零件设计说明书
- 格式:docx
- 大小:23.95 KB
- 文档页数:14
一、零件的分析二、工艺规程的设计机械加工余量、工序尺寸及毛坯尺寸的确定三、工装设计分析,提出设汁任务书五、主要参考文献(五) 各工序的定位夹紧方案及切削用量的选择 (六) 各工序的基本工时 (一)确定毛坯的制造形式 (二)基准的选择 (三)工艺路线的拟定及工艺方案的分析一、零件的分析(一)零件的作用上板是位于飞行器上方部分的一块平板,用于放置单片机等电路设备。
初始上板是只有连接螺纹孔M2H7,以连接下板和卡槽等零件。
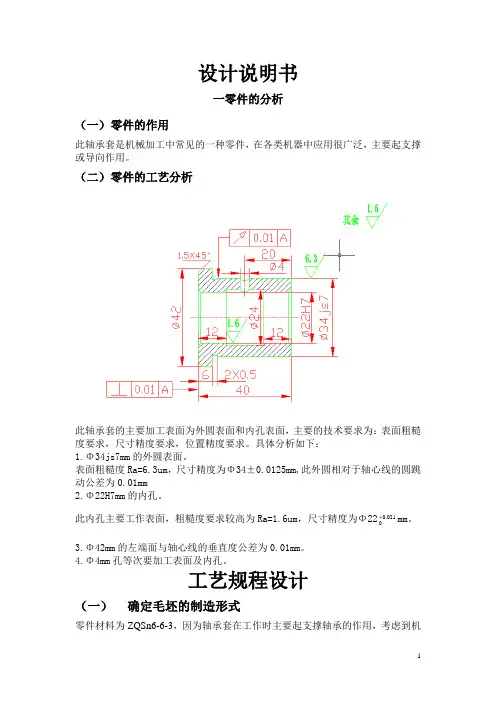
(二)零件工艺分析该零件是板类零件,形状对称,加工面大,零件的主要技术要求分析如下:(参阅附图零件图)(1)该零件上共有20个螺纹孔,每一个螺纹孔的尺寸精度和位置精度都要求较高。
板面有平面度的要求,但是对粗糙度的要求并不是很咼。
(2)零件要求不能有砂眼、疏松、气孔等铸造缺陷,以保证零件的强度、硬度及刚度,零件要求在风力和重力的作用下保持完整无较大形变,不致于发生意外事故。
设计夹具时要注意该事项。
(3)该零件要求沿水平十字中心线四个方向对称,所以在尺寸精度和形位精度上有较高要求,并且对零件材料分布要求精度高以保证零件能平衡。
二、工艺规程的设计(-)确定毛坯的制造形式由于零件形状规则,并不复杂,所以采用真空灌注铸造。
这种碳纤维汽车零件制造工艺是通过真空负压将树脂吸入模具屮,浸泡碳纤维,这样可以精确控制制品的含胶量,改善产品的性能。
力学性能有保证。
工件的材料为混合树脂碳纤维T800,毛坯的尺寸精度要求为1T11 〜12 级。
(二)基准的选择根据零件的图纸及零件的使用情况分析,知M2H7螺纹孔应通过正确的定位才能保证,故对基准的选择应予以分析。
(1)粗基准的选择按照粗基准的选择原则,为了保证不加工表面和加工表面的位置的要求,应选择不加工表面为粗基准,(2)精基准的选择在M2H7螺纹孔加工以后,各工序则以该孔为定位基准,这样满足了基准重合的原则和互为基准的原则。
在加工板体的某些表面时』J 能会出现基准不重合,这时需要进行尺寸链的换算。
(三)工艺路线的拟定(1)工艺路线的拟定为了保证达到零件的儿何形状、尺寸精度、位置精度及各项技术要求,必须制定合理的工艺路线。
由于生产纲领为成批生产,所以采用通用机床配以专用的工、夹、具,并考虑工序集中,以提高生产率和减少机床数量,使生产成本工艺路线方案铸件,退火工序:1•毛坯制造2.粗车上下表面和棱。
3•粗车M2H7 mm孔并倒角。
4.钻、扩、较孔。
5.粗铳两大平面和各个棱面。
6.半赭锂上下表面、各个拔面。
7•钻孔。
8.精锂M2H7 mm螺纹孔。
9•精铳。
此方案是用车削的方法,在车表面的同时将孔一并粗车完成,这样能更好的保证孔与端面的垂直度,然后将两个表面和各个棱面一次铳出,这样有较好的平行度,在用表面定位,用滑柱钻模的钻套定中心,用钻模板直接压紧,也可得到较好的孔与端面的垂直度。
后面的工序均以螺纹孔及表面定位,故基准是重合的。
此方案还要考虑工厂的具体条件等因素,如设备,能否借用工、夹、量具等。
根据此方案的工艺路线制定出详细的工序划分如下所示:毛坯为精铸件,清理后,退火处理,以清除铸件的内应力及改善机械加工性能,在毛坯车间调整V型活块,铳去冒口,达到毛坯的技术要求,然后送到机械加工车间进行加工。
工序:毛坯制造(2) 粗车表面和各个棱面。
粗车M2H7 mm螺纹孔并倒角。
銘、扩、较孔。
粗铳两大平面,各个棱面。
半精锂两表面、半精锂M2H7mm螺纹孔。
铳面銘M2H7mm螺纹孔。
