12kg中频电炉熔炼灰铸铁的工艺探索_任晓燕
- 格式:pdf
- 大小:371.56 KB
- 文档页数:2


铸铁车间应用中频感应电炉的策略分析
发布时间:2021-08-25T16:21:56.743Z 来源:《工程管理前沿》2021年第7卷第4月11期 作者: 王金辉
[导读] 在目前铸造企业的铸铁生产中,冲天炉熔炼因环保难以达标已大多被关停,铸造企业现多改用中频感应电炉熔炼铸铁。
王金辉
天津新伟祥工业有限公司,天津市,301701
摘要:在目前铸造企业的铸铁生产中,冲天炉熔炼因环保难以达标已大多被关停,铸造企业现多改用中频感应电炉熔炼铸铁。与冲天炉相比,中频感应电炉熔炼工艺相对简单;铁液的化学成分和温度容易控制,不增碳不增硫,有利于低硫铁液的获得;环境污染小,炉前
冶炼的工作环境和劳动强度也大为改善;利用夜间电价低谷熔炼,生产成本可控制大致与冲天炉熔炼相当;同样化学成分的铁液、同样的
铸型浇注的铸件,中频感应电炉比冲天炉熔炼的灰铸铁强度和硬度高;中频感应炉铁液比冲天炉铁液过热温度高、流动性差,并具有以下
不良特性:铁液的晶核数量少,过冷度、白口和收缩倾向大,铸件厚壁处易产生缩孔和缩松,薄壁处易产生白口和硬边等铸造缺陷。在亚
共晶灰铸铁中,A型石墨数量极易减少,D、E型石墨及其伴生的铁素体数量增加,珠光体数量少。
关键词:铸铁车间;中频感应电炉;策略 引言
目前,在铸铁生产工艺中,普遍将中频感应电炉设备作为金属炉料的主要熔炼设备。 中频感应电炉可以承担金属熔炼、炉内调质、高温静置等工作。 与冲天炉相比,中频感应电炉具有节能环保、降低熔化成本、提高过载能力、提高不同铸造材质切换的简便性、操作简便
和节省人力等诸多优点。 在铸铁厂,熔炼工艺工作需要遵循科学、合理的方式,按照生产铸件的技术要求开展。 因此,在应用中频感应电
炉的过程中,必须全面解读设备各系统的特点、工作方式。
1中频感应电炉的特点
中频感应电炉熔炼技术无波动,生产的铸件具有较高的机械强度。 减少环境污染。 中频感应电炉在生产中排出的粉尘少,设备产生的噪声也比传统的冲天炉低很多。 可以利用廉价的素材。 在中频电炉熔炼过程中,铁水中存在一定的电磁搅拌作用,这些废弃物快速熔炼,

感应电炉熔炼灰铸铁(球铁)时要注意的问题
章舟;罗有根;黄永浩
【期刊名称】《现代铸铁》
【年(卷),期】2000(000)004
【摘 要】@@ 利用废钢、废铁(灰铸铁、球铁)、钢铁切屑、回炉铁、新生铁为原料,以感应电炉来熔炼灰铸铁(球铁),其铁液与冲天炉熔炼铁液相比过热温度高,熔化保温时间长,极易引起脱碳.同样化学成分,同样铸型浇成的铸件,比冲天炉熔炼的强度、硬度高;激冷白口倾向大;石墨长度较短,且易于产生D、E型石墨;铁液的流动性较差,收缩增大,易引起各种铸造缺陷(气孔、冷隔、缩陷、蜂窝状气孔缩松等).
【总页数】2页(P55-56)
【作 者】章舟;罗有根;黄永浩
【作者单位】杭州学林科技开发服务部铸造研究室,浙江杭州,310012;浙江龙游横山钢球厂;杭州化工机械厂铸造分厂
【正文语种】中 文
【中图分类】TG250.2
【相关文献】
1.中频感应电炉熔炼高强度灰铸铁工艺 [J], 伍启华;王安家;乔进国;庄肃栋
2.感应电炉熔炼灰铸铁的SiC预处理工艺 [J], 张天旭
3.感应电炉熔炼灰铸铁的冶金特性及质量改善 [J], 安存国;王安家
4.中频感应电炉熔炼高强度灰铸铁的控制要点 [J], 伍启华;王安家;乔进国;庄肃栋
5.对感应电炉熔炼灰铸铁铁液熔炼质量的认识 [J], 俞在宏 因版权原因,仅展示原文概要,查看原文内容请购买
用感应电炉熔炼灰铸铁时的一些冶金特点
从上世纪60年代起,铸铁行业中采用感应电炉作为熔炼设备的企业逐渐增多,尤其是70年代以后,中频无心感应电炉的电源有了重大的改进,熔制铸铁时热效率可达到70%,电炉设备和所用的耐火材料也在不断发展,因而其应用日益广泛。
