毕业设计(论文)-压力容器的设计与制造
- 格式:doc
- 大小:425.50 KB
- 文档页数:33
![球罐毕业设计总说明书(非常详尽)[管理资料]](https://uimg.taocdn.com/d5ef7e891711cc7930b716ec.webp)
目录前言 (1)第1 章概论 (2)球罐的特点 (2)球罐分类 (2) (2) (2) (3)第2章材料的选用 (4)球罐的选材准则 (4) (4) (5)选材 (5) (6)壳体用钢板 (6) (6)锻件用钢 (7)第3章结构设计 (8)概况 (8)球壳的设计 (10)各种球罐的特点 (10) (12)坡口设计 (17) (18)赤道正切柱式支柱结构 (19)拉杆结构 (20)人孔和接管 (21) (21) (21)球罐的附件 (21) (21) (23) (24) (24)球罐对基础的要求 (25)第4章强度计算 (26)设计条件 (26)球壳计算 (27)球罐的质量计算 (27)地震载荷计算 (28) (28)地震力 (29)风载荷计算 (29)弯距计算 (29)支柱的计算 (30) (30) (30) (31)地脚螺栓计算 (33)支柱底板 (33) (33) (34)拉杆计算 (34) (34)拉杆连接部位的计算 (34) (35)焊缝强度验算 (35)支柱与球壳连接最低点a的应力校核 (35)a点的应力 (35)a点的应力校核 (36)支柱与球壳连接焊缝的强度校核 (36)开孔补强计算 (37)第5章工厂制造及现场组装 (38) (38) (38) (38) (39) (39) (39)第6章焊接 (40)焊接工艺的确定 (40)焊后热处理 (40)第7章检查 (42) (42)竣工检查 (42) (43)开罐检查 (43)致谢 (44)参考文献 (45)前言乙烯被称为“石化工业之母”,乙烯的生产能力往往被看作是一个国家经济实力的体现。
以乙烯为龙头的石油化工工业在国民经济和社会发展中占有重要地位,能够引导、带动其他相关产业乃至整个国民经济的发展,具有较强的支撑、辐射和带动作用。
美国、西欧、日本等发达国家和一些发展中国家和地区,在经济起飞阶段,无不把石油化工工业作为支柱产业加快发展。
乙烯的发展必然促进乙烯装备的发展。
可编辑修改精选全文完整版第四条凡从事压力容器设计审批(含审核、审定人)及SAD类压力容器分析设计人员必须按本规则进行资格考核,并且取得相应级别人员资格证书。
第五条压力容器设计类别、级别按以下划分:(一)A类1.A1级系指超高压容器、高压容器(结构形式主要包括单层、无缝、锻焊、多层包扎、绕带、热套、绕板等);2.A2级系指第三类低、中压容器;3.A3级系指球形储罐;4.A4级系指非金属压力容器。
(二)C类1.C1级系指铁路罐车;2.C2级系指汽车罐车或长管拖车;3.C3级系指罐式集装箱。
(三)D类1.D1级系指第一类压力容器;2.D2级系指第二类低、中压容器。
(四)SAD类系指压力容器分析设计。
第六条取得A或C类压力容器设计资格的设计审批人员,即分别具备D类压力容器设计审批资格;取得D2级压力容器的设计资格的设计审批人员,即分别具备D1级压力容器设计审批资格。
取得SAD类压力容器设计审批资格,即取得SAD类压力容器设计资格。
第四章考核方法及内容第十五条A、C、D类压力容器设计审批人员的考核分理论考试和图纸答辩两种形式进行;第十六条A、C、D类压力容器设计审批人员的理论考试包括基础知识和专业综合知识,以开卷的考试方式进行。
(一)基础知识包括:与压力容器设计相关的基础理论知识。
例如:材料、结构、力学基础、设计计算方法、热处理、腐蚀、焊接、无损检测等;(二)专业综合知识包括:1.与压力容器设计有关的法规、标准、文件;2.设计、制造中常见的实际工程问题;3.与压力容器设计相关的标准信息;4.运用标准综合处理和解决设计问题的能力。
第十七条A、C、D类压力容器设计审批人员图纸答辩为本人所申报的类别相应类别的图纸,答辩内容包括与图纸相关的压力容器知识。
第七条申报压力容器设计审批人应符合下列条件:(三)D类压力容器设计审批人员应符合下列条件:1.压力容器相关专业专科学历(或者相当学历),从事本专业技术工作,且具有较全面的压力容器专业知识;2.熟悉并能指导设计、校核人员正确执行有关规程、标准等技术规范,能够解决设计、制造、安装和生产中的技术问题;3.能够认真贯彻执行国家的有关技术方面、政策,工作责任心强,具有较全面的压力容器设计专业技术知识,能保证设计质量;4.具有审查计算机设计的能力;5.具有6年(大专毕业8年)以上的压力容器设计经历,并且具有3年以上的压力容器校核经历;。
压力容器制造中常见问题及分析摘要:压力容器是一种特殊的精密仪器,广泛应用于工业、农业等生产中,种类繁多、工艺和技术复杂。
其使用过程中的安全性影响整个工业或者农业区。
现阶段,压力容器的制造过程中存在着一些问题,本文简述了几个常见的问题并进行了分析。
关键词:压力容器制造;常见问题;分析1.引言二十一世纪以来,随着我国经济的迅速发展和科技水平的提高,我国的压力容器从设计到制造和维护的能力都有了长足的提高,跻身世界前列。
十几年间,我国建立、健全了压力容器的相关法律、法规和标准体系,使压力容器从设计、制造和维护全过程标准化。
提出并完善了基于风险的压力容器的设计、制造方法。
为了实现国家可持续发展战略,开始倡导和实施压力容器的绿色设计,逐步形成现代压力容器制造模式。
尽管在材料、设计、制造等方面,我国实现了压力容器的自主设计与制造,但是,压力容器在制造方面仍存在一些问题和挑战。
2.压力容器制造特点压力容器是一种特种设备,用于石油化工工业、农业、国防等各个领域,其品种多样,大致分为四类:存储、反应、换热和分离。
由于压力容器的大多在高温、高压等恶劣的环境下使用,因此,对压力容器的设计和制造来说,必须保证其安全性。
对制造压力容器所需要的材料要求十分严格。
在实际作业中,制造压力容器难度非常大,需要各专业协同合作进行,技术非常复杂。
对于压力容器的设计人员,除了需要压力容器的专业知识以外,还需要具备其所用行业的专业知识,按照标准和规范严格进行压力容器的设计,以保证其安全性。
3.压力容器制造过程中的常见问题及分析随着压力容器制造工艺的不断发展,其制造过程中的一些问题也渐渐暴露,需要我们及时的发现问题,规避风险,提高压力容器的安全性。
这些问题包括材料问题、变形问题、焊缝问题、应力腐蚀问题和氢脆问题等。
3.1 材料问题压力容器制造过程中的问题主要包括材料代用问题,以优代劣和以厚代薄,这种情况在实际生产过程中屡见不鲜。
材料质量的控制是保证压力容器安全使用的前提。
毕业设计(论文)的内容要求和参考格式.(优秀范文五篇)第一篇:毕业设计(论文)的内容要求和参考格式.毕业设计(论文)的内容要求和参考格式一、毕业设计(论文)的装订顺序依次为封面、任务书、中英文摘要(包括关键词)、目录、正文、致谢、参考文献、附录、考核表。
二、毕业设计(论文)撰写的内容及要求1、论文标题标题应简短、明确、有概括性。
通过标题使读者大致了解毕业设计(论文)的内容。
标题字数要适当,一般不宜超过20个字。
2、论文摘要论文摘要以简要文字介绍研究课题的目的、方法、内容及主要结果,中文摘要约为400字。
英文摘要应与中文摘要基本对应。
3、关键词关键词是表述论文主题内容信息的单词或术语,关键词数量一般为3-6个。
4、目录目录作为论文提纲,是论文各组成部分的小标题,文字应简明扼要。
目录按论文顺序一般分章、节二级编写,要标明页数,以便阅读。
目录中的标题应与正文中的标题一致。
5、正文毕业设计(论文)正文包括引言(绪论)、正文主体与结论三部分。
引言是全篇论文的开场白。
内容主要包括选题的目的及意义、对本课题已有研究情况及存在问题的评述、本文所要解决的问题等。
正文主体是毕业设计(论文)最重要的部分,是作者对研究工作的详细表述。
其内容包括:研究工作的基本前提、假设和条件;模型的建立,方案的拟定;基本概念和理论基础;设计时所使用的方法及其分析;理论论证,理论在课题中的应用;课题得出的结果以及对结果的讨论。
结论是全文的思想精髓和文章价值的体现。
应概括说明所进行工作的情况和研究成果,分析其优点和特色,指出创新所在,并应指出其中存在的问题和今后的改进方向,特别是对工作中遇到的重要问题要着重指出,并提出自己的见解。
它集中反映作者的研究成果,表达了作者对所研究的课题的见解和主张,结论要简单、明确,篇幅不宜过长。
在措词上应严密、准确。
6、致谢在文章结尾处,通常以简短的文字,对工作过程中曾给自己以直接帮助的人员,例如指导老师、答疑老师及其他人员,表示自己的谢意。
附录一外文原稿:Anhydrous Ammonia Pressure Vessels In The Pulp AndPaper IndustryThe purpose of this article is to ensure that pulp and paper operating companies, their engineering consultants, and inspection contractors are informed about stress corrosion cracking in anhydrous ammonia service. The information was written by a task group of the TAPPI Engineering Division Nondestructive Testing and Quality Control Subcommittee. Bacteria in some activated sludge effluent treatment systems require supplementary food. In some cases, this food is provided by ammonia and phosphoric acid which are stored on the mill site. Ammonia is commonly stored as anhydrous liquid ammonia in carbon