振动试验夹具设计
- 格式:doc
- 大小:210.00 KB
- 文档页数:6
文化视野关于正弦振动试验技术分析叶小春 刘太锋 中国电子科技集团公司第三十八研究所摘要:本文简要地介绍了正弦振动参数、正弦试验方法等,并对试验方法和试验效果提出了自己的见解。
关键词:正弦振动试验;参数;试验方法中图分类号:O324;TB535 文献识别码:A 文章编号:1001-828X(2019)028-0383-02一、引言电子产品在运输和使用过程中,要经受多种复杂自然环境和诱发环境的考验,其中振动是一个十分重要的环境因素,也是产品失效的主要应力之一。
正弦振动主要是由飞机、车辆、船舶、空中飞行器等各种运动体的运动和机械设备的旋转等产生的。
为验证产品对环境的适应性。
实验室模拟试验是一个重要的手段,而振动试验系统是一个非常复杂的系统。
试验方法、实验参数,以及具体的操作过程都对试验结果又重要的影响。
二、产品在正弦振动环境下的主要失效形式1.结构损坏:包括由振动产生的交变应力超过了试验件结构所能承受的弹性和塑性应力极限而造成的破坏,如:变形、弯曲、裂纹等长时间交变应力的作用引起的累积疲劳损伤,而产生的破坏。
2.性能失效:性能失效可分为两种情况:一种是功能丧失,另一种是性能变差,这种情况一般不属于永久性故障。
一般发生在振动量级大或谐振产生的情况下,一旦振动停止或者量值减小,功能即可恢复。
3.工艺性破坏:这种破坏主要是由于产品制造工艺的不合理或者是操作者为严格按工艺流程操作产生的,一般有连接件松动、焊接件脱落等现象。
三、正弦振动应力特征量采用实验室模拟试验来达到振动试验的目的和效果,需要对在一定振动条件下的应力特征值进行模拟。
正弦振动的运动方程为:x=Asin(ωt+ʘ) (1)式中:x表示某一时刻的位移值,A表示:位幅值,ω角频率,ʘ表示初相位对(1)式求导,可得速度和加速度方程:速度:xʹ=ωAsin(ωt+π/2)加速度:xʺ=ω2Asin(ωt+π)由上式可见,用频率、幅值和相位三个参数就可以完全描述正弦运动的基本规律。
什么是正弦振动试验,正弦振动试验怎么做正弦振动试验是⼒学环境试验中⽐较常见的测试类型,关于正弦振动试验有何作⽤,正弦振动试验是怎么做的,我在这⾥做了⼀个⼤概的梳理。
三综合(温度+湿度+振动)试验系统1、正弦振动试验的测试⽬的是什么?正弦振动试验主要确定样品的机械薄弱环境或特性降低的情况,确定元件、设备和其他产品经受规定严酷等级的正弦振动的能⼒。
2、正弦振动试验的严酷等级是什么?正弦振动试验由频率范围、振动幅值、振动时间、测试⽅向决定;3、正弦振动试验⼀般分为哪⼏个部分的振动试验?常规包括振动响应检查试验(谐振搜索)、耐久试验(定频耐久或扫频耐久),耐久试验咱们通常说的是共振保持和扫频循环。
也可以选择其中的⼀个部分进⾏试验,通常单⼀扫频耐久进⾏试验。
4、正弦振动试验的测试频率如何进⾏选择?常规选择10Hz-55Hz低频率振动的较多,也有要求从2Hz起振的;5、正弦振动的时间如何选择?通常情况下,正弦振动试验以扫频的循环数进⾏计时,通常进⾏2次循环、5次循环、10次循环的都有,也有规定⼀个⽅向做0.5⼩时或1⼩时的;6、正弦振动试验需要测试⼏个⽅向?通常情况下,前后、左右、上下都是需要进⾏振动的(X向、Y向、Z向),若只进⾏⼀个⽅向的正弦振动试验,则选择Z向振动的较多;7、正弦振动试验怎么固定受试样品?受试样品都需要和振动台刚性连接,若是受试设备形状⽐较规则,材质坚硬不怕压的情况,检测机构都有现成的压杆和压条通过螺栓进⾏固定,但对于元器件或电路板不能受⼒的受试样品是需要设计夹具才可以固定到振动台上的;8、哪些⾏业的产品需要做正弦振动试验?电⼯电⼦设备、军⽤设备、铁路信号设备、汽车电⽓设备、电⼦测量仪器、运输包装件、风⼒发电设备等;振动试验中9、正弦振动试验可以根据哪些国家标准进⾏试验?电⼯电⼦产品:GB/T 2423.10-2008运输包装件:GB/T 4857.7-2005汽车电⽓设备:QC/T 413-2002电⼦测量仪器: GB/T 6587-2012军⽤装备: GJB 150.16A-2009铁路地⾯信号设备:TB/T 2846-2015医⽤电器:GB/T 14710-2009风⼒发电机组: NB/T 31004-2011。
