孔位置度综合检具的设计及使用规范
- 格式:doc
- 大小:27.50 KB
- 文档页数:4
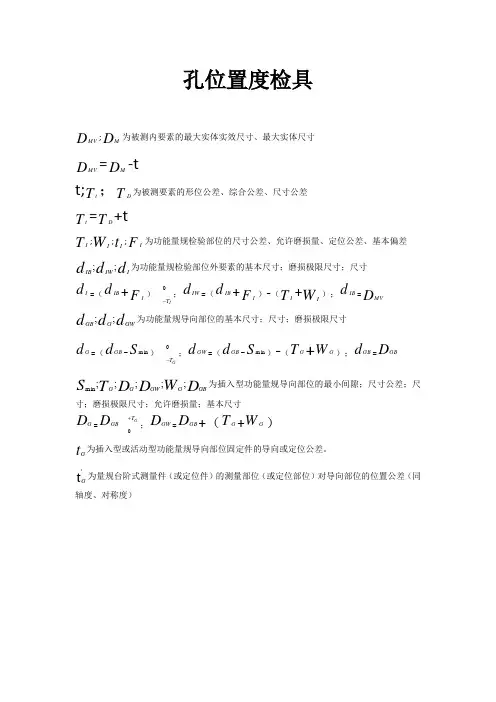
孔位置度检具
D MV ;D M 为被测内要素的最大实体实效尺寸、最大实体尺寸 D MV =D M
-t t;T t ;T D 为被测要素的形位公差、综合公差、尺寸公差 T t =T D
+t T I ;W I ;t I ;F I 为功能量规检验部位的尺寸公差、允许磨损量、定位公差、基本偏差 d d d I IW IB ;;为功能量规检验部位外要素的基本尺寸;磨损极限尺寸;尺寸 d I =(d IB +F I )0
I T -;d IW =(d IB
+F I )-(T I +W I );d IB =D MV
d d d GW G GB ;;为功能量规导向部位的基本尺寸;尺寸;磨损极限尺寸
d G =(d GB -S m in )0
G T -;d GW =(d GB -S m in )-(T G +W G );d GB =D GB
D W D D T S GB G GW G G ;;;;;min 为插入型功能量规导向部位的最小间隙;尺寸公差;尺寸;磨损极限尺寸;允许磨损量;基本尺寸 D G =D GB G
T +0;D GW =D GB +(T G +W G
) t
G 为插入型或活动型功能量规导向部位固定件的导向或定位公差。
t '
G 为量规台阶式测量件(或定位件)的测量部位(或定位部位)对导向部位的位置公差(同
轴度、对称度)。
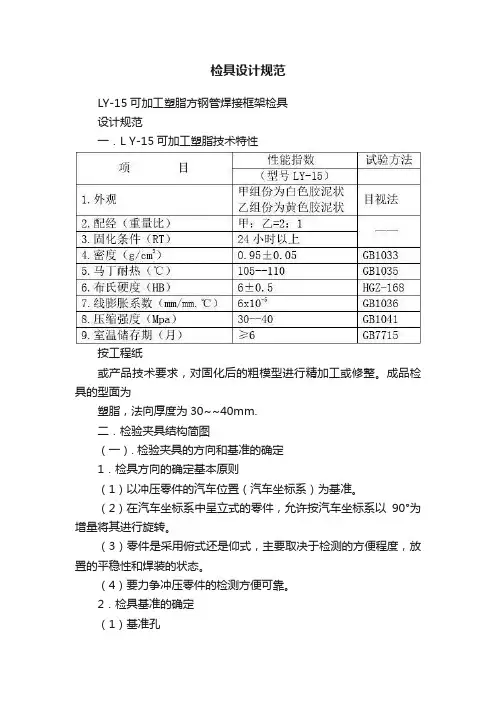
检具设计规范LY-15可加工塑脂方钢管焊接框架检具设计规范一.L Y-15可加工塑脂技术特性按工程纸或产品技术要求,对固化后的粗模型进行精加工或修整。
成品检具的型面为塑脂,法向厚度为30~~40mm.二.检验夹具结构简图(一). 检验夹具的方向和基准的确定1.检具方向的确定基本原则(1)以冲压零件的汽车位置(汽车坐标系)为基准。
(2)在汽车坐标系中呈立式的零件,允许按汽车坐标系以90°为增量将其进行旋转。
(3)零件是采用俯式还是仰式,主要取决于检测的方便程度,放置的平稳性和焊装的状态。
(4)要力争冲压零件的检测方便可靠。
2.检具基准的确定(1)基准孔a.考虑到检具和焊装夹具定位基准的统一。
b.考虑到基准孔的选定在加工时容易保证精度,容易定位。
c.考虑到和某些冲压工序中的定位相一致。
(2)基准线用零件在汽车坐标系位置中的坐标线为基准线。
(3)基准面指设在检具底面角部呈互相垂直的平面。
a.各基准面间的垂直度允差为±0.05mm/1000mm.b.各基准面间的基准面平行度允差为±0.05mm/1000mm.c.侧基准面与坐标线平行度允差为±0。
1mm/1000mm.(二) 检验夹具基本结构的设计1.检具的定位装置a.销孔定位:分主定位和辅定位。
圆锥形(主定位)锥棱形(辅定位)b. 挡板定位:c. 形状定位:当被测零件的形状比较特殊,放置于检具上比较平稳的时候,可直接用零件的形状定位。
2. 夹紧装置(1). 基本形式(2). 注意事项a.夹紧点的位置必须同焊装夹具中夹紧位置相同。
b.夹紧点的数量尽量少,不得超过焊装夹具中夹紧点数量。
具体数量需视被测零件的轮廓尺寸和形状复杂程度而定。
