光伏封装胶膜介绍
- 格式:docx
- 大小:321.42 KB
- 文档页数:7
光伏级pvb胶膜光伏级PVB胶膜(Photovoltaic Backsheet Film PVB)是一种用于太阳能电池组件的背板材料,具有优异的电气绝缘性能和耐候性能。
本文将介绍光伏级PVB胶膜的特点、应用领域和未来发展趋势。
一、光伏级PVB胶膜的特点光伏级PVB胶膜是一种由聚乙烯醇(PVA)和聚醚酯(PET)等高分子材料组成的复合材料。
它具有以下特点:1. 优异的电气绝缘性能:光伏级PVB胶膜具有良好的电气绝缘性能,可以有效防止电流泄漏和短路现象,提高太阳能电池的安全性能。
2. 良好的耐候性能:光伏级PVB胶膜具有良好的耐候性能,能够抵御紫外线、高温和湿度等外界环境的侵蚀,延长太阳能电池组件的使用寿命。
3. 高粘接强度:光伏级PVB胶膜与太阳能电池片之间采用特殊的粘接工艺,具有极高的粘接强度,可以有效防止背板与电池片之间的分离现象。
4. 轻薄柔韧:光伏级PVB胶膜具有轻薄柔韧的特点,重量轻、柔韧性好,能够适应各种复杂的安装场景。
二、光伏级PVB胶膜的应用领域光伏级PVB胶膜主要应用于太阳能光伏电池组件的背板材料。
其主要作用如下:1. 电气绝缘:光伏级PVB胶膜能够有效隔离电池片与外界环境,避免电流泄漏和短路现象,提高太阳能电池组件的电气安全性。
2. 抗紫外线:太阳能电池组件长期暴露在室外环境中,光伏级PVB 胶膜能够有效抵御紫外线的侵蚀,减少背板材料的老化速度,延长组件的使用寿命。
3. 抗湿度:光伏级PVB胶膜具有良好的防潮性能,能够有效防止水分渗透到电池片内部,保持电池的正常工作状态。
4. 机械保护:光伏级PVB胶膜可以提供对电池片的机械保护,防止外部环境对电池片的损害,提高组件的机械强度和抗冲击性能。
三、光伏级PVB胶膜的未来发展趋势随着太阳能产业的快速发展,对太阳能电池组件的要求也越来越高。
光伏级PVB胶膜作为太阳能电池组件的重要组成部分,也面临着新的发展机遇和挑战。
1. 提高光伏级PVB胶膜的耐候性能:太阳能电池组件长期暴露在室外环境中,光伏级PVB胶膜需要具备更好的耐候性能,以应对更恶劣的气候条件。
EVA封装胶膜在光伏组件中的应用前景分析简介:随着能源需求的不断增加以及对环境保护的关注,太阳能发电作为一种可再生、清洁的能源形式,受到了广泛的关注和应用。
光伏组件作为太阳能发电系统的核心部分,不仅需要具备高效的能量转换能力,还需要具备良好的耐久性和稳定性。
EVA(乙烯醋酸乙烯)封装胶膜作为光伏组件中常用的封装材料,不仅能提供有效的光伏电池保护,还能提高组件的可靠性和性能稳定性。
本文将对EVA封装胶膜在光伏组件中的应用前景进行分析。
一、EVA封装胶膜的特性和作用1. 透明度:EVA封装胶膜具有高透明度,可以将光能有效地引导进入光伏电池中,提高光能的吸收效率。
2. 抗紫外线:EVA封装胶膜具有很好的抗紫外线能力,可有效阻止紫外线对光伏电池的损害,延长光伏电池的使用寿命。
3. 粘结性:EVA封装胶膜具有很好的粘结性能,能够牢固地粘结光伏电池和玻璃基板,提高光伏组件的结构强度和稳定性。
4. 密封性:EVA封装胶膜能够有效地阻止水分和灰尘等外界因素侵入光伏电池,保护电池内部结构的完整性,提高光伏组件的耐久性。
5. 缓冲作用:EVA封装胶膜具有一定的柔韧性和弹性,能够起到缓冲作用,减轻光伏电池受到外界冲击力的影响。
二、EVA封装胶膜在光伏组件中的应用前景1. 提高光伏组件的效率EVA封装胶膜具有高透明度和良好的粘结性能,能够有效地提高光伏电池的吸收效率和光电转换效率。
