振动时效处理
- 格式:docx
- 大小:54.00 KB
- 文档页数:2
振动时效安全操作及保养规程摘要近年来,振动时效设备在机械工业中得到了广泛的使用。
然而,在使用振动时效设备的过程中,由于使用不当或保养不当,造成了很多的安全事故。
为此,本文将详细介绍振动时效设备的安全操作及保养规程,以提高振动时效设备的使用效率及安全性。
一、安全操作规程1.1 运行前的检查振动时效设备使用之前应进行检查。
1.检查设备的所有接线是否牢固。
2.检查设备的供电电压是否符合要求。
3.检查设备的安全保护措施是否齐全有效。
4.检查设备的仪器指示是否正常。
1.2 运行时的安全操作在运行时应注意以下几点:1.在使用设备之前应确认设备的所有接线正确接好。
2.在使用设备之前应确认设备的供电电压符合要求。
3.在使用设备过程中,应注意不要超负荷使用设备。
4.在使用设备过程中,应及时进行接线或接插件的更换并确认操作正确。
1.3 关机后的处理在关机后应进行处理:1.拔下所有的接线插头。
2.关闭设备电源,并拔掉设备电源插头。
3.清洁设备表面及设备周围环境,尤其是桌子表面。
二、保养规程2.1 内部维护1.定期进行设备内部的清理工作。
2.定期进行设备接线端按键开关以及指示器外观的清理。
3.定期检查设备接线端口是否正常,有无断裂、氧化现象。
4.定期检查设备的供电电源是否接好且正常。
2.2 外部维护1.定期进行设备外表的擦拭清洁工作。
2.定期检查设备外表面覆层以及方位标志是否正常。
3.定期检查设备测头以及端口是否干净卫生。
2.3 检验和校准1.在使用一段时间后,应对设备进行检验和校准。
2.如果检验或校准有问题,请及时找专业人士进行修理,不要私自操作。
三、小结振动时效设备是一种广泛使用的机械设备,在使用过程中需要注意其安全操作规程及保养规程,才能确保其正常使用及安全性。
通过对设备进行定期的维护及检验,可以延长设备的使用寿命,减少设备故障的发生,提高使用效率,并确保使用过程中的安全性。
W el di ng T echnol ogy V01.42N o.5M ay.2013焊接质量控制与管理67文章编号:1002—025X(2013)05—0067—03不同振动时效处理工艺对焊接构件残余应力的影响徐玉强,马洪伟,钱辉,李顺兴,耿建成(海洋石油工程股份有限公司.天津300452)摘要:振动时效技术是通过引起焊接构件的共振达到调整构件内部残余应力的新技术,具有适用性强、耗能低等特点,有着广泛的应用前景。
本文通过测试采用不同振动时效处理工艺后海洋平台用D36钢焊接试件的焊后残余应力及角变形.对比分析了在焊接过程中不同阶段进行振动时效处理对焊接构件残余应力和角变形的影响。
试验结果显示,采用“焊时振动”处理工艺时的角变形最小,而采用“层间振动”处理工艺可以获得最好的应力消除效果。
为不同振动时效处理工艺应用于减小焊接构件残余应力和焊后变形提供了试验理论依据.关键词:D36钢;振动时效;焊接构件;残余应力;角变形中图分类号:T G404文献标志码:B0序言焊接过程是非稳态的加热过程。
在不均匀温度场的作用下,焊接构件局部产生压缩塑性变形,当焊接过程结束后.将产生残余焊接应力与焊接变形…。
构件的残余焊接应力及焊接变形降低了构件的加工精度和尺寸稳定性,因此,实际加工过程中需要采取相应的措施减小焊接残余应力和焊接变形。
以达到稳定构件尺寸和满足加工精度要求。
这些方法包括预拉伸法[2]、焊后碾压及随焊碾压法[3--4]、温差拉伸法㈣以及利用特定温度场进行焊接变形控制的定应力无变形法㈣等。
但当构件结构复杂时,无论采用机械方法还是利用温度场进行变形控制的方法都难以在实际构件上应用。
振动时效是一种新型调整焊接残余应力和焊接变形方法。
将振动时效与焊接相结合的方式有2种.即焊接过程中振动和焊后振动。
目前,关于海洋平台用D36钢焊接构件振动时效消除残余应力和减小焊接变形方面的研究较少。
