多工位级进模的排样设计(一)[知识研究]
- 格式:ppt
- 大小:20.32 MB
- 文档页数:31
![多工位级进模的排样设计(一)[知识研究]](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/51ae38f8f5335a8103d2201a.webp)

第8期 2011年8月 机械设计与制造
Machinery Design&Manufacture 235
文章编号:1001—3997(2011)08—0235—02
内撑板件多工位级进模设计术
崔旭刘占军高铁军
(沈阳航空航天大学航空宇航工程学院,沈阳l 10034)
Design for multistage progressive die of inner supporting board
CUI Xu,LUI Zhan-jun,GAO Tie-jun
(College ofAerospace Engineering,Shenyang University ofAeronautical Engineering,Shenyang 110034,China)
》 【摘要】分析了内撑板件的冲裁、弯曲生产.T-艺,介绍了其特殊级进模总体结构。为保证孔同轴
}度,采用提高导正销送进精度的方法解决。下模卸料结构,采用在弯曲凹模板上设置托块,相当于套式{
浮顶器,起浮顶托料的作用。论证了其排样方案选择的正确性,制件的冲裁工序采用分步进行,降低了!
}复杂凸模制造难度,提高了模具寿命。采用侧刃加导正销形式定位,精度较高。采用双侧载体连接桥方
式连接,稳定性好。采用补偿法达到了控制制件弯曲回弹的目的。实践证明:该模具结构详细、清晰、可
靠,加工质量好,生产效率高,对此类零件的级进模设计有重要参考价值。
关键词:内撑板件;级进模结构:排样设计 {
【Abstract】The productive technology of the inner supporting board including blanking,bending is :analyzed,and the。 erdl struct re ofpanic lar pr。gressive e is introduced elLTo e re the hofe:
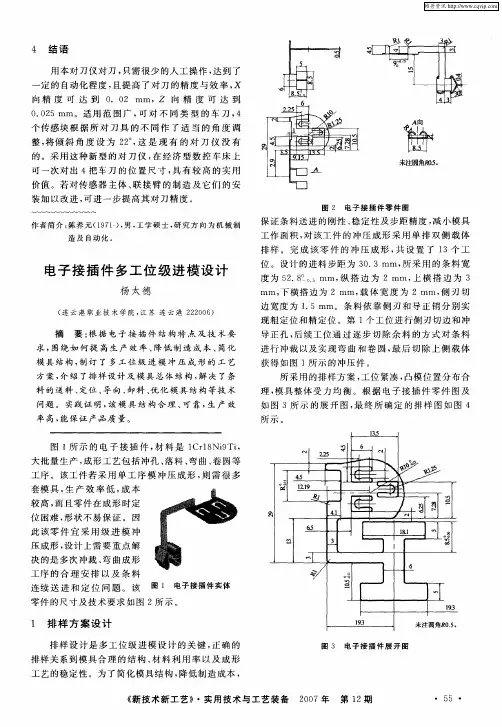
4 结语 用本对刀仪对刀,只需很少的人工操作,达到了 一定的自动化程度,且提高了对刀的精度与效率,x 向精度可达到0.02 mm,Z向精度可达到 0.025 mm。适用范围广,可对不同类型的车刀,4 个传感块根据所对刀具的不同作了适当的角度调 整,将倾斜角度设为22。,这是现有的对刀仪没有 的。采用这种新型的对刀仪,在经济型数控车床上 可一次对出4把车刀的位置尺寸,具有较高的实用 价值。若对传感器主体、联接臂的制造及它们的安 装加以改进,可进一步提高其对刀精度。 作者简介:陈养元(1971),男,工学硕士,研究方向为机械制 造及自动化。 电子接插件多工位级进模设计 杨太德 (连云港职业技术学院,江苏连云港222006) 摘要:根据电子接插件结构特点及技术要 求,围绕如何提高生产效率、降低制造成本、简化 模具结构,制订了多工位级进模冲压成形的工艺 方案,介绍了排样设计及模具总体结构,解决了条 料的送料、定位、导向、卸料、优化模具结构等技术 问题。实践证明,该模具结构合理、可靠,生产效 率高,能保证产品质量。 图1所示的电子接插件,材料是1Crl8Ni9Ti, 大批量生产,成形工艺包括冲孔、落料、弯曲、卷圆等 工序。该工件若采用单工序模冲压成形,则需很多 套模具,生产效率低,成本 较高,而且零件在成形时定 位困难,形状不易保证。因 此该零件宜采用级进模冲 压成形,设计上需要重点解 决的是多次冲裁、弯曲成形 工序的合理安排以及条料 连续送进和定位问题。该 图1 电子接插件实体 零件的尺寸及技术要求如图2所示。 1排样方案设计 排样设计是多工位级进模设计的关键,正确的 排样关系到模具合理的结构、材料利用率以及成形 工艺的稳定性。为了简化模具结构,降低制造成本, 未注圆角