封装过程中,EVA胶膜可以将光能有效地引导进入光伏电池中,并保护光伏电池不受外界因素的损害,从而提高光伏组件的总体发电效率。
2. 提高光伏组件的可靠性EVA封装胶膜具有良好的抗紫外线能力和优异的密封性能,能够有效地防止光伏电池在长期使用过程中受到紫外线、水分、灰尘等因素的侵害。
同时,EVA 胶膜还能够起到缓冲作用,减轻光伏电池受外界冲击力的影响,提高光伏组件的耐久性和可靠性。
3. 降低光伏组件的成本相比于其他封装材料,如硅胶,EVA封装胶膜具有成本低、易加工和生产成本降低等优势。
EVA太阳能电池封装膜的介绍和封装工艺简介1. EVA太阳能电池封装膜的介绍、太阳能电池的工作原理简介和封装工艺简介1.1EVA太阳能电池胶膜产品简介太阳能电池胶膜是用EVA(乙烯-醋酸乙烯共聚物)为主要原料,添加各种助剂后,经加热挤出成型的产品。
该胶膜在常温时无粘性,便于裁切分割操作。
目前,本胶膜主要用于太阳能电池板的封装。
在封装时,先裁切所需尺寸的胶膜,按玻璃-胶膜-电池板-胶膜-TPT叠合于铝合金框内;然后,放入层压机内加热、加压、并抽真空;最后,放入设定温度的固化炉中恒温所需时间即可。
EVA 胶膜特点描述1:高透光率,提高组件的光电转化效率。
2:合理的交联度,保证组件良好的稳定性和可使用寿命。
3:卓越的耐紫外老化性能和优秀的耐湿热老化行能,保证组件在户外长达25 年的使用寿命。
4:极低的收缩伸长率,保证您的组件尺寸稳定性和一致性。
5:对各种背板和玻璃较强的粘接性能,保证组件安全高效的运行。
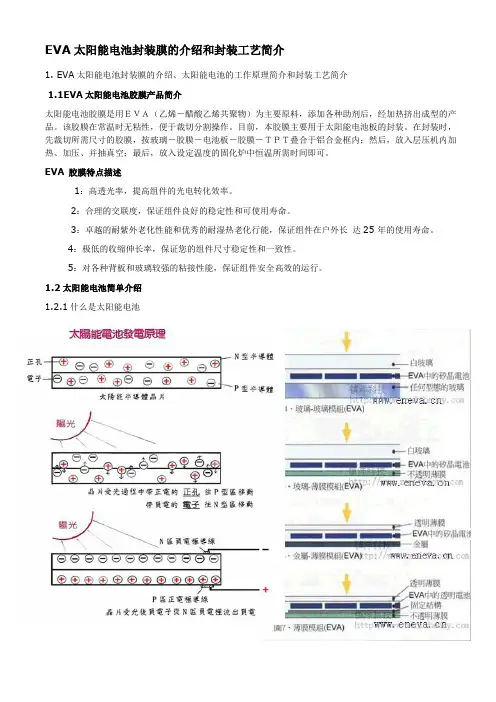
1.2太阳能电池简单介绍1.2.1什么是太阳能电池太阳能电池是通过光电效应或者光化学效应直接把光能转化成电能的装置。
1.2.2太阳能电池的原理太阳光照在半导体p-n结上,形成新的空穴-电子对,在p-n结电场的作用下,空穴由n区流向p区,电子由p区流向n区,接通电路后就形成电流。
这就是光电效应太阳能电池的工作原理。
一、太阳能发电方式太阳能发电有两种方式,一种是光—热—电转换方式,另一种是光—电直接转换方式。
(1)光—热—电转换方式通过利用太阳辐射产生的热能发电,一般是由太阳能集热器将所吸收的热能转换成工质的蒸气,再驱动汽轮机发电。
前一个过程是光—热转换过程;后一个过程是热—电转换过程,与普通的火力发电一样.太阳能热发电的缺点是效率很低而成本很高,估计它的投资至少要比普通火电站贵5~10倍.一座1000MW的太阳能热电站需要投资20~25亿美元,平均1kW的投资为2000~2500美元。
因此,目前只能小规模地应用于特殊的场合,而大规模利用在经济上很不合算,还不能与普通的火电站或核电站相竞争。
光伏胶膜的配方与工艺
光伏胶膜是用于太阳能电池组件封装的重要材料之一,其配方和工艺对于太阳能电池组件的性能和可靠性具有重要的影响。
光伏胶膜的配方通常包括以下几个方面:
1. 基础树脂:基础树脂是光伏胶膜的主要成分,通常采用聚乙烯、聚丙烯、聚氯乙烯等高分子材料。
2. 活性剂:活性剂是调节光伏胶膜性能的关键成分,通常采用硅油、硅烷偶联剂、氟碳化合物等。
3. 增稠剂:增稠剂可以增加光伏胶膜的黏度和硬度,通常采用聚苯乙烯、聚丙烯酸酯等高分子材料。
4. 防氧化剂:防氧化剂可以防止光伏胶膜在高温、高湿等环境下氧化分解,通常采用酚类、芳香族胺类等化合物。
5. 其他添加剂:根据具体需要,还可以添加一些其他的添加剂,如阻燃剂、紫外线吸收剂、防霉剂等。