随机振动试验研究摘要:随机振动试验中存在许多“失控”现象,随机振动控制理论通常把试验“失控”的原因归于:(1)共振激励太大,超出了控制仪的动态范围;(2)台面、工装、试验件三者产生共振,造成试验中过大的冲击。
本文主要针对随机振动试验中的“失控”现象,从工装角度分析其现象形成的原因,并提出解决问题的方法。
关键词:随机振动试验失控现象工装振动试验是军用设备环境试验项目之一,是产品可靠性试验的重要组成部分。
振动试验是在实验室条件下产生一个人工可控的振动环境,该环境模拟产品生命周期内的使用振动环境,使产品经受与实际使用过程的振动环境相同或相似的振动激励作用,考核产品在预期使用过程的振动环境作用下,能否达到设计所规定的各项技术要求,同时也是考核产品结构强度和可靠性的一个主要试验方法。
1、基本概念1.1 随机振动的定义严格来说一切振动都是随机的,当随机因素可以忽略时,可看做是确定性振动,这时,可以用简单函数或这些函数的组合来描述。
另一种不能用确定函数而只能用概率和统计方法描述振动规律的运动称为随机振动。
1.2 振动的分类振动按其时域波形的特征可分为确定性振动和非确定性振动。
确定性振动是指振动物理盈随时间的变化规律可用确定的数学关系式来表达的一类振动。
非确定性振动是指振动物理量随时间的变化规律无法用确定的数学关系式来表达,而只能用概率论和统计学的方法来描述的一类振动。
随机振动属非确定性振动。
2、随机振动试验中的失控现象及解决方法2.1 随机振动设备组成及功用在试验室振动试验中,试件一般通过适当的试验工装安装在振动台,试验工装与振动台的组合用于模拟预期使用过程中平台产生的振动环境,如图1所示。
大多数情况下,振动使用条件所对应的振动控制点选择在试件与试验工装的连接界面上,其代表了预期使用过程中平台对装备的振动环境激励。
在理想状态情况下,即试件相对与振动台和试验工装可以近似作为刚体处理,如果在试件与试验工装连接界面的振动响应将与预期使用过程一致,可以认为试件经受了符合预期使用过程的振动环境考核。
如何解决振动台测试中出现的小故障?做为一款精密仪器,设备在使用中偶尔会出现一些故障让我们措手不及,那么,遇到问题该如何解决呢,小编在这为大家整理了一些振动台在测试过程中可能会遇到的故障解决方法。
振动台参数:正弦波模拟车速25-40KM/H、最大振幅1”(25.4MM)误差≤5%、台面尺寸2×2(M)、台体尺寸2000*2000*1000mm(护栏高度)(L*W*H)频率调节无极调节方式输出频率100-300(转/分)可调(误差≤10%)时间控制护栏高度1000mm下面我们一起跟着小编一起来看看一些小故障归纳:1、意外程序中断1)由于计算机内外部的原因,会出现一些工作不正常或按错键引起的程序中断出现死机,但设备仍在试验,需记下试验时间,将增益旋到零,停止振动台试验,重新起动。
2)随机振动试验对于夹具设计的要求和安装的要求与正弦试验是一样的。
夹具共振频率点也可能引起局部的超差。
3)如果超过极限公差带的谱线数小于总谱线数的10%时系统显示超差线数由试验者决定是否允许,因为有些规范只允许5%的超差。
经验表明,碰到超差谱线数较多的情况,往往采用多点平均值控制方式, 问题能减轻。
用户不妨一试。
3、点击“项目”中的“退出”(试验进行时变灰)或点击右上角的X(试验进行时无效)可退出随机试验程序。
请千万不要在试验停止之前退出程序,因为这样将使振动试验失控和丢失试验数据!如不需要试验了,应先关闭增益旋钮,关闭振动试验机功放,退出WINDOWS,最后关闭微机。
4、警告与极限容差1)当有5%谱线误差超过预先设置的警告容差,或有1条以上谱线超过极限容差时,则屏幕上则显示报警信息,并以16进制数显示超差线数,超过极限容差1条线显示100,同时响铃警告,如下次不超差时则警告信息消失,铃不再响。