图2电子接插件零件图 保证条料送进的刚性、稳定性及步距精度,减小模具 工作面积,对该工件的冲压成形采用单排双侧载体 排样。完成该零件的冲压成形,共设置了13个工 位。设计的进料步距为30.3 mm,所采用的条料宽 度为52.8 mm,纵搭边为2 mm,上横搭边为3 mm,下横搭边为2 mm,载体宽度为2 mm,侧刃切 边宽度为1.5 mm。条料依靠侧刃和导正销分别实 现粗定位和精定位。第1个工位进行侧刃切边和冲 导正孔,后续工位通过逐步切除余料的方式对条料 进行冲裁以及实现弯曲和卷圆,最后切除上侧载体 获得如图1所示的冲压件。 所采用的排样方案,工位紧凑,凸模位置分布合 理,模具整体受力均衡。根据电子接插件零件图及 如图3所示的展开图,最终所确定的排样图如图4 所示。

模具技术2013.No.5 29
文章编号:1001—4934(2013)05—0029—04
壳体零件多工位级进模设计
张燕琴
(东莞职业技术学院机电工程系,广东 东莞 523808)
摘 要:分析了壳体零件的冲压成形工艺,介绍了零件的工步排样设计、模具的总体
结构及关键工位的设计。模具设计采用内外精密导向机构,关键零件设计成镶块式结
构。实践表明,排样方案可行,模具结构合理,工作平稳,使用方便,制件质量稳定,生
产效率高。
关键词:壳体;级进模;模具结构;设计
中图分类号:TG 386.2 文献标识码:B
Multi—position progressive die design for shell part
ZHANG Yan—qin
Abstract:Shell part stamping technology was analyzed.Strip layout design,total structure
of the die and the key station design were introduced.Internal and external precision guide
mechanism is applied in die design and key parts were designed as inserts.Practice has
proved that the layout design is feasible and the die structure is reasonable.The die is
operating conveniently,working smoothly and of stable part quality and production effi-
ciency.
Keywords:shell;progressive die;die structure;design
衔铁多工位级进模设计
摘要:多工位级进模是在普通模具的基础上发展起来的一种高精度、高效率、长寿命的模具。是技术密集型模具的总要代表,是冲模的发展方向之一。在模具设计前必须对工件进行全面的分析,然后确定工件的冲压成型方案,正确设计模具的结构和模具零件的加工工艺规程,以获得最佳的技术经济效益。
本次设计的零件为板料冲裁弯曲件—衔铁,衔铁采用的材料为电工纯铁DT2,厚度1mm保证了足够的强度和硬度。该零件的外形简单,利于合理排样、减小废料。此材料具有良好的塑性及较高的弹性、较高的冲裁性和良好的弯曲性。
关键词:级进模;冲裁;弯曲;排样;设计
Design of The Multi-Position Progressive Die For
The Armature Iron
Abstract : Multi-position progressive which is developed on the basis of the general mold is
a mold of high precision, high efficiency, and high durability. Multi-position progressive that
is the development of mold is the present of technology-intensive mol. A
comprehensive analysis of the workpiece must be made before the mold design. Making
a workpiece program and designing the structure correctly after the analysis.
The parts of the design is bengding sheet metal parts-the armature iron that is