光伏胶膜的工艺通常包括以下几个步骤:
1. 配料:根据配方要求,将各种原材料按照一定比例混合均匀。
2. 熔融混炼:将混合好的原材料放入高温的熔融混炼机中进行熔融混炼,使各种原材料充分混合,形成均匀的胶状物。
3. 冷却成型:将熔融混炼后的胶状物进行冷却,使其逐渐固化,形成光伏胶膜的基本结构。
4. 切割分条:将冷却成型后的光伏胶膜进行切割分条,得到所需的尺寸和形状。
5. 检测包装:对切割分条后的光伏胶膜进行质量检测,包括光学性能、机械性能、热稳定性等方面的测试。
检测合格后,进行包装,准备出厂销售。
光转胶膜eva层
EVA胶膜,全称为Polyethylene vinylacetate,即聚乙烯-聚醋酸乙烯酯共聚物,是一种热固性有粘性的胶膜。
这种胶膜因其优秀的特性,如粘着力、耐久性和光学特性等,被广泛应用于各种领域,尤其是在光伏发电板中作为最常用的封装材料。
EVA胶膜在光伏发电板中的主要作用是将玻璃和硅片牢牢的粘接在一起。
由于其良好的透明度和粘着力,可以确保光伏电池板的有效工作。
同时,EVA胶膜还具有良好的耐久性,可以抵抗高温、潮湿和紫外线等环境因素的影响,从而显著提高光伏电池板的使用寿命。
此外,EVA胶膜在常温时无黏性,便于裁切操作。
但在经过热压处理后,会发生热交联固化与粘结增强反应,产生永久性的粘合密封。
这使得EVA胶膜在封装过程中具有良好的加工性能和使用效果。
需要注意的是,EVA胶膜也存在一些不足之处。
例如,透明EVA胶膜的反射性差、透水率高,易产生PID(潜在电势诱导衰减)现象,导致电池组件功率下降。
因此,在实际应用中需要根据具体需求选择合适的EVA胶膜类型。
总的来说,EVA胶膜作为一种重要的封装材料,在光伏发电板等领域具有广泛的应用前景。
随着科技的不断发展,未来EVA 胶膜的性能和应用领域还有望得到进一步拓展和提升。
EPE光伏胶膜(Ethylene Propylene Elastomer Photovoltaic Encapsulant Film)的密度通常在0.9至1.1克/立方厘米之间。
具体的密度取决于制造过程中所采用的材料成分和工艺参数。
EPE光伏胶膜是一种用于太阳能电池板封装的材料,具有良好的耐候性、透明度和电气绝缘性能。
它能够保护太阳能电池片,并提供稳定的封装效果,防止外界因素对电池片的损害。
同时,EPE光伏胶膜还具有良好的机械强度和耐热性。
虽然EPE光伏胶膜的密度通常在上述范围内,但具体产品的密度可能会有所不同。
因此,在实际应用中,建议参考制造商提供的产品规格或技术数据表,以获取准确的密度数值。

光伏胶膜epe标准光伏胶膜EPE标准是一种针对太阳能电池组件封装用的EVA 胶膜、PO胶膜和EPE胶膜等产品的技术规范和测试方法。
下面是关于光伏胶膜EPE标准的详细介绍:一、标准概述光伏胶膜EPE标准是针对太阳能电池组件封装材料的技术规范和测试方法的标准。
该标准规定了EVA胶膜、PO胶膜和EPE胶膜等产品的技术要求、测试方法、标识、包装、运输和贮存等方面的内容。
通过实施该标准,可以确保太阳能电池组件的封装质量和使用寿命,提高光伏发电系统的效率和可靠性。
二、标准内容1.范围光伏胶膜EPE标准适用于太阳能电池组件封装用的EVA胶膜、PO胶膜和EPE胶膜等产品。
1.技术要求(1)外观:胶膜表面应平整、无气泡、无杂质、无黑点等缺陷。
(2)尺寸:胶膜的尺寸应符合设计要求,误差应在规定范围内。
(3)透光性:EVA胶膜的透光率应不小于90%,PO胶膜和EPE胶膜的透光率应不小于95%。
