摆线齿轮成形磨齿工艺
- 格式:pdf
- 大小:166.41 KB
- 文档页数:2

齿轮精磨后的工艺流程英文回答:Gear grinding is a precision machining process used to improve the surface finish and dimensional accuracy of gears. It involves removing material from the gear teeth using a grinding wheel. The process is typically performed after the gears have been heat-treated and hardened to achieve the desired hardness and strength.The gear grinding process can be divided into several steps:1. Set-up: The first step is to set up the gear grinding machine. This involves mounting the gear on the machine's work spindle and aligning it properly. The machine's settings, such as the grinding wheel speed and feed rate, are also adjusted.2. Pre-grinding: Before the actual grinding process, apre-grinding operation is often performed. This involves removing any burrs or sharp edges from the gear teeth to ensure a smooth and even grinding process.3. Grinding: The grinding operation begins with the grinding wheel coming into contact with the gear teeth. The grinding wheel is typically made of abrasive materials such as aluminum oxide or cubic boron nitride. As the wheel rotates, it removes material from the gear teeth, gradually shaping them into the desired profile. The grinding process is carefully controlled to achieve the required surface finish and dimensional accuracy.4. Inspection: After the grinding process, the gears are inspected to ensure that they meet the specified requirements. This may involve using various measurement tools, such as micrometers and gear testers, to check the gear's dimensions, tooth profile, and surface finish.5. Finishing operations: Depending on the application and requirements, additional finishing operations may be performed after the grinding process. These operations caninclude deburring, polishing, and coating to further improve the gear's performance and durability.6. Final inspection: Once all the finishing operations are completed, a final inspection is conducted to verify that the gears meet all the specified criteria. This ensures