐渐被加工成接近于工具电极的形状,如此下去直至将工具的形状复制到工件上。
电化学加工的应用:
电化学加工应用主要有电解加工、电化学抛光、电镀、电铸、电解磨削等方面。具体应用于发动机叶片加工、火炮膛线加工、加工锻模型腔、深孔、小孔、长键槽、等截面叶片整体叶轮以及零件去毛刺、难导电硬脆材料加工等。 航空发动机叶片加工----相对于叶片的几何结构及采用的材料, 电解加工能充分发挥其技术特长。尽管由于叶片精密锻造、精密铸造、精密辊轧技术的提高而有更多的叶片采用精密成形, 使电解加工叶片的数量有一些减少, 但随着叶片材料向高强、高硬、高韧性方向发展和钛合金、钴镍超级耐热合金的采用, 以及超精密、超薄、大扭角、低展弦比等特殊结构叶片的出现, 对电解加工又提出了新的、更高的要求, 电解加工依然是优选工艺方法之一。