液压泥炮更换方案
- 格式:doc
- 大小:68.00 KB
- 文档页数:5
液压泥炮更换方案
一、施工前准备工作:
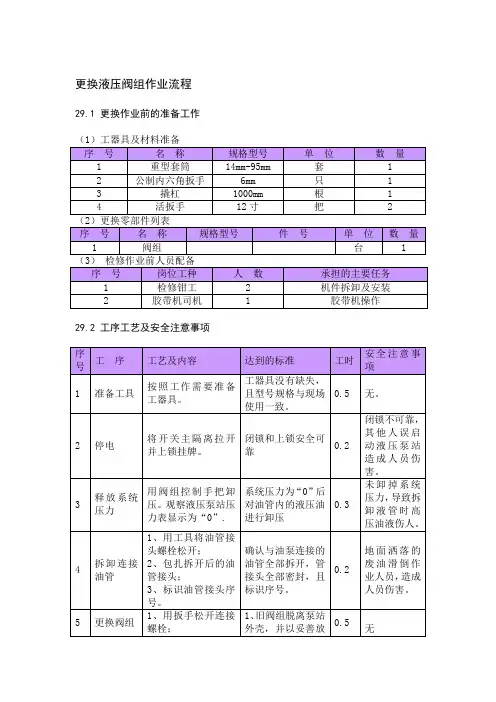
1、施工工具:
⑴、气割工具2套 ;
⑵、钢丝绳φ21.5mm×4m×4根;φ12.5mm×1.5m(4根);5t或3t×3m倒连4台;中号卡环2-4个;
⑶、千斤顶10t两个;
⑷、活扳手450mm、600mm各两把;300mm、250mm各三把
⑸、专用扳手(底座螺栓用);
⑹、大锤、手锤各两把;
⑺、管钳300mm、600mm、1000mm各一把;
⑻、长、短撬杠各两根;
⑼、手电筒、手钳、螺丝刀、錾子、铜棒、平锉等常用工具备好;
⑽、电焊机1套;
(11)手砂轮一台;风镐一套;
2、施工用材料备好:
⑴、施工前将泥炮等所有备件运至现场;
回转机构备件更换明细
序号 名 称 型号规格 代 号 数量 备 注
1 回转机构 KD12-40.00(右) 1套 装配成套
2 吊挂机构 KD12-20.00 1套
3 双头螺栓 M24*280 4件
4 螺栓 M42*150 16套 采用双螺母防松
5 液压油管 若干
6 密封圈 若干
7 打泥机构 KD12-10.00
⑵、钢丝刷2把 ⑶、砂纸10张
⑷、润滑脂15袋; ⑸、花包布5公斤; ⑹、电焊条5公斤;
3、需配备施工人员:钳工5-6人;电工1-2人; 炉前工4人;
二、主要技术性能参数: 打 泥 机 构
泥缸容积 0.162m3 油缸直径 φ300mm
泥塞工作推力 1130KN 油缸行程 1030mm
炮泥单位工作压力 7.1MPa 工作油压 16MPa
泥缸直径 φ450mm 额定流量 83L/min
炮口内径 φ120mm 打泥机构重量 2955Kg
吐泥速度 0.3m/s
活塞有效行程 810mm
回 转 机 构
压炮力 116 KN 油缸直径 φ140mm
压炮角度 12° 活塞行程 865mm
工作转角 160° 工作油压 16MPa
回转时间 12-15s 额定流量 83L/min
回转机构重量 4613kg 吊挂机构重量 872kg
液 压 站 油 泵 型 号 63SCY14-1B
额定压力 31.36 MPa
额定流量 90L/min
电动机 型 号 Y160L-4
功 率 15KW
转 速 1460r/min
油液 N46抗磨液压油
三、结构和工作原理
1、 打泥机构油缸的活塞杆固定,油缸运动,推动泥缸活塞前进。油缸座上装有挡泥环和漏泥孔,可以有效地防止炮泥落到油缸活塞杆上。
泥缸的材质为铬钼钢,内壁经辉光离子氮化处理。泥缸和油缸下部装有隔热板,其内部间隙处可适量填充炮泥和其他耐火材料,以增强隔热效果。
2、 回转机构是采用转臂绕固定轴旋转的方式,回转油缸通过杆机构使转臂转动,回转油缸的活塞杆端部铰接在机座上,油缸工作时缸体运动,通过V形杆连杆带动转臂旋转。
KD型液压泥炮没有单独的压炮机构,它的压炮动作是随着转臂的回转过程完成的。KD100型液压泥炮的回转机构安装在一过渡斜底座上,斜底座的上表面在沿主铁钩方向有120倾角,以保证炮身在堵铁口位置保持120的压炮角度。
本泥炮回转油缸功能有二,一是驱动打泥机构在工作区间内往复运动;二是在完成压炮动作后,进而使炮嘴平面与出铁口泥套平面之间产生足够大的压紧力——既压炮力,以保证打泥时不会漏泥。
本泥炮回转机构可使炮嘴在出铁口基准线以内200mm至基准线以外350mm区间内的运动轨迹为近似直线运动,其水平摆动量≤+-10mm,但由于受油缸行程的限制,炮嘴只能进入基准线以内约130mm,故制作泥套时应考虑这一因素,适当外移泥套平面不仅有利于泥炮的工作,也有利于出铁口的安全运行。
四、施工步骤:
通则:
1、熟悉现场、资料,对零部件进行复查、清点,发现问题及时汇报处理;
2、检修前一天将所有工具、材料、备件等运至现场;工长安排炉前工将泥炮周围渣铁、杂物等清理干净,保证施工时不受影响。
3、 到休风通知后,开始进行拆解检修。
A、 更换打泥机构
A、1、卸油管前将打泥机构回转至中间位置(使打泥机构置于南北方向),转臂两侧点焊钢板将转臂挤住。