steel vessels at ambient temperature and 16 bar (250 psig) pressure.These vessels can be subject to stress corrosion cracking (SCC).SCC could cause release of ammonia, which is a hazardous chemical. SCC of carbon steel vessels in anhydrous ammonia service is somewhat analogous to that experienced in continuous digesters. For example, the importances of stress relief during fabrication and of in-service inspection are common to both. This article concerns storage in horizontal pressure vessels at ambient temperature, as this type of vessel is used in pulp and paper applications. Large refrigerated storage tanks are used for atmospheric pressure storage in the chemical industry.History of Scc In Ammonia Storage VesselsThe history of SCC in carbon steel ammonia storage vessels was reviewed by Loginow (1) and is also briefly summarized in a N ACE Technical Committee Report entitled “Integrity of Equipment in Anhydrous Ammonia Storage and Handling” (2). In the 1950s, liquefied ammonia began to be injected directly into soil for fertilization. Failure of carbon steel storage vessels by SCC began to occur. These failures were unexpected since liquefied ammonia had been used for many years in the refrigeration, chemical, and metal heat treating industries without reported problems.Investigation confirmed SCC to be the cause of cracking. Three recommendations weremade in 1962 that still form the basis of modern codes:• Pressure vessels should be fully stress relieved.• Extreme care should be used to eliminate oxygen from ammonia systems.•Ammonia should contain at least 0.2% water to inhibit SCC.Loginow reported that adoption of these recommendations practically eliminated SCC in carbon steel vessels in the agriculture industry. However, in a recent Western Canadian survey SCC was found in 100 of 117 field storage vessels inspected by wet fluorescent magnetic particle testing (WFMT) (3).Despite the above measures SCC continued to occur in road transport tanks constructed from high strength steels, in refrigerated storage vessels and in vessels which had been weld repaired but not subsequently stress relieved. An additional recommendation to limit steel tensile or yield strength was embodied in the U.S. and British ammonia storage codes, respectively (4, 5).• ANSI K61.1—Nominal tensile no greater than70,000 psi (580 MPa)• U.K. Code—Minimum specified yield strength shall not exceed 350 MPa (51,000 psi).PRACTICAL CONSIDERATIONSThis article is concerned mainly with practical considerations important to pulp and paper mills already possessing anhydrous ammonia storage vessels or planning to fabricate such vessels. In view of the industry’s experience with SCC in continuous digesters the governing objectives should be to control fabrication and inspection to prevent, or at least minimize, in-service problems including over-reaction to relatively minor crack indications. Guidance is available in the published codes and detailed information is available from some ammonia suppliers.FabricationThe two main objectives in fabrication should be to provide the most crack resistant vessel possible at reasonable cost and to ensure that an adequate inspection baseline is available for interpretation of subsequent in-service inspections.ASME Section VIII Division 1 does not require stress relief for anhydrous ammonia storage pressure vessels unless the owner specifies a lethal service designation.The lethal service designation requires radiographic testing (RT) of all butt welded joints plus post weld heat treatment.ANSI K-61.1-1989, “American National Standard Safety Requirements for the Storage and Handling of Anhydrous Ammonia,” adds several requirements:• Fabrication to ASME Section VIII Division 1 Table UW 12 at a joint efficiency less than 80% is not allowed.• Inspection and testing under UG-90(c) (2) (multiple, duplicate pressure vessel fabrication) is not allowed.• Steel used for pressure containing parts shall have a nominal tensile strength no greater than 580MPa (70,000 psi).• The minimum design pressure for ambient temperature storage shall be 16 bar (250 psig).• Post weld heat treatme nt is mandatory and a furnace of sufficient size to accommodate the entire vessel is recommended. Welded attachments may be made to pads after post weld heat treatment.