塑胶模具开模流程图
- 格式:doc
- 大小:37.50 KB
- 文档页数:1
模具制作工艺流程如下:审图—备料—加工—模架加工—模芯加工—电极加工—模具零件加工—检验—装配—飞模—试模—生产A:模架加工:1 打编号,2 A/B 板加工,3 面板加工,4 顶针固定板加工,5 底板加工B:模芯加工:1 飞边,2 粗磨,3 铣床加工,4 钳工加工,5CNC 粗加工,6 热处理,7 精磨,8CNC 精加工,9 电火花加工,10 省模C:模具零件加工:1 滑块加工,2 压紧块加工,3 分流锥浇口套加工,4 镶件加工模架加工细节1,打编号要统一,模芯也要打上编号,应与模架上编号一致并且方向一致,装配时对准即可不易出错。
2, A/B 板加工(即动定模框加工),a:A/B 板加工应保证模框的平行度和垂直度为0.02mm,b :铣床加工:螺丝孔,运水孔,顶针孔,机咀孔,倒角c:钳工加工:攻牙,修毛边。
3,面板加工:铣床加工镗机咀孔或加工料嘴孔。
4,顶针固定板加工:铣床加工:顶针板与B 板用回针连结,B 板面向上,由上而下钻顶针孔,顶针沉头需把顶针板反过来底部向上,校正,先用钻头粗加工,再用铣刀精加工到位,倒角。
5,底板加工:铣床加工:划线,校正,镗孔,倒角。
(注:有些模具需强拉强顶的要加做强拉强顶机构,如在顶针板上加钻螺丝孔)模芯加工细节1)粗加工飞六边:在铣床上加工,保证垂直度和平行度,留磨余量1.2mm2)粗磨:大水磨加工,先磨大面,用批司夹紧磨小面,保证垂直度和平行度在0.05mm,留余量双边0.6-0.8mm3)铣床加工:先将铣床机头校正,保证在0.02mm 之内,校正压紧工件,先加工螺丝孔,顶针孔,穿丝孔,镶针沉头开粗,机咀或料咀孔,分流锥孔倒角再做运水孔,铣R 角。
4)钳工加工:攻牙,打字码5) CNC 粗加工6)发外热处理HRC48-527)精磨;大水磨加工至比模框负0.04mm,保证平行度和垂直度在0.02mm 之内8) CNC 精加工9)电火花加工10)省模,保证光洁度,控制好型腔尺寸。
文件制修订记录1.0目的:对影响塑胶模具生产品质的各个环节进行控制,确保生产作业在规定的方法和程序在受控状态下进行。
2.0适用范围:塑胶模具的生产和管理过程的控制。
3.0相关文件3.1文件资料和记录管制程序3.2采购管理程序3.3设计开发管制程序3.4工程变更作业管理程序3.5模具易损耗件更换及研磨标准4.0职责4.1研发部:负责开立(工作执行单)及样品确认。
4.2塑模课:负责模具之设计制作、组装、维修、二、三级保养及零配件生产,管理,自制零件与委外加工零件验收及数量核对。
4.3品保课:负责模具之零件配件及委外加工零件的检验,及试模产品之检验。
4.4采购课:负责模具材料购买,及零件委外加工。
4.5射出课:负责塑胶模具试模及模具验收。
5.0作业内容5.1塑胶模具作业流程:5.2生产计划:5.2.1塑模课依据“研发部”开立的<工作执行单>作<模具开发进度表>。
5.2.2申购、领料过程控制:依据模具设计之图面填写<请购单>申购符合HSF要求之材料,经主管核准后,交至采购办理。
5.3模具生产作业过程的控制:5.3.1生产工艺制程的控制:由模具主管负责其生产流程,各工序技术员依据图面进行作业,当相关资料需更改时,依据<<工程变更作业管理程序>>之相关设计变更进行更改。
5.3.2品质控制:各工序按<模具课制令单>生产完成后,交模具品管进行检验及HSF符合性的测试,并把所测量尺寸及HSF测试记录于<模(治)具检验记录表>及登录于<模具零件加工统计表>,判定允收后,方可交由下一道工序生产◦如判定不符合要求则退回生产单位(含分包商),并开立<模(治)具异常不良处理单>,作相关处理。
5.3.3设备品质及符合HSF的控制:设备品质\符合HSF的控制是依据<仪器、设备每日保养记录表>以及定期清洗相应设备执行。