(4)固化性能:EVA胶膜应具有合适的固化速度和固化程度,PO胶膜和EPE胶膜应具有稳定的物理性能。
(5)耐候性:胶膜应能够在高温、低温、紫外线和潮湿等恶劣环境下正常工作,使用寿命不低于10年。
(6)阻隔性:EVA胶膜应具有合适的阻隔性能,防止水汽和氧气渗透,保持太阳能电池组件的性能稳定。
1.测试方法(1)外观检查:通过目视或放大镜进行检查,判定是否有缺陷。
(2)尺寸测量:使用量具进行测量,误差应符合规定要求。
(3)透光性测试:采用光谱仪进行测试,分别在波长为300-1000nm的范围内进行测试。
(4)固化性能测试:通过加热或自然固化后进行测试,观察固化速度和固化程度。
(5)耐候性测试:在高温、低温、紫外线和潮湿等环境下进行测试,观察物理性能的变化情况。
(6)阻隔性测试:采用阻隔性能测试仪进行测试,分别在常温和高温下进行测试。
1.标识、包装、运输和贮存(1)标识:在胶膜表面应标注生产厂家、产品名称、型号规格等信息。
(2)包装:采用防潮、防震、防污染的包装方式,确保产品质量和安全运输。
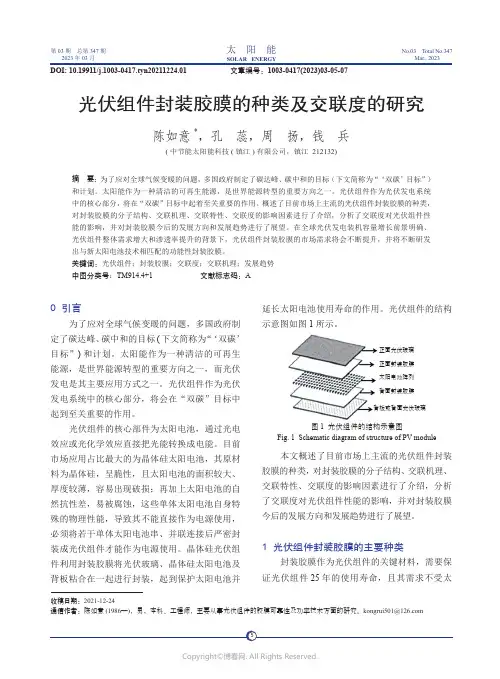
背板或背面光伏玻璃图1 光伏组件的结构示意图Fig. 1 Schematic diagram of structure of PV module本文概述了目前市场上主流的光伏组件封装胶膜的种类,对封装胶膜的分子结构、交联特性、交联度的影响因素进行了介绍,分析了交联度对光伏组件性能的影响,并对封装胶膜今后的发展方向和发展趋势进行了展望。
光伏组件封装胶膜的主要种类封装胶膜作为光伏组件的关键材料,需要保证光伏组件25年的使用寿命,且其需求不受太H 2CCH 2H 2CH 2H n mH 2H 2CH O OO O C CCH 3CH 3乙烯醋酸乙烯酯乙烯和醋酸乙烯酯共聚物CCCC +图2 EV A 共聚反应方程式Fig. 2 Copolymerization reaction equation of EV AEVA 树脂中醋酸乙烯酯含量在0%~40%之间。
EVA 树脂的性能主要取决于醋酸乙烯酯含量及其熔体流动速率(MFI ),醋酸乙烯酯含量在10%~20%时,EVA 树脂为弹性材料;醋酸乙烯酯含量超过30%时,EVA 树脂为塑性材料。
不同醋酸乙烯酯含量下的EVA 树脂材料有不同的用途,用于光伏组件封装的EVA 树脂中的醋第03期而提高光伏组件的输出功率。
刘燕武[2]通过添加偶联剂、紫外光吸收剂、光稳定剂等助剂,制备了具有抗PID性能的光伏组件封装用EVA胶膜。
抗PID EVA胶膜的抗PID性能主要与其体积电阻率和水汽透过性能有关。
研究发现:当抗PID EVA胶膜中助剂的添加量增加时,其体积电阻率呈现出先增大后减小的趋势,控制助剂的添加量可以制备出具有较高体积电阻率的抗PID EVA胶膜,使其抗PID性能最优。
1.2 POE胶膜1.2.1 简介POE胶膜是美国DOW化学公司以茂金属为催化剂研发的乙烯和辛烯的共聚物,为饱和脂肪链结构。
目前POE胶膜的品类包括交联型POE 胶膜、热塑型POE胶膜、白色POE胶膜、共挤POE胶膜等,可以满足不同的生产需求。
中国光伏行业协会标准光伏组件封装用聚烯烃(p0)胶膜我国光伏行业协会标准光伏组件封装用聚烯烃(p0)胶膜1. 介绍我国光伏行业协会标准《光伏组件封装用聚烯烃(p0)胶膜》是针对光伏行业中组件封装所使用的聚烯烃胶膜的标准化文件。