本文采用4种不同振动时效处理工艺对D36钢焊接构件进行处理,对比了4种工艺条件下构件残余应力与变形的情况.为振动时效处理技术在海洋平台焊接构件中的应用提供了收稿日期:2013一O l—O l 试验基础。
时效处理时效处理:指合金工件经固溶处理,冷塑性变形或铸造,锻造后,在较高的温度或室温放置,其性能、形状、尺寸随时间而变化的热处理工艺。
人工时效处理:采用将工件加热到较高温度,并较短时间进行时效处理的工艺。
自然时效处理:将工件放置在室温或自然条件下长时间存放而发生的时效现象。
振动时效:从80年代初起逐步进入使用阶段,振动时效处理在不加热也不像自然时效那样费时的情况下,给工件施加一定频率的振动使其内应力得以释放,从而达到时效的目的。
时效处理的目的,消除工件的内应力,稳定组织和尺寸,改善机械性能等。
人工时效处理,即热处理存在着能耗大、成本高、大工件无法处理等弊端。
自然时效时间长,效率低,仅能使应力消除2~10 %。
振动时效工艺,主要将其用于消除焊接构件的残余应力,增加焊接结构的尺寸稳定性。
由于振动时效具有设备简单、处理时间短、节省能源、对稳定工件尺寸和消除残余应力作用显著等特点,近年来得到了较广泛的应用。
振动时效是“锤击松弛法”(敲击时效)的发展。
振动时效过程中,采用激振装置对应力工件施以循环载荷,利用周期性的动应力(激振力)与构件残余应力叠加达到材料的屈服应力,使构件共振并产生局部塑性变形,这种塑性变形往往首先发生在残余应力最大处,使残余应力松弛和释放、尺寸稳定,从而达到时效目的。
振动时效是热处理的补充和发展,可在很大范围内代替热处理。
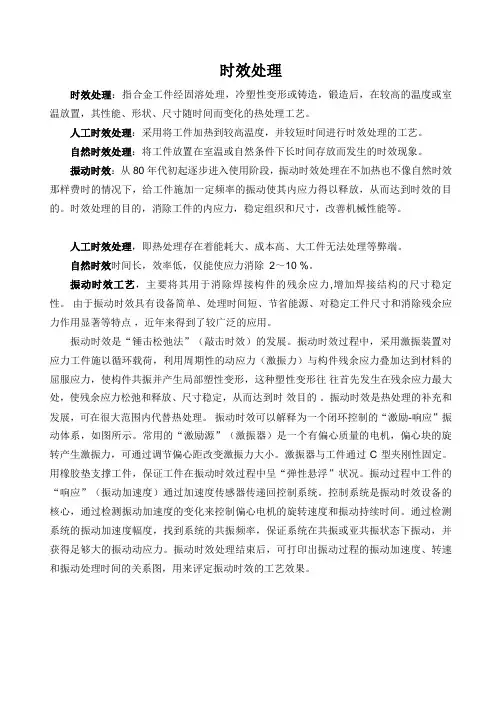
振动时效可以解释为一个闭环控制的“激励-响应”振动体系,如图所示。
常用的“激励源”(激振器)是一个有偏心质量的电机,偏心块的旋转产生激振力,可通过调节偏心距改变激振力大小。
激振器与工件通过C型夹刚性固定。
用橡胶垫支撑工件,保证工件在振动时效过程中呈“弹性悬浮”状况。
振动过程中工件的“响应”(振动加速度)通过加速度传感器传递回控制系统。
控制系统是振动时效设备的核心,通过检测振动加速度的变化来控制偏心电机的旋转速度和振动持续时间。
通过检测系统的振动加速度幅度,找到系统的共振频率,保证系统在共振或亚共振状态下振动,并获得足够大的振动动应力。
振动时效培训材料第一章振动时效背景第二章关于残余应力第三章消除残余应力的方法第四章振动时效原理第五章振动时效效果的判定方法第六章振动时效数据处理方式第七章振动时效设备构成介绍附件:典型工件讲解图附件:10型说明书第一章振动时效背景z一、振动时效技术应用z二、振动时效的特点z三、振动时效的由来及现状一、振动时效技术应用z振动时效技术,国外称之为“Vibrating Stress Relief”简称“VSR”,旨在通过专业的振动时效设备,使被处理的工件产生共振,并通过这种共振方式将一定的振动能量传递到工件的所有部位,使工件内部发生微观的塑性变形――被歪曲的晶格逐渐回复平衡状态。
位错重新滑移并钉扎,从而使工件内部的残余应力得以消除和均化,最终防止工件在加工和使用过程中变形和开裂,保证工件尺寸精度的稳定性。
二、振动时效的特点z 1.时效效果好z 2.灵活性强z 3. 彻底解决了热时效炉窑的环境污染问题z 4.投资少z 5.节能显著z 6.效率高z7.特别是不宜高温时效的材料和零件的消除应力处理z表一振动时效与热时效特点比较消除应力方式热时效振动时效应力消除30-80%30-90%能源消耗能耗高300~500元/吨比热时效节能95%尺寸稳定性较好比热时效提高30%以上时效周期48-96小时20—50分钟环境保护烟气粉尘废渣排放无污染抗变形能力比时效前有所降低比热时效提高30-50%时效变形较大可忽略不计时效氧化有无大型工件无法进炉处理可方便就地处理工序安排须在精加工前可排在任何工序之前三、振动时效的由来及现状z 1.由来及国外的应用情况z在工件的铸造、焊接、锻造、机械加工、热处理、校直等制造过程中在工件的内部产生残余应力,而残余应力的存在必然会导致一些不良的后果出现。