图解说明塑胶模具的结构组成HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】模具采购必备基础知识之二:塑胶模具的结构组成图解说明:模具注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。
具体原理指:将受热融化的塑胶原材料由注塑机螺杆推进高压射入塑胶模具的模腔,经冷却固化后,得到塑胶成形产品。
塑胶模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。
在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
塑胶模具的结构虽然由于塑胶品种和性能、塑胶制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。
一、塑胶模具结构按功能分,主要由:浇注系统、调温系统、成型零件系统、排气系统、导向系统、顶出系统等组成。
其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。
1.浇注系统:是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。
2.成型零件系统:是指构成制品形状的各种零件组合,包括动模、定模和型腔(凹模)、型芯(凸模)、成型杆等组成。
型芯形成制品的内表面,型腔(凹模)形成制品的外表面形状。
合模后型芯和型腔便构成了模具的型腔。
按工艺和制造要求,有时型芯和凹模由若干拼块组合而成,有时做成整体,仅在易损坏、难加工的部位采用镶件。
3.调温系统:为了满足注射工艺对模具温度的要求,需要有调温系统对模具的温度进行调节。
对于热塑性塑料用注塑模,主要是设计冷却系统使模具冷却(也可对模具进行加热)。
模具冷却的常用办法是在模具内开设冷却水通道,利用循环流动的冷却水带走模具的热量;模具的加热除可利用冷却水通热水或热油外,还可在模具内部和周围安装电加热元件。
4.排气系统:是为了将注射成型过程中型腔内的空气及塑胶融化所产生的气体排除到模具外而设立,排气不畅时制品表面会形成气痕(气纹)、烧焦等不良;塑胶模具的排气系统通常是在模具中开设的一种槽形出气口,用以排出原有型腔空气的及熔料带入的气体。
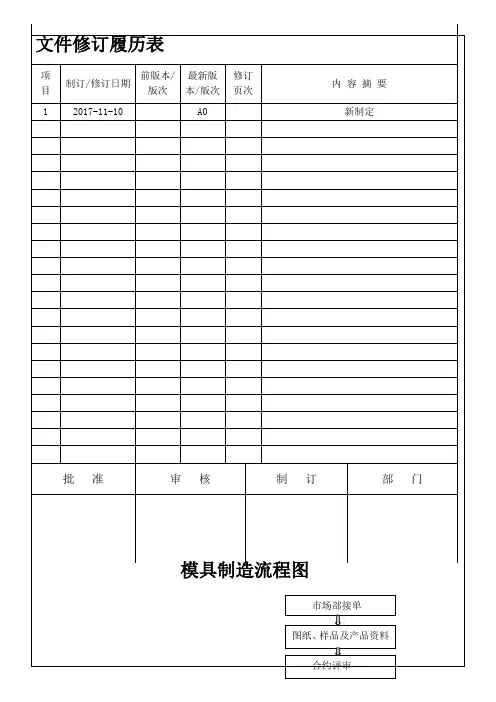
模具制造流程图
文件修订履历表
项 目 制订/修订日期 前版本/版次 最新版本/版次 修订
页次 内 容 摘 要 1 2017-11-10
A0 新制定
批 准
审 核
制 订
部 门
合约评审
图纸、样品及产品资料 市场部接单
模具制造流程图
铜公加工工 粗加工
手板制造
设计评审 产品模具设计
进料检验物料采购
下达生产指令 CNC 、线切割、EDM
精加工型腔、行位、斜顶
合 模 品质检验 品质检验 品质检验 氮 化
电 镀
蚀 纹
品质检验
模具组装 试模 品质检验
客户认可
交模试产
注塑制造流程图
市场部接单
合约评审
下达生产指令单
制作生产排程
领料、生产前准备
上模调机做首件
首件确认
量产
IPQC检验
加工包装。
塑胶模具设计教程审图1.尺寸是否完备A.详细审视图面各个细部尺寸是否标注。
B.可要求制工传图档,直接于档案上测量漏标处尺寸,但仍需请制工补正确认并签名以减少日后之争议。
2.开模方式A.Cavity数目、模座大小、适用成型机台(Tie bar间距、最大射出能力)。
B.塑料原料类型、可成型性及其所需之外围设备。
干燥桶、除湿机、模温机(Nylon series)C.模具型式:二板或三板模;Slider or not。
除25°DIMM168SMT type外,其余皆不需跑滑块。