• Horizontal vessels shall be mounted on saddles which extend over at least one third of the shell’s circumference. Thermal expansion and contraction shall be allowed for and means provided to prevent corrosion between the shell and the saddles.The 1986 British Code “Storage of Anhydrous Ammonia under Pressure in the United Kingdom” require s:• Steel must have specified minimum yield strength less than 350 MPa (51,000 psi).• Weld filler must have minimal strength overmatch compared with the base plate.• 100% magnetic particle inspection of all internal welds in order to provide a record against which all future inspections of the vessel can be assessed.• No welding is permitted after stress relief without subsequent local stress relief.• Concrete saddles are prohibited.• Support must be on continuously welded steel saddles attached befor e stress relief.Although the British Code does not state that magneti particle inspection should be by WFMT it is generally agreed that WFMT is the most sensitive technique and should be used for inspection of ammonia storage vessels. All inspection should be performed by qualified technicians. SNT-TC-1A Level II is a recommended minimum.One pulp and paper company has added the following requirements for fabrication of such vessels:• Incorporation of a “corrosion allowance” of at least1.6 mm (1/16 in.) to permit minor defect chasing during in-service inspections and to provide a margin against pitting which may occur if water is allowed to enter an out of service vessel.• All weld toes profiled by grinding prior to wet fluorescent magnetic particle test ing (WFMT). All WFMT indications greater than 1.6 mm (1/16 in.)to be removed by grinding before post weld heat treatment.• Shear wave ultrasonic testing (UT) of nozzle-to-shell welds permitted if RT is judged impractical.• WFMT to be repeated after fina l hydrotest test of the vessel and the report retained by the owner.• Vessel to be dried completely after hydrotest test and nitrogen padded until filled with ammonia.Valves, piping, and fittingsBoth the ANSI and U.K. codes address piping, valves, and fittings. A detailed summary is beyond the scope of this article, but some points are worth noting.• ANSI K61.1 requires all nonrefrigerated ammonia piping to meet the requirements of ANSI/ASME B31.3 “Chemical Plant and Petroleum Refinery Piping.”• The U.K. Code states copper and copper bearing alloys shall not be used.ANSI/ASME B31.3 requires a minimum of 5% of piping welds be radiographically tested. Valves and other apparatus should be rated for ammonia service and should not contain copper or copper alloy components.In one case, a nickel rupture disc corroded to failure at its periphery due to formation of an ammonia solution at a gasketed joint exposed to the weather.In-service inspectionVessel entry Liquid or gaseous ammonia is hazardous and in some jurisdictions release of ammonia vapor to the atmosphere is prohibited by law. Vessels must be properly purged by water and/or steam. Detailed procedures for vessel purging and entry are available from ammonia suppliers (6).Inspection procedures The ANSI standard does not address in-service inspection but does state weld repair or alteration must conform to the current edition of the National Board Inspection Code (NBIC).The 1992 edition of the NBIC includes nonmandatory guidelines for inspection of liquid ammonia vessels (7).These guidelines recommend:• Power buffing or light sandblasting as surface preparation for inspection• All interior welds be examined by WFMT.• Cracks should be removed by grinding without encroaching on the minimum thickness required by ASME Section VIII and the original design.• Weld repairs, regardless of size, should be post weld heat treated wherever possible.Light grinding does increase the sensitivity of WFMT compared to sandblasting or power buffing (8).For example the NBIC mandates grinding as surface preparation for deaerator inspection. The omission of grinding in the guidelines for ammonia vessel in-service inspection may be due to concern that rough grinding may produce residual stress sufficient to initiate SCC in anhydrous ammonia service. If welds have been properly profiled for WFMT on initial fabrication, then grinding for in-service inspection should not be needed.The NBIC guidelines also state that other inspection methods