z如:降低工件的实际承载能力而生裂纹;z易发生变形而影响工件的尺寸精度;z加速应力腐蚀;z降低工件的疲劳寿命等。
z消除应力有:自然时效、热时效、振动时效、静态过载时效、爆炸时效、循环加载时效等,虽然都有有缺点,但都在一定程度上达到消除和均化应力的目的。
焊接构件的振动时效技术焊接构件的振动时效技术是对已焊接成型的构件进行振动处理,用以降低和均化由於焊接造成的残余应力。
而振动焊接是首先将被焊部件进行振动,且边振动边焊接,直到焊完为止。
这种振动是在肯定频率范围内的稍微振动,其作用如下:首先,当焊缝金属在熔溶状态时,振动可以使组织发生变化,晶粒得以细化。
焊缝晶粒细化必将使材料力学性能得到提高;其次在有温度作用下,焊缝处材料屈服极限很低,因此振动很简单使热应力场得到缓解,极易发生热塑性变形,而释放受约束应变,使应力场梯度削减,故使最终的焊接残余应力得到降低或均化;第三由于振动,在结晶过程中使气泡杂质等简单上浮,氢气易排解,焊缝材料与母材过渡连接匀称、平缓,降低应力集中,提高焊接质量。
因此振动焊接可以有效地防止焊接裂纹和变形,提高构件的疲惫寿命,增加机械性能。
振动焊接技术是在振动时效技术基础上进展起来的。
但振动焊接技术的作用明显优於振动时效技术。
振动时效技术是在构件焊好后使用的处理技术,只能对焊接残余应力起到降低和均化作用,而振动焊接技术从焊接开头就起到细化晶粒的作用,接着在热状态下通过热塑性变形来调整应变而降低残余应力。
因此,可以说振动焊接从一开头就起到了防止焊接裂纹和削减变形的作用。
提高焊接质量是优於振动时效技术的最突出优点。
做为振动焊接,它并不要求构件必需达到共振状态,只要达到某一频率范围内且具有肯定的振幅就可以,因此振动焊接技术可以在任何构件上应用。
特殊是在大型结构件焊接修复时,振动焊接就完全可以实现,焊后不再使用热时效处理。
在这里必需说明的是"振动焊接技术'包括两个方面,即"焊接技术'与"焊接振动技术'两个内容。
这里说的"焊接技术'就是正常的焊接技术,而"焊接振动技术'就是在焊接过程中依据不同构件施加一种不同参数的机械振动。
这一章就是讨论关於"振动焊接'的作用和"振动焊接'的工艺参数选择原理。
*******有限公司一、目的:为适应客户需求对*********产品进行振动时效理。
二、范围:*******有限公司产品。
三、依据:**********有限公司《关于*********的通知》。
四、职责:1、铸造车间负责产品振动时效操作及时效后的产品标识。
2、质检部负责振动时效的检查及相关数据的收集储存。
3、销售部负责与客户间关于振动时效处理信息的传递。
五、要求及方法:1、铸造分厂按照产品要求对相关产品进行振动时效处理。
2、产品在时效前必须确认每件产品与工作台连接紧固,时效感应装置应当放置在距离振动电机较远且振动强度较低的产品上,操作过程中不得接触振动平台及感应装置。
3、在时效过程中确认振动曲线完整、记录完善,振动曲线显示接近直线时视为振动有效否则需重新操作。
4、参数曲线观测法4.1、可根据振动时效中打印的时效曲线(a—t曲线表示加速度—时间)或振后扫频曲线(a—n曲线表示加速度-转速)相对振前扫频曲线的变化来监测。
4.2、参数设定值:时间:35分钟,起始转速值2800-3200、终止转速值4600-5200,曲线图分为:时效前曲线,时效曲线,时效后曲线图。
4.3、出现下列情况之一时,即可判断工件已达到了时效效果;a ) a—t曲线上升后变平;b ) a—t曲线上升后下降后变平;c) a—n曲线振后加速度峰值比振前高;d) a—n曲线振后的共振频率比振前变小;e ) a—n曲线振后比振前宽带变窄;f ) a—n曲线共振峰有裂变现象发生;5 时效完成后由振动时效操作人员在毛坯外圆刷漆部位用白色广告色做“Z”标识,标识大小为30—50mm。