that the gears are ready for assembly and use in various mechanical systems.In summary, the process of gear grinding involves setting up the machine, pre-grinding the gear teeth, performing the grinding operation, inspecting the gears, conducting finishing operations if necessary, and conducting a final inspection. This process ensures that the gears have the desired surface finish, dimensional accuracy, and performance characteristics.中文回答:齿轮精磨是一种用于改善齿轮表面光洁度和尺寸精度的精密加工工艺。
齿轮制造工艺技术
齿轮是一种广泛应用于机械传动中的机械零件,其主要功能是传递动力和转速。
齿轮制造工艺技术是指将原材料加工成成型齿轮的一系列工艺和技术的总称。
下面我将介绍一下齿轮制造工艺技术的一般步骤和主要工艺。
齿轮制造工艺技术的一般步骤可以分为原材料选用、热处理、加工、精加工和检测等几个环节。
首先,原材料选用是齿轮制造的第一步,通常使用的原材料有钢材、铸铁和铜合金等。
选用合适的原材料对于提高齿轮的强度和耐磨性非常重要。
其次,热处理是齿轮制造的关键环节之一。
齿轮热处理的目的是通过改变材料的组织结构和性能,提高齿轮的硬度和强度,从而使其适应更高的负荷和更严苛的工作环境。
常用的热处理方法有淬火、回火和渗碳等。
然后,加工是齿轮制造的核心环节。
加工齿轮的方法主要有铣削、滚齿、拉上、磨削等。
其中,滚齿是一种常用的齿轮加工方法,它可以保证齿轮的高精度和高质量。
接下来,精加工是齿轮制造的进一步加工步骤,目的是通过去毛刺、磨削和抛光等工艺,使得齿轮表面光洁度更高、更平整,提高齿轮的使用寿命和运行的平稳性。
最后,检测是保障齿轮质量的重要手段。
齿轮检测可以通过对
齿轮的尺寸、形状、硬度和材料组织等进行检测和测试,以确保齿轮符合设计要求。
总结起来,齿轮制造工艺技术是一项复杂而精细的工程,它需要经验丰富的工匠和先进的制造设备来完成。
通过合理的工艺选择和严格的制造工艺控制,可以制造出具有高强度、高精度和高可靠性的齿轮,从而提高机械传动的效率和可靠性。
磨齿机调试内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.磨齿机利用砂轮作为磨具加工圆柱齿轮或某些齿轮(斜齿轮,锥齿轮等)加工刀具齿面的齿轮加工机床。
主要用于消除热处理后的变形和提高齿轮精度。
依据齿轮磨齿原理的不同,磨齿机分为展成砂轮磨齿机和成形砂轮磨齿机。
1、展成砂轮磨齿机特点展成磨齿法是基于啮合切削原理的磨齿方法。
展成法磨齿对砂轮要求简单,同一模数齿轮磨削时,只需相同的砂轮即可,并对砂轮的修整要求不高,因而展成磨齿机得到了充分发展,形成了多种系列产品。
在展成砂轮磨齿机中,蜗杆砂轮磨齿机应用最广。
其加工原理和滚齿机类似,一个具有蜗杆形状的砂轮连续与齿轮啮合,从而展成轮齿的渐开线形状。
该方法是磨齿工艺中效率较高的方法之一,在中小模数齿轮批量磨齿加工中效率最高,运用最为广泛。
2、成形砂轮磨齿机特点成形砂轮磨齿法是基于成形加工原理的磨齿方法,是通过使用特定轮廓的砂轮磨削齿轮。
成形磨齿法多用于大直径,大模数,少齿数齿轮加工。
随着现代数控技术的快速发展,相对展成砂轮磨齿机,成形砂轮磨齿机的优势越来越明显,主要表现在:(1)操作、调整方便。
机床无展成运动、结构简单、控制与调整更方便。
(2)效率高。
砂轮磨削接触面积大于展成磨,单位时间磨削量大大增加。
同时采用深切缓进给与强力冷却技术,在降低磨削烧伤概率的情况下,减少了粗磨次数,进一步提高了磨削效率。
(3)磨削精度高、稳定性好。
机床运动相对简单,故运动平稳无冲击。
CNC成形砂轮磨齿机采用的伺服控制系统和位置检测技术大大提高了机床运动精度。
数控砂轮修整技术与机床在机检测技术的运用,有效地保证了成形砂轮磨齿机的磨齿精度。
目前,成形磨齿精度可达2~1级,稳定在3级。
齿轮工艺流程
齿轮是机械传动的重要元件之一,广泛应用于各个行业中。
下面将对齿轮的工艺流程进行详细介绍。
首先,齿轮的工艺流程是由原材料的选择开始的。
常见的齿轮材料有钢、铸铁和铜合金等,根据不同的使用条件和要求选择合适的材料。
第二步是进行车削和铣削操作。
根据所需的齿轮尺寸和齿形,使用车床和铣床进行加工。