2)当均衡容差超过预先设置的极限容差的谱线数超过10%谱线数时,则试验自动停止,屏幕上显示试验起止时间,并保存有最后一帧数据。
产品HALT试验方法指南术语和定义HALT(High Accelerated Life Test):高加速寿命试验,即试验中对试验对象施加的环境应力比试验对象整个生命周期内,包括运输、存储及运行环境内,可能受到的环境应力大得多,以此来加速暴露试验样品的缺陷和薄弱环节,而后对暴露的缺陷和故障从设计、工艺和用料等诸方面进行分析和改进,从而达到快速提升可靠性的目的。
运行限或操作限(Operation Limit):指产品某应力水平上失效(样品不工作或其工作指标超限),但当应力值略有降低或回复初始值时,试样又恢复正常工作,则样品能够恢复正常的最高应力水平值称为运行限。
破坏限(Destruct Limit):在某应力水平上升到某值时,样品失效,即使当应力回落到低于运行限时,试样仍然不能恢复正常工作,这时的应力水平值称为破坏限。
裕度(Margin):产品运行环境应力的设计限与运行限或破坏限的差值。
产品的裕度越大,则其可靠性越高。
夹具(Fixture):在HALT试验的振动项目中固定试样的器具。
振动试验必须使用夹具,使振台振动能量有效地传递给试样。
加速度传感器(Accelerometer):在某方向测量试样振动加速度大小的传感器。
在HALT试验的振动项目中使用加速度传感器可以监视试验箱振动能量通过夹具有效传递给试样的效率。
振动功率谱密度(Vibrating Power Spectral Density):也称为加速谱密度,衡量振动在每个频率点的加速度大小,单位为(g2/Hz)。
Grms(Gs in a root mean square):振动中衡量振动强度大小的物理单位,与加速度单位相同,物理含义为对振动功率谱密度在频率上积分后的平方根。
热电偶(Thermocouple):利用“不同导体结合在一起产生与温度成比例的电压”这一物理规律制作的温度传感器。
在HALT试验的热应力测试项目中,利用热电偶监视产品各点的温度分布。
浅谈随机振动试验超差现象作者:朱新星张金涛来源:《中国科技博览》2015年第16期[摘要]随机振动超差现象在随机振动试验过程中出现概率比较大,它往往会造成过应力(超过试验规定量值)、试验中断从而可能使产品损坏。
本文主要是以在实际试验过程中夹具、传感器的选择和安装等方面进行总结,并就此问题,根据试验经验提出相应的注意事项。
[关键词]随机振动传感器夹具安装中图分类号:tb824 文献标识码:A 文章编号:1009-914X(2015)16-0296-011.随机振动及其类型振动是工程技术领域中经常碰到的问题,通常将振动分为确定性振动和非确定性振动两大类。
随机振动试验就是属于模拟非确定性振动的一种环境可靠性试验。
在实际工程中,随机振动试验是为了判断产品的抗振功能和耐振强度一种基本试验手段,同时也是为了提高电子、电工及机电一体化产品的可靠性指标。
随机振动通常包括两类:(1)窄带随机振动试验。
频率成分分布在某一窄频带上的随机振动。
窄带随机振动的波形类似正弦波,但其振幅和相位是随机变化的,由于窄带的容差范围非常小,所以在实际试验过程中很容易出现试验超差现象。
(2)宽带随机振动试验。
频率成分分布在较宽频带上的随机振动。
2.试验夹具的选择与安装振动试验夹具是各类振动试验中不可缺少的重要工具,夹具的选择与安装是随机振动试验是否超差的一个很重要的因素。
夹具的种类有很多,有专用和通用之分。
在振动试验中常用的台面扩大转接板就是一种通用夹具,而为试验样品专门设计的即为专用夹具。
夹具的选择和安装应注意的几个方面:2.1 夹具的选择夹具的功能主要是连接或固定试件,并具有良好的传递特性,保持或改变振动的方向。
其选择可从功能特性及试验样品的特殊性来考虑,无论是采用现有夹具或者重新设计夹具,通常都应该遵循以下几个方面原则:1)材料:夹具的材料应选用刚度大、阻尼大的材料,主要考虑到要夹具的质量轻而刚度大能减小影响振动的推力,使其既能固定试件又能具有良好的传递特性。