(9) 潇锤M2H7 mm螺纹孔。
(10)精铳。
(11)检验。
根据此工序的安排,编出机械加工工艺过程卡及工序卡片。
(四)机械加工余量、工序尺寸及毛坯尺寸的确定1、确定切削用量及时间定额:工序010以T1为粗基准,粗铳(P 180孔上端面。
加工条件匸件材料:HT200, 0 b 二0. 16GP且HB二190~241,铸造。
加工要求:粗铳(P 22孔上端面。
机床:XA5032立式铳床。
刀具:W18Cr4V硬质合金钢端铳刀,牌号YG6o铳削宽度a.<=60,深度务〈二4,齿数z=10,故据《切削用量简明手册》(后简称《简明手册》)取刀具直径do=80mrao选择刀具前角Y。
=+5°后角a。
=8。
,副后角a。
'二8°,刀齿斜角入S二一10。
,主刃Kr二60°,过渡刃Kr£二30。
,副刃Kr'二5°过渡刃宽比二1mm。
2、切削用量(1)铳削深度因为切削量较小,故可以选择4尸1.5mm, —次走刀即可完成所需长度。
(2)计算切削速度按《简明手册》,2諾加尹算得Vc=98mm/s» n=439r/min, Vf=490mra/s据XA5032立式铳床参数,选择nc=475r/inin,V,=475mm/s,则实际切削速度V c=3. 14*80*475/1000=119.3m/min,实际进给量为f /V fc/ricZ 二475/ (300*10)=0. 16mm/zo (3)校验机床功率查《简明手册》Pcc=l. Ikw,而机床所能提供功率为Pcni>Pcco故校验合格。
最终确定ap=l. 5mm, nc=475r/min, Vfe=475mm/s» V c=119.Sm/min, f 2=0.16nim/z。
(4)计算基本工时t.=L/ V F(32+80) /475=0. 09mino(五)工序020和工序030以T1及小头孔外圆为基准(P 180孔上下端面。
1.加工条件工件材料:HT200, 0 b =0. 16GPa HB=190"241,铸造。
加工要求:精铳q)55上端而。
机床:XA.5032立式铳床。
刀貝:W18Cr4V硬质合金钢端铳刀,牌号YG6。
铳削宽度M二60,深度a/二4,齿数Z二10,故据《简明手册》取刀具直径do二80mm。
选择刀具前角Y。
=+5。
后角a 0=8",副后角a。
'二8。
,刀齿斜角入3二一10° ,主刃Kr二60°,过渡刃Kre二30° ,副刃Kr'二5° 过渡刃宽bE 二Imra。
2.切削用量(1)铳削深度因为切削量较小,故可以选择ap=1.0mm, 一次走刀即可完成所需氏度。
(2)每齿进给量机床功率为「5kw。
查《简明手册»f=0. iro. 24mm/zo由于是对称铳,选较小量f=0.14 mm/zo(3)查后刀面最人磨损及寿命查《简明手册》表3. 7,后刀面最人磨损为1.0^1.5mmo查《简明手册》表3. 8,寿命T=180min⑷ 计算切削速度按《简明手册》,查得Vc = 98inni/s , n=439r/min, Vf=490mni/s据:(A5032立式铳床参数,选择ne=475r/inin,V,=475min/s,则实际切削速度V c=3. 14*80*475/1000=119.3m/min,实际进给量为f『Vfc/ncZ=475/(300*10)=0. 16ram/zo(5) 校验机床功率查《简明手册》Pcc=l. Ikw,而机床所能提供功率为 PcQPcc 。
故校验合格。