首先将原材料固定在车床或铣床上,然后使用工具进行削减,根据设计要求逐步将齿轮的外形加工出来。
第三步是进行齿轮的热处理。
热处理是为了提高齿轮的硬度和强度,使其能够承受更大的载荷。
常见的热处理方法有淬火和回火。
淬火可以使齿轮的表面硬度达到一定的要求,而回火则可以消除淬火过程中产生的内应力,提高齿轮的强度和韧性。
第四步是进行齿轮的修磨。
在车削和铣削过程中,由于工具的加工性能限制以及加工误差等原因,齿轮的表面会产生一定程度的粗糙度和形状误差。
因此,需要使用磨削工艺对齿轮进行修磨,使其满足设计要求。
常见的修磨方法有磨齿机和磨齿刀。
最后一步是进行齿轮的检验和组装。
在齿轮加工完毕后,需要对其进行质量检验,以确保齿轮的质量达到要求。
常用的检验方法有齿形检测和硬度检测等。
在质量检验合格后,可以进行齿轮的组装工作,将齿轮安装到所需的机械传动系统中。
综上所述,齿轮的工艺流程主要包括材料选择、车削和铣削、热处理、修磨、检验和组装等步骤。
每一步都有其独特的工艺要求和技术挑战,需要经过精心的规划和操作才能达到理想的结果。
齿轮工艺的不断改进和创新,对于提高齿轮质量和性能,推动机械工业的发展具有重要的意义。
齿轮的生产过程一.齿轮的主要加工面1.齿轮的主要加工表面有齿面和齿轮基准表面,后者包括带孔齿轮的基准孔、切齿加工时的安装端面,以及用以找正齿坯位置或测量齿厚时用作测量基准的齿顶圆柱面。
2.齿轮的材料和毛坯常用的齿轮材料有15钢、45钢等碳素结构钢;速度高、受力大、精度高的齿轮常用合金结构钢,如20Cr,40Cr,38CrMoAl,20CrMnTiA等。
齿轮的毛坯决定于齿轮的材料、结构形状、尺寸规格、使用条件及生产批量等因素,常用的有棒料、锻造毛坯、铸钢或铸铁毛坯等。
二、直齿圆柱齿轮的主要技术要求,1.齿轮精度和齿侧间隙GBl0095《渐开线圆柱齿轮精度》对齿轮及齿轮副规定了12个精度等级。
其中,1~2级为超精密等级;3—5级为高精度等级;6~8级为中等精度等级;9~12级为低精度等级。
用切齿工艺方法加工、机械中普遍应用的等级为7级。
按照齿轮各项误差的特性及它们对传动性能的主要影响,齿轮的各项公差和极限偏差分为三个公差组(表13—4)。
根据齿轮使用要求不同,各公差组可以选用不同的精度等级。
齿轮副的侧隙是指齿轮副啮合时,两非工作齿面沿法线方向的距离(即法向侧隙),侧隙用以保证齿轮副的正常工作。
加工齿轮时,用齿厚的极限偏差来控制和保证齿轮副侧隙的大小。
2.齿轮基准表面的精度齿轮基准表面的尺寸误差和形状位置误差直接影响齿轮与齿轮副的精度。
因此GBl0095附录中对齿坯公差作了相应规定。
对于精度等级为6~8级的齿轮,带孔齿轮基准孔的尺寸公差和形状公差为IT6-IT7,用作测量基准的齿顶圆直径公差为IT8;基准面的径向和端面圆跳动公差,在11-22μm之间(分度圆直径不大于400mm的中小齿轮)。
3.表面粗糙度齿轮齿面及齿坯基准面的表面粗糙度,对齿轮的寿命、传动中的噪声有一定的影响。
6~8级精度的齿轮,齿面表面粗糙度Ra值一般为0.8—3.2μm,基准孔为0.8—1.6 μm,基准轴颈为0.4—1.6μm,基准端面为1.6~3.2μm,齿顶圆柱面为3.2μm。
齿轮磨齿工艺及工装设计的改进董旭敏【摘要】针对齿轮磨齿加工,以Y7132A磨齿机为研究对象,在介绍原工艺现状与不足的基础上,从磨齿工艺设计和磨齿工装设计两方面提出几条有效的工艺与工装设计改进措施,旨在为提升加工精确度与生产效率提供可靠技术支撑.【期刊名称】《机械管理开发》【年(卷),期】2017(032)004【总页数】3页(P46-47,63)【关键词】齿轮磨齿工艺;工艺设计改进;工装设计改进【作者】董旭敏【作者单位】中国重汽集团大同齿轮有限公司,山西大同037000【正文语种】中文【中图分类】TG616齿轮泵的主要作用是将机械能转换成压力能,其在液压系统中十分常见常用。
作为具有加高精密程度的齿轮工件,需在专用的机械设备中进行磨削加工,而在具体的加工过程中需对齿轮的齿形公差与齿向公差进行有效控制,以此达到最佳的加工精确度。
现围绕Y7132A磨齿机,结合其加工生产现状,深入分析可行的工艺与工装设计改进做法。
Y7132A磨齿机的磨齿工艺主要运用展成原理,而展成远动则主要由紧绷于钢带中的滚圆盘和钢带之间进行相对滚动而产生的[1]。
砂轮上的锥面母线和垂直线会形成一个磨削角,对于齿条而言,砂轮上的磨削面等同于齿面,被系统上的磨削工件和滚圆盘衔接为一体,并与砂轮上的磨削面进行相对展成运动,伴随砂轮磨削作用的不断进行,会使被加工工件得以规范的渐开线齿轮形状。
齿轮磨齿工艺经过长时间的发展现阶段已有很大的改善和优化,衍生出很多一体化磨齿工具。
为便于对齿轮磨齿工艺现状的分析和把握,现将当前较为常用的Y7132A磨齿机作为研究对象,该磨齿机能很好的代表当前齿轮磨齿水平。
