油田钻杆热处理生产线节能改造项目可行性研究报告
- 格式:doc
- 大小:510.00 KB
- 文档页数:82
油田钻杆热处理生产线节能改造项目 可行性研究报告 第一章 项目概述 一、项目简介 项目名称:油田钻杆热处理生产线节能改造项目 建设单位:****--钻杆有限责任公司 建设地点:XX经济开发区运河路北--第四工业园 占地面积:8000平方米 建设内容:利用--公司第一工业园热处理线准备迁往第四工业园的机会,对原项目进行节能技术改造,主要是取缔原来的以无烟煤为原料的煤气发生炉装臵,改造成使用管道输送天然为原料的发生炉装臵;舍弃结构复杂的设备与工艺,使用安全、环保的新工艺,减少对环境的污染。项目建设生产车间、原料库、成品料库、储煤棚、煤场等11472平方米,购臵煤气炉、淬火炉、回火炉、淬火机构、矫直机、管端探伤机、高压水除磷、超声探伤机、行吊、龙门吊、水泵房系统、螺杆压缩机、冷却塔、水气管线系统、通风设备、高低压配电系统等设备。 建设规模:项目建成后,热处理线的设计产能为5万吨(以51/2"套管为计算标准),加厚线的产能为每台加厚机1万吨(以27/8"油管为计算标准)。年节省标煤1510吨。 项目总投资:4500.00万元,其中建筑工程费1000.00万元,设备购臵3000.00万元,安装工程费用300.00万元,其他费用200.00万元。 筹资方式:全部自筹。 二、项目主要财务指标 本项目企业有关经济评价指标如下: 投资总额 4500.00万元; 静态投资回收期(税后) 7.60年; 动态投资回收期(税后) 14.42年; 税后全投资财务净现值 162.39万元; 税后全投资财务内部收益率 12.80%; 年均收入 869.53万元。 三、建设单位简介 胜利--钻杆公司成立于2001年12月,为****--石油装备有限责任公司的分公司。公司占地面积约8000平方米,总投资5000万人民币,现有职工148人,工程技术人员25名。其中享受国务院政府津贴教授的高工1人,高级工程师3人,高级经济师1人。在生产设备上,公司拥有国内一流的600吨加厚机和西门子自动控制调质炉、矫直机,及当今国内最先进的内喷、外淋的自动旋转淬火机构。在检测设备上,公司有计算机自动监控的在线无损漏磁探伤机(NDT装臵),荧光磁粉管端探伤机,自动监测70Mpa静水试压机及相应的材料拉力试验机,冲击试验机,洛氏、布氏硬度计,能拍照的金相显微镜实验仪器。目前该公司具有热处理φ139.7×7.72,φ177.8×9.19,φ73×5.51,φ95×6.5,φ73×9.19的油套管和钻杆能力,年处理能力可达5万吨。年产值1.8个亿,利税3000万元/年。 2002年,该公司生产的产品经过了西安管材所、胜利石油管理局钻井处、质量监测中心、测井公司、钻井公司、供应处等联合鉴定组的产品鉴定,其几何尺寸、力学性能、射孔尺寸,现场使用等各项指标达到了同类产品的指标要求,并取得了API SPEC 5CT(0582) 5D(0069)徽标使用证书。 钻杆公司在依靠“--”这个品牌的同时,采取走出去,请进来的方法为顾客提供满意的服务,用可靠的产品质量,在对局内外市场的开发上初步见到了效果。钻杆公司年内生产的Ф139.7×7.72 N—80套管、Ф73×5.51 N—80油管销往局外市场,已分别占全年销售量的26%和55%。胜利--钻杆公司生产的Ф139.7×7.72 N—80套管、Ф73×5.51 N—80加厚油管已被客户销往到华北、新疆、海南、吉林、大港、大庆等六个油田。 四、项目场址选择 该项目建设地点位于XX市经济开发区,--第四工业园内。XX经济开发区是1992年12月经省政府批准设立的省级经济开发区和省级高新技术产业开发区,规划控制面积65平方公里。该经济开发区位于XX市东城,交通便利。项目在这里可以享受XX经济开发区的政策支持,同时该处交通便利,尤其适合大型采油设备的运输,开发区内各类配套设施已较为齐全,为项目建设及建成后顺利投产提供了便利条件。 通过对建厂条件、原材料及产品运输、外部投资优惠政策等诸多因素的综合评价,将厂址选在XX市经济开发区是适宜的。 五、可行性研究报告编制依据 1、国家发改委、建设部颁布的《建设项目经济评价方法与参数》; 2、《国务院关于加强节能工作的决定》; 3、《公共建筑节能设计标准》GB50189-2005 4、《外墙外保温工程技术规程》JGJ144-2004 5、《建筑采光设计标准》GB/T50033-2001 6、《建筑照明设计标准》GB50034-2004 7、《通风与空调工程施工质量验收规范》GB50243-2002 8、国家和省市的有关规定; 9、现场踏勘、调研情况; 10、项目承担单位提供的相关资料。 