最终确定 ap=l. Omm, nc=475r/min, Vfc=475nim/s » V c=119. 3m/min, f z=O. IGmm/Zo(6) 计算基木工时 t ・=L/ V F (32+80) /475=0. 09mino工序030和040以T1及小头孔外圆为慕准,扩、精較cp 22孔,保证 垂直度误差不超过0. 05mm,孔的精度达到ITS3. 选择钻头选择高速钢麻花钻钻头,粗钻时do 二18mm,钻头釆用双头刃磨法,后 =2. 5mm,横刀长 b=l. 5mm,宽 1 二3mm,棱 4. 选择切削用量 (1)决定进给量查《切》f = 0.70〜0.86mm/r所以,f = 0.70111111/r按钻头强度选择f = 1.75ninVr 按机床强度选择f = 0.53mm/r 最终决定选择机床已有的进给量f = 0・48mm/r 经校验=6090<F^ 校验成功。
(2) 钻头磨钝标准及寿命后刀面最大磨损限度(查《简明手册》)为0.5〜0. 8 mm,寿命角a 。
=12° ,二重刃长度be 带长度 h =1.5111111 20=120° % =10 0 = 30T = 60 min •(3)切削速度查《切》=18111111/r 修正系数Kjv =1.0 =1.0 K忖=L0Kxv = 1.0 = 1.0 瓦尸=10 故 \ = 1 SinnV r on = = 31&3 r/min■ 叫查《简明手册》机床实际转速为叭=27才/min 故实际的切削速度V」鶉=5皿5.计算工时L 30 + 1° ^o.lOnnnm nf 272x1.45由于所有工步所用工时很短,所以使得切削用量一致,以减少辅助时间。
扩較和精钱的切削用量如2扩钻:n = 272r / mill f = 0.48iniii/r y. =15.4ni/inin = 19.8mm精较:11 = 272r/iiiiii f = 0.4 8111111/r vr. =15.4in/niin = 20IT7 (六)工序090和100 T1及小头孔外圆为基准,扩、半精镇(P55孔。
1•选择钻头选择高速钢麻花钻钻头,粗钻时do二48mm,钻头采用双头刃磨法,后角a 0=11® ,二重刃长度bE =Hmm,横刀长b二5mm,弧面长1 二9nim,棱带长度h = 3mm 20=120。
&=10。
0 = 30。
2.选择切削用量(1)决定进给量查《简明手册》f=LO〜L2mm/r按钻头强度选择f = 2x11111/r按机床强度选择f = 0.53mm/r最终决定选择Z550机床已有的进给量f = 0.40niiiVr经校验Ff = 12260V24520= Fg 校验成功。
(2)钻头磨钝标准及寿命后刀面最大磨损限度(查《简明手册》)为0.8〜1. 2mm,寿命T = 140iiiin 扩孔后刀面最大磨损限度(查《简明手册》)为0.9〜1 . 4mm,寿命T = 60 Ulin狡和精狡孔后刀面最大磨损限度(查《简明手册》)为0 . 6〜0. 9mm,寿命T = 120 mill(3)切削速度查《切》=20innVr 修正系数Kj^ =10 =1.0 K付= 1.0Kxv = 1.0 K* = 1.0 瓦尸=10 故Vc = 20111111/r on =l£^ = 13Z6r/min' 叫査《简明手册》机床实际转速为兔=12勺/min故实际的切削速度V」監“沁n/r扩较和半精较的切削用量同理如下:扩钻:n = 125r / niin f = 0.40mm/ r =19.5m/min g = 49.75mm半精狡:11 = 125r /Ulin f = 0.40iiiiii/1 = 19.6m/mill dg = 5OIT7 3.计算工时严H 17 + 18 “52miD uf 125x0.53所有工步工时相同。