钢号字符识别系统方案_武汉大学
- 格式:doc
- 大小:306.00 KB
- 文档页数:7
钢号识别系统总体方案
武汉大学
2008年 06 月 26 日
I 目 录
目 录 ..................................................................... I
工业钢号识别系统总体方案 ..................................................... 1
一.项目总体目标 ............................................................. 1
二.技术方案 ................................................................. 1
2.1 系统工作原理 ..................................................................................................... 1
2.2 图像采集模块 ..................................................................................................... 2
2.2.1 照明系统 ................................................................................................... 2
2.2.2 图像传感器 ............................................................................................... 2
2.3 图像预处理和识别模块 ....................................................................................... 3
2.3.1 图像预处理............................................................................................... 3
2.3.2钢号字符识别............................................................................................. 3
2.4 通讯模块 ............................................................................................................ 4
三.系统主要技术指标 ......................................................... 4
四.项目进度按排 ............................................................. 4
附录 现有工作基础 ............................................................ 5
1. 字符识别 .............................................................................................................. 5
2. 机器视觉 .............................................................................................................. 5
1 工业钢号识别系统总体方案
一.项目总体目标
本项目总体目标是开发一套专用工业零部件钢号自动识别系统,在不改变现有生产流程的条件下,该系统能够实时自动识别工业零件上的钢印编号,并将识别结果输入现场信息管理系统。该系统的最终目标是替代目前采用的人工识别工业零部件钢号的方式,从而提高生产效率,降低误识别率。
二.技术方案
根据系统工作现场实际情况,在不影响正常生产的情况下,采用工业相机获取待识别零部件图像数据,将图像数据经图像采集卡输入计算机。由计算机对零部件的数字图象自动进行钢号图像定位、分割、识别,并将识别结果输出到现场信息。系统采用高分辨率、优像质、高光敏度的工业级相机获取图像数据,结合我们现有在字符识别领域的成果和开发经验,为实现项目总体目标奠定了可靠的基础。
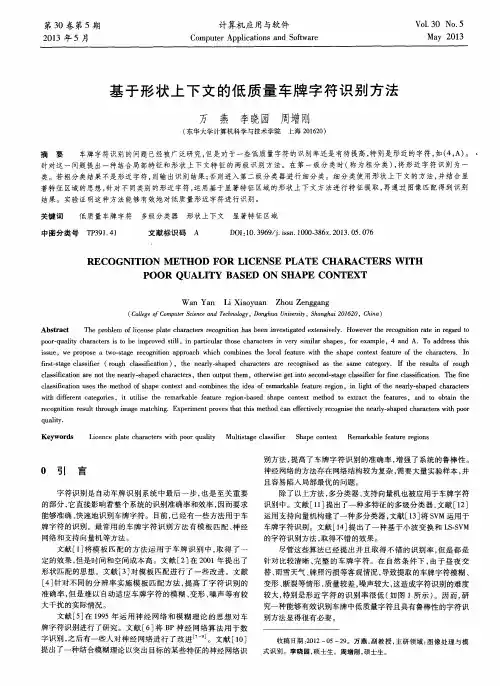
2.1 系统工作原理