在光伏行业中,组件封装用胶膜扮演着非常重要的角色,它直接影响着光伏组件的性能和寿命。
对于光伏行业而言,聚烯烃胶膜的标准化是非常必要且重要的。
2. 胶膜的选择在光伏组件的生产过程中,选择合适的聚烯烃(p0)胶膜封装材料至关重要。
p0聚烯烃胶膜是光伏组件中的重要材料,它可以保护电池片,提高光伏组件的光电转换效率,延长组件的使用寿命。
其质量标准和选用标准对光伏行业至关重要。
3. 标准的重要性《光伏组件封装用聚烯烃(p0)胶膜》标准的出台,为光伏行业提供了规范和参考,有利于提高产品的一致性和可比性,减少不必要的质量问题,提高行业整体的竞争力和发展水平。
4. 个人观点作为光伏行业的写手,我认为《光伏组件封装用聚烯烃(p0)胶膜》标准的出台是对整个行业的一大利好。
这项标准的出台,不仅提高了产品的质量标准,也为行业的健康发展和持续增长奠定了良好的基础。
标准化的聚烯烃(p0)胶膜的应用也有助于降低光伏组件的生产成本,提高了行业的整体竞争力。
5. 总结通过对《光伏组件封装用聚烯烃(p0)胶膜》标准的介绍和个人观点的分析,我们可以看出,这项标准对于光伏行业发展的重要性。
标准化的聚烯烃(p0)胶膜的使用,不仅提高了光伏组件的性能和寿命,也为行业的发展注入了新的动力。
相信随着标准的贯彻执行,光伏行业的未来一定会更加辉煌。
我国光伏行业协会标准《光伏组件封装用聚烯烃(p0)胶膜》的出台标志着我国光伏行业的发展迈上了一个新的台阶。
作为太阳能产业链的重要组成部分,光伏组件的封装质量直接关系到光伏系统的性能和寿命。
而聚烯烃(p0)胶膜作为一种新型的封装材料,具有优异的耐候性、机械强度和成本效益,广泛应用于光伏组件的封装中。
太阳能电池封装中EVA胶膜的使用情况分析太阳能电池是一种利用太阳能光照转化为电能的装置,而太阳能电池封装则是保护太阳能电池的关键步骤之一。
而在太阳能电池封装过程中,EVA胶膜的使用起着至关重要的作用。
本文将对太阳能电池封装中EVA胶膜的使用情况进行分析,以便更好地了解其在太阳能电池封装中的作用和优势。
EVA胶膜,全称为乙烯-醋酸乙烯共聚物胶膜,是一种常用于太阳能电池封装的材料。
它具有良好的光透性、耐候性和粘结性能,能够有效地封装太阳能电池,并且有助于提高太阳能电池的转换效率。
此外,EVA胶膜还具有低渗透性、耐久性和阻隔性能,能够抵御潮湿、污染和氧化等外界环境因素的侵蚀,从而延长太阳能电池的使用寿命。
首先,EVA胶膜在太阳能电池封装过程中起到保护电池组件的作用。
太阳能电池封装需要将电池组件覆盖在EVA胶膜上,形成太阳能电池模组。
EVA胶膜能够有效地防止电池组件受到外界环境的侵蚀,例如雨水、湿气和灰尘等,从而保护电池组件的正常工作和寿命。
其次,EVA胶膜对太阳能电池的光透性起到了重要作用。
EVA胶膜具有较高的光透性,能够将太阳能光线有效地传递到电池组件中,从而提高太阳能电池的光电转换效率。
与其他材料相比,EVA胶膜可以减少对光的反射和损失,使光线更好地被太阳能电池组件吸收,并最终转化为电能。
此外,EVA胶膜还能够提供良好的粘结性能。
在太阳能电池封装过程中,EVA胶膜能够与太阳能电池组件、玻璃基板和背板等材料进行良好的粘结,形成太阳能电池模组的结构,并保证模组的稳固性和耐久性。
同时,EVA胶膜的粘结性能也可以提供一定的缓冲和吸震功能,减少电池组件在运输和安装过程中的损坏风险。
然而,由于EVA胶膜的不足,如老化、分解和变形等问题,制约着太阳能电池封装的长期稳定性和效率。
为了改进这一问题,目前研究者们在EVA胶膜的调配中添加了一些添加剂,如抗氧化剂、防老化剂和稳定剂等。