6 时效完成后操作人员将打印出来的曲线记录收集并转交给质检部毛坯检验人员,由质检部毛坯检验人员检查曲线的有效性,判定产品合格或返工,合格产品开具《毛坯检验单》。
每班由毛坯检验人员负责将曲线记录交回质量统计人员保管,曲线记录保管期限为3年。
7 销售部依据客户要求可向质检部质量统计索取振动时效曲线记录并移交给客户。
振动时效什么是振动时效?振动时效是一个材料科学的概念,指的是在振动载荷下,材料的性能随时间发生变化的现象。
当材料长期暴露在振动环境中时,其性能可能会逐渐退化,导致材料的可靠性降低。
振动时效是一种物理现象,普遍存在于各种材料中,尤其是金属材料。
振动时效对于很多行业都是一个重要的考虑因素。
在航空航天、汽车、电子设备等领域,材料的可靠性对于产品的安全性和寿命非常重要。
振动时效会对材料的疲劳寿命产生直接影响,因此,了解和控制振动时效是工程师和科学家们需要重点关注的问题。
振动时效的机理振动时效的机理可以分为两个方面:宏观机械变形和微观材料结构变化。
1.宏观机械变形:材料在振动载荷下会发生宏观的形变和变形。
在振动过程中,材料内部会发生应力的集中和变化,这可能会导致材料产生微裂纹、断裂或变形。
长期以往,这些宏观机械变形会积累并导致材料性能的退化。
2.微观材料结构变化:振动载荷下的材料会发生微观结构的变化。
这些结构变化包括晶粒的析出、晶体的移动、晶格的扭曲等。
这些微观结构的变化会导致材料的力学性能、热学性能和电学性能的改变。
振动时效的影响振动时效对材料的影响主要体现在以下几个方面:1.疲劳寿命:振动时效会缩短材料的疲劳寿命。
在振动环境中,材料会经历往复的应力加载和变形。
这些应力和变形可能会导致材料产生微裂纹,并逐渐扩展至破坏。
振动时效会加速微裂纹的扩展,从而降低材料的疲劳寿命。
2.材料硬度和强度的下降:振动时效会导致材料的硬度和强度下降。
材料在振动载荷下会产生局部应力的集中和变化,这可能导致材料的晶粒发生位错或断裂。
这些破坏会导致材料的硬度和强度降低。
3.材料的电学性能下降:振动时效还会对材料的电学性能产生影响。
材料的微观结构变化会导致电子在材料内部的传导能力下降。
这可能会导致电子元器件的故障和损坏,进而影响整个系统的正常运行。
振动时效的评估和控制为了评估和控制振动时效,工程师和科学家们采取了一系列的方法和措施。
振动时效使用方法1、使用简单,操作仅需4个按键,容易短时间内掌握操作要领。
2、高清晰度液晶屏幕显示,随时掌握时效中应力变化的动态曲线。
3、使用功能包括:全自动、半自动、手动一体式操作程序,功能齐全。
4、自动扫频,自动确认时效处理效果合适与否,并给出修订方案。
5、如设备工作时出现异常形态,设备可自动判断,并给出正确的使用方式。
6、采用成熟的脉宽调频技术,具有极强的抗干扰能力。
7、时效处理中自动选择时效处理点,液晶屏幕显示曲线数据的变化,监测。
8、时效处理结果曲线部分合并显示,方便观察各种数据。
9、故障分析功能如:电流过载、电压过载、转速频率信号故障、线路连接等问题,液晶屏幕会给出清晰问题解决方案,方便使用。
10.高速热敏打印机,可打印曲线数据,方便存档。
11.采用大功率防振永磁无槽直流电机,偏心无极可调。
12.设备体积小,可随时移动到指定地点使用,使用及其方便。
北京上海天津重庆石家庄唐山秦皇岛邯郸邢台保定张家口承德沧州廊坊衡水太原大同阳泉长治晋城朔州晋中运城忻州临汾吕梁呼和浩特包头辽宁:沈阳大连鞍山抚顺本溪丹东锦州营口阜新辽阳盘锦铁岭朝阳葫芦岛长春吉林哈尔滨齐齐哈尔南京无锡徐州常州苏州南通连云港淮安盐城扬州镇江泰州宿迁杭州宁波温州嘉兴湖州绍兴金华衢州舟山台州丽水合肥芜湖蚌埠淮南马鞍山淮北铜陵安庆黄山滁州阜阳宿州巢湖六安亳州池州宣城福州厦门莆田三明泉州漳州南平龙岩宁德南昌景德镇萍乡九江新余鹰潭赣州吉安宜春抚州上饶青岛淄博枣庄东营烟台潍坊威海济宁泰安日照莱芜临沂德州聊城滨州菏泽郑州开封洛阳平顶山焦作鹤壁新乡安阳濮阳许昌漯河三门峡南阳商丘信阳周口驻马店武汉黄石襄樊十堰荆州宜昌荆门鄂州孝感黄冈咸宁随州长沙株洲湘潭衡阳邵阳岳阳常德张家界益阳郴州永州怀化娄底湘西广州深圳珠海汕头韶关佛山江门湛江茂名肇庆惠州梅州汕尾河源阳江清远东莞中山潮州揭阳云浮南宁成都贵阳六盘水遵义昆明曲靖西安西宁银川乌鲁木齐1。