A、2、确认油泵停止、泄压后,解除油管,并将进出油口包扎,以免进入污物。
A、3、在打泥机构上方,前、各后各挂一个3吨或5吨倒链(注意:倒链悬挂位置要稍偏向打泥机构耳轴脱出的方向)。倒链用上力后拆除后吊挂(缓冲器)上的销轴。
A、4、松开打泥机构耳轴压盖螺栓,将两压盖拆下,调整两倒链使打泥机构耳轴脱出,缓缓落至地面后用炉前吊车吊离现场。
A、5、利用炉前吊车将新打泥机构吊至尽可能靠近回转机构的位置,(钢丝绳要挂在打泥机构前后吊装孔上,以保持平衡。)
A、6、利用打泥机构上方悬挂的倒链将打泥机构吊起(注意:要使打泥机构向西稍微有点偏转,以利于耳轴顺利进入吊挂机构)。
A、6、调整两倒链使打泥机构耳轴进入吊挂机构轴座,上紧压盖。
A、7、调整打泥机构后部倒链使销轴孔对准缓冲器耳环孔,穿入销轴,上好定位销。 A、8、拆除倒链,连接油管;清理现场后试车。(调试方法见下文)
A、9、安装完毕后,联系炉前操作工旋转泥炮,调整炮口位置至要求。
A、10、复风出铁时观察泥炮堵口两次,无异常后方可撤离现场。
B、 更换回转油缸
B、1、卸油管前将打泥机构回转至中间位置,转臂两侧点焊钢板将转臂挤住,以免拆卸油管后转臂移动伤人。施工人员要站于机构回转范围以外。
B、2、确认油泵停止、泄压后,解除油管,并将进出油口包扎,以免进入污物。
B、3、拆除油缸活塞杆尾部螺母,拆除活塞杆尾部油管结合件;用钢丝绳吊住油缸缸体(防止活塞杆弯曲)。
B、4、拆除油缸耳轴轴承座后用紫铜棒打击活塞杆尾部使活塞杆脱出。
B、5、利用倒链将新油缸吊起,(注意:将原来活塞杆上的垫子套入原位置)将活塞杆插入立轴后上紧螺母,装上活塞杆尾部油管结合件(注意:结合件与活塞杆尾部是否结合良好,不得出现泄露)。
B、6、接上油管,开启油泵,操作控制阀使油缸伸出;点动使油缸耳环与耳环座对齐,装入油缸耳轴轴承座,松开倒链。
B、7、调整方法见下文。
C、 更换回转机构
C、1、首先按拆除打泥机构的步骤拆除打泥机构。
C、2、将转臂转至与斜底座相同方向(朝东),转臂两侧点焊钢板挤住转臂(避免吊装时旋转伤人)。
C、3、拆除斜底座底角螺栓。
C、4、、在转臂小连杆、平衡轴上方各悬挂一个5吨倒链将,先使之稍微离开斜底座看是否平衡,确认平衡后吊起。借助炉前吊车使之移出斜底座后吊离现场。
C、5、如安装则反之进行。
C、6、设备就位后接好油管等辅助设施,紧固地脚螺栓。
C、7、安装完毕后,联系炉前操作工旋转泥炮,调整炮口位置至要求。
C、8、复风出铁观察泥炮堵口两次,无异常后方可撤离现场。
C、9、调整方法见下文。 五、调试
1、 炮嘴的上下位置调整可通过改变吊挂机构缓冲器的丝杆长度来实现。丝杆的长度每增加1mm,炮嘴则上抬2.6mm,反之既然。炮嘴上下调整总量为+-40mm,超出此范围须采用调整斜底座的标高。
2、 炮嘴的左右位置调整方法有二。其一,用回转油缸活塞杆铰接点处的垫片进行调整。当靠近油缸一侧的垫片厚度减少时,炮嘴向远离机座的方向移动;当靠近油缸一侧的垫片厚度增加时,炮嘴向靠近机座的方向移动;此方法调整总量为≤+-40mm—45mm。如超出此范围则应调整地脚螺栓位置来实现。其二,调节控制连杆的长度。松开控制连杆靠近机座M56×4的丝杆和螺母,调节长度,经确认炮嘴对准出铁口后,锁紧即可。此方法调整简便,效果显著。但尽量不使控制连杆长度变化过大,一般≤+-2mm为宜。因为当控制连杆理论长度1940mm基础上调节量过大时将会影响炮嘴“近似直线”运动轨迹的特性。
3、 不论回转机构还是打泥机构工作压力调至12—14mpa,一般即可满足使用要求。压力过高对密封件的寿命和机械磨损都不利。
4、 回转机构全行程时间调至12—15秒较为满意。打泥全行程所需时间约为50.2秒。此时打泥活塞运动速度21.33mm/s。
5、 各压力、流量阀调节完毕后进行保压性能试验,停泵半小时后回转回路中的压力降不大于3 mpa为合格。
六、施工中的注意事项:
1、提前检查各吊索具、吊点应完好无损;
2、准备灭火器两个放置施工现场附近;
3、注意施工过程中,防止挤伤、砸伤、烫伤、煤气中毒等伤害;
4、检修时应停电挂牌,防止液压系统动作;
5、现场属交叉作业,应相互配合,确保各项任务的完成;
6、各转动部位应充足润滑。