c.保证对被测零件表面法向垂直夹紧。
d.夹紧器的动件运动轨迹不得发生干涉。
3.检具检测孔位基本方法(1). 插销法(2). 台阶法:对于孔形复杂或孔径几何尺寸较大(Ф≥32)的孔,其位置的检测可以采用台阶式。
孔组复合公差的检具结构设计周 华 陆静易 邝志伟 黄 充柳州五菱汽车工业有限公司 1 引言随着国内汽车工业的迅速发展和竞争加剧,对整车质量的要求也不断提高,从而对汽车车身和零部件质量也随之提高。
国内对车身零部件一般都采用专用的检测夹具(简称检具)作为主要的检测手段,以控制工序间的产品质量。
因此设计和制造出操作方便、检测精度高的专用检具,也就显得非常重要。
汽车车架上的孔组一般都用于安装单个零部件,孔组位置精度要求较高,因此如何设计和制造出能满足检测孔组复合公差的检具成为急需解决的问题。
2 孔组复合公差孔组复合公差是产品设计中用来控制汽车零部件孔组之间装配精度而定的复合位置度要求,一般反映在汽车设计的G D&T 图纸上。
按我国国家标准G D&T (G eometry Dimension and T olerance 的缩写)是“几何尺寸公差”的意思。
通常G D&T 图纸是由负责产品设计的尺寸工程师来设计,体现了整个产品设计的要求。
G D&T 图是非常重要的工程图纸,是设计检具和工装的重要依据。
设置复合公差主要是为了满足单个零部件在整车上的安装位置要求和安装孔之间位置要求,以达到批量生产和互换性要求。
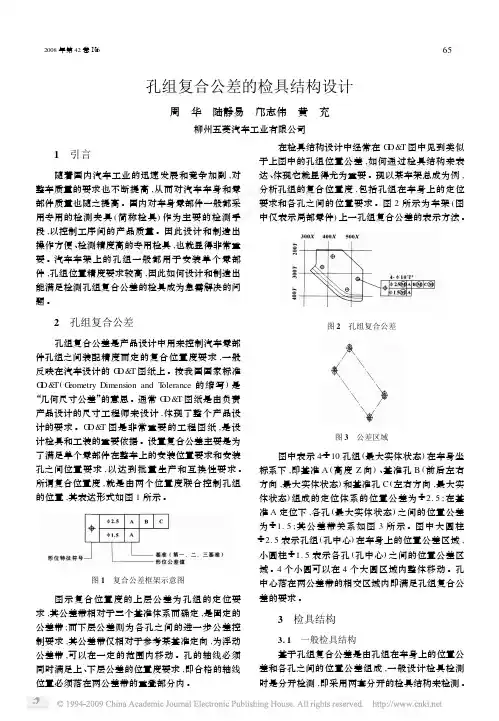
所谓复合位置度,就是由两个位置度联合控制孔组的位置,其表达形式如图1所示。
图1 复合公差框架示意图图示复合位置度的上层公差为孔组的定位要求,其公差带相对于三个基准体系而确定,是固定的公差带;而下层公差则为各孔之间的进一步公差控制要求,其公差带仅相对于参考某基准定向,为浮动公差带,可以在一定的范围内移动。
孔的轴线必须同时满足上、下层公差的位置度要求,即合格的轴线位置必须落在两公差带的重叠部分内。
在检具结构设计中经常在G D&T 图中见到类似于上图中的孔组位置公差,如何通过检具结构来表达、体现它就显得尤为重要。
现以某车架总成为例,分析孔组的复合位置度,包括孔组在车身上的定位要求和各孔之间的位置要求。
检具叉车孔设计标准 第一篇:检具叉车孔设计标准 检具叉车孔设计标准 1、目的 通过叉车能便于检具整体移动。 2、范围 本标准适用于为检具叉车孔设计的依据和基本要求。 3、术语 叉车孔:在检具底座上开的两个槽孔,并使用叉车插入槽孔,对检具进行搬运的孔,被称为叉车孔。 4、内容 4.1 叉车的基本数据 4.1.1 2T-3T叉车叉脚尺寸: 叉脚长度为:1000-1800mm 叉脚宽度为:120mm 叉脚活动的水平距离A:1070mm 叉脚水平调节距离:240mm-1070mm 叉脚厚度从最小部分到最大部分值为:10-40mm 4.1.2 5T叉车叉脚尺寸: 叉脚长度为:1200mm-2400mm 叉脚宽度为:150mm 叉脚活动的水平距离D:1700mm 叉脚水平调节距离:300-1700mm 叉脚厚度从最小部分到最大部分值为:15-60mm 4.2 检具底座:双层平台式底座(即采用槽钢加钢板结构),底座上层钢板最终厚度≥10-30mm,底座应施予适当热处理以消除焊接内应力,底座的构造应具有充分的强度,在正常使用下不得产生任何弯曲变形。 