such as acoustic emission or ultrasonics may be used and that fracture mechanics may be used to assess the integrity of vessels where complete removal of cracks is not practical.Normally the only corrosion that occurs in anhydrous ammonia vessels is due to water ingress during out of service periods. Shallow pitting, however, has been found in the bottom of some vessels beneath oily deposits. The source of oil is presumed to be from compressors used to handle the ammonia.In view of concerns over air contamination due to vessel entry and residual stress imparted by grinding nonintrusive inspection, techniques like acoustic emission and UT could be considered by vessel owners. The British Code does not mention nonintrusive inspection of ambient temperature pressure vessels but does state that, if acoustic emission is to be used for spherical storage vessels, a reference base should be taken during initial hydrotesting. Nonintrusive inspection is being used in other industries (9).Vessel refilling Safety procedures should be established for refilling a vessel that has been emptied for inspection. It is also very important to purge the vessel of air to prevent the occurrence of SCC. Detailed instructions are available from ammonia suppliers (10). If a vessel is not to be returned to service immediately after inspection, then care should be taken to dry it and possibly nitrogen-pad it depending on the time it will remain out of service. Inspection frequency Neither the ANSI document nor the NBIC deals with inspection frequency. The British Code recommends the following:• WFMT inspection of 100% of all internal butt welds within the first three years of service• WFMT re-inspection within 2 years if significant defects are found• Subsequent to no significant defects being found,any subsequent inspection should include WFMT of all Tee junctions and 10% of the total length of butt welds• In no case should the subsequent examination interval exceed 6 years.It is apparent from the above that latitude can exist for in-service inspection techniques andfrequencies. Each owner should determine inspection frequency in conjunction with the appropriate authority. Some jurisdictions require a 3-year inspection frequency.SUMMARYThe use of carbon steel pressure vessels for storage of anhydrous ammonia in the pulp and paper industry could be a non-event or deteriorate into a cycle of inspection and repair. This article has highlighted major concerns related to SCC. There is a wealth of additional information available on all considerations related to these vessels from the ANSI and British Codes, the NACE document, ammonia suppliers, and the current technical literature. The American Institute of Chemical Engineers(AIChE) holds the annual AIChE Ammonia Safety Symposium aimed at finding ways to safely manufacture, transport, and store ammonia and related chemicals. The proceedings of these symposia are published by AIChE. It is recommended that any owner of such vessels keep aware of current expertise.Reid is materials and corrosion section head with MacMillan Bloedel Research, 4225 Kincaid St., Burnaby, BC, Canada V5G 4P5.Task group members: Craig Reid; R.S. Charlton, Levelton Associates Consulting Engrs.; R.C. Faloon, MQSInspections Inc.; and W. E. Boudreau, Belle Testing Inc.Literature cited1.Loginow,A.W. , Materials Performance 25 (12): 18(1986).2.NACE Technical Committee report 5A192, Integrity of Equipment in Anhydrous Ammonia Storage and Handling, Houston, NACE Storage Tank, Spokane, 1992.3.Stephens, J. D. and Vidalin, F., 1994 AIChE Ammonia Symposium Notes,American Institute of Chemical Engineers, New York, p. 9.pressed Gas Association Inc., American National Standard Safety Requirements for the Storage and Handling of Anhydrous Ammonia ANSI K61.1-1989, Arlington, V A, 1989 (CGA Pamphlet G-2.1-1989).5.Storage of Anhydrous Ammonia Under Pressure in the United Kingdom, London, Her Majesty’s Stationery Office, 1986. (Health and Safety Booklet HS/G 30)inco Fertilizers (U.S.) Inc., Decommissioning an Ammonia Storage Tank, Spokane, 1992.7. The National Board of Boiler and Pressure Vessel Inspectors,National Board Inspection Code: A Manual for Boiler and Pressure Vessel Inspectors, Columbus, OH, 1992, p.197.8.Reid, J. C. and Reid, C., TAPPI 1992 Engineering Conference Proceedings, TAPPI PRESS, Atlanta, Book I, p.163.9.Conley, M. J., Sture, A., and Williams, D., “Ammonia Vessel Integrity Program: A Modern Approach, 1990 AIChE Ammonia Symposium Notes, New York, AIChE, 1990.inco Fertilizer s (U.S.) Inc., “Commissioning an Ammonia Storage Tank”, Spokane, 1992.附录二外文翻译:纸浆和造纸行业中的无水氨压力容器本文的目的是为了确保纸浆和纸张经营公司,他们的工程顾问,承建商了解在脱水氨设备中的应力腐蚀开裂现象。