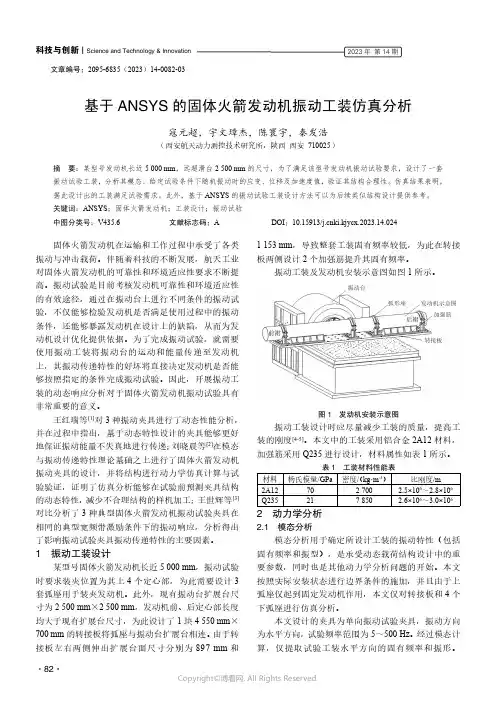
科技与创新┃Science and Technology&Innovation ·82·2023年第14期文章编号:2095-6835(2023)14-0082-03基于ANSYS的固体火箭发动机振动工装仿真分析寇元超,宇文璋杰,陈寰宇,秦发浩(西安航天动力测控技术研究所,陕西西安710025)摘要:某型号发动机长近5000mm,远超滑台2500mm的尺寸,为了满足该型号发动机振动试验要求,设计了一套振动试验工装,分析其模态、给定试验条件下随机振动时的应变、位移及加速度值,验证其结构合理性。
仿真结果表明,据此设计出的工装满足试验需求。
此外,基于ANSYS的振动试验工装设计方法可以为后续类似结构设计提供参考。
关键词:ANSYS;固体火箭发动机;工装设计;振动试验中图分类号:V435.6文献标志码:A DOI:10.15913/ki.kjycx.2023.14.024固体火箭发动机在运输和工作过程中承受了各类振动与冲击载荷。
伴随着科技的不断发展,航天工业对固体火箭发动机的可靠性和环境适应性要求不断提高。
振动试验是目前考核发动机可靠性和环境适应性的有效途径,通过在振动台上进行不同条件的振动试验,不仅能够检验发动机是否满足使用过程中的振动条件,还能够暴露发动机在设计上的缺陷,从而为发动机设计优化提供依据。
为了完成振动试验,就需要使用振动工装将振动台的运动和能量传递至发动机上,其振动传递特性的好坏将直接决定发动机是否能够按照指定的条件完成振动试验。
因此,开展振动工装的动态响应分析对于固体火箭发动机振动试验具有非常重要的意义。
王红瑞等[1]对3种振动夹具进行了动态性能分析,并在过程中指出,基于动态特性设计的夹具能够更好地保证振动能量不失真地进行传递;刘晓晨等[2]在模态与振动传递特性理论基础之上进行了固体火箭发动机振动夹具的设计,并将结构进行动力学仿真计算与试验验证,证明了仿真分析能够在试验前预测夹具结构的动态特性,减少不合理结构的样机加工;王世辉等[3]对比分析了3种典型固体火箭发动机振动试验夹具在相同的典型宽频带激励条件下的振动响应,分析得出了影响振动试验夹具振动传递特性的主要因素。
振动试验中多点控制方法的分析与应用陈宁;魏永胜【摘要】As an effective means of simulation reliability in the real environment, vibration test has been widely used in the performance test of mine electrical products. In this paper, the sinusoidal vibration test is introduced, and then through several tests from usually work, it is illustrated that the multi control points method in vibration test can be used to ensure the accuracy of the test, compared with a single point of control, it can avoid overtesting or undertesting situation.%振动试验作为检验产品可靠性及模拟产品真实使用环境的一种有效手段,已被广泛应用于矿用电气产品的性能考核试验中。
首先简单介绍了正弦扫频振动试验,然后就工作中遇到的几个试验,说明在振动试验中,多点式传感器控制方法相对于单点控制,可以较好地保证试验的准确性,从而避免"过试验"或"欠试验"情况的发生。
