塑胶模具开模流程图
- 格式:docx
- 大小:10.05 KB
- 文档页数:1
江西经典塑业模具开发流程图
客户
客户欲开发新模
(样品、图纸或构思); 客户
客户确认开发新品;
垫付产品设公司设计部
与客户沟通产品的形状、结构等技术公司生产部
按设计要求生产出货; 客户
确认样品;
公司业务部确定生产订公司技术部
寄送样品给客户;制定新公司设计部
与客户确认设计稿;联系模具供应商;公司业务部
与客户签订开模合同;
确定产品单公司设计部
跟踪开模进度;
试制产品样
江西经典塑业模具开发流程图
客户
客户欲开发新模
(样品、图纸或构思); 客户
客户确认开发新品;
垫付产品设公司设计部
与客户沟通产品的形状、结构等技术公司生产部
按设计要求生产出货; 客户
确认样品;
公司业务部确定生产订公司技术部
寄送样品给客户;制定新公司设计部
与客户确认设计稿;联系模具供应商;公司业务部
与客户签订开模合同;
确定产品单公司设计部
跟踪开模进度;
试制产品样
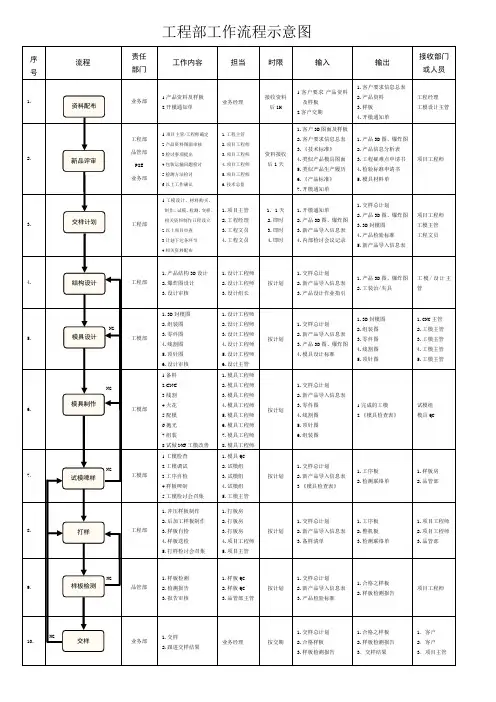
工程部工作流程示意图
序号 流程 责任
部门 工作内容 担当 时限 输入 输出 接收部门或人员
1.
业务部 1.产品资料及样板
2.开模通知单 业务经理 接收资料后1H 1.客户要求.产品资料及样板
2.客户交期 1.客户要求信息总表
2.产品资料
3.样板
4.开模通知单 工程经理
工模设计主管
2. 工程部
品管部
PIE
业务部 1.项目主管/工程师确定
2.产品资料图面审核
3.检讨事项提出
4.包装运输问题检讨
5.检测方法检讨
6.以上工作确认 1.工程主管
2.项目工程师
3.项目工程师
4.项目工程师
5.项目工程师
6.技术总监 资料接收后1天 1.客户3D图面及样板
2.客户要求信息总表
3.《技术标准》
4.类似产品模具图面
5.类似产品生产履历
6.《产品标准》
7.开模通知单 1.产品3D图、爆炸图
2.产品信息分析表
3.工程疑难点申请书
4.检验标准申请书
5.模具材料单 项目工程师
3. 工程部 1.工模设计、材料购买、制作、试模、检测、交样、相关资料制作日程设立
2.以上项目审查
3.计划下达各环节
4.相关资料配布 1.项目主管
2.工程经理
3.工程文员
4.工程文员 1. 1天
2.即时
3.即时
4.即时 1.开模通知单
2.产品3D图、爆炸图
3.新产品导入信息表
4.内部检讨会议记录 1.交样总计划
2.产品3D图、爆炸图
3.3D封模图
4.产品检验标准
5.新产品导入信息表 项目工程师
工模主管
工程文员
4.
工程部 1.产品结构3D设计
2.爆炸图设计
3.设计审核 1.设计工程师2.设计工程师3.设计组长 按计划 1.交样总计划
2.新产品导入信息表
3.产品设计作业指引 1.产品3D图、爆炸图
2.工装治/夹具 工模/设计主管
5.