齿轮磨齿工艺流程为:工装选取(轴套)→工装选取(加紧)→按照齿轮的技术参数对砂轮进行有效修整→对所用工件的公法线进行测量→装夹→明确走刀量与走刀的次数→对齿轮齿形齿向的公差进行准确计量。
2.1 齿轮装夹和磨削齿轮的具体装夹过程见图1,在操作过程中,需确保加紧套与轴套光洁平滑,无任何划痕与污渍,若不满足以上要求,需对其进行有效处理。
一、齿轮加工方法有成形法和展成法(包络法、范成法)两种基本加工类型。
齿轮加工是冷加工,常用的有铣齿,插齿,滚齿,剃齿,磨齿等,加工方法有成型法和展成法两种方法,这两种方法各有优缺点:成型法优点是能在铣床上就能获得齿轮,在设备受限制的情况下考虑。
缺点:为了减少刀具的数量而将齿数分段,在一段齿数内用一把刀,从而齿型会带来系统误差。
展成法是利用刀具和齿轮形成展成运动,来加工齿轮.主要有滚齿和插齿,滚齿是模拟蜗杆齿轮啮合来加工的。
插齿是用模拟两个齿轮啮合来加工的.滚齿用的多,因为滚齿的滚刀的齿形是直线的,方便加工,而插齿的刀具就是一个铲背了的齿轮,齿形是渐开线,加工起来没这方便.但插齿能用在一些滚齿不能加工的位置上,如内齿和退刀距离过短的双联或多连齿轮。
在齿轮的精加工有剃齿和磨齿。
同样是展成法,剃齿的优点是效率高但不能用于硬齿面,磨齿就相反。
成形法是用与被加工齿轮齿槽形状完全相等的成形刀具加工齿形的方法。
展成法是指利用齿轮刀具与被加工齿轮的啮合运动,在齿轮加工机床上切出齿形的加工方法二、用范成法加工齿轮时才有变位齿轮的改进方法。
齿轮变位的意义(1)避免根切现象.切削z<zmin的齿轮而不发生根切;(2)配凑中心距.一对齿轮在非标准中心距的情况下不仅均能安装,而且能满足侧隙为零、顶隙为标准值的要求;(3)改善小齿轮的强度和传动啮合特性,能提高齿轮机构的承载能力。
(4)修复已磨损的旧齿轮。
个人认为:当发生根切现象、改善齿轮强度时,齿轮就采用高度变位;当需要拼凑中心距(配齿)、修复已磨损的齿轮时用角度变位。
三、齿轮传动变位分:角度变位齿轮传动和高度变位变位齿轮传动。
1、高变位:x1=-x2 角变位:x1+x2>0(正传动) x1+x2<0(负传动) .2、高变位齿轮变位前中心距与变位后中心距相等。
角度变位齿轮是变位前与变位后的中心距不相等。
(或大于或小于)3、高变位齿轮不改变齿轮啮合的中心距,避免少齿数齿轮根切,改善齿轮强度,使两齿轮滑动率接近;角变位的主要目的就是凑中心距,节圆和分度圆不重合;4、高度变位-其啮合角不变,角度变位--其啮合角发生变化。
齿轮加工和工艺特点齿轮的加工原理,常见的有两种,仿形加工和范成(展成)加工。
1.仿形加工。
齿轮加工刀具切出齿轮的齿槽,刀具的“截面形状”是齿轮齿槽的形状。
加工齿轮时,没有齿轮啮合运动,加工出来的齿轮精度低,一般精度在11级以下。
2.范成加工。
齿轮加工刀具本身就是“齿轮或齿条”,齿轮滚刀可以“认为”是齿条,属于齿条类型刀具。
加工时,齿轮刀具与被加工齿轮之间有“齿轮啮合”运动。
齿轮刀具齿廓刀刃,运动包络出被加工齿轮的齿廓(齿面),是理想的渐开线,加工精度较高,常见的有,滚齿、插齿、剃齿(属于精加工)。
1.齿轮加工的成形法,主要有铣齿和拉齿:(1)精密铸齿:可以大批量加工廉价小齿轮;(2)压铸机铸齿:多数加工有色金属齿轮;(3)铣床铣齿:可以加工直齿条;(4)磨齿机磨齿:可以加工精密母机上的齿轮;(5)冷打机打齿:可以无屑加工;2.齿轮加工的展成法,主要有滚齿插齿:(1)滚齿机滚齿:可以加工8模数以下的斜齿;(1)插床插齿:可以加工内齿;(2)剃齿机:是一种齿轮精加工用的金属切削。
(3)刨齿机刨齿:可以加工16模数大齿轮;这两种方法的区别主要是:1.成形法加工精度比较低,展成法加工精度比较高可达3级;2.成形法生产效率比较高;展成法生产效率比较低;3.展成法需要磨齿装备,生成成本比较高。
齿轮加工常用的几种方法你对齿轮加工技术了解多少?今天,我们将与大家分享七种常见的齿轮加工方法和工艺原理的介绍。
齿形加工的方法很多,如粉末冶金、铣削、成形磨削、滚齿、剃齿、整形、展成磨削等。
齿轮加工的铣齿用盘模铣刀或指形铣刀铣齿属于成形方法。
刀具的横截面形状与齿轮齿的形状相对应。
该方法加工效率低、精度低,仅适用于单件、小批量生产。
齿轮加工的成形磨削也属于成形工艺,因为砂轮不易修整,使用较少。
齿轮加工的滚齿加工属于展成法,其工作原理相当于一对斜齿轮的啮合。
齿轮滚刀的原型是大螺旋角的斜齿轮。
由于齿数很小(通常z=1),而且齿很长,围绕轴形成螺旋角很小的蜗杆。
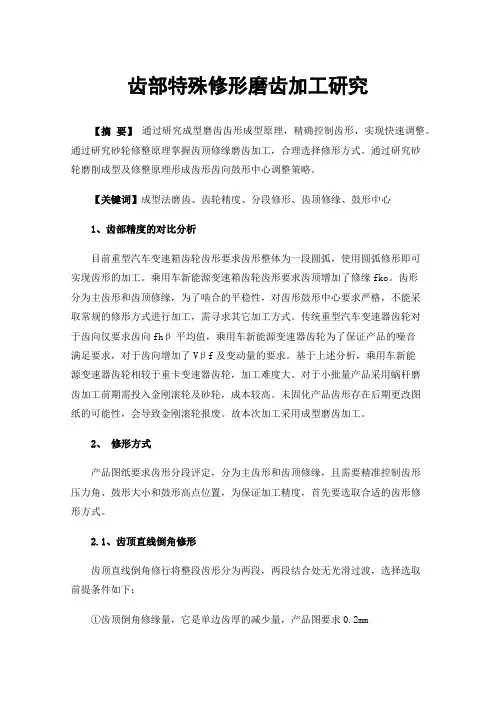
齿部特殊修形磨齿加工研究【摘要】通过研究成型磨齿齿形成型原理,精确控制齿形,实现快速调整。
通过研究砂轮修整原理掌握齿顶修缘磨齿加工,合理选择修形方式。
通过研究砂轮磨削成型及修整原理形成齿形齿向鼓形中心调整策略。