目录引言 (3)1 产品介绍 (6)1.1 产品构造分析 (7)1.2 母材性能分析 (8)1.3 母材焊接性分析 (9)2 产品制造工艺设计 (11)2.1 产品制作工艺流程图 (12)2.2 筒体制作工艺 (13)2.3 封头的制作工艺 (21)2.4 孔加工 (24)2.5 装配焊接工艺 (24)2.6 焊后检验 (33)3 20吨自调式焊接滚轮架的设计 (36)3.1 构造设计 (36)3.2 传动方式设计 (37)3.3 焊接滚轮架主要技术参数 (37)3.4 电动机的选择 (38)3.5 使用及维护 (39)致谢 (39)参考文献 (40)本设计的主要内容为加热炉汽化冷却用汽包的制作工艺及工装设计。
根据压力容器的分类标准,此贮罐属于Ⅰ类容器,其制造、检验和验收符合GB150-2021之规定。
本文在讨论16MnR焊接性的根底上,详细制定了汽包的制作工艺并设计了自调式焊接滚轮架。
16MnR钢是制造压力容器的专用钢。
16MnR的硫、磷和碳含量低,抗拉强度、延伸率、冲击韧性高。
因此,16MnR的力学性能和工艺性能良好,焊接性优良,一般不会因焊接而出现严重的硬化组织或淬硬组织,除环境温度很低或钢板厚度很大时,冷裂纹倾向较大以外,不易产生其它种类的裂纹。
产品制作工艺说明书中,简要分析了汽包的构成、各部分的材料及力学性能和制作使用要求;详细阐述了该容器的装配焊接工艺;对产品易出质量问题的环节进展了分析说明,并提出了一定的解决方案。
结合本产品的技术要求,采用无损探伤和水压试验进展检验。
最后,为了防止产品生锈需对产品进展涂饰。
说明书中还对汽包消费制作过程中所用的自调式焊接滚轮架进展了设计。
对自调式焊接滚轮架的设计的功能、用处、构造也进展了扼要的说明。
关键词:压力容器;汽包;焊接工艺;工装卡The main contents of the design for the use of evaporative cooling steam heating equipment design and production process. According to the classification standard of pressure vessels, the tank container,Ⅰbelongs to the manufacture of inspection and acceptance, conforms to the provisions – 2021. Based on the discussion 16MnR weldability, on the basis of the detailed process of drum set for the design and the debugger welding roller.16MnR steel is made of special steel pressure vessel. The 16MnR sulphur, phosphorus, and carbon content is low, tensile strength and elongation, impact toughness. Therefore, the mechanical properties and 16MnR process performance is good, good weldability, general won't because of welding and severe atherosclerosis organization or hardening organization, except for very low temperature environment or plate thickness is very big, the cold cracks tend to produce larger than that of other types of crack.Product craft instruction, briefly analyzed the drum, each part of materials and making use of mechanical properties and requirements, The detailed discussion on the container assembly welding technics; For product quality problem is that the link is analyzed, and puts forward some solutions. Combined with the product technical requirements, use NDT hydrostatic test and inspection. Finally, in order to prevent rusting of products should be prevented.The specifications of production process USES steam from the elements of the welding roller-sting design. To indicate the design of roller-sting welding structure, function and purpose are briefly described also.Keywords:Pressure vessel; Drum;Welding technology;Fixtures.引言汽包〔亦称锅筒〕是自然循环锅炉中最重要的受压元件,主要用于进展汽水别离、向循环回路供水、蒸汽清洗、锅内加药和连续排污。
浅谈压力容器设计中的常见问题及对策压力容器作为世界性重点行业之一,其设计与制造涉及众多的工程学科,如力学、材料学、热力学等。
在压力容器设计中,经常会遇到的问题包括:应力集中问题、壁厚计算问题、焊缝质量问题等。
为了保证压力容器的安全可靠性,必须采取相应的对策。
一、应力集中问题应力集中是指物体中的应力,在一个特定的位置上,由于局部几何形状特殊,导致应力值较高。
在压力容器设计中,应力集中问题是常见的设计难点。
针对这一问题,可以从以下方面进行对策:1. 合理布局应力集中问题的部位通常是结构中较尖锐的角部、减薄区等,因此,在设计时应尽可能避免这些部位出现。
若无法避免,则应试图消除危险部位,以使得应力分散均匀。
2. 修边光滑对于边缘加工不平整、存在毛刺等问题的部位,应对其进行修整光滑处理。
这样可以使得应力更加均匀地分布到较大的范围之内,从而减小应力集中现象的发生概率。
3. 采用异形截面材料由于异形材料的截面形状具有弥散应力的作用,从而减轻了应力集中的倾向,因此可以在部位容易产生应力集中的情况下采用异形截面材料。
二、壁厚计算问题在压力容器设计中,壁厚计算以及压力计算是非常重要的环节,它直接关系到压力容器的安全性能。
壁厚计算问题通常包括:1. 薄壁处变形较大在容器的出入口处、凹凸处等地方,由于局部呈现出复杂高变形状态,会导致应力的集中,在此处壁厚必须加厚。
2. 焊缝处应力显著焊缝处通常存在残余应力,且应力集中程度大,需要加大焊缝处的厚度来提高容器的承压能力。
针对壁厚计算问题,需要采取以下对策:1. 采用较高的材料强度在一定的要求下,增加材料的强度可以减轻材料的厚度。
2. 采用多弯管路通过采用多弯管路的方式,可以使流体的压力平稳地通过容器,从而达到减小容器壁厚的目的。
3. 确保材料精度在材料的生产中,要求生产厂家保证精度,这样可以保证在规定要求的情况下,最小化壁厚。
三、焊缝质量问题焊缝质量问题在压力容器设计中也是比较常见的。
- 32 -论文广场石油和化工设备2021年第24卷浅谈压力容器长颈对焊法兰优化设计李进一(江苏东方瑞吉能源装备有限公司, 江苏 镇江 212000)[摘 要] 通过两个具体算例对压力容器长颈对焊法兰进行优化设计,分析了锥颈高度和法兰厚度对法兰轴向应力、径向应力和切向应力三项主要应力的影响。
计算结果表明,当调整至法兰厚度和锥颈高度相近时,三项主要应力值均接近满应力值。
这样的优化设计使得法兰结构紧凑,受力合理,减轻重量,可显著降低法兰成本。
对小直径且压力不高的长颈对焊法兰,在保证法兰锥颈段斜率≤1:3的前提下,法兰可以不带直边段。
[关键词] 长颈对焊法兰;锥颈高度;法兰厚度;优化设计作者简介:李进一(1988—),男,江苏盐城人,2012年毕业于南京工业大学化工过程机械专业,工学硕士,高级工程师。
主要从事压力容器设计及校审工作,已发表论文4篇。
Waters 法是国际上应用最广、历史最悠久的法兰计算方法。
该方法于1937年提出,经过几十年的实践证明,它是一种成熟可靠、经济合理的设计方法。
目前GB/T 150.3、JB 4732、ASME 等标准规范中有关法兰计算都是基于Waters 法[1]。
Waters 法认为控制法兰强度的三个主要应力为法兰环上的最大径向应力和切向应力以及锥颈上的最大轴向应力。
Waters 法忽略了压力直接作用于法兰环、锥颈、圆筒三部分所产生的薄膜应力以及三部分在压力直接作用变形协调所产生的应力[2-6]。
