PVC型材的混料及其操作规程
- 格式:docx
- 大小:107.18 KB
- 文档页数:5
PVC型材的混料及其操
作规程
Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
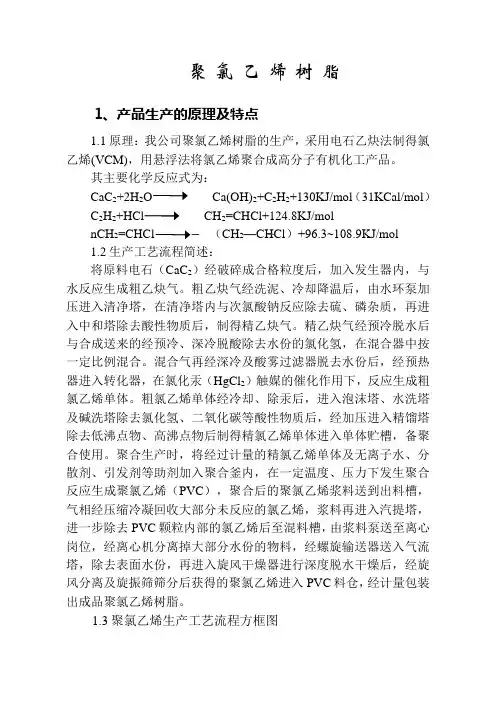
PVC型材的混料及其操作规程
PVC型材挤出工艺主要有混料、挤出、真空冷却定型等3
个步骤组成。混料括配料、热混、冷混以及废料的回收与
掺混等。
混料是生产PVC型材的第1道工序,具有十分重要的作
用。在挤出过程中,一般采用锥形双螺杆挤出机,其正位输
送作用远大于对物料的混合作用,因此各种助剂的均匀混合
和混炼主要由挤出之前的混料来完成。因此,德国某专家
说:“好的混料设备可以补偿塑化性能差的挤出机,但塑化
性能再好的挤出机也不能弥补混料设备较差带来的影
响。”
1 配料及其操作规程
配料就是严格按配方组分、用量的要求,采用不同精度的
计量器具,准确对生产所需的各种原料进行称重、配比。配
方组分、用量是经过多次严格试验得出的,用量过大会增加
成本,用量过少会影响PVC型材的性能,因此如果配料工作
出现差错,对PVC型材质量影响极大。
配料的操作规程如下:
(1)工作期间一定要穿戴工作服,严禁携带任何与工作无关
的杂物,以免工作时掉入配料桶内。
(2)做好操作前的准备工作,各类助剂应开包检验,原料码
放一定要整齐、有序、对号入座。
(3)对各类原料的颜色、粒度、流动性(手感)、用量标准
一定要十分清楚。
(4)不同原料要采用不同精度的计量仪器。用量较大的(如
稳定剂、冲击改性剂、白粉、碳酸钙等)可用精度为10 g
的电子秤计量;用量较小的(如加工助剂、润滑剂、色母
料、抗氧剂等)必须用精度为1 g的电子秤计量。计量偏
差:CaCO3≤50 g,UV-531、抗氧剂≤0. 1 g,其他物料≤5
g。
(5)严格按制定好的程序操作,严防遗漏或重复计量。
(6)配料时应轻拿轻放,不得将物料泄漏到地面或扬起粉尘,
污染环境。
(7)电子秤等计量仪器一定要定期检查、维护和检验,发现
问题应及时处理或更换。工作完毕后一定要清理黏附在仪
器上的浮料,以免影响计量仪器的准确性。
(8)应不定期复核配料质量,对于计量不合格的原料,应作
为废料处理,不可混入已称量合格的原料中。
(9)每班次的配料要有详细记录,包括原料牌号、产地、配
料量、操作人员等。特别是新进厂的原料,一定要详细记录,
以便验证其性能。
(10)配料工作完成后,各类原料一定要进行封存处理,并核
对称量的助剂量及剩余的助剂量是否与助剂总量相符,防止
出现漏配或重复配料现象。
2 热混与冷混
2·1 热混技术原理
2. 1. 1 热混过程
热混不是物料简单的混合、搅拌过程,是配方中不同组分
与用量的物料,在高速旋转的搅拌桨叶推动下,沿混料机内
壁急剧散开,并从机内中心部位落下,形成漩涡状运动的过
程。在物料与搅拌桨叶以及混料机内壁相互撞击、磨擦而
产生的剪切作用下,物料由固体、单相、不均态向多相、均
态、部分凝胶态转化,而且物料温度不断上升, PVC颗粒和
其他组分不断相互渗透, PVC颗粒面逐渐吸收或吸附稳定
剂、润滑剂等,可通过表观密度的增加来衡量密实度。通常
PVC树脂的表观密度仅为0. 45~0. 55 g/cm3,而热混料表
观密度可增大至0. 63~0. 70 g/cm3。
热混过程包括扩散、对流、剪切3种作用过程。扩散作用
使物料组分之间的分布更均匀,使组分微粒从较多的区域向
较少的区域迁移,从而达到组成均一;对流和剪切都是利用
机械力作不规范流动,使物料组分达到均匀分散。
随着温度的不断升高, PVC粒子不断吸收稳定剂、润滑剂
等,逐渐被各组分包覆;当物料温度升至100℃左右时,很容
易除去PVC及助剂中的水分和其他易挥发物,避免了在挤出
过程中产生气泡;当物料升至110~120℃时,可形成均匀、稳
定的干混粉料。