【关键词】成型法磨齿、齿轮精度、分段修形、齿顶修缘、鼓形中心1、齿部精度的对比分析目前重型汽车变速箱齿轮齿形要求齿形整体为一段圆弧,使用圆弧修形即可实现齿形的加工。
乘用车新能源变速箱齿轮齿形要求齿顶增加了修缘fko。
齿形分为主齿形和齿顶修缘,为了啮合的平稳性,对齿形鼓形中心要求严格,不能采取常规的修形方式进行加工,需寻求其它加工方式。
传统重型汽车变速器齿轮对于齿向仅要求齿向fhβ平均值,乘用车新能源变速器齿轮为了保证产品的噪音满足要求,对于齿向增加了Vβf及变动量的要求。
基于上述分析,乘用车新能源变速器齿轮相较于重卡变速器齿轮,加工难度大。
对于小批量产品采用蜗杆磨齿加工前期需投入金刚滚轮及砂轮,成本较高。
未固化产品齿形存在后期更改图纸的可能性,会导致金刚滚轮报废。
故本次加工采用成型磨齿加工。
2、修形方式产品图纸要求齿形分段评定,分为主齿形和齿顶修缘,且需要精准控制齿形压力角、鼓形大小和鼓形高点位置,为保证加工精度,首先要选取合适的齿形修形方式。
2.1、齿顶直线倒角修形齿顶直线倒角修行将整段齿形分为两段,两段结合处无光滑过渡,选择选取前提条件如下:①齿顶倒角修缘量,它是单边齿厚的减少量,产品图要求0.2mm②过渡圆角半径R,过渡圆角半径必须大于所选金刚石修整轮半径0.05mm以上,产品图要求R2。
③齿顶倒角起始圆直径,即渐开线终止圆直径。
YK7340A成型磨齿机自带金刚滚轮R1.5不满足上述条件,故未选择上述修行方式。
2.2、标准修行目前可供选择的方式还有标准修形,通过对修形各起点和终点的位置进行精确控制达到精确调整齿形压力角、鼓形量、鼓形值。
对照产品图纸齿形要求可以看出主齿形段的直线段比例尽可能小,可以保证主齿形圆滑。
汽车摩托车齿轮类零件冷摆辗精密成形关键技术及应用近年来,随着汽车工业的快速发展,汽车摩托车齿轮类零件的冷摆辗精密成形技术也越来越受到重视。
这种技术在汽车工业中起着至关重要的作用,能够有效提高零件的精密度和耐久性,为汽车的性能和安全性提供了强有力的支持。
本文将从深度和广度两方面,对汽车摩托车齿轮类零件冷摆辗精密成形的关键技术及应用进行全面评估,并为读者提供深入的了解。
一、冷摆辗精密成形技术概述冷摆辗精密成形技术是一种通过冷成形工艺来制造齿轮类零件的方法,相比传统的热锻工艺,冷摆辗精密成形具有成形精度高、表面光洁度好、材料利用率高等优点。
这种技术适用于生产各种需要高精度和高强度的齿轮类零件,其核心在于通过一系列冷加工工序,将金属坯料通过摆辗机具有一定轴向和周向的应变,从而实现对零件形状和性能的精确控制。
冷摆辗精密成形技术作为先进的制造工艺,在汽车摩托车齿轮类零件的制造过程中发挥着重要作用。
它能够确保齿轮类零件的精密度和均匀性,同时提高零件的疲劳寿命和耐磨性,为汽车的传动系统和悬挂系统提供了可靠的支持。
掌握冷摆辗精密成形技术是汽车制造企业提高产品质量、降低成本的重要途径之一。
二、冷摆辗精密成形技术的关键技术及应用1. 摆辗机的设计与制造摆辗机是冷摆辗精密成形技术的关键设备,其设计与制造直接影响着成形工艺的稳定性和零件质量。
高精度、高稳定性的摆辗机能够实现对金属坯料的精确形状控制和变形控制,从而保证成形零件的精密度和一致性。
目前,国内外许多汽车零件制造企业都在不断加大对摆辗机研发和制造的投入,力求提升设备性能,满足不断提高的零件成形要求。
在应用方面,冷摆辗精密成形技术已经被广泛应用于汽车摩托车齿轮、转向器、传动轴、减震器等关键零件的生产中。
这些零件在汽车工作中承担着重要的功能,在高速旋转、大扭矩的情况下,要求具有高精度、高耐磨和高强度的特性。
冷摆辗精密成形技术正是通过对材料的精确变形控制,实现了对这些零件高精密度和高均匀性的要求,从而提高了零件的使用性能和寿命。
竭诚为您提供优质的服务,优质的文档,谢谢阅读/双击去除齿轮生产工艺流程 [齿轮加工工艺流程]利用机械的方法获得齿轮特定结构和精度的工艺过程。
齿轮是汽车运动中的核心传动部件,其加工质量的优劣对汽车总成乃至整车的振动噪声以及可靠性等会带来直接影响,有时会成为制约产品水平提高的关键因素。
以下是小编为大家整理的关于齿轮加工工艺流程,给大家作为参考,欢迎阅读!齿轮加工工艺汽车齿轮一般属于大批量专业化生产,圆柱齿轮和锥齿轮具有广泛的代表性,根据不同结构及精度需要采用不同的工序组合。
由于设备投资大,工艺方式的选择通常都充分考虑已有资源。
齿轮加工过程中的微小变形及工艺稳定性控制相对复杂。
毛坯锻造后大多要采用等温正火,以期获得良好的加工性能和趋势变形的均匀金相组织;对于精度要求不高的低速网柱齿轮可以热前剃齿而热后不再加工,径向剃齿方法的应用扩大了剃齿应用范围;圆柱齿轮热后加工有珩齿和磨齿两种方式,珩齿成本低但齿形修正能力弱,磨齿精度高而成本高;采用沿齿高方向的齿顶修缘和沿齿长方向的鼓形齿修形工艺能够显著降低齿轮啮合噪声和提高传动性能,是被广泛关注的研究领域。