D.分模线、公母模侧(成品图之Top view or bottom view为公模)。
E.顶出方式:拨块加顶针。
F.模仁可加工性及机械强度:a.目前的加工能力和精度是否可达模仁设计之要求。
b.成品尺寸设计若太细微,容易造成模仁强度不足或有尖角而易损伤。
G.公差合理性:是否具备大量制造的能力。
3.Design Review Meeting将上述有疑虑及困难的部分或须与其它零件段配合之事项于Design Review会议上提出并提供改善之建议案。
二﹑Shrinkage1.塑料缩水率(α)一般计算成型收缩率的方式是由常温的模具尺寸D与成型品的实际尺寸M:D MD−=α在决定模具设计的实际尺寸时,依图面所用的塑料而先查得成型缩水率,再计算出模具的尺寸。
2.Desktop Memory Socket Connector常用之塑料A.“Sumitomo LCP E6006”(ref.x:0.1%;y:0.16%;z:0.16%)B.“Polly LCP L140”C.“Toray LCP”D.“Wuno LCP”E.“南亚、耐特、晋纶PA66”F.“Arlen PA6T”G.“DSM PA46(F8、HF5040)”3.可过IR 制程之塑料为“Sumitomo LCP E6006”,而且其收缩率很小,尺寸安定性极佳,故通常以此种原料为设计基准,其它塑料则以实际射出之尺寸为该料号之图面尺寸(目前于DIMM 168与DDR 皆采用大范围之公差将不同原料之成品总长涵盖,如140.9525.005.0−+;RIMM 则因为是高频connector 且Intel 对生产制程尺寸之cpk 值要求非常严格,故采用E6006原料)。
塑胶开模流程
塑胶开模是制造塑料制品的重要工艺之一,其流程包括产品设计、模具制造、注塑成型等多个环节。
下面我们将详细介绍塑胶开
模的流程及注意事项。
首先,产品设计是塑胶开模的第一步。
在产品设计阶段,需要
考虑产品的结构、形状、尺寸等因素,同时也需要充分考虑到塑料
材料的特性,以确保产品可以顺利进行注塑成型。
在设计过程中,
需要使用专业的设计软件,如CAD、UG、SolidWorks等,以确保设
计的准确性和可行性。
接下来是模具设计与制造。
模具的设计与制造是塑胶开模流程
中最关键的环节之一。
在模具设计阶段,需要根据产品的设计图纸,确定模具的结构、材料、加工工艺等参数。
模具制造过程中,需要
使用数控机床等设备进行精密加工,以保证模具的精度和质量。
同时,模具的表面处理也是非常重要的,可以采用电镀、喷砂等方式,以提高模具的表面光洁度和耐磨性。
然后是注塑成型。
在模具制造完成后,就可以进行注塑成型了。
在注塑成型过程中,需要根据塑料材料的特性,确定合适的注塑工
艺参数,如温度、压力、注射速度等。
同时,还需要对模具进行调试,以确保产品的成型质量和生产效率。
最后是产品的后续处理。
在产品成型后,还需要进行脱模、修边、组装等后续处理工序。
在这些工序中,需要注意保护模具的表面,避免损坏模具,并保证产品的质量和外观要求。
总之,塑胶开模流程包括产品设计、模具设计与制造、注塑成型以及产品的后续处理等多个环节,每个环节都需要严格控制,以确保产品的质量和生产效率。
希望本文对您有所帮助,谢谢阅读。
江西经典塑业模具开发流程图
客户
客户欲开发新模(样品、图纸或构
思);
客户
客户确认开发新
品;
垫付产品设计稿
费;
公司设计部
与客户沟通产品
的形状、结构等技
术要求;
并准备设计图稿;
公司生产部
按设计要求生产
出货;
进行售后跟踪;
客户
确认样品;
公司业务部确定
生产订单;
公司技术部
寄送样品给客户;制定新品生产参数;
公司设计部
与客户确认设计稿;
联系模具供应商;
按要求报价与客户
协调开模及交期;
公司业务部
与客户签订开模
合同;
确定产品单价,支
付开模款;
公司设计部跟踪开模进度;试制产品样品;。