1.长+宽(600~1200mm),底座上层钢板最终厚度10-15mm; 2.长+宽(1200~1800mm),底座上层钢板最终厚度20-25mm; 3.长+宽(1800mm以上),底座上层钢板最终厚度25-30mm。5.叉车孔设计标准 5.1 底座:长+宽(600~1200mm) 叉车孔尺寸为: 长:150mm之间 宽:50mm之间 两个叉车孔间距:间距在0-200mm之间,采用2T-3T叉车叉运检具 5.2 底座:长+宽(600~1200mm) 叉车孔尺寸为: 长:150mm之间 宽:50mm之间 两个叉车孔间距:间距在100-600mm之间,采用2T-3T叉车叉运检具 5.3 底座:长+宽(1800mm以上) 叉车孔尺寸为: 长:200mm之间 宽:70mm之间 两个叉车孔间距:间距在200-600mm之间,采用2T-3T,5T叉车叉运检具。在进行设计时,按照设计标准进行设计,同时,也要考虑叉车孔在检具底板的合理性,对称性,美观性! 第二篇:大众检具设计标准检具和测量支架技术要求 大众检具设计标准检具和测量支架技术要求 1.概述 检具: 检具是冲压件和焊接件等在线检测检验夹具的简称,与其它文件中提到的样架具有相同的意义。检具是一种按需方特定要求专门制造的检测工具。检具的形面必须根据零件的CAD数据铣削加工,能体现零件的所有参数,对零件进行定性检测。对于零件上的某些极其重要的功能性尺寸,还能利用检具进行数值检测。检具还同时应具有测量支架的功能,但是当检具的在线检测功能与测量支架功能不能同时满足时,应首先满足检具的在线检测功能。 测量支架: 测量支架是用3D测量机测量冲压件和焊接件时的一种辅助支架,其所有的支撑面(点)和定位基准面(点)均必须根据零件的CAD数据铣削加工,有些特殊零件的测量支架还应具有部分检具的功能。 1.1 检具和测量支架的设计、制造和验收应以产品图纸和主模型(或CAD 数据)为基准。当零件无主模型(或CAD数据)时,应以产品图纸和经SVW认可的样件作为依据。 1.2 检具和测量支架能够根据有效的产品图纸和主模型(或CAD数据)来合理地测量零件的所有参数,借助于三坐标测量机能对检具和测量支架进行校验和鉴定。1.3 在正常的使用频率和良好的保养维护情况下,应保证检具和测量支架与其相对应的压延模具或焊接夹具有相同的使用寿命。 1.4 检具和测量支架的设计原则按VW 39D701,技术要求按VW 39D702。2.结构 2.1 材料选择:(按VW 39D721)2.1.1 轮廓(外形)表面: 大、中冲件:由可加工的树脂材料组成(如CIBA 5166/XB5166)小冲件: 铝合金 2.1.2 检具骨架: 样架:铸铝合金。 测量支架:铸铝合金或模块式装配结构。2.1.3 基准块:与检具骨架一体加工、制造。 注意:供货商应该向SVW提供2.1.1和2.1.2中使用的材料说明报告。 2.2 骨架和底座结构 2.2.1 构造的骨架必须具有足够的强度和刚度。 2.2.2 基准块平面度要求0.05毫米,垂直度要求在1000毫米内不得大于0.05毫米。 2.3 基准孔 2.3.1 检具上必须设置两个基准孔(按VW标准39D733,39D734)。基准孔的间距为200毫米的倍数,应落在汽车坐标系的百位线上。 