这些添加剂能够提高EVA胶膜的耐候性和稳定性,减少胶膜的老化和分解,从而延长太阳能电池的使用寿命。
光伏epe胶膜
标题:光伏EPE胶膜及其应用
一、引言
随着科技的发展和环保意识的提高,可再生能源的需求越来越大。
太阳能作为一种清洁、可再生的能源,受到了广泛关注。
在光伏发电系统中,光伏组件的质量直接影响到整个系统的效率和寿命。
其中,光伏EPE胶膜作为光伏组件的重要组成部分,起着关键的作用。
二、光伏EPE胶膜概述
光伏EPE胶膜是一种以聚乙烯醇(PVB)为基材,通过特殊工艺制备而成的高分子材料。
其主要作用是保护光伏电池片,防止水分、氧气等对电池片造成损害,同时还能增强光伏组件的机械强度。
三、光伏EPE胶膜特性
1. 高透明性:光伏EPE胶膜具有良好的透光性能,能有效地将阳光转化为电能。
2. 耐候性好:能够抵御紫外线、湿气、高温等恶劣环境条件的影响,保证光伏组件的长期稳定运行。
3. 优良的粘接性能:光伏EPE胶膜与玻璃、电池片等材料具有良好的粘接性能,可以有效防止电池片因震动等原因脱落。
4. 环保性:光伏EPE胶膜采用环保材料制作,无毒无害,符合环保要求。
四、光伏EPE胶膜的应用
光伏EPE胶膜广泛应用于晶体硅光伏组件和薄膜光伏组件中,起到保护电池片,提高发电效率,延长组件使用寿命的作用。
五、结论
光伏EPE胶膜作为一种重要的光伏组件材料,其性能直接关系到光伏组件的发电效率和使用寿命。
因此,对于光伏EPE胶膜的研究和开发,不仅有利于提高光伏组件的性能,也有利于推动光伏产业的发展。
光伏胶膜是干什么用的?详解光伏EVAPOE胶膜的作用、优缺点及发展前景不久前,中国石化集团资本有限公司宣布投资入股常州百佳年代薄膜科技股份有限公司,全面布局光伏发电新材料领域。
这一消息让光伏胶膜材料产业引发高度关注。
双玻组件用的封装胶膜主要包括EVA胶膜和POE胶膜两种。
那光伏胶膜是干什么用的?光伏胶膜材料在光伏产业中主要用来做什么,发展前景怎么样?下面小编为大家介绍光伏胶膜的作用及优缺点及发展前景。
光伏胶膜是干什么用的?光伏胶膜主要用于光伏组件的封装环节,是光伏组件的关键材料。
胶膜粘结光伏电池片与光伏玻璃及背板,保护电池片并封装成能输出直流电的光伏组件。
若胶膜在使用期间出现透光率下降等问题,组件便会无法正常发电而报废。
因此光伏组件对封装所使用的胶膜的透光率、耐候性、粘结强度、耐老化等性能要求较高。
光伏胶膜种类及优缺点对比:光伏胶膜是光伏组件的核心材料,包括EVA胶膜、POE胶膜等。
其中EVA是最主要的封装材料。
尽管胶膜成本仅占组件成本的4%左右,但却是决定光伏组件产品质量、寿命的关键性因素。
普通EVA的优缺点、生产工艺、适用范围便宜,透光率高反射性差,抗PID性能差99%EVA树脂+交联剂+增粘助剂+抗老化助剂普通组件(对效能要求较低)白色EVA的优缺点、生产工艺、适用范围减少折射,提升发电量,抗PID,水汽阻隔,线路保护价格高90%EVA树脂(双玻改为低溶脂EVA树脂)+白色填料增加白色填料预处理、双螺杆挤出等单面组件POE胶膜的优缺点、生产工艺、适用范围大幅降低PID,水汽阻隔,高体积电阻率,耐候性价格高99%POE树脂+交联剂+增粘助剂+抗老化助剂增加POE预处理、双螺杆挤出、收卷等N型电池组件和双玻组件,渔光互补、农光互补场景光伏胶膜发展前景光伏胶膜技术路线稳定,没有产品替代的风险。
光伏一直以其快速的技术进步和快速的成本下降而著称。
技术变化主要发生在主要的产业链环节(多晶硅,硅片,电池,模块)。