【期刊名称】《机械研究与应用》【年(卷),期】2014(000)004【总页数】3页(P74-76)【关键词】正弦振动;控制方法;传感器【作者】陈宁;魏永胜【作者单位】中国煤炭科工集团太原研究院有限公司煤矿采掘机械装备国家工程实验室,山西太原 030000;中国神华神东煤炭集团,陕西神木 719300【正文语种】中文【中图分类】TB535Abstract: As an effective means of simulation reliability in the real environment, vibration test has been widely used in the performance test of mine electrical products. In this paper, the sinusoidal vibration test is introduced, and then through several tests from usually work, it is illustrated that the multi control points method in vibration test can be used to ensure the accuracy of the test, compared with a single point of control, it can avoid overtesting or undertesting situation.Key words: sinusoidal vibration;control method;sensor矿用采、掘、运等机械用电气设备从井上到井下各场所的运输及设备运行过程中,要承受振动、冲击、摇摆、离心加速度、颠振等多种形式不同程度的机械力作用[1]。
随机振动试验中常见问题及分析作者:王东桥来源:《中国科技博览》2016年第10期[摘要]本文对随机振动试验中常见问题进行分析说明,并结合作者实际工作对随机振动试验中常见问题提出了解决方法。
[关键词]随机振动试验常见问题分析说明解决方法中图分类号:TM 文献标识码:A 文章编号:1009-914X(2016)10-0020-011.引言产品在运输和实际使用中所遇到的振动一般都是随机振动,利用随机振动试验来考核产品才能更真实地反映产品对振动环境的适应性和考核其结构的完好性。
据统计,在作者所在实验室现场振动试验中,随机振动试验大约占有60%的比例。
且作者在实验室完成随机振动试验时,经常会遇到一些问题,例如:怎样才能选择合适的振动设备;怎样才能解决试验过程中超差中断问题等。
因此,如何克服随机振动试验中常见问题,保证试验顺利进行,是作者所关心的问题,也是当前必须解决的问题。
2.随机振动试验的参数计算及分析随机振动的试验条件由频率范围、加速度谱密度、加速度谱密度的频谱、总均方根加速度和试验持续时间等参数共同确定。
频率范围是指随机信号的有效频率成分的带宽。
加速度谱密度(或称功率谱密度)是指每单位频率上的能量,其单位为g2/Hz。
加速度谱密度的频谱是指随机振动能量在整个频率范围上的分布。
总均方根加速度是施加给产品的总能量的标志。
试验持续时间通常由试验目的和试验的能级等因素来确定,对于特别重要的产品也可根据其寿命来确定。
2.1 随机振动所需推力的计算随机振动所需推力通常指随机均方根推力,是表征随机振动总能量的统计参数。
计算公式如下:F=marms其中:m为运动系统的质量总和(动圈质量+试件质量+夹具质量+滑台滑板和连接件质量);arms为随机振动的加速度总均方根,单位为m/s2。
由于试件是弹性体,所需推力用适合于刚体的公式计算,其结果只是一个估算。
按经验F应乘一个1.2系数。
即:FX=1.2F(FX应小于或等于所用振动台的额定推力)。
第1篇一、实验目的本次实验旨在通过使用振动台模拟实际运输过程中的振动环境,对样品进行振动测试,评估样品在运输过程中抵抗振动的能力,为产品设计和包装改进提供依据。
二、实验设备与材料1. 振动台:深圳安车昇辉检测实验室提供的振动试验设备,符合GB2423、GJB150、IEC68等测试标准。
2. 样品:待测试产品,包括元器件、零部件及整机。
3. 测试系统:数据采集与分析系统,用于实时监测振动参数。