对于不适于采用长炉龄大型冲天炉的中、小型铸铁企业,用无心感应电炉熔炼有很多优点,宏观方面看来主要有:
◆ 熔炼时排出的废气、烟尘和炉渣大幅度减少,便于治理环境和改善作业条件;
◆ 可利用廉价的金属炉料,尤其是便于循
环回用加工的切屑和边角余料;
◆ 生产安排的灵活性较好;
◆ 铸铁的化学成分和温度比较均匀且易于
控制。
但是,感应电炉熔炼的冶金过程与冲天炉有本质上的差别,如果不能切实了解其冶金特点,正确执行熔炼过程的各项作业,则用于制造灰铸铁件时,不仅不能充分体现感应电炉熔炼的优越性,反而会导致显微组织不符合要求、铸件的加工性能恶化等各种问题。
以下,简单地谈谈用感应电炉熔炼灰铸铁时的一些主要冶金特点,供参考。
一.感应电炉熔制的铁液中气体含量
与用冲天炉熔炼相比,用无心感应电炉熔炼铸铁时,金属炉料与炉气接触的时间很短,熔融的金属液与炉气接触的界面很小,因而,感应电炉熔炼制得的铁液中,氢和氧的含量都低于冲天炉熔炼的铁液,但是,由于炉料配比的差别很大,氮含量却较高。
1.氧含量
冲天炉熔炼的铁液中,氧含量一般为~%(质量分数,以下均同此),无心感应电炉熔炼的铁液,氧含量一般在%左右,有时还会更低些。一般说来,铁液中的氧含量低,有助于改善铸件的冶金质量,但是,如果铁液中的氧含量太低(%或更低),则不利于孕育处理时晶核的形成,导致产生过冷石墨(D型),即使增加孕育剂的加入量,孕育效果也不好。
2.氢含量
在灰铸铁中,氢是有害元素,其含量越低越好。由于铸铁中碳、硅含量高,氢在其中的溶解度低,冲天炉熔制的铁液中,氢含量一般为~%。感应电炉熔制的铁液,因为金属与炉气接触的界面小,氢含量一般都更低,约在%左右,铸件产生氢致皮下气孔、针孔的可能性较小。
Production Techniques生产技术
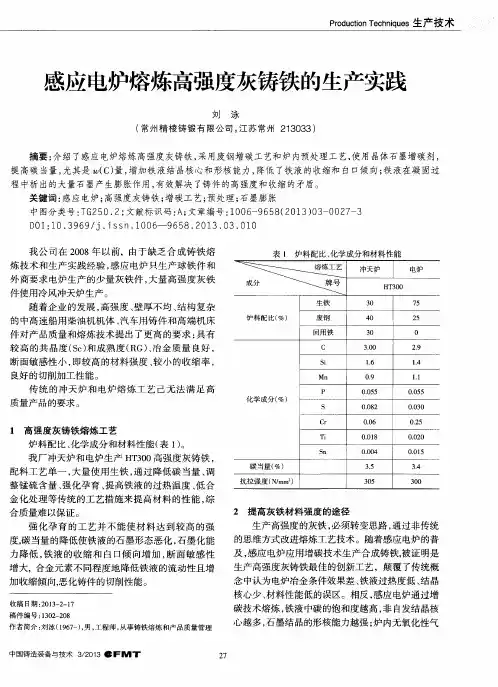
感应电炉熔炼高强度灰铸铁的生产实践
刘 泳
(常州精棱铸锻有限公司,江苏常州213033)
摘要:介绍了感应电炉熔炼高强度灰铸铁,采用废钢增碳工艺和炉内预处理工艺,使用晶体石墨增碳剂, 提高碳当量,尤其是 (C)量,增加铁液结晶核心和形核能力,降低了铁液的收缩和白口倾向;铁液在凝固过
程中析出的大量石墨产生膨胀作用,有效解决了铸件的高强度和收缩的矛盾。 关键词:感应电炉;高强度灰铸铁;增碳工艺;预处理;石墨膨胀
中图分类号:TG250.2:文献标识码:A;文章编号:1 006—9658(201 3)03—0027—3
DO I:1 0.3969/.1.1 5 5 n.1 0O6—9658.201 3.03.01 0
我公司在2008年以前,由于缺乏合成铸铁熔 炼技术和生产实践经验,感应电炉只生产球铁件和
外商要求电炉生产的少量灰铁件,大量高强度灰铁 件使用冷风冲天炉生产。
随着企业的发展,高强度、壁厚不均、结构复杂 的中高速船用柴油机机体、汽车用铸件和高端机床
件对产品质量和熔炼技术提出了更高的要求:具有 较高的共晶度(Sc)和成熟度(RG)、冶金质量良好,
断面敏感性小,即较高的材料强度、较小的收缩率, 良好的切削加工性能。 传统的冲天炉和电炉熔炼工艺己无法满足高
质量产品的要求。
1高强度灰铸铁熔炼工艺 炉料配比、化学成分和材料性 n-(表1)。
我厂冲天炉和电炉生产HT300高强度灰铸铁, 配料工艺单一,大量使用生铁,通过降低碳当量、调 整锰硫含量、强化孕育、提高铁液的过热温度、低合
金化处理等传统的工艺措施来提高材料的性能,综 合质量难以保证。
强化孕育的工艺并不能使材料达到较高的强 度,碳当量的降低使铁液的石墨形态恶化,石墨化能
力降低,铁液的收缩和白口倾向增加,断面敏感性 增大,合金元素不同程度地降低铁液的流动性且增
加收缩倾向,恶化铸件的切削性能。