2.3.2 两个基准孔应设置标识(1号圆孔、2号椭圆孔),并标出坐标值。 2.4 零件定位 2.4.1 用零件的RPS点作为定位,RPS支承面均采用装配式结构。2.4.2 在检具上应考虑设置塞规的安放位置(即销座/销盒)。 2.4.3 零件如选用孔作为定位,应选用两个孔作为定位孔,且孔的公差应小于±0.1毫米。 2.5 间隙(按VW 39D721、VW 39D754、VW 39D766) 检具制造时请注意零件CAD数据面位置和零件料厚对间隙的影响 支承面: 0毫米 划线表面: 1毫米 测量表面: 小冲件 3毫米 大、中冲件 5毫米 塞规套管端面: 小冲件 6毫米 大、中冲件 8毫米 2.6 零件外形(按VW 39D721)齐平 图1 划线 图2 厚薄规 游标尺测量 2.7 孔 2.7.1 划线: 由于零件结构的原因,零件上的有些孔只需进行划线检查。划线原则: 在零件孔的下方间隙1毫米处,检具的相应区域划线,划线区域直径应大于孔径5毫米,划线表面应与孔的倾斜表面平行。划线表面为红色(RAL 3000),划线深度和宽度均为0.1。 2.7.2 塞规和套管: 定位销按照VW标准39D736、39D737、39D738、39D739设计,检验销按照VW标准39D745、39D746、39D747、39D748设计。套管按照VW标准39D754、39D755设计。2.7.3 塞规和套管应作标识(RPS1、RPS2、1号、2号 ),并一一对应。2.7.4 塞规应该用细链条/细绳子固定在检具上。2.7.4 销孔应作通孔。 2.7.5 目检:孔径用游标尺测量。 2.8 转折部位 为了阐明零件型面的弯曲角度情况,在检具上需要划线。 2.9 可移动的形状规(卡板) 2.9.1 采用摆动的形状规(按VW 39D776)。检查零件的重要配合面的轮廓。2.9.2 用轻金属制作插入式卡规(按VW 39D785),用于检查大型表面的轮廓。 2.11 夹头/磁铁 2.11.1 夹头的夹紧点必须设置RPS点上。夹头夹紧次序按RPS序号确定。2.11.2 夹头在非稳定状态下,不能与任何物体相干扰。 2.11.3 夹头的结构要设计成能使3D测量机方便地探测到RPS支承面和整个零件的测量点。(可采用叉型夹头,但叉型夹头内径要大于6.5mm,同时夹头宽度要达到所需强度)。2.11.4夹头夹紧方向必须与零件表面相垂直。夹头只允许用作零件夹持(夹紧力小于5 Kg),不允许出现过分夹紧现象和采用强制的方式使零件处于额定值位置。2.11.5 夹头上应牢固粘上橡皮,以保护零件。 2.11.6 磁铁应嵌入支承面或设置在支承面两侧,且应低于支承面0.1mm。 2.12 活动拼块 2.12.1 每一活动拼块至少有二个导管或导柱。2.12.2 活动拼块用快速加紧装置固定。2.12.3 导管或导柱的间距不大与200毫米。 2.13 栅格线 检具上栅格线的间距为100毫米。对于小冲件,检具上栅格线的间距可以设置为50毫米,栅格线上要标出汽车坐标系数值。 2.14 伸缩缝 检具型面部分长度每200-250mm,应切割伸缩缝。伸缩缝宽度不大于2mm。 2.15 半径 2.15.1 在凸模的转角处,倒角为1毫米。如果是凹模,其半径小于3毫米。2.15.2 如果凹模的半径超过R3,保持检具的转角处半径略大于2毫米。