三、实验原理振动试验是通过模拟产品在实际使用和运输过程中可能遇到的振动环境,对样品进行振动加载,以检验样品的振动耐久性和抗振性能。
通过振动台产生的振动,可以模拟不同频率、不同振幅的振动环境,测试样品在振动过程中的性能变化。
四、实验方法与步骤1. 样品准备:将待测试样品按照实际使用和运输情况放置在振动台上,确保样品固定牢固。
2. 测试参数设置:根据产品特点,设置振动频率、振幅、持续时间等参数,确保测试条件符合实际需求。
3. 振动试验:启动振动台,进行振动试验,同时使用测试系统实时监测振动参数和样品响应。
4. 数据采集与分析:记录振动试验过程中的振动参数和样品响应数据,进行分析和处理。
五、实验结果与分析1. 振动台输出参数:振动频率为f1 Hz,振幅为A1 mm,持续时间T1 s。
2. 样品响应数据:记录样品在振动过程中的振动响应数据,包括振动加速度、振动位移等。
3. 数据分析:根据振动响应数据,分析样品在振动过程中的性能变化,包括共振频率、振动疲劳寿命等。
六、实验结论1. 样品在振动频率f1 Hz、振幅A1 mm、持续时间T1 s的振动环境下,振动加速度最大值为X1 m/s²,振动位移最大值为Y1 mm。
2. 样品在振动过程中的共振频率为f2 Hz,振动疲劳寿命为T2 s。
3. 样品在振动测试过程中未出现损坏现象,振动性能符合设计要求。
七、实验讨论1. 振动测试结果对产品设计和包装改进具有一定的指导意义。
毕业设计机械工艺设计及夹具设计机械工艺设计是指对零件和装配件进行工艺设计,确定其加工工艺路线、工艺装备和工艺参数等。
夹具设计是指为了加工零件而设计制作的一种用于固定、定位或加工零件的工具。
本篇文章将讨论机械工艺设计和夹具设计的重要性以及设计过程。
机械工艺设计在整个产品生命周期中起着至关重要的作用。
它不仅决定着产品的加工质量和成本,还对产品的性能、可靠性和可维护性等方面产生影响。
一个优秀的机械工艺设计可以提高产品的竞争力,降低生产成本,并保证产品的质量。
首先,机械工艺设计需要对零件和装配件进行分析。
通过对零件结构和材料的研究,确定最佳的加工方法和工艺路线。
同时,根据产品的要求,选择合适的机床设备和切削工具,确保加工过程的稳定性和高效性。
其次,机械工艺设计需要确定适当的工艺参数。
工艺参数的选择直接影响到产品的加工效果和成本。
例如,在车削加工中,工艺参数包括主轴转速、进给速度和切削深度等。
正确选择这些参数可以减少切削力和切削温度,提高零件的表面质量和尺寸精度。
最后,机械工艺设计需要进行工艺试验和优化。
通过对加工过程的实际操作和监控,可以对工艺参数进行调整和优化,以提高加工质量和效率。
同时,还需要对加工过程进行全面的检测和控制,确保产品达到设计要求。
夹具设计是机械工艺设计的重要组成部分。
夹具的设计质量直接影响到零件的加工质量和成本。
一个优秀的夹具设计可以提高工作效率,防止零件变形和损坏,并减少加工误差。
夹具设计的主要目标是实现零件的稳定固定和准确定位。
通过合理的夹具设计,可以确保零件在加工过程中保持稳定的姿态,避免由于零件的移动和振动而引起的加工误差。
同时,通过夹具的定位功能,可以保证零件在加工过程中的位置精度和形状精度。
夹具设计的过程包括以下几个步骤。
首先,需要对零件结构和加工工艺进行分析,确定夹具设计的基本要求。
其次,进行夹具的总体设计,确定夹具的结构和工作原理。
然后,进行夹具的详细设计,包括夹具的零件、装配和加工工艺等方面。
DLS-3000-40-07电动振动试验系统使 用 说 明 书SM苏 州 苏 试 试 验 仪 器 有 限 公 司S T I目录目 录1. 安全须知2. DLS-3000-40-07 电动振动试验系统概述3. DLS-3000-40-07 电动振动试验系统构成4. DLS-3000-40-07电动振动试验系统方框图5. DLS-3000-40-07振动试验系统技术参数6. 系统各组成部分详细说明6.1 SA-40开关功率放大器6.2 DLS-3000-40-07电动振动试验系统台体6.3 振动系统的地基和安装7. 系统运行7.1 电动振动台部分的备7.2 SL-0707水平滑台运行前的准备7.3 传感器的安装7.4 运行操作7.5 停机8. 注意事项9. 保护动作和复位方法10. 试验样品11. 附图1. 安全须知为安全起见,请注意下述事项(由于是作一般性的说明,可能有些项目本装置中没有)。