光伏封装胶膜介绍
光伏封装胶膜作用是将光伏玻璃、电池片和背板粘在一起。
一般而言封装胶膜需要透光、可粘接、耐紫外线及高温、低透水、高电阻率(减少漏电流)。
光伏用胶膜主要分为透明EVA、白色EVA、聚烯烃POE、共挤型POE、与其他封装胶膜(PCMS/Silicon、PVB胶膜、TPU胶膜)等。
2019年市场上主要以透明EVA胶膜为主。
透明EVA胶膜是较为传统的胶膜产品,目前为市场主流,市场占比约70%。
透明EVA技术成熟且成本较低,但封装后的组件衰减率高。
为配合行业降本增效,目前封装胶膜企业主要围绕低入射光损耗、低衰减以及高性价比这几个关键点来进行研发。
白色EVA产品为近些年胶膜企业研发的新产品,白色EVA成本高于普通透明EVA,但其具有独特的高反射性能,通过增加电池片间隙入射光反射(白色EVA光反射率达到90%以上),提高组件对太阳光的有效利用,能够使一块60片单/双玻组件功率提升7-
10W/1.5-3W。
同时也解决了组件层压后的白色胶膜溢白问题,还可简化背板降低成本,目前多实用于单玻组件和双玻组件的背层封装。
白色EVA在2012年时就被我国胶膜龙头企业海优威提出,但由于其流动性大导致组件外观缺陷而被搁置。
2013-2017年间,海优威通过引入电子束辐照预交联技术消除了白色EVA胶膜的流动性,
提高了耐热性和尺寸稳定性,防止组件外观缺陷产生。
目前,经电子光束预交联处理的低流动性白色EVA已投入量产。
但传统EVA胶膜透水率较高,在使用过程中水汽进入组件,EVA 遇水降解后形成可以自由移动的醋酸根(-COOH),醋酸根与玻璃表面析出的碱反应产生可以自由移动的钠离子(Na+),钠离子在外加电场的作用下向电池片表面移动并富集到减反层从而导致PID现象,导致组件功率衰减。
而双面组件由于需要激光在背钝化层开槽,背面钝化不完全,背面用细小铝线印刷铝栅格,比常规电池的全铝背场更容易被酸腐蚀,并且双面组件部分采用另外无边框或半边框,胶膜与空气接触几率大,若无特殊防护,双面PERC电池背面PID衰减可达到15-50%。
聚烯烃POE胶膜随之诞生,其具有优异的水汽阻隔能力和离子阻隔能力,水汽透过率仅为EVA的1/8左右。
且其分子链结构稳定,老化过程中不会分解产生酸物质,优秀的水汽阻隔性、耐候性能、光透过率与粘接性能,使其能够更好的保护组件在高湿环境下的正常工作,使组件具有更加长效的抗PID性能。
近年来在领跑者项目的带动下,双面电池及组件的应用越来越广泛,但双面组件存在的PID衰减问题是常规封装胶膜难以解决的,为此有胶膜企业研发出强抗PID双面PERC电池专用POE胶膜,能够在组件端使用中大幅改善层压溢胶、并串等问题,同时可加快交联速度、提升交联度,缩短层压时间,提升组件良率。
虽然POE胶膜性能较好,但其成本较传统EVA胶膜价格高30%-50%。
2019年海优威、爱康等公司推出了多层共挤型符合角膜(≥2层),其结构中同时含有EVA层和POE层。
适用于双面双玻组件的共挤型透明胶膜主要为EVA-POE-EVA和EVA-POE两种结构。
复合膜具有POE材料优异的隔水性、耐紫外线老化及耐热等性能,不需要工装或工装简单,易于自动化,同时减少了POE用量,降低胶膜成本,提升性价比。
虽然共挤型胶膜设备投资成本高出普通产品30%左右,但通过路线图来看,双面组件未来将逐步扩大其市场,而目前共挤型胶膜作为目前唯一一种较为优良的解决方案,各胶膜厂家都纷纷开始研究该产品的生产及优化。
现在是否量产?量产产能及产量?