时效的分类,振动的时效以及原理 时效的定义:指金属或合金工件经固溶处理,从高温淬火或经过一定程度的冷加工变形后,在较高的温度放置或室温保持其性能,形状,尺寸随时间而变化的热处理工艺。
一般地讲,经过时效,硬度和强度有所增加,塑性韧性和内应力则有所降低。
含碳较高的钢,淬火后立即获得很高的硬度,但其塑性变得很低。
而铝合金淬火后,强度或硬度并不立即达到峰值,其塑性非但未下降,反而有所上升。
经相当长时间(例如4~6昼夜)的室温放置后,这种淬火合金的强度与硬度显著提高,而塑性则有所下降。
这种淬火合金的强度和硬度随时间而发生显著变化的现象,叫做时效。
时效的分类:时效分为人工时效和自然时效和振动时效三种,室温下进行的时效叫自然时效,在一定温度下进行的时效叫人工时效。
时效处理是把材料有意识地在室温或较高温度存放较长时间,使之产生时效作用的工艺。
第三种方式是振动时效,从80年代初起逐步进入使用阶段,振动时效处理在不加热也不像自然时效那样费时的情况下,给工件施加一定频率的振动使其内应力得以释放,从而达到时效的目的。
时效处理的目的,消除工件的内应力,稳定组织和尺寸,改善机械性能等。
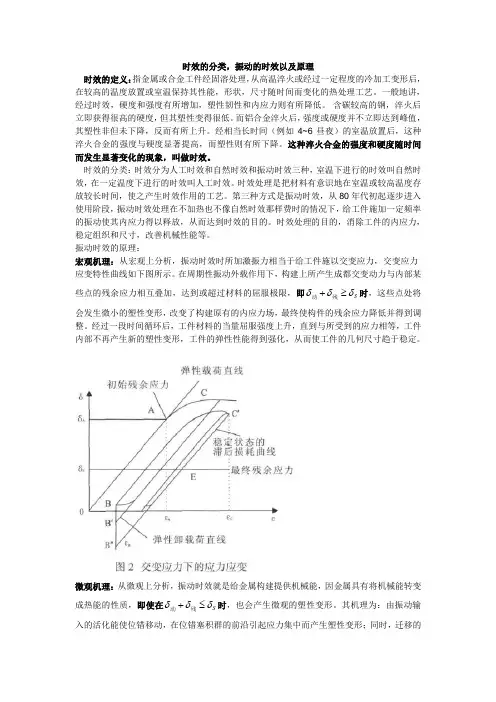
振动时效的原理:宏观机理:从宏观上分析,振动时效时所加激振力相当于给工件施以交变应力,交变应力-应变特性曲线如下图所示。
在周期性振动外载作用下,构建上所产生成都交变动力与内部某些点的残余应力相互叠加,达到或超过材料的屈服极限,即S δδδ≥+残动时,这些点处将会发生微小的塑性变形,改变了构建原有的内应力场,最终使构件的残余应力降低并得到调整。
经过一段时间循环后,工件材料的当量屈服强度上升,直到与所受到的应力相等,工件内部不再产生新的塑性变形,工件的弹性性能得到强化,从而使工件的几何尺寸趋于稳定。
微观机理:从微观上分析,振动时效就是给金属构建提供机械能,因金属具有将机械能转变成热能的性质,即使在S δδδ≤+残动时,也会产生微观的塑性变形。
其机理为:由振动输入的活化能使位错移动,在位错塞积群的前沿引起应力集中而产生塑性变形;同时,迁移的位错切割位错群,以致位错相互钉扎,材料基体得到强化,使松弛刚度增加,工件获得尺寸稳定性。
构件振动时效处理报告单纽威48寸全焊接球阀消除焊接应力的振动时效处理前言苏州纽威阀门股份有限公司生产的48BWP6球阀门。
根据设计部门的要求,需对阀门进行时效处理,用以消除焊接应力。
由于该球阀是将密封材料装好后在进行外部环焊缝焊接,需焊后进行时效处理。
经该公司相关部门研究决定委托大连理工大学采用振动时效进行处理并进行振前、振后残余应力检测,经与大连理工大学相关技术人员共同探讨,认为方案可行,并于2010年6月对该球阀实施振动时效处理和残余应力检测。
一、振动时效处理对金属构件的作用振动时效是对具有残余应力的金属构件进行振动处理,使构件在共振频率下产生振动。
其原理是将一个具有偏心重块的电机系统(称做激振器)安放在构件上,并将构件用弹性物体支撑,通过控制系统控制变频电机的转数输出动应力产生一定的频率与被振构件频率相等时产生共振,经20-50分钟的振动处理,当这个动应力与构件上各点的残余应力相叠加后,大于材料的屈服极限,则在该点出现局部的塑性变形,因而应力得到释放。
所以从原理上来说,降低构件内的残余应力。
应力降低的大小与构件内的残余应力大小有关,应力大则消除应力的效果高,应力小,消除应力的效果也低。
振动时效可以降低应力是显而易见的,其作用有如下几方面:①降低和均化应力,消除应力集中区,防止裂纹。