2.15.3 在凹检具的转角处不需要半径。 2.16 运输装置 2.16.1 在检具的底部应设置叉槽。2.16.2 每一检具均应有吊耳。 2.16.3 如果检具重量大于30公斤,底座需配置可快速拆卸的万向轮(带制动)。2.16.4 如果检具重量小于30公斤,需配置把手。 2.17 色标 支承、定位面、齐平面(0毫米): 白色或材料本色 划线孔区域(1毫米): 红色RAL 3000 测量表面(3、5毫米): 黄色RAL 1012 塞规套管端面(6、8毫米): 黑色 辅助区域: 蓝色RAL 5005 卡规: 蓝色RAL 5005 骨架底座: 蓝色RAL 5005 2.18 标志 2.18.1 检具和测量支架的铭牌(由SVW提供)应包含以下内容: ——车型、零件名称、零件号 ——检具号 ——检具总重量 ——基准面符号 ——制造日期、最后修改日期 ——制造商 2.18.2 基准线标志(按VW标准39D725)2.18.3 测量表面和栅格线的标志: 栅格线的数值、测量表面或间隙表面、零件外形轮廓形状规、塞
检具标准一、检具设计总体要求1、1 检具设计要求以客供3D/2D 方式进行,设计软件要求用UG NX4.0 能够打开和读取,检具设计完成时,乙方需提供会签所需要的3D数据图纸检具仕样书及相关资料,由甲方进行审查会签,检具图应能完整、清晰地表示出零部件的定位、检测方案及检测点。
1.2、会签通过后,按要求将3D 图投出2D 图纸,格式AUTOCAD。
总图,部件图,零件图均应绘制产品图和剖面图,且在图纸中标注相应的产品零件号、零件的定位加工基准(例如:S面、H孔)、零件的检测基准值(例:3或0)。
检具图应用三视图绘出(并且必须标注车身坐标参考线),检具图纸必须包括装配图、部件图、剖面图、零件图(包括所有自制件),外购件需提供采购零件清单,内容包括制造厂家及规格型号、零部件明细表;自制零件明细表要求包括:零件名称、数量、材料、标准、规格、技术要求。
且经过校对、审核和批准程序。
在最终的设计稿中应该包括使用该种检具的操作指导和操作顺序。
图纸会签后如需对检具进行变更则应该事前征得客方同意并进行详细记录。
1.3、检具应方便使用,正常使用条件下不能产生任何翘曲变形,检具的定位基准须与产品定位点一致,见产品图纸。
1.4、检具底座及钢材质支架、定位面(非工作表面)及其它一些钢材质部件均需要进行防腐处理。
1.5、按照人机工程学来分析,要求检测方便、维护方便。
1.6、具有定位基准功能的公差精度等级不低于IT7级。
1.7、所有可拆部分要有相适应的存放装置,尽量利用检具本体上剩余空间,保证可拆卸附件和样架在工作和搬运中不被损坏。
检具活动零部件不许超出基板范围。
二、检具结构要求:2.1、检具基板:基板结构:2.1.1、大型件:底座台面大于2000 mm *2000mm 时,采用双层基板焊接,可采用槽钢、钢板(上层钢板≥20mm)焊接结构或铸铝。
焊接件不能有焊接缺陷或漏焊现象。
底座加强筋选用20# 以上的槽钢。
并具有一定的强度和刚度(焊接件必须消除应力)。
孔位置度综合检具的设计及使用规范
【摘 要】 检验夹具是指零件在加工制造过程中在生产线上专用(尺寸)检
测工装(简称检具),检具不但具有定量功能同时具有定性功能(非机械加工零
件所使用检具同时具备测量支架功能),检具设计时其测量功能,定位原则应满