1.1 占有区域为安全起见,在振动试验装置及电缆的四周设置一个设备占有区域(可能的话在5 m2以上)。
保持占有区域清洁,不需要物品不可放在占有区域内。
占有区域以外也可能因噪音等对人体构成伤害。
除设备专门操作者,他人不可进入占有区域。
1.2 培训对本装置的操作者必须详细阅读使用说明书,有条件的进行专门培训。
1.3 检查为了您的使用安全,请做定期检查。
1.4 设置振动试验装置的主操作面板应该设置在能看到振动台、功率放大器的位置。
1.5 设备电源变更电源的场合,风机、马达等可能会产生倒转现象。
请确认旋转方向,用箭头表示正确的旋转方向。
1.6 其它注意事项a. 噪声振动试验装置会产生较大的噪声,故对周围的工作人员应采取保护措施(耳塞等)。
我公司推荐隔音室作为防噪对策。
b.机械动圈、试件、夹具等在振动时,请勿用手去触碰。
在以低频(10Hz以下)激振时,振动台台体会上下而振动,予以注意。
在安装重物(夹具、试件等)时,应非常小心。
浅谈GJB 150A振动试验部分的几点改进朱耀航天科工防御技术研究试验中心(航天二院201所)一、引言从1986年GJB150(参考MIL-STD-810C)发布到2009年GJB 150A(主要参考MIL-STD-810F,部分参考MIL-STD-810G)的发布,中间间隔了13年的时间(在这段时间里美军标MIL-STD-810更新了C、D、E、F、G共5个版本),由于时间跨度较大,两版国军标也存在较大区别,同时由于新军标推出时间较短,因此也有必要对GJB 150A的改进做一个简单的介绍。
二、GJB 150A总结改进简述整体上GJB 150A相对于GJB150最大的变化就是结构形式(或编排方式)发生了变化。
刚开始制定GJB150时是参考美军标MIL-STD-810C进行的,因此GJB150最初也是一个单纯的环境试验标准,主要内容就是对环境试验条件、试验设备和具体的试验方法做出规定和限制。
从810D开始,810标准便逐渐转变为裁减标准,由于GJB 150A主要是参考810F制定的,因此与150相比,150A不再对具体试验方法进行规定,而是给出一个总的裁减标准,把不同的环境条件都放进了附录。
具体表现就是不再提供具体的试验条件和试验项目顺序,而是提供一个如何进行试验的技术指导同时利用附录提供了一些基本数据和参考方法,与150标准相比,150A不能直接引用,试验的开展具有更大的灵活性,因而对相关人员提出了更高的要求。
关于GJB 150A的总体改动在此不作详述,想深入了解的可以参考祝耀昌等人的文章[1]。
在此,主要对GJB150.16A(振动试验)的改进进行说明,由于标准中振动试验部分本身内容过多,在此仅对GJB150.16A中改动较大的两个地方进行说明。
三、振动试验控制振动试验一般是指在实验室条件下产生一个可以人为控制的振动环境以模拟被试产品在实际使用过程中所经历的振动环境。
显然,振动试验的有效性取决于实验室条件下产生的振动环境与实际振动环境的相似程度,因此就必须对振动试验进行一定的控制以保证其有效性。
振动试验夹具设计 【摘要】 本文主要记述了某直升机机载雷达整机振动试验夹具的设计,以及对夹具固 有频率的计算和试验验证等。 关键词 振动 夹具 固有频率
The Design Of Clamp For Vibration Test 【Abstract】 This paper presents the design of clamp for which used on helicopter radar’s vibration test. How to compute NATrual FREQuency of clamp and evaluation evaluation by test is discussed.