系统由图像采集和字符识别两部分组成。应用机器视觉技术,将工业像机安放在生产流水线工作台下方,对在视场范围内的零部件钢号图像进行实时采集,将光学图像转换为电子图像。然后,电子图像经高速图像采集卡转换为数字图像输入计算机。计算机钢号图像数字图象进行预处理、定位,分割,特征提取,字符识别等过程,检测出零部件上的钢号。将检测结果显示给操作人员,并输入现场信息系统。系统原理框图如下。
像机工
件预处理特征提取特征选择钢号识别 现场信息管理系统
图1 系统组成与工作原理
2 2.2 图像采集模块
图像采集模块负责完成将钢号的光学图像转换为数字图像的工作。图像获取质量的好坏直接影响到整个系统的性能。影响获取图像质量的主要因素是外界光照和图像传感器的质量。
2.2.1 照明系统
本项目的工作环境是在生产流水线上对金属零部件表面的钢号进行识别。金属表面光洁度高,反射系数大,直接采用环境光照明会产生高亮度反射,使得钢号图像和背景混跌在一起,无法识别。另一方面,环境光的亮度变化较大,现有图像传感器在环境光照的变化范围内难以获取高质量的图像。因此在本项目中使用光源提供的灯光照明来提高图像的亮度和对比度,并且可以保证光照亮度变化范围在图像传感器的动态范围以内,避免光照过亮或过暗带来的问题。根据机器视觉照明设计的原理,结合本项目的实际情况,采用如图1所示的低角度暗场照明。这种照明方式中,入射光在光滑表面以相同角度反射而错过镜头形成较暗的背景,具有漫反射特性的钢号目标则将一部分光反射入镜头成为亮的图像。这种照明方式可以保证目标和背景具有较大的反差,为后续钢号识别提供优质图像。
2.2.2 图像传感器
图像传感器是钢号识别系统获取图像的关键部件,它将被处理目标的光学图像转化为成为视频的电信号,这个信号经A/D转换后送入计算机进行处理、分析、就可以识别目标物体。目前,图像采集可以采用CCD图像传感器或CMOS数字图像传感器来实现。
CCD图像传感器具有体积小、重量轻、分辨率高、灵敏度高等特点,在基于图像的模式识别系统中得到广泛应用。针对图像识别物体大多为运动物体,电子快门、外触发扫描再启动、逐行扫描以及通过串行总线对像机进行远距离调节和控制等功能的出现极大促进了CCD图像传感器在图像模式识别中的应用。基于CCD图像传感器的特点,结合本项目的应用需求,我们选用基于CCD图像传感器的工业像机获取待识别钢号图像。像机输出的视频信号经图像采集卡进行A/D转换为数字图像后就可以进行图像分析,识别。
整个图像采集模块包括照明系统和工业像机封装在金属壳体内,然后作为一个整体安装在流水线工作台的下方,当待识别的零部件从工作台上方经过时,自动获取图像进行识别,不影响生产的正常进行。
3 2.3 图像预处理和识别模块
图像预处理和识别模块是钢号自动识别系统的核心,它将采集得到的数字图像进行预处理、分析、分类给出最终钢号识别结果。
2.3.1 图像预处理
由图像获取系统得到的数字图像除了我们感兴趣的钢号字符图像外,还包含背景图像。因此首先需要从整个图像中找到钢号字符图像所在的位置,然后从整个图像中取出感兴趣的钢号字符图像。对钢号字符图像进行灰度拉伸,增强钢号字符目标和背景的反差。为便于后续识别,需要对钢号字符图像的方向进行调整,使得整个钢号字符图像处于水平方向。
识别是对单个钢号字符的识别。因此要完成整个钢号图像的识别,还需要对钢号字符图像进行字符切割得到单个的字符图像,最终实现对单个字符的识别。整个预处理过程如下图所示。
2.3.2钢号字符识别
本模块完成单个钢号字符的识别。目前字符识别的算法很多,根据本项目字符数目较少的特点,我们选择目前比较成熟的基于模拟人类学习的神经网络分类器完成对单个字符的识别。
基于神经网络的字符识别系统包括字符图像特征提取、特征选择、神经网络结构设计、结构参数估计等组成部分。字符识别系统的设计包括系统训练和识别两个步骤。系统训练就是通过识别结果已知的样本图像来估计神经网络参数。当图2 图像预处理 字符图像定位 反差增强
字符切割
4 网络参数确定后,就可以完成对待测试图像的分类识别。具体而言,系统设计分以下三个阶段进行。
① 收集与设计钢号字符图像的样本集,确定系统训练与测试的数据库。
② 基于图像分析理论确定样本集字符图像特征选择与提取方法。
③ 基于字符特征进行网络结构优化,估计网络参数。
2.4 通讯模块
本模块完成字符识别系统和现场信息管理系统的数据通讯。本系统采用TCP/IP协议与现场信息管理系统进行通讯,经钢号识别结果输入现场信息管理系统。
三.系统主要技术指标
本系统能够在不影响现有生产设备的条件下,对生产线上的工业零部件钢号进行自动识别,其主要技术指标如下:
① 识别率:零部件钢号识别率达100%,拒识率5%以内;
② 响应速度:识别速度每件10秒,其他操作合计30秒;
③ 运行时间:系统24小时连续运行;
④ 通信功能:通过计算机网络可与现场信息管理系统实时交换数据。
四.项目进度按排
第一阶段:2008年7月 — 2008年7月中旬。图像采集系统设计,加工,调试。
第二阶段:2008年7月下旬 — 2008年8月。收集字符样本;完成字符特征库的建立。
第三阶段:2008年8月 — 2008年8月中旬。完成识别软件系统第一版开发,基本达到系统规定的技术指标。。
第三阶段:2008年8月下旬 — 2008年9月。进行系统修改与完善,全面完成系统规定的各项技术指标,完成系统的验收