直齿锥齿轮主要用于差速器,由于速度低,精度要求相对较低,精锻齿形是重要发展方向。
螺旋锥齿轮加工计算和机床调整中,以往非常复杂和耗时的手工操作已被现代专用软件和计算机程序所取代,有限元分析的引入使工艺参数设计更为可靠和便捷。
螺旋锥齿轮热后加工有研齿和磨齿两种,由于磨齿的成本高、效率低且有局限性而目前大多采用研齿,研齿几何上的修正能力很弱,因此螺旋锥齿轮的从动齿轮多采用渗碳压淬工艺。
齿轮材料及其热处理技术发展是齿轮加工中对变形控制的具有挑战性的课题。
齿轮分类可分为4类。
①圆柱齿轮。
按零件结构可分为盘齿和轴齿,按齿形可分为直齿和斜齿,用于平行轴动力和运动的传递,如变速箱速度变换、发动机点火正时等。
②锥齿轮。
根据齿形可分为直齿锥齿轮和螺旋锥齿轮,用于交叉轴或交错轴动力和运动的传递,如后桥的差速器和减速器等。
齿轮制造工艺流程齿轮制造是一项重要的机械加工工艺,在各种机械设备中广泛应用。
下面是一种常见的齿轮制造工艺流程。
第一步:设计齿轮首先需要根据具体的机械设备要求,确定齿轮的参数,包括齿轮的类型、模数、齿轮的齿数等。
然后使用专业的设计软件进行齿轮的设计,确定齿轮的几何参数和工艺参数。
第二步:加工齿轮毛坯根据设计好的齿轮图纸,选择合适的材料,使用车床、铣床等机床进行齿轮毛坯的加工。
首先将毛坯的外形制作出来,然后根据齿轮的齿数和齿廓形状,使用铣刀或刀具进行齿面加工,最后进行齿轮的硬度处理。
第三步:齿轮磨削齿轮磨削是齿轮加工的重要环节,通过磨削可以提高齿轮的几何精度和表面质量。
首先需要选择合适的磨削机床和砂轮,将齿轮的齿面精磨到设计要求的几何形状和粗糙度。
同时也要进行齿轮的热处理,以提高齿轮的硬度和韧性。
第四步:齿轮研磨齿轮研磨是在齿面磨削之后的一道工序,通过磨削和抛光可以进一步提高齿轮的几何精度和表面质量。
研磨可以精确控制齿轮的齿廓形状和齿距误差,提高齿轮的噪音水平和传动效率。
第五步:齿轮组装组装是将不同齿轮配合形成齿轮传动的过程,其中包括齿轮的配合、轴的装配、轴承的安装等。
在组装过程中,需要注意各个部件的配合精度和安装位置,以确保齿轮传动的精度和可靠性。
第六步:齿轮检测完成齿轮组装后,需要进行齿轮的检测,以确保齿轮的几何精度和传动性能。
常见的齿轮检测方法包括测量齿轮的齿距误差、分析齿轮的齿形误差、检测齿轮的噪音水平等。
第七步:齿轮保养和维修齿轮在使用过程中会受到磨损和疲劳等因素的影响,因此需要进行定期的保养和维修。
包括清洗齿轮、更换润滑油、检查齿轮的磨损情况等。
以上是一种常见的齿轮制造工艺流程,不同的齿轮类型和要求可能会有所差异。
在实际生产中,还需要根据具体情况进行工艺调整和优化,以提高齿轮的加工精度和质量。
·20·机械2018 年第 10 期 第 45 卷精密成形磨削工艺参数的仿真研究李志伟 1,张沭玥 2(1.四川省机械研究设计院,四川 成都 610063;2.西南交通大学 机械工程学院,四川 成都 610031)摘要:为研究精密成型磨削过程中工艺参数的选择,利用 CAD 软件建立摆线齿轮成型磨削三维模型,在Deform-3D 有限元软件中设置相应仿真参数,仿真分析砂轮线速度、摆线轮进给速度对磨削后表面粗糙度、磨削力、材料去除量及砂轮磨损量的影响。
结果表明:齿轮表面粗糙度随砂轮线速度的增加而减小,随摆线轮进给速度的增加而增加,随打磨次数的增加而减小;在进入成形磨满磨过程后,法向力峰值将会基本稳定在切向力峰值的三倍;随着进给速度增加,磨耗比存在波浪形起伏的变化。
关键词:成形磨;材料去除;表面粗糙度;磨削力;磨耗比中图分类号:TP391文献标志码:Adoi:10.3969/j.issn.1006-0316.2018.10.005文章编号:1006-0316 (2018) 10-0020-08Simulation Study on Simulation Precision Forming Grinding Process Parameters LI Zhiwei1,ZHANG Shuyue2( 1.Sichuan Machinery Research and Design Institute, Chengdu 610063, China; 2.Tribology Research Institute, Southwest Jiaotong University, Chengdu 610031, China ) Abstract:In order to study the selection of process parameters in precision forming grinding, a three- dimensional model of cycloidal gear forming grinding