因为振动过程中残余应力大的点首先进入屈服,所以高应力点下降的比例大,使应力均化程度高,从而降低应力集中而防止裂纹。
②减少或防止构件变形构件的变形是由于残余应力特点造成的,因为残余应力的分布和量值具有很大的随机性,分布不均且量值差别太大,所以容易产生变化,即可变性。
残余应力的变化,必然使构件产生变形,因此在使用前或安装前,通过振动时效使应力降低和均化,必然防止或减少变形。
③提高焊接构件的疲劳寿命,增加使用周期通过大量的实验和实践证明,振动时效可提高焊件的疲劳寿命50%以上,提高使用寿命0.5~1倍。
由于振动时效的上述作用,使该项技术得到厂矿企业和国家的重视和认可,1991年制定了国家行业标准JB/T5928.91,并在1993年被国家科委批准为“国家级科技成果重点推广计划”项目,在全国普及推广。
1 绪论1.1振动时效技术特点金属构件在焊接、铸造、锻造和机械加工等工艺过程中,其内部将产生残余应力,极大地影响了构件的尺寸稳定性、刚度、强度和机械加工性能等。
“时效”是降低残余应力使构件尺寸精度稳定的方法。
目前用于消除残余应力的通用方法有:热时效、自然时效和振动时效。
热时效存在着能耗大、成本高、材料机械性能下降、大工件无法处理等弊端;自然时效时间长,效率低,仅能使应力消除2 %~10 %等弱点。
国外60年代开始研究采用振动时效来消除金属工件内残余应力。
随着研究的深入,振动时效工艺技术便产生并不断改进。
振动时效工艺,国外称为“VSR”方法,是利用共振原理降低和均化金属结构内部残余应力,获得结构尺寸精度稳定的一种新技术,其特点可完全取代传统的热时效和自然时效工艺,具体特点如下:①投资少。
与热时效相比它无需庞大的时效炉,可节省占地面积与昂贵的设备投资。
现代工业中的大型铸件与焊接件如采用热时效消除应力则需建造大型时效炉不仅造价昂贵利用率低,而且炉内温度很难均匀消除应力效果很差,采用振动时效可以完全避免这些问题。
因此目前对长达几米至几十米的桥梁船舶,化工器械的大型焊接件和重达几吨至几十吨的超重型铸件较多地采用了振动时效。
②生产周期短。
自然时效需经几个月的长期放置,热时效亦需经数十小时的周期方能完成。
而振动时效一般只需振动数十分钟即可完成,而且振动时效不受场地限制,可减少工件在时效前后的往返运输,如将振动设备安置在机械加工生产线上,不仅使生产安排更紧凑而且可以消除加工过程中产生的应力。
③使用方便。
振动设备体积小、重量轻,因此便于携带。
由于振动处理不受场地限制,振动装置又可携至现场,所以这种工艺与热时效相比使用简便适应性较强。
④节约能源降低成本。
在工件的共振频率下进行时效处理耗能极小,实践证明功率0.18~0.74kW的机械式激振器可振动150t以下的工件,故粗略计算其能源消耗仅为热时效3%~5%,成本仅为热时效的8%~10%。
振动时效原理
振动时效主要用于降低和均化工件的残余内应力,防止工件变形和开裂,它是根据工艺要求控制激振器的转速和偏心使工件发生共振,让工件需时效部位产生一定幅度、一定周数的交变运动并吸收能量,以便让工件内部发生一定的微观金属力学变化,从而在一定程度上降低和均化工件内部的残余应力,提高工件将来的尺寸稳定性及疲劳寿命等性能。
它最后通过比较时效前后及过程中工件的有效固有频率及其加速度等参数的变化来定性地判断时效效果。
振动时效适用于碳素结构钢、低合金钢、不锈钢、铸铁、有色金属(铜、铝、锌及其合金)等材质的铸件、煅件、焊接件及其机加工件。
振动时效工艺源于西德,已在美、英、俄、日、德、法等国得到普遍应用,自1976年引入我国后已被几乎所有机械行业采用,并被国家列为“七五”“八五”重点推广项目。
振动时效相比热时效节能95%,处理时间只需二、三十分钟,不占场地,便携,工件不需运输可就地处理,可插在任何工序之间多次处理,应力钧化效果好,尺寸稳定性更好,工件表面无氧化,几十米长、数百吨重、上千条焊缝的工件都可适用。
VSR应力振动时效消除法
对焊接构件、轧制、锻制和铸造的机器部件的加工过程,常常由于残余应力而产生严重的变形。