产品类型工艺结构优点缺点
但目前POE粒子材料完全依赖进口,目前产能主要集中在美国和日本企业。
其生产的工艺关键包括工艺流程及催化剂合成,国内
企业对这两方面的掌握程度还较低,相互制约导致国内POE粒子产业化突破难度加大。
制造POE粒子使用的催化剂主要由茂金属开发而来,但其合成技术由国外少数化工寡头垄断。
(2019年这一情况有没有改变)而POE的制造工艺的代表为陶氏杜邦Insite工艺和埃森克美孚的Exxpol高压聚合技术。
技术关键在于聚合温度、催化剂活性、乙烯共聚单体插入含量等参数。
同样有较高技术壁垒与专利保护。
以上两点均造成了POE材料成本高、产量低的现状。
主要做胶膜的中国企业有福斯特、海优威、常州斯威克、爱康等企业。
福斯特、斯威克、海优威三家胶膜企业的合计市场占比约70%,基本掌握国内胶膜市场(2018年数据)。
未来,根据路线图中全球装机、单双面组件市场占比发展趋势,到2021年,POE 或POE 共挤型胶膜需求三年CAGR 或将达到42.9%。
在福斯特规模化生产EVA 胶膜之前,包括中国在内的国际市场一支由美国胜邦、日本三井化学、日本普利司通、德国Etimex 四家公司垄断,合计市场份额达到60%以上。
福斯特成立于2003年,并成功研发出EVA 胶膜。
自2006年后,福斯特的市场份额增长较快,其得益于中国光伏组件产量的快速增长和产品的性价比优势;2008年福斯特已经超过普利司通、
Etimex,跻身世界EVA胶膜供应商的前三强;2010年,国内有了整条EVA胶膜生产线的生产企业(苏州金韦尔机械有限公司),中国在EVA行业发展步伐加快;从2014年起,福斯特EVA胶膜连续四年营收保持两位数増长;2016年福斯特占全球EVA胶膜市场的份额达到50%。
目前主要生产EVA胶膜和OPE胶膜。
2018年下旬,福斯特发布《年产2.5亿平方米白色EVA胶膜技改项目的可行性报告》,其中表示将加快年产2.5亿平米白色EVA 和年产1亿平米POE胶膜项目的建设,其中白色EVA胶膜项目总投资5.5亿,POE封装胶膜总投资6.2亿,分两期建设,预计在2-3年内完成产能投放。
2018年-2019年,福斯特材料科学(泰国)有限公司位于泰国春武里的新厂区正式交付使用,部分新增光伏胶膜产能释放,开始逐步开展客户端的工厂审核及产品导入。
泰国生产基地的运营有效规避了中美贸易摩擦对公司光伏胶膜销售的影响,相较于国内其他竞争对手而言,提前完成海外产能布局可进一步增强市场竞争力。
常州斯威克光伏新材料有限公司早在2012年已开始研制PO光伏封装胶膜,经过4年的潜心研究,推出了性能优良的PO胶膜材料,相对于现有的PO胶膜,其具有交联度高(大于80%)、透过率高(与EVA一致)、组件封装合格率高的显著优点。
斯威克的PO胶膜被应用于双面N型电池组件,经过严酷的测试,各项性能指标优异,体积电阻高,抗PID性能优异;可见光透过率达到92%以上;可媲美国内外厂家的PO胶膜。
而斯威克正在研制中的新一代PO胶
膜更是将性能指标进一步提高,具有更优异的抗PID性能,旨在超越国内外厂家的PO胶膜,让组件厂商用上性能优异的PO胶膜。
上海海优威属于进入胶膜市场中较晚的主流企业。
2009年初,海优威开始研发EVA胶膜,2010年6月,海优威第一条胶膜产线安装完成。
2012年末,海优威在全球率先提出了抗PID胶膜的概念,这使得海优威在众多胶膜厂中崭露头角。
2017年10月,海优威白色预交联胶膜获得了美国专利。
2019年5月,同一技术获得中国发明专利。
2019年初,海优威率先量产了三层共挤POE胶膜。