is established by using CAD software. The corresponding simulation parameters are set up in DEFORM-3D finite element software. The effects of grinding wheel linear speed and cycloidal wheel feed speed on the surface roughness and grinding force after grinding are simulated and analyzed. The influence of material removal and wheel wear is also discussed. The results show that the surface roughness of the gear decreases with the increase of the linear velocity of the grinding wheel, increases with the increase of the feed velocity of the cycloid wheel, and decreases with the increase of the grinding times. After entering the full grinding process, the peak value of normal force will be basically stabilized at three times the peak value of tangential force. With the increase of feed speed, the variation of the grinding ratio is undulating. Key words:forming grinding;material removal;surface roughness;grinding force;grinding ratio磨削是实现机械零部件表面形态和尺寸精 确加工的极为重要的手段。
/\/\/\/\/\(齿>(轮)戈成)\/\/\厂\/\//\/\\/\><艺>
\/\/\/
重庆大学严目摆线齿轮是减速机的主要关键零件摆线齿廓的
精加工是减速机生产中难度最大最关键的工序磨齿是目前国内外主要的摆线齿廓精加工方法
目前国内主要采用Y7654(Qeooi)
摆线磨齿机加
工摆线齿轮由于该机床采用双自由度点接触展成原
理加之设备动态特性较弱生产率很低每对齿轮平均工时2五以上表面粗糙度Rao8协m常发现明显鱼鳞状或倾斜振动波纹尤其在磨削二齿差摆线齿轮时磨一对齿轮需经一次分度两次装夹不但效率低(4
小时/对以上)而且精度不能保证齿顶修缘质
里不稳定一磨削及辅助时间
由于摆线齿轮成形磨齿法机康简单效率高精度高成本低近年来应用日趋广泛成形磨
削摆线
齿轮的生产率与工件留磨余量磨削工艺参数(砂轮速度进刀速度进给量等)砂轮修整工艺磨削
辅助时间等有关单件磨齿工时构成如下
t二坛十t+t…(
1
)
式中几—单件磨削时间
t—单件辅助时间
t.—单件砂轮修整
时间
1单件磨齿时
间几
to.2(n、+n:+n:)(t+td+t。
)/N
””“……(
2)
式中Z—齿轮齿数
。:n,n。—分别为粗磨半精磨精磨进刀次数
tm—单齿往复磨削时间
tdt’
—工作台左停反向时间及
右停反向单
齿分度时间(一般情况下
t。
。。
40~
0635tr,1Zel8
5)
N—装夹工件数设工作台进给速度v,(二/min)砂轮行程lm(mm)则单齿往复时间为:汤子琳甘启义刀次数越少单件磨齿工时越短生产率越高护{州11、B图12砂轮修整时间t针对国内摆线减速机多品种小批量的生产特点采用数控修整精度高重复误差小柔性好修整效率高但数控砂轮修整装置成本昂贵金刚石滚轮适合于大批量生产靠模法通用性差修整速度低一种零件需一副靠模,液压法结构复杂体积大缩放法提高精度困难且金刚笔与砂轮廓形不垂直采用滚压轮挤压修整法是一种较好的方法与靠模法比较加工一个滚轮比加工一副靠模成本增加不多但精度更高修整速度更快比金刚石滚轮成本低得多产品更新换代容易砂轮每次修整时间为1~2刃口In3辅助时间t单件辅助时间t包括装夹时间t1对刀调整时间t:卸取工件时间t3即t二t:+t,+七3……(5)一般t:“1一2mint:“2~3”过t:‘1~2oint为‘一7min一生25v’t二目21.x601000Vr(s)由图1知l。。B十八:+△,+1……(4)式中△:—磨完全齿宽砂轮行程增最(取为5~10mm)△,—砂轮退出齿槽分度行程增量(一般为30~40mm)1—砂轮外圆退出工件齿顶行程增量(由机床及工件决定)可见被磨工件齿数越少装夹工件数越多走二磨削工艺本文的生产试验研究在重庆大学和重庆机床厂联合研制钓Y7332型成形磨齿机上进行机床经局部改