1 长颈对焊法兰长颈对焊法兰是压力容器中最常用的设备法兰,NB/T 47023-2012标准[7]虽然给出了公称压力为0.6~6.4MPa 、工作温度-70℃~450℃的碳钢和低合金钢制压力容器长颈对焊法兰,但法兰、螺柱、螺母及垫片材料需完全按标准中匹配表和修正表执行,受到诸多限制,而且在工程实际中很多长颈对焊法兰都超出了NB/T 47023-2012标准的范围,如不锈钢法兰或工作温度超过450℃的长颈对焊法兰等,这时都要按GB/T 150.3-2011进行非标法兰设计计算。
S30408不锈钢压力容器封头环缝焊接工艺研究(焊接毕业设计)剖析S30408不锈钢压力容器封头环缝焊接工艺研究(焊接毕业设计)剖析编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(S30408不锈钢压力容器封头环缝焊接工艺研究(焊接毕业设计)剖析)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为S30408不锈钢压力容器封头环缝焊接工艺研究(焊接毕业设计)剖析的全部内容。
S30408不锈钢压力容器封头环缝焊接工艺研究(焊接毕业设计)剖析云南广播电视大学云南国防工业职业技术学院机械电子工程学院毕业论文(设计)课题S30408不锈钢压力容器封头环缝焊接工艺研究教研室专业班级学生姓名学号导师姓名职称201 年 月日目录摘要 (I)第1章绪论 (1)1。
1 研究背景 (1)1.2 压力容器基本要求及存在问题 (2)1.2。
1 压力容器基本要求 (2)1.2.2 压力容器焊接中存在的问题 (2)1.3 本论文的主要研究问题 (3)第2章 S30408不锈钢焊接性 (4)2.1 S30408成分及性能 (4)2.2 S30408焊接性 (4)2。
3 本章小结 (5)第3章 S30408焊接工艺 (6)3.1 焊接方案 (6)3.2 焊接设备及材料 (6)3。
2.1 手弧焊设备及材料 (6)3。
2.2 埋弧焊材料及设备 (7)3.3 焊接工艺 (8)3。
3。
1 焊接参数选择 (8)3。
3.2 焊接工艺流程 (10)3。
3.3 焊接注意事项 (11)3。
4 本章小结 (11)第4章焊后检测 (12)4.1 焊后检验意义 (12)4。
2 力学性能试验 (12)4.2。
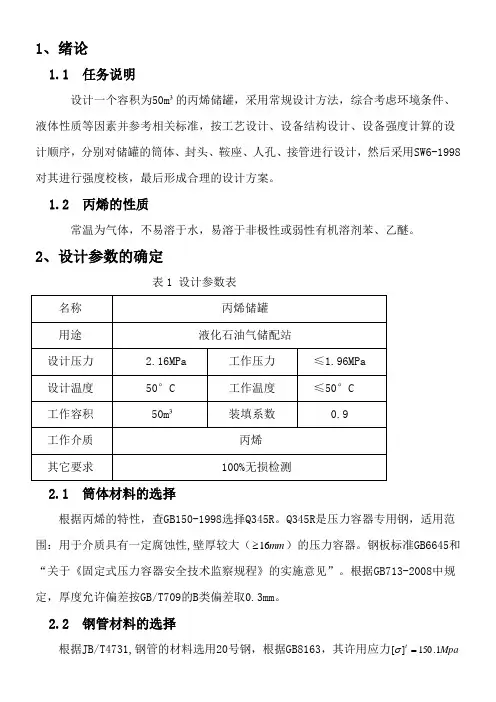
1、绪论1.1 任务说明设计一个容积为50m³的丙烯储罐,采用常规设计方法,综合考虑环境条件、液体性质等因素并参考相关标准,按工艺设计、设备结构设计、设备强度计算的设计顺序,分别对储罐的筒体、封头、鞍座、人孔、接管进行设计,然后采用SW6-1998对其进行强度校核,最后形成合理的设计方案。
1.2 丙烯的性质常温为气体,不易溶于水,易溶于非极性或弱性有机溶剂苯、乙醚。
2、设计参数的确定表1 设计参数表2.1 筒体材料的选择根据丙烯的特性,查GB150-1998选择Q345R。
Q345R是压力容器专用钢,适用范围:用于介质具有一定腐蚀性,壁厚较大(16mm≥)的压力容器。
钢板标准GB6645和“关于《固定式压力容器安全技术监察规程》的实施意见”。
根据GB713-2008中规定,厚度允许偏差按GB/T709的B类偏差取0.3mm。
2.2 钢管材料的选择根据JB/T4731,钢管的材料选用20号钢,根据GB8163,其许用应力Mpat1.σ[=150]3、压力容器结构设计3.1筒体公称直径计算筒体的公称直径i D 有标准选择,而它的长度L 可以根据容积要求来决定。
根据公式 23i 50m 4D L π= 取 L/D=4将L/D=4代入得:i 2520D mm = 圆整后,i 2600mm D =3.2 封头结构设计查GB/T 25198-2010《压力容器封头》得:封头型号采用EHA 型,即标准椭圆封头,并以内径为标准。
表2 封头参数查JB/T 4746-2002《钢制压力容器用封头》,由表B 、2 EHA 椭圆形封头质量得:m=1064.2kg 。
3.3筒体长度计算根据 g 2?/0.9V V V +=筒封 得:9.4m L=筒圆整后取9.5mi9500 3.62600LD=≈ 在3-6之间 故计算容积为54.98m ³3.4 计算压力cp查《压力容器介质手册》可得丙烯在50℃下的密度为457.63g m则:液柱静压力: 1P =457.69.81 2.60.0116596M gh Pa ρ=⨯⨯=1/0.015696/2.160.73%5%P P ==<,故液柱静压力可以忽略,设计压力可取计算压力 即:c P P 2.16MPa ==3.5 筒体壁厚计算该容器需100%探伤,所以取其焊接系数为 1.0φ=。
前言这次设计中的主要内容为浮头式换热器的结构与强度设计,主要包括:管板厚度计算、换热管的分布、折流板的选型、浮头盖及浮头法兰的计算、开孔补强计算以及各种零部件的材料选择等。
在设计过程中,尽量采用较新的国家标准,做到既满足设计要求,又使结构优化,降低成本,以提高经济效益为主,力争使产品符合生产实际需要,适合市场激烈的竞争。
第1章概述第1·1节设备的简介换热器是化工、炼油、动力、食品、轻工、原子能、制药、机械及其它许多工业部门广泛使用的一种通用设备。
在化工厂中,换热设备的投资约占总投资的10%~20%;在炼油厂中,约占总投资的35%~40%。
换热器是将热流体的部分热量传递给冷流体的设备,又称热交换器。
其中管壳式换热器具有可靠性高、适应性广等优点,在各工业领域中得到了广泛的应用。
第1·2节设备的基本结构浮头式换热器有BES和AES两种型式,主要有壳体、浮动管箱、管束等部件组成,管箱由封头、管箱法兰、接管、接管法兰等组成,管束由换热管、折流板、拉杆、定距管、管板等组成。
浮头换热器的浮头部分结构,按不同的要求可设计成各种形式,除必须考虑管束能在设备内自由移动外,还必须考虑到浮头部分的检修、安装和清洗的方便。
第1·3节设备的分类和设计管壳式换热器具有可靠性高、适应性广等优点,在各工业领域中得到最广泛的应用。
近年来。
尽管受到了其他新型换热器的挑战,但反过来也促成了其自身的发展。
在换热器向高参数、大型化发展的今天,管壳式换热器仍占有主导地位。
浮头式换热器有以下优缺点:优点:(1)管束可以抽出,以方便清洗管、壳程;(2)介质间温差不受限制;(3)可在高温、高压下工作,一般温度小于等于450度,压力小于等于6.4兆帕;(4)可用于结垢比较严重的场合;(5)可用于管程易腐蚀场合。
缺点:(1)小浮头易发生内漏;(2)金属材料耗量大,成本高20%;(3)结构复杂。
第2章结构设计第2·1节材料的选择2.1.1 换热管规格及材质的选定选用φ25mm×2.0mm无缝钢管,在管程中为有机溶剂,材质为不锈钢(根据GB151—1999 表10)。
课程设计题目液氨储罐的设计院 (系) 化学与化工学院专业过程装备与控制工程学号0806250118姓名杨律化指导老师范晓勇目录附:课程设计任务书一序言(一)设计任务(二)设计思想(三)设计特点二材料及构件的选择(一)材料的选择(二)构件的选择三设计计算内容(一)封头的设计(二)计算压力P的确定c(三)名义厚度的初步确定(四)容器的压力实验(五)人孔的设置(六)容器载荷的计算(七)支座的设计确定(八)各物料进出管位置的确定及其标准的选择(九)液位计的设计(十)焊接接头设计四设计小结五储罐总装配示意图六参考资料附:课程设计任务书一序言:(一)设计任务:设计液氨储罐,完成主体设备的工艺设计和附属设备的选型设计,绘制总装配图和零件图,并编写设计说明书。
(二)设计思想:综合运用所学的化工容器设计的基础课程知识,本着认真负责的态度,对储罐进行设计。
在设计过程中综合考虑了经济性,实用性,安全可靠性。
(三)设计特点:容器的设计一般由筒体,封头,法兰,支座,接口管及人孔等组成。
常低压化工设备通用零件大都有标准,设计时可直接选用。
本设计书主要介绍了液氨储罐的筒体,封头的设计计算,低压通用零件的选用。
各项设计参数都正确参考了行业使用标准或国家标准,这样让设计有章可循,并考虑到结构方面的要求,合理的进行设计。
二材料及构件的选择:(一)材料的选择:氨作为一种重要的化工原料,应用广泛,为运输及储存便利,通常,将气态的氨气通过加压或冷却,得到液态氨。
液氨,又称为无水氨,是一种无色液体,有强烈的刺激性气味,液氨在工业上应用广泛,而且具有腐蚀性,且容易挥发,采用钢瓶和槽车装运。
纯液氨腐蚀性小,储罐可选用一般钢材,但由于压力较大,可以考虑20R,16MnR这两种钢材。
如果纯粹从技术角度看,可用20R类的低碳钢板,16MnR钢板的价格虽比20R贵,但在制造费用方面,同等重量设备的计价,16MnR钢板较为经济,所以在此选择16MnR钢板作为制造筒体和封头的材料。
压力管道技术书籍
1. 《压力容器设计与制造》(原书第2版)- 陈继红,顾伟忠:这本书是关于压力容器设计和制造基本原理和方法的经典之作。
它介绍了压力容器的设计、材料选择、制造工艺等方面的内容,并附有大量实例和计算方法。
2. 《管道设计与工程》- 皮诺斯基:这本书是关于管道设计和
工程原理的权威指南。
它涵盖了管道系统的设计、材料选择、安装、监测和维护等方面的内容,介绍了设计规范、计算方法和实际案例。
3. 《高压工艺管道》- 帕雷兹:这本书主要介绍了高压工艺管
道的设计、材料选择、焊接技术和安全管理等方面的内容。
它包含了大量的实际案例和经验总结,对于从事高压工艺管道设计和施工的工程师和技术人员非常有用。
4. 《压力管道设计手册》- 陈锐容:这本书详细介绍了压力管
道的设计原理、计算公式、设计流程和施工要求等方面的内容。
它以实用性为主,对不同类型的压力管道的设计和安装进行了全面的讲解。
5. 《管道施工技术与质量控制》- 胡长龙:这本书主要介绍了
管道施工的各个阶段和关键环节,包括管道布置、焊接、管道支架、测试和验收等方面的内容。
它注重实用性和施工过程中的质量控制,适合从事管道施工和项目管理的工程师和技术人员阅读。
以上是一些关于压力管道技术的推荐书籍,希望对您有帮助。
压力容器设计综合知识要点压力容器是目前各个领域中使用较为普遍的一种设备,主要运用于石油、化工、医药、食品等领域。
压力容器的设计与制造需要精密的技术和严格的标准,保证其使用安全和可靠。