NG
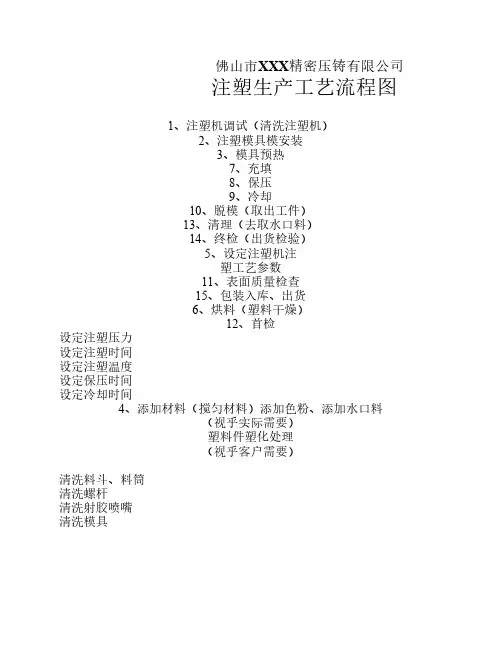
佛山市XXX精密压铸有限公司
注塑生产工艺流程图
1、注塑机调试(清洗注塑机)
2、注塑模具模安装
3、模具预热
7、充填
8、保压
9、冷却
10、脱模(取出工件)
13、清理(去取水口料)
14、终检(出货检验)
5、设定注塑机注
塑工艺参数
11、表面质量检查
15、包装入库、出货
6、烘料(塑料干燥)
12、首检
设定注塑压力
设定注塑时间
设定注塑温度
设定保压时间
设定冷却时间
4、添加材料(搅匀材料)添加色粉、添加水口料
(视乎实际需要)
塑料件塑化处理
(视乎客户需要)
清洗料斗、料筒
清洗螺杆
清洗射胶喷嘴
清洗模具
编制:XXX 审核:XXX 批准:XXX

塑胶开模知识点总结
一、塑料原料的选择
1. 塑料种类及特性
常见的塑料种类包括聚乙烯(PE)、聚丙烯(PP)、聚氯乙烯(PVC)、聚苯乙烯(PS)、聚碳酸酯(PC)、聚酰胺(PA)等。不同的塑料具有不同的物理性能、化学性能和加工性能,因此在开模前需要仔细分析所需产品的使用环境和性能要求,选择适合的塑料原料。
2. 塑料原料的加工性能
塑料原料的加工性能包括熔体流动性、收缩率、尺寸稳定性等指标,这些指标直接影响到产品的成型质量。在开模前需要进行熔体指数、收缩率、热变形温度等性能测试,以便于确定合适的加工参数和模具尺寸。
二、模具设计
1. 模具结构
塑胶模具通常由模具芯、模具腔和动模板、固模板等部分组成。模具结构的设计需要充分考虑产品的结构特点、成型工艺和成型设备的特点,确保产品能够满足设计要求。
2. 冷却系统设计
冷却系统的设计对产品的成型质量和生产效率有着重要的影响。合理的冷却系统设计可以有效降低产品的收缩率、避免热应力导致的变形,并且提高成型周期,减少生产成本。
3. 模具材料选择
模具材料的选择直接关系到模具的使用寿命和成型效果。常见的模具材料包括工具钢、合金钢、硬质合金等,选择合适的模具材料需要考虑到产品的成型要求、模具的生产批量、成本等因素。
三、成型工艺
1. 注塑成型工艺
注塑成型是一种常见的塑胶开模工艺,其工艺流程包括模具闭合、熔融塑料注入、成型冷却、模具开启、产品脱模等多个环节。不同的塑料原料和产品结构需要采用不同的注塑参数和模具结构,以确保产品的成型质量。
2. 压缩成型工艺 压缩成型是一种适用于热固性塑料和低粘度塑料的成型工艺,其主要步骤包括塑料预热、模具压合、成型固化、模具开启等环节。在压缩成型过程中,需要考虑塑料的流动性、压力传递和温度控制等参数,以确保产品的成型质量。
3. 吹塑成型工艺
吹塑成型适用于制作空心产品,其主要步骤包括塑料熔融、气压吹塑、冷却成型等环节。在吹塑成型过程中,需要考虑塑料的融化温度、气压控制、模具结构等参数,以确保产品的成型质量。

塑胶开模注意事项
以塑胶开模注意事项为题,下面我将为大家详细介绍一下开模过程中需要注意的事项。
一、设计阶段注意事项:
1. 确定产品尺寸和结构:在设计产品时,需要明确产品的尺寸和结构,以便在开模过程中准确制造模具。
2. 考虑产品的材料选择:不同的塑胶材料具有不同的特性,如耐热性、耐腐蚀性等,需要根据产品的具体要求选择合适的材料。
3. 考虑产品的开模方式:根据产品的形状和结构,选择合适的开模方式,如单模、多模、热流道等。
二、模具制造阶段注意事项:
1. 选择合适的模具材料:模具材料需要具备一定的硬度和耐腐蚀性,以确保模具的使用寿命和模具制品的质量。
2. 控制模具制造精度:在制造模具的过程中,需要控制好加工精度,以确保模具的尺寸和结构与设计要求相符。
3. 做好模具的冷却系统:模具的冷却系统对于塑胶制品的成型质量和生产效率有着重要的影响,需要合理设计冷却水路,确保塑胶制品的冷却均匀。
4. 做好模具的表面处理:模具的表面处理可以提高模具的耐磨性和光洁度,常用的表面处理方法包括电镀、喷涂等。
三、模具调试阶段注意事项:
1. 控制模具的开合力度:模具的开合力度需要适中,过大会导致模具损坏,过小会影响产品的成型质量。
2. 调试模具的冷却系统:在模具调试过程中,需要检查冷却系统是否正常工作,以确保塑胶制品的冷却效果良好。
3. 调试模具的出胶系统:出胶系统需要设置合适的压力和速度,以确保塑胶材料能够顺利注入模具腔体。
四、模具维护注意事项:
1. 定期清洁模具:定期对模具进行清洁,去除模具表面的残留物,以保证模具的使用寿命和模具制品的质量。
2. 定期润滑模具:定期给模具进行润滑,以减少模具的磨损和摩擦,延长模具的使用寿命。
3. 定期检查模具的损耗情况:定期检查模具的损耗情况,及时修复或更换受损部件,以保证模具的正常使用。
总结:
在塑胶开模过程中,设计阶段需要明确产品尺寸、材料和开模方式;模具制造阶段需要注意模具材料选择、加工精度、冷却系统和表面处理;模具调试阶段需要调试开合力度、冷却系统和出胶系统;模具维护阶段需要定期清洁、润滑和检查模具。只有做好这些注意事项,才能保证塑胶开模的顺利进行,并获得高质量的塑胶制品。