足图纸测量技术要求,从而保证加工制造;测量评定基准的一致性。综合检具适
用于大批量生产的产品如汽车零部件等,用来替代卡规,塞规,CMM(三坐标
测量机),游标卡尺等测量工具,操作简单,使用方便,省时省力,精度可靠,
检验效率高。本文设计的检具主要是指测量各个加工孔位置度的计数型(定性功
能)综合检具,它是用来检验最大实体要求的被测要素和(或)基准要素,以确
定它们的实际轮廓是否超出相应的边界。
【关键词】 孔位置度 设计 组合检具
1 孔位置度综合检具的设计
检具整体结构如图1所示:
此检具是一个组合检具,由定位装置、测量装置、夹紧装置、辅助装置(包
括导向装置、传动装置、测量零件的紧固装置)组成。检具结构确定后,检具设
计关键在于确定定位装置、测量装置、夹紧装置、辅助装置尺寸.本例中零件基
准孔尺寸和一个加工孔尺寸如图2所示,加工孔只列举1个,其它检测销尺寸计
算方法与本检测销检测方法相同:
本文位置度公差是最大实体原则同时应用于被测要素和基准要素的实例。当
被测孔和基准B和基准C均处于最大实体状态时(最大实体状态,是指实际要
素在给定长度上处处位于极限尺寸之内,并具有允许的材料量最多的状态,称为
最大实体状态.)设计此综合位置检具是模拟被测件的装配极限(实效边界)情
况下的一种标准匹配件。以下分别介绍定位装置、检测装置、夹紧装置、辅助装
置尺寸的计算方法。
1.1 检具定位装置设计
为了明确地确定一非旋转对称之物体的位置,必须用所有六个可能的运动方
向来对其定位,即3-2-1定位法则,如图所示1面(A面),两销(直销定位销B,
菱形销定位销C)限制6个自由度。两个定位销采用固定式,如图3所示,定位
销尺寸计算如下:
1.1.1 定位销B的定位部位尺寸
DMV=DM-t=(6.09-0.02)-0.05=6.02mm
Tt=TD+t=(0.02+0.02)+0.05=90μm;
TP=4μm;Fp=12μm;WP=4μm;
dBP(B)=DMV
dLP(B)=(p
dBP(C)=DMV
dLP(C)=(dBP(C)+Fp(C))0-TP=(5.97+0.016)0-0.005=5.9860-0.005mm
dwP(C)=(dBP(C)+Fp(C))-(TP+WP)=(5.97+0.016)-(0.005+0.005)
=5.976mm(如图3)
1.2 测量部位尺寸确定
其测量要素的形状,为与被测孔的实效边界相一致的活动销组成,本检具要
检测12个孔位,以下列举1个被测孔位尺寸计算。被测孔尺寸如图(2)所示。
Tt=(0.05+0.05)+0.5=0.60mm
DMMC=12-0.05=11.95mm
d1BM=DMMC-t=11.95-0.5=11.45mm
d1LM=(d1BM+FM1)0-TM=(11.45+0.045)0-0.01=11.4950-0.01mm
d1WM=(d1BM+FM1)-(TM+WM)=(11.45+0.045)-(0.01+0.01)=11.475
1.3 导向部位尺寸确定
导向部位兼做测量部位和定位部位,其导向部位基本尺寸按测量部位尺寸
定,一般等于测量部位的最大实体尺寸,导向部位尺寸如下:
DBG=dLMmax=11.495mm
DLG=(DBG+Cmin)+TG0=(11.495+0.005)+0.0060=11.5+0.0060mm