以下是压力容器设计的综合知识要点。
1. 法律法规和标准规范压力容器的设计和制造必须遵守国家法律法规和行业标准规范,主要包括《压力容器安全技术监察规程》、《压力容器设计标准》、《压力容器制造许可证管理办法》等。
这些法律法规和标准规范对于压力容器的设计和制造提供了相关的技术规范和安全保障。
2. 压力容器的分类按功能和用途,压力容器可分为储气罐、反应釜、蒸馏塔、分离器、换热器等。
不同类型的压力容器在设计和制造上存在一定的差异,因此需要充分了解各类压力容器的特点和要求,保证其结构和安全性。
3. 压力容器的材质选择压力容器的材质选择需要考虑多个方面的因素,如使用介质特性、工作环境、生产成本等。
一般情况下,常用的材质有碳钢、合金钢、不锈钢等。
在使用过程中,还需要定期检验和维护压力容器的材质是否符合要求。
4. 压力容器的设计要素压力容器的设计要素包括容器的几何形状、容积、壁厚、支座结构、密封方式等。
在设计过程中需要根据使用要求和安全标准进行合理选择,确保容器的稳定性和承载能力。
另外,在设计过程中还需要充分考虑制造工艺,确保设计方案能够被制造和安装。
5. 压力容器的制造要求压力容器的制造需要严格按照规范进行,确保容器的质量和安全性。
制造要求包括工艺要求、检验要求、记录要求等。
在制造过程中需要严格遵守操作规程,检验加工质量,确保制造过程没有任何缺陷或漏洞。
6. 压力容器的安全性保障压力容器的安全性是设计和制造的核心要求,在使用过程中,需要对容器进行定期检测、维护和维修,确保其安全性和可靠性。
另外,在使用前需要进行试运行和安全学习,提高操作人员的安全意识和应急处理能力。
总之,压力容器的设计和制造需要严格按照国家法律法规和行业标准规范进行,合理选择材料和制造技术,确保容器的质量、稳定性和安全性。
第44卷第4期2007年8月化 工 设 备 与 管 道PROCESS E QU I P M E NT &P I P I N G Vol 144 No 14Aug 12007 压力容器不锈钢复合钢板制造压力容器设计厚度探讨肖文丽 韩玉梅(中国石油天然气华东勘察设计研究院,青岛 266071)摘 要:说明了不锈钢复合钢板制造压力容器的设计厚度与制造成品的最终厚度之间的差异,及可能造成不满足设计要求的严重后果,提出了设计制造应注意的问题。
关键词:不锈钢复合钢板; 压力容器; 设计厚度; 成品厚度中图分类号:T Q050.4+1文献标识码:A文章编号:100923281(2007)0420014202D iscussi on of D esi gn Th i ckness of Pressure Vessel Fabr i ca ted by St a i n less Steel C l ad Pl a teX i a o W en li Han Y u m e i(CN PC Eastchina D esign Institute,Q ingdao 266071)Abstract I n this article,the fact that the difference existed bet w een the design thickness of the vessel fabricated by stainless steel clad p late and the final thickness of the p r oductmay result in severe consequence was indicated .The as pects needed t o be noted in fab 2ricati on were,then,p resented .Keywords stainless steel clad p late,p ressure vessel,design thickness,thickness of p r oduct收稿日期:2007201212作者简介:肖文丽(1963—),女,高级工程师。
`四川理工学院毕业设计8000L提取罐设计学生:学号:专业:过程装备和控制工程班级:200指导教师: 曾四川理工学院机械工程学院二O一三年六月四川理工学院毕业设计(论文)任务书设计(论文)题目:8000L提取罐设计学院:机械工程专业:过程装备与控制工程班级:2学号:0学生:指导教师:曾接受任务时间2013年3月1日系主任(签名)院长(签名)1.毕业设计(论文)的主要内容及基本要求给定:设备容积:8000L 加热面积:15m2内胆设计压力:常压夹套设计压力:0.35MPa设备主体材料:0Cr18Ni9 过滤面积:2.4m2完成:0#总装配图一张,零部件图0#图总量1张,设计说明书一份。
2.指定查阅的主要参考文献及说明1)《过程设备设计》,化学工业出版社2)《化工设备设计全书》,化学工业出版社3)《中药提取工艺与设备》,化学工业出版社4)《制药化工过程及设备》,中国医药科技出版社摘要提取罐是主要用于医药化工中常用的浸出提取设备特别适合于植物产物所含成分的浸出提取。
也可用于化工生产和食品加工行业。
此设计中按照国家标准,在设计要求的条件下,处于安全和便捷的考虑,着重对提取罐的圆筒、锥壳、夹套、滤网等进行几何尺寸设计和强度校核,以保证生产的需要。
同时对封头、法兰、支座、接管等进行选型。
关键词:提取罐;医药;国家标准;强度校核ABSTRACTExtractor is mainly used in popular medicine chemical leaching device ideal for plant products contain components extract. It can also be used for chemical production and food processing industry.This design in accordance with national standards, design requirements and conditions, is in a safe and convenient, focusing on extracting cans of cylinder, cone, jacket, filters, etc.,-geometry design and strength, to ensure that the needs of production. At the same time on the head, flanges, supports, taking over for selection.Keywords: Extractor; medicine; national standards; strength check1299549404目录摘要.....................................................................................................ІABSTRACT. (Ⅱ)第1章绪论 (1)1.1中药提取物发展现状 (1)1.3 中药提取物的设备和方法 (1)1.3.1 超临界流体萃取技术 (1)1.3.6 破碎提取法 (4)1.3.7 其它提取法 (4)1.5中药提取物的标准和应用 (5)第2章罐体设计 (7)2.1 罐体的设计 (7)2.1.1 圆筒的结构设计 (7)2.1.4 提取罐主体结构简图 (9)2.4 夹套的几何尺寸计算 (21)2.4.1夹套的直径和高度 (21)2.5 过滤网的尺寸设计 (26)第3章封头设计及耐压试验 (28)3.1 上下封头的选择和设计 (28)3.1.1上封头结构形式的选择 (28)3.1.3下封头的选择壁厚及壁厚计算 (29)3.2.2夹套液压试验 (32)第4章提取罐标准件设计 (34)4.1 法兰设计 (34)4.1.1 法兰型式的选择 (34)4.1.3乙型平焊法兰尺寸 (35)4.2 容器的接管及开孔补强计算 (36)4.3.4 核算支座允许载荷 (44)4.4 安全泄放装置 (44)第5章结论.......................................................................................... ..46 参考文献. (47)致谢 (48)第1章绪论1.1中药提取物发展现状中药提取物,不同于植物提取物,来源于自然界(包括植物、动物、和矿物质,下用来预防,诊断和治疗疾病的天然物,是对中药材的深度加工,具有开发投入较少、技术含量高、产品附加值大、国际市场广泛等优势和特点。
南华大学毕业设计(论文)综述报告题目50m3液氨储罐设计及温控系统设计学院名称机械工程学院指导教师冯小康职称教授班级过控1102班学号20114420226学生姓名刘洪2015年4月23日1.本设计研究的目的和意义液氨主要用于生产硝酸、尿素和其他化学肥料,还可用作医药和农药的原料.在国防工业中,用于制造火箭、导弹的推进剂。
可用作有机化工产品的氨化原料,还可用作冷冻剂.NH3分子中的孤电子对倾向于和别的分子或离子形成配位键,生成各种形式的氨合物.如[Ag(NH3)2]+、[Cu(NH3)4]2+、BF3·NH3等都是以NH3为配位的配合物。
液氨是一个很好的溶剂,由于分子的极性和存在氢键,液氨在许多物理性质方面同水非常相似。
一些活泼的金属可以从水中置换氢和生成氢氧化物,在液氨中就不那么容易置换氢。
但液氨能够溶解金属生成一种蓝色溶液。
这种金属液氨溶液能够导电,并缓慢分解放出氢气,有强还原性.例如钠的液氨溶液:金属液氨溶液显蓝色,能导电并有强还原性的原因是因为在溶液中生成“氨合电子”的缘故。
例如金属钠溶解在液氨中时失去它的价电子生成正电子:液氨加热至800~850℃,在镍基催化剂作用下,将氨进行分解,可以得到含75%H2、25%N2的氢氮混合气体。
用此法制得的气体是一种良好的保护气体,可以广泛地应用于半导体工业、冶金工业,以及需要保护气氛的其他工业和科学研究中.2。
本设计国内外研究现状2。
1 国外研究现状液氨储存是液氨工业中非常重要的一个环节,但对液氨接收站或调峰型液化工厂来说占有很高的投资比例,因此世界上许多国家都非常重视大型常压液氨储罐设计和制造。