这些不希望发生的效应也可以消除掉,通过采用专门的机械加工程序和采用热应力消除法就可以达到特殊的线度公差要求。
但是这两种方法都非常昂贵。
采用振动时效处理法对变形的工件进行处理时,晶格和晶界应力会抑止住振动,这种衰减或者更准确地说由内阻力引起的衰减,是在临界点时发生的,且残余应力较大,结果导致局部能量较高。
后者使得晶界位错滑动,发生换位现象、轻微的原子扩散,这样产生出更稳定的结构。
同时微观残余应力减小了,处理过的零件或者工件就稳定了。
需输入的振动能量随着衰减的级别而减小。
因为在共振动频率上衰减作用特别强,而且残余应力减少幅度很大。
通常处理加工的时间不超过一小时。
实际运用中,对工件的重量没有要求。
除采用大多数各种(如焊接)处理过钢铁工件和构件外,有色金属的制成品处理效果也很好。
在焊接时适当地运用振动法,常常能够消除常见的变形。
在极端的情况下,焊接时采用振动处理也能防止断裂。
短短几年里,在美国已有上万套振动时效设备投入使用,因为这种以可控频率为基础的应力振动消除法使用效果很好。
1。
振动时效工艺参数选择及技术要求JB/T5926-91行业标准1. 主题内容与适用范围本标准规定了振动时效工艺参数的选择及技术要求和振动时效效果评定办法。
本标准适用于材质为碳素结构钢,低合金钢,不锈钢,铸铁,有色金属(铜,铝,锌及其合金)等铸件,锻件,焊接件的振动时效处理。
2. 术语2.1 扫频曲线-将激振器的频率缓慢的由小调大的过程称扫频,随着频率的变化,工件振动响应发生变化,反映振动响应与频率之间关系的曲线,称扫频曲线,如a-f 称振幅频率曲线; a-f 称加速度频率曲线。
注:a表示振幅, a表示加速度, f表示频率2.2 激振点-振动时效时,激振器在工件上的卡持点称激振点。
3. 工艺参数选择及技术要求3.1 首先应分析判断出工件在激振频率范围内的振型。
3.2 振动时效装置(设备)的选择。
3.2.1 设备的最大激振频率应大于工件的最低固有频率。
3.2.2 设备的最大激振频率小于工件的最低固有频率时,应采取倍频(或称分频),降频等措施。
3.2.3 设备的激振力应能使工件内产生的最大动应力为工作应力的1/3~2/3。
3.2.4 设备应具备自动扫频,自动记录扫频曲线,指示振动加速度值和电机电流值的功能,稳速精度应达到±1r/min。
3.3 工件支撑,激振器的装卡和加速度计安装3.3.1 为了使工件处于自由状态,应采取三点或四点弹性支撑工件,支撑位置应在主振频率的节线处或附近。
为使工件成为两端简支或悬臂,则应采取刚性装卡。
3.3.2 激振器应刚性地固定在工件的刚度较强或振幅较大处,但不准固定在工件的强度和刚度很低部位(如大的薄板平面等)。
3.3.3 悬臂装卡的工件,一般应掉头进行第二次振动时效处理,特大工件,在其振动响应薄弱的部位应进行补振。
3.3.4 加速度计应安装在远离激振器并且振幅较大处。
3.4 工件的试振3.4.1 选择试振的工件不允许存在缩孔,夹渣,裂纹,虚焊等严重缺陷。
3.4.2 选择激振器偏心档位,应满足使工件产生较大振幅和设备不过载的要求,必要时先用手动旋钮寻找合适的偏心档位。
振动时效工艺初探摘要本文简要介绍了振动时效技术,选取典型金属小零件进行振动时效处理,通过振动时效前后残余应力值的比较来验证振动时效效果,并对振动时效工艺有效性进行评定。
关键词振动时效;频谱谐波;残余应力中图分类号th16 文献标识码a 文章编号 1674-6708(2011)37-0026-021 概述振动时效在国外称之为vsr(vibratory stress relief)技术,通过给存在残余应力的构件施加交变循环的动载荷,在该动载荷的作用下,构件内部应力发生变化或重新分布,从而稳定构件尺寸。
本文选取典型金属小零件进行振动时效处理,通过振动时效前、后残余应力值的比较对振动时效工艺的有效性进行评定,为振动时效工艺在陕西宝成航空仪表有限责任公司的推广应用提供了技术储备。