DWG=(DBG+Cmin)+(TG+WG)=(11.495+0.005)+(0.006+ 0.006)
=11.512mm
式中DMV—孔最大实体状态实效尺寸
DMMC—孔最大实体尺寸
t—中心要素形位公差值
dBP、dLP、dwP—定位部位的基本尺寸、极限尺寸、
磨损极限尺寸
dBM、dLM、dwM—测量部位的基本尺寸、极限尺
寸、磨损极限尺寸
DBG、DLG、DWG—导向部位的基本尺寸、极限尺
寸磨损极限尺寸
Tt—综合公差
tP—工作部位的位置公差
TM、TP、TG—测量部位、定位部位和导向部位的尺寸公差
WM、WP、WG—测量部位、定位部位和导向部位的允许最小磨损量
Cmin—导向部位的最小间隙
FM、FP—测量部位和定位部位的基
本偏差
式中FM、FP数值根据GB8069-87表3查得;
TM、TP、TG、WM、WP、WG、Cmin、tP数值根据GB8069-87表2查得。
图4为检测销和导向套的结构以及配合尺寸
1.4 夹紧装置设计
图纸要求:所有形位公差在以基准面A定位,基准面上14个螺栓孔,每个
螺栓孔最大夹紧力为2KN的状态下检测。检具夹紧力要满足图纸要求,夹紧装
置模拟零件装配要求,即定位后用14-M6螺栓夹紧,如图1所示:“9.紧固螺栓
(14个)”
螺栓扭矩产生的压紧力计算:
T=K*F0*d=0.21*2000max(N)*6*10-3m=2.52N·m.(max)
d—螺纹公称直径,mm;
F0—预紧力,N;
K—拧紧力矩系数;
K的数值根据《机械设计手册》第4篇联接与紧固,第1章螺纹及螺纹联接
中3.3.1螺纹联接的拧紧力矩计算表4-1-60查得取0.21。
1.5 主要技术要求
作为综合位置检具,测量部位和定位部位都有磨损极限,因此为了保证检验
准确度,首先要耐磨损,其次要有长期的稳定性。所以各个部位选材及热处理要
求如下:底板45#钢,硬度不高,易切削加工,同时具有良好的耐磨性,铸造性
和切削性,底板调质HB270-300,调制处理后底板具有良好的综合机械性能;导
向套,定位销和检测销材质:T8,热处理:淬火HRC58-62。综合检具要经过发
兰处理,防止使用过程产生锈蚀。
2 综合位置检具的使用
本检具是无刻度的专用计数型检具,用于零件加工孔位的定性检验。并且在
检验批次上是要求抽检,操作时,先把零件定位,然后夹紧,扭矩扳手拧紧力矩
为2.52N.M(max)共14个,拧紧顺序从外侧对角线方向依次拧紧。侧板中检测
销依次插入零件被测孔,顺利通过,示为合格,否则为不合格。我公司规定检具
使用要周期检验,综合检具检验周期为6个月,定位销,检测销,导向套尺寸不
能超过磨损极限,在接近磨损极限时要及时更换。
3 结语
综合检具的设计依据来自图纸,精度可靠,结构设计尽量满足操作简单,使
用方便,孔位综合检具替代三坐标测量机,大大提高生产率,降低质量成本,提
高产品质量和检验效率,在机械加工领域(尤其是在大批量生产中)起着举足轻
重的作用,还可以更好地参与市场竞争,提高产品的市场竞争率。
参考文献:
[1]成大先.联接与紧固.机械设计手册.单行本.北京:化学工业出版社,2004.1.
[2]国家机械工业委员会.位置量规,GB8069-871987-07-14.
[3]陈于萍,高晓康.互换性与测量技术,(第二版).高等教育出版社,2005.7.