阿尔及利亚、文莱和印度尼西亚等液氨输出国和英国、法国、日本等输入国都建有大量大型常压液氨储罐.目前液氨在亚洲应用量最大, 占全球78%,其中日本应用量占全球62%。
储罐形式取决于容量大小、投资费用、安全因素及当地的建造条件等.目前世界上不少国家都有能力和技术建造大中型常压储罐。
毕 业 设 计(论文)
压力容器的设计与制造
学生姓名:X X 指导教师:XXX 教授 专业名称:XXXXXXX
XXXX 职业学院 2013年6月 摘 要 ··
我国一直是重工业生产的大国,全国各地分布着很多重工业企业,对于以重工 业为主的地方来说,维护设备的安全与稳定运营显得尤为重要。在近几年不断发生的工业事故中,我们可以看到,由于锅炉设备原因而发生爆炸等工业事故的几率占了50%左右,将近是所有工业事故的一半。由此我们可以看出,锅炉的设计对于工业生产来说至关重要。 夹套罐的应用在锅炉压力容器中非常广泛,夹套罐的设计对于压力有较高的要求,对于容器罐体、夹套的封头与筒体高度、强度等方面的设计要求精度很高,所设计的内容是否与各标准相一致,是否达到国家保准,这些都非常重要。 关键词:罐体;夹套罐;压力;校核 目录 引 言 .......................................................... 5 第一章 产品结构以及材料性能 ................................... 7 1.1产品结构分析 ............................................ 7 1.2 母材性能分析 ............................................ 8 1.2.1 材料化学成分及力学性能 ............................ 8 1.2.2 母材焊接性 ........................................ 9 第二章 产品工艺流程以及焊接材料选取 ........................... 10 2.1 产品工艺流程图 ......................................... 10 2.2 焊缝位置分布 .......................................... 11 2.3 焊前准备 ............................................... 11 2.4 钢材预处理 ............................................. 12 2.4.1 钢材的矫正 ....................................... 12 2.4.2 钢材的表面处理 ................................... 14 2.4.3 表面防护处理 ..................................... 14 2.5 内筒的下料和卷制 ....................................... 14 2.5.1内筒的下料 ....................................... 14 2.5.2 内筒的卷制 ....................................... 15 2.6 封头的下料和冲压 ....................................... 18 2.6.1 封头的下料 ...................................... 18 2.6.2 封头的冲压 ....................................... 19 2.7 夹套的下料和成型 ....................................... 21 2.7.1 夹套的下料 ....................................... 21 2.7.2 夹套的成形加工 ................................... 21 2.8焊前准备 ............................................... 23 2.9纵缝焊接工艺参数 ....................................... 24 2.9.1点固焊 ........................................... 24 2.9.2纵缝焊接工艺参数 ................................. 25 2.10 环缝焊接工艺参数 ...................................... 26 2.10.1筒节与封头的装配 ................................ 26 2.10.2筒节与封头的焊接 ................................ 26 2.10.3夹套与夹套封头的焊接 ............................ 26 2.11焊后检验 .............................................. 27 2.11.1焊接检验程序的设计原则 .......................... 27 2.11.2 X射线检测 ..................................... 27 2.11.3 超声波检测 ..................................... 28 2.11.4 涂漆 ........................................... 28 第3章 压延模具的设计 .......................................... 28 3.1 冲压设备 ............................................... 28 3.2 设计要求 ............................................... 28 3.3 封头压延成形模具的结构 ................................. 29 3.4 封头压延成形模具的设计参数 ............................. 29 3.4.1 凸模设计参数 ..................................... 29 3.4.2 压边圈 ........................................... 30 3.4.3 凹模设计参数 ..................................... 30 结论 ........................................................... 31 参考文献·························································································································31 致谢··································································································································32
引 言
压力容器是容器的一种,是指最高工作压力大于等于0.1MPa,容 积大于等于25L,工作介质为气体、液化气体或最高工作温度高于或等于标准沸点液体的容器。这类结构大都在一定的温度和压力下工作,且相当一部分结构的工作介质或内部充装物为易燃易爆,或具有强烈腐蚀性,或有毒的物质,一旦发生泄露或者断裂破坏,就可能产生灾难性的后果,造成人民生命财产的严重损失。因此,必须保证该类结构在工作和运行中的安全可靠性,必须按照产品设计的技术要求中专门的技术规范来进行制造生产,严格控制质量,并且要由专设机构来进行监督和检查。世界各国对于压力容器的制造和使用都非常重视,均设有专门机构,制定了详细的技术规范和检查标准。 压力容器产业的发展离不开机械、冶金、石油化工、电脑信息、经济管理和安全防护等诸多工程技术的改革创新,或者说它是在多项新材料、新技术、新工艺综合开发的基础上发展的工业产品。在科学技术不断提高的今天,压力容器行业的发展当然也离不开先进技术的使用。
一.现代先进设计技术的开发应用 压力容器设计单位必须持有国家质量技术监督部门颁发的相应 类别“压力容器设计单位批准书”。设计人员的资格取证不仅需对应于第一、二类或第三类压力容器的要求,而且还将区分能胜任“按应力分析设计”,或只能担任“按规则设计”。现代先进设计技术在压力容器领域的开发应用,主要是指“按应力分析设计”范畴。除了已较普及的计算机辅助计算(CAC)和计算机辅助设计(CAD)外,有待进一步开发的如有限元设计、并行设计、虚拟设计和计算机辅助工程(CAE)等现代先进技术均将在21世纪取得不同程度的进展。
二.先进制造技术理念的推广普及 压力容器制造单位必须持有国家质量技术监督部门颁发的“压力容器制造许可证”,并应建立健全的质量保证体系。但我国已取证的压力容器制造企业的人均GDP值和产品附加值都还很低,技术装备、技术素质和管理水平也都很落后。为了面对21世纪的挑战和机遇,达到优化产品质量、降低生产成本、提高劳动生产率、提升国际竞争力,有必要在压力容器产业推广“先进制造技术”理念。所谓先进制造技术(AMT)是美国在上世纪80年代提出的新概念,它是一项集具体制造技术与经营管理技术两个层面于一体的系统工程。AMT的特点为:以市场为导向,以系统观念、工业工程为指导,以全面数字化技术为依托,合理使用先进技术,精心组织经营管理。作为压力容器的生产模式,主要包含三个技术群,即主体技术群如备料、滚卷、锻压、成形、组装、焊接、热处理、检验测试和压力试验、爆破试验、疲劳试验等;