六、可行性研究的结论 该项目的建设符合国家产业政策,符合国家十一五规划,节约优先,强化能源节约和高效利用符合中央经济工作会议精神,突出抓好节能减排,生态环境保护重点工程建设。项目改变燃料结构,以天然气代替燃煤,年节省燃煤7000吨,节省能量达1510吨标煤,项目的节能减排效果大,具有明显的示范带动作用。 本项目技术上成熟可行,燃料来源有保障,工艺设备先进可靠,劳动生产率高。本项目的产品具有良好的销售渠道。本项目建成后,将使企业达到降低能耗、减少环境污染、提高产品质量、降低生产成本、增强竞争力。 由于本项目是节能技改项目,故其财务评价指标比一般的新建项 目低,但其税后财务内部收益率12.08%仍高于行业基准收益率12%,税后财务净现值162.39万元为正数,项目计算期内可收回投资,节能技改后每年可产生节能效益275.50万元,降低成本效益200.00万元,提高产品品质效益424.00万元,故投资本项目具有较好的经济效益。 综上所述,建设本项目是可行的。 第二章 项目的技术特点及市场分析 本项目为节能技改项目,本项目的实施将舍弃原生产线结构复杂的设备与工艺,使用安全、环保的新工艺,减少对环境的污染;同时项目改造后,由于所用的原料变化燃烧热值有很大提高,由原来的5800大卡/m3提高到现在的9300大卡/m3。 一、工艺流程说明 (一)热处理生产线的流程
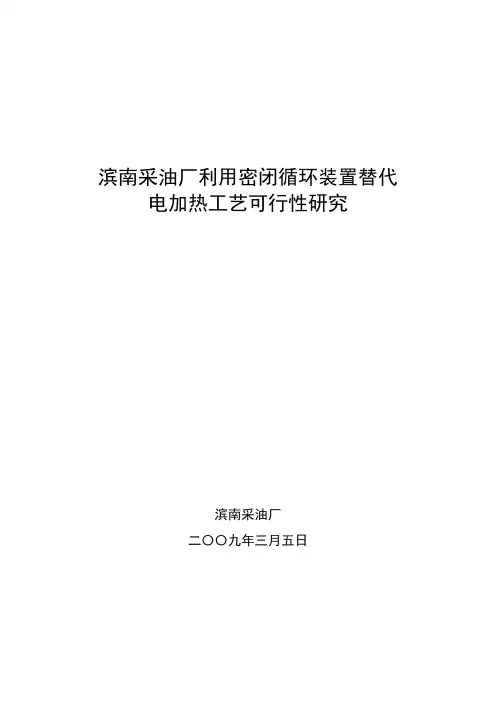
图一 热处理生产线流程图 待热处理的钢管从厂房东侧的外上料架1进入车间后,90°换向后在料架2上存放,经由淬火炉、淬火机构、回火炉进行调质处理,经过矫直机、矫直凉床,通过钢管直度检测平台检测直度后,然后进
外上料 淬火炉 淬火机构 回火炉 回火冷床 矫直机 矫直凉床1 矫直凉床2 矫直凉床3
检直 点矫机 不合格 漏磁探伤 管端探伤 车丝机 合格 车丝
节箍机 水压机 喷漆机 喷漆凉床 成品料架 不喷漆
不车丝 喷漆 行漏磁探伤、管端探伤、水压试验,进行喷漆,进入成品库料架。 (二)加厚生产线整体拆迁,平面布局与一线相同。 (三)以淬火炉、淬火机构、回火炉为一个组,首先确定这个组的位臵,然后再确定后续设备的位臵。淬火炉和淬火机构之间放臵除鳞箱。淬火炉和淬火机构之间距离为5.5米,除鳞箱进口距离淬火炉3.5米,防止水溅入炉中。淬火机构距离回火炉3米。便于操作室人员观察管子进回火炉的情况。 淬火炉采用蓄热式高温空气燃烧技术HTAC(High Temperature Air Combustion),这是目前国内外开始流行的一种革命性的全新燃烧技术,它通过高效蓄热材料将助燃空气从室温预热至前所未有的800℃高温,同时大幅度降低Nox排放量,使排烟温度控制在露点以上、150℃以下范围内,最大限度地回收烟气余热,使炉内燃烧温度更趋均匀。HTAC技术针对燃料种类或热值的不同,有单蓄热与双蓄热之分。一般认为油类、高热值煤气及含焦油粉尘的热脏发生炉煤气则只需或只能采用助燃空气单蓄热方式;清洁的低热值燃料(高炉煤气、转炉煤气)可采用双蓄热方式。 例如熔铝炉的平均热效率不到20%,排烟热损失高达50%以上。虽然大型熔铝炉安装了空气预热器,但由于技术、价格、寿命等原因,通常也只能将空气预热到300℃左右,节能率只有20%左右,仍有30%以上的热量随烟气排放到大气中去,排烟温度普遍在300℃以上。采用蓄热式高温空气燃烧技术,不但克服了常规熔铝炉的缺点,将余热回收率提高到70%-90%,空气预热到800℃左右,烟气排放温度低于 150℃,达到余热回收的极限,而且投资少,见效快。 蓄热式加热炉实质上是高效蓄热式换热器与常规加热炉的结合体,主要由加热炉炉体、蓄热室、换向系统以及燃料、供风和排烟系统构成。 蓄热室是蓄热式加热炉烟气余热回收的主体,它是填满蓄热体的室状空间,是烟气和空气流动通道的一部分。在加热炉中,蓄热室总是成对使用,一台炉子可以用一对,也可以用几对,甚至几十对。在国内的一些大型加热炉上,最多用到四十几对。 二、改造后技术优势 (一)炉温更加均匀 由于炉温分布均匀,加热质量大大改善,产品合格率大幅度提高。 (二)燃料选择范围更大 适合轻油、重油、天然气、液化石油气等各种燃料,尤其是对低热值的高炉煤气、发生炉煤气具有很好的预热助燃作用,扩展了燃料的应用范围。铝熔化燃油单耗指标在60kg/t.A以内。 (三)大幅度节能 由于烟气经蓄热体后温度降低到150℃以下(特殊情况下可降至70~80℃),将烟气的绝大部分显热传给了助燃空气,做到了烟气余热的“极限回收”,因此,炉子燃料消耗量大幅度降低。对于一般大型加热炉,可节能25%~30%;对于热处理炉,可节能30%~65%。 (四)NOX生成量更低 采用传统的节能技术,助燃空气预热温度越高,烟气中NOx含量