造可使用滚轮修整砂轮可磨削摆线齿轮最大直径小320In二最大齿宽50mm被磨工件为BS型1,11二齿
差摆线轮参数为齿数2针齿中心圆小
3
Omm
针为直径小2mm短幅系数。5818设计心轴夹具成
盈装夹工件以提高生产率夹具由心轴弹簧胀套胀套压板端面压环构成心轴左端莫氏5号圆
锥与机朱分度主轴相配110锥面径跳。Olm二工件用弹性胀套定心夹紧加双端面压紧1次可装夹3对摆线齿轮每对摆线轮还加有小孔插销作周向
定位由于摆线齿轮齿形大齿槽宽如前述B5型二差
摆线轮齿宽达“mm成形磨齿时磨削面积大易出
现表面烧伤问题而摆线齿轮磨齿余量大单边
一8一
《机械工艺师》1994.地3050~。7Omm为提高磨削效率需加大磨削深度和提高走刀速度因而更易发生齿面烧伤本文利用重庆大学新研制的GKS型功率监控器对砂轮主轴功率进行监控成功地获得了不发生烧伤前提下的高效磨齿工艺在成形磨齿过程中随着磨削深度的增大走刀速度加快金属磨除率增高磨削力和磨削功率增加磨削温度升高砂轮主轴功率增大当砂轮主轴功率较大时工件和冷却液的散热有限磨削区温度很高达到工件相变温度后便发生表面烧伤由图主轴功率(kw)/尸“产尸产/一/·,尸尸一尸尸沙口一一一I一尹尸一2{一~一一一一一一一/二80100膺削齿数图2磨削深度。05mm0百犷图3进刀速度工一f二o37m/m沁406080100磨例齿数磨削深度。10mm亚一f二O75二/二in皿一f“15m/m谊开一f二3m/min2图3所示砂轮电机功率与磨削长度的关系可见:
随着磨削长度的增加砂轮逐渐磨损砂轮电机功率有规律地增加在大切深快进刀的高效磨削中砂轮磨损加快电机功率增加较大试验表明:当砂轮电
机功率超过skw时便易发生烧伤设置功率监控器的痊制功率在skw能可靠防止
烧伤由于工件磨削余量不均匀粗磨时磨削深度可达。15mm半精磨在。05一。08mm以内走刀速度
在15~3m/min砂轮电机功率在4kw左右可获得高的生产率本文在磨削B5型111双齿差减速机摆线轮时1
次装夹摆线轮3对6片总宽度达12Omm在Y了332
成形磨齿机上一个粗磨工作循环〔
z(七二+td+
七,
)
〕
为6一7min精磨在10min钟左右粗磨进刀3次
(。10一。15m二)半精磨进刀2次(。
05mm
左右)
精磨进刀2次(。01一。oZmm)磨齿时间为5m
in
磨1叠3对BS型摆线齿轮需修整砂轮2一3次修
整时间为4一6min加辅助时间在内约需70min
采
月盘状砂轮展成法磨削二齿差摆线轮由于需经1次分
度2次装夹磨1对齿轮需时4一6五成形磨齿法
提高生产率7一10倍且齿顶过渡圆滑分度误差降低
1倍以上齿形精度提高1倍以上整机噪声降低2
dB磨齿成本降低1倍以上经济效益显著
令全方位设备维修唯有
辈力
新型辈力牌高温系列工业结构胶
耐高沮20℃系列金属坡补胶附高沮
75。℃
特种无机结构胶离强度系列结
构粘接胶美国贝尔佐纳胶粘系列产品
不停车带压堵漏胶
耐高温系列久属填补胶是根据我国冶金石化机械铸造煤炭电子轻工军工等行业设备维修加工诸方面存在的技术间题而研制的它代替了传统的焊铆修补法经济而实用该产品通过北京市科技成果鉴定经航夭
部621所测试证明(以铁基200℃为准)抗剪强度22MPa抗压强度78MPa抗弯强度59MPa硬度10IHB
拉伸
强度55MPa抗冲击力33OJ/cm线胀系数40x1oal抗老化期巧年且耐腐蚀耐湿热耐磨摩擦系数小密封
性能强l”o年曾获北京市科技成果进步奖耐高沮750℃特种无机结构胶经测试压剪强度160~18OMPa扭剪强度80~110MPa抗剪强度大于93MPa其粘接强度优于国内外同类产品
本系列产品应用范围填补各种铸件的气孔砂眼机床导轨划伤,机械零部件尺寸松晃恢复;粘接各种
金属切
wlJ刀具及大型钻头冲压模夹具专用精密t具内供机缸体裂纹.修补暇气片泵箱油雄管道堵漏并备有粘接
陶资玻璃及工程塑料的耐高温耐酸碱结构粘接胶以及在油气水设备渗漏上的综合弹性密封大面积设备防腐涂层橡胶传动带密封圈垫弹性材料粘接
产品品种有金属填补胶(铁铜铝型)通用粘接胶(金属非金属金属与非金屏)耐温125℃160
℃20。℃快
速固化lh常速固化24h耐高温75。℃和170。℃无机结构胶聚硫系列密封胶高性能防腐涂料导电胶等产品技术数据使用说明工艺规格和销售手续函索即寄各企业来京参加培训我部负贵提供咨询服务北京长城机电技术研究所胶粘新材料技术服务部
地址北京市东城区细管胡同56号(北京站乘104路无轨电车至北兵马司站下车航空航天部对面东旺胡同向东到细管胡同)联系人冯国球电话户034058郎编100007传真5227625__
《机械工艺师
》
1994.地3
一9一