2 振动时效设备和零件的选取2.1 振动时效设备的选择选择何种技术进行振动时效是本课题的关键所在。
方案一是选择亚共振技术,方案二是选择频谱谐波技术。
考虑到频谱谐波技术具有诸多优点,尤其对处理金属小零件效果明显,能有效降低生产成本。
因此,选择第二种方案,用lh2508型领航者振动消除应力专家系统进行振动时效处理。
2.2 零件的选取航空金属零件具有尺寸小、精度高的特点,通常在加工、铸造、焊接过程中会产生残余应力。
选取典型零件铝环进行振动时效处理,通过振动时效前后残余应力值的比较来验证振动时效效果,对振动时效工艺有效性进行评定。
3 试验方案用x射线衍射法对铝环(毛坯)进行振动时效前残余应力测试;接着进行振动时效处理;振动时效后,再次进行残余应力测试。
4试验准备1)铝环(毛坯),3件;2)msf-2mx射线应力测定仪;lh2508型领航者振动消除应力专家系统。
5 试验过程5.1 残余应力测试在测试残余应力前,依据应力理论,确定并选取铝环(毛坯)零件x射线测试点。
在铝环上选取3点,按照铝环(1号、2号、3号)的顺序进行测量。
振动时效前铝环的应力测试结果见表1。
振动时效处理
工作原理
常规振动时效设备构成
主机:控制电机、识别、处理、显示、打印参数
激振器及测速装置:激振器强迫工件振动,测速装置将电机转速反馈回主机,作为受强迫振动的工件的振动频率
加速传感器:把加速度信号反馈到主机
卡具:把激振器固定在工件上
胶垫:隔振、降噪
振动时效原理
◆振动时效技术又称“振动消除应力法”,国外简称“VSR”技术。
它的实施过程是通过振动时效装置的控制系统控制激振器的转数和偏心作用在工件上产生离心力,使工件发生共振(谐振),让工件需时效部位产生一定幅度、一定周期的交变运动,并吸收能量,经过一定时间的振动引起工件微小塑性变形及晶粒内部位错逐渐滑移,并重新缠绕钉扎使得残余应力被消除和均化,防止工件变形和开裂,从而达到提高工件尺寸精度稳定性,增强工件的抗变形能力和提高疲劳寿命。
◆从宏观角度分析振动时效使零件产生塑性变形,降低和均化残余应力并提高材料的抗变形能力,无疑是导致零件尺寸精度稳定的基本原因。
从分析残余应力松驰和零件变形中可知,残余应力的存在及其不稳定性造成了应力松驰和再分布,使零件发生永久塑性变形。
故通常采用热时效方法以消除和降低残余应力,特别是危险的降值应力,振动时效同样可以降低残余应力,零件在振动处理后残余应力通常可降低30—80%,同时也使峰值应力降低使应力分布均匀化。
◆从微观方面分析振动时效可视为一种以循环载荷的形式施加于零件上的一种附加动应力,众所周知工程上采用的材料都不是理想的弹性体,其内部存在着不同类型的微观缺陷,铸铁中更是存在着大量形状各异的切割金属基体的石墨。
故而无论是钢、铸铁或其他金属,其中的微观缺陷附近都存在着不同程度的应力集中,当受到振动时,施加于零件上的交变应力与零件中的残余应力叠加。
当应力叠加的结果到一定的数值时,在应力集中最严重的部位就会超过材料的屈服极限而发生塑性变形。
这种塑性变形降低了该处残余应力降值,并强化了金属基体,而后振动又在一些应力集中较严重的部位上产生同样作用,直至振动附加应力与残余应力叠加的代数和不能引起任何部位的塑性变形为止,此时振动便不再产生消除和均化残余应力及强化金属的作用。
◆实践证明振动时效替代热时效后可节约能源90%以上,提高抗变形能力30%以上,尺寸稳定性提高30%以上,疲劳寿命提高20%以上。
处理时效通常只需15—45分钟,不分场地,不受工件
尺寸、形状、重量等限制,可处理几公斤至几百吨的工件。
便携工件不需运输可就地处理,可插在任何工序之间进行处理。
采用振动时效可提高工效几十倍,它具有减少环境污染、缩短生产周期、改善劳动条件、工艺简便等优点,是一项投资少、见效快、综合效益显著的工艺。
◆振动时效适应于碳素结构钢、低合金钢、不锈钢、铸铁、有色金属(铜、铝、锌及其合金)等铸件、锻件和焊接件及其机加工件。