Moldflow阀浇口使用技巧
- 格式:pdf
- 大小:111.97 KB
- 文档页数:3


Moldflow–基本操作Moldflow是非常流行的注塑模拟软件,它可以帮助用户分析塑料零件的注塑成型过程,从而优化设计和生产过程。
本文将介绍Moldflow的基本操作,包括软件的安装、工程建立、材料设置、网格划分、条件设置、结果分析等方面。
安装MoldflowMoldflow软件必须从Autodesk官网进行购买或试用下载。
下载完成后,按照提示进行安装,一般无需更多复杂的设置。
工程建立打开Moldflow软件后,选择“Create a new project”选项,然后选择“Injection Molding Analysis(注塑成型分析)”作为项目类型。
接着输入项目名称,选择热流道或冷却系统,再选择塑料材料和单位。
这些设置可根据具体项目而定。
材料设置在Moldflow中,重要的材料参数包括熔体流动指数(MFI)、密度、乳胶积水率等。
用户可以选择已经预设好的材料库中的材料,也可以自己添加材料并设置参数。
网格划分网格划分是Moldflow中重要的一步,它决定了注塑成型过程的精度。
在进行网格划分时,需要考虑零件的复杂程度和几何形状、注塑成型过程中的温度变化、材料流动等因素。
通常来说,网格划分的密度越大,分析结果精度越高,但也会增加计算时间和资源消耗。
用户可以根据需要进行网格密度的调整。
条件设置在进行分析前,需设置注塑成型过程中的温度、压力、注塑速率、模具温度等条件。
这些重要的条件设置会影响注塑成型的过程和结果,因此需要进行严密的分析和调整。
结果分析Moldflow分析完注塑成型过程后,会提供各种结果图表和数据报告,包括充模情况、气流情况、成型缺陷等。
用户需要根据结果尽可能地优化注塑成型过程,以达到最优的设计和生产效果。
Moldflow是一款功能强大的注塑模拟软件,在塑料零件的设计和生产领域得到了广泛的应用。
本文介绍了Moldflow的基本操作,包括软件的安装、工程建立、材料设置、网格划分、条件设置、结果分析等方面。

1.用Pro/Engineer来造型,生成stl格式 2.导入moliflow,然后网格划分 3.网格统计: 4.选择材料:材料选择ABS F303 如图: 5.复制几个 6.分析 6.1首先选择最佳浇口位置分析 如图所示
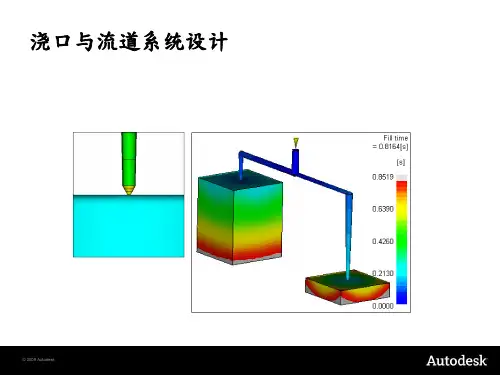
6.2建立流道向导系统 6.3然后充填分析 1.填充时间(如下图) • 该浇注系统的填充时间为3.463 • 有此项也可以看出塑料熔体在型腔内填充的整个过程
2.锁模力(如下图) • 由此看出注射整个过程锁模力随时间的变化情况。 • 最大锁模力40T,故所选的注射机锁模力必须大于40T 3.熔接痕(如下图) 由显示的结果可见,采用这样的浇注系统其熔接痕不理想,影响制品的质量。 改善:①提高熔体温度和模具温度②增加螺杆速率③改进浇注系统的设计
4.气穴(如下图) • 图中紫红色处即为气穴,气穴多质量下降,会引起浇注不足 • 改善方法:①平衡流长②修改浇注系统,使制件最后填充位置位于容易排气的区域③利用顶杆排气 结论 由以上各项看出,本次分析的结果并不理想,浇注系统设计的不合理,熔接痕明显,气泡多,这些都影响制品的质量。因此,必须对浇注系统进行改进。目的是提高生产效率,其中最重要的是缩短成型周期的各部分时间(注射,保压,冷却,开模,取件各部分时间),但必须考虑制品的质量 以下分析改进后的模型,为进行其他分析,建立了冷却系统。 7、建立冷却系统 7.1冷却系统设计 1)建立管道和软管,制件厚小于2mm时,水管直径取8~10mm;制件厚度小于4mm,
取10~12mm,制件厚小于6mm,取12~15mm. 因为壁厚为2.所以直径选择8mm 2)用先建线,设置属性为冷却水管的方法来创建、先创建节点,然后偏移,画直线,改
变其属性
3)生成网格 4)设置冷却液入口 8、下面进行充填,冷却,翘曲分析 Flow分析 1) Clamp force看最大锁模力(选设备)
由图看出,最大的锁模力为50T,注射机的锁模力必须能够大50T 2) Weld lines是否影响强度、外观(浇注系统设计、工艺设计) 3) Air traps气穴是否影响充填、烧焦(浇注系统设计)