Key words Vibration Clamp NATrual FREQuency
一、 任务由来和技术要求 根据“直升机电子部三项电子设备可靠性增长与鉴定试验规定”、GJB150-86以及GJB899-90所提的要求:作为三项电子设备之一的雷达进行整机试验必须要设计一个振动试验夹具。根据任务书的要求夹具设计要满足以下几点: 1. 满足直升机电子设备可靠性试验条件; 2. 要求夹具及雷达整机组成的系统重心应在以夹具安装中心轴线直径为100mm圆柱内,并满足夹具与V890LS型振动台的安装和固定的要求。 3. 夹具的工作频率范围在0—500Hz内,设计中应尽量避免与F1、F2、F3、F4频率点重合(F1为直升机旋翼频率,具体数值为23.3Hz,F2、F3、F4、分别为F1的2倍频、3倍频、4倍频),并尽量提高其自身的固有频率。 4. 要求夹具结构合理,便于加工。
二、 振动夹具的设计
1. 确定设计方案 夹具加工采用铸造,这是因为铸造可以获得任意的夹具截面形状,而且铸造可以使夹具自身的阻尼增加从而降低振动的激振频率达到抑制共振的目的。为了限制夹具的自身重量和便于机械加工以及降低成本,材料选用铸铝ZL102,为了满足雷达工作时天线能够以360旋转,同时试验箱空间尺寸为2300 mm×1850 mm×1600mm受其限制,所以现夹具最大外形尺寸设计为1070 mm×900 mm×590mm。雷达各单元位置如图1所示。
图1
2. 夹具重心的计算 雷达各单元的重量及在夹具上X、Y坐标如下表:
单元序号 单 元 名 称 X坐标(mm) Y坐标(mm) 重量(kg) 01 天 馈 单 元 535 450 8.6 02 发 射 单 元 485 333.5 17 03 接 收 单 元 918.5 705.5 13.4 04 信号/数据处理单元 129.5 669 14.3 05 伺 服 单 元 125 210 10.1* 07 分 线 盒 单 元 930 201.5 4.0 * 包括安装板的重量
除此以外还有波导、电缆等。由于夹具现为对称形式,其夹具重心的位置主要由各单元的分布位置决定。而且由于该夹具用于Z向振动试验,因此只需计算重心的X、Y轴坐标。根据公式:
iiicPPyy „„„„„„„„„„(1)
iiicPPxx „„„„„„„„„„(2) 式中: xc、yc —夹具重心坐标 pi —各单元的质量 xi、yi —各单元的重心坐标
各单元的数据分别代入(1)、(2)计算可得:
mm...y.......ycc7469858927616858533317570541352014669314210110=
mm..x......xcc465858252738785848517591841393045129314125110 而夹具的安装中心为x =535mm,y =450mm。因此发现整个系统的重心在y向偏心为469.7-450=19.7mm,满足任务书的要求;x轴向偏心为535-465=70mm,超出任务书的要求,需要加配重块。配重块的质量和体积计算如下: 配重块质量P
mmP..Pxc53085825273871070 kg.P07 配重块体积V(配重块材料为钢,密度ρ=7.8g/cm3) 36109807mm.Vkg.VP== 考虑到配重块的固定以及电缆的布置和夹具的整体外观等问题,将配重块作成长度与夹具的底座宽度相同,高度为夹具底座的二分之一高度即如下形式:900×50×20(mm)装配位置见图1。将此尺寸代入公式验算:
mmxc5310.78.5825.273870.71080 符合试验的要求。 3. 夹具固有频率的计算 夹具固有频率的分析和计算在夹具设计中占有很重要的地位,一个好的夹具应该将振动试验台面的运动不失真的传递给试件,即要求振动夹具在整个试验频率范围内的传递系数Q等于1,在实际情况中是很难达到这一点。故根据强迫振动的振幅频率特性当振动台的振动频率f与振动夹具的固有频率fN之比接近1的时候将发生共振。因此要使振动夹具的最低固有频率尽量远离振动试验频带。 根据雷达整机可靠性鉴定试验夹具结构设计的规定夹具应在0~500Hz范围内工作。设计中应尽量远离F1、F2、F3、F4频率点,并尽量提高其自身的固有频率。 因为此振动夹具的体积较大、结构较复杂计算固有频率有一定困难。同时考虑到只做Z向振动试验,夹具设计主要以Z向振动为主,所以可以将夹具分解成若干组成部分,如板、梁等,再分析各部分在振动方向上的响应情况,计算各自的固有频率,最后用邓柯莱方法估算振动夹具固有频率fN:
2232221211111nNfffff „„„„„„„„„„(3) 式中: fN 夹具固有频率 f1„„ fN 夹具若干组成部分的频率
按照上面的分解原则,可将振动模型将夹具沿板与板的交线划分成几个可独立计算的板的模型。分析可得,在Z向振动上,夹具底板四个角以及顶板相对其它构件最弱,而夹具的固有频率取决于比较弱的构件,因此可以只计算各相对独立的构件中较弱部分的固有频率。 A . 顶板的固有频率 根据顶板的位置和外部限制条件可将顶板等效为下面的模型。 顶板振型系数λ的计算公式为:
4225225LbLb..+
„„„„„„„„„„(4)
将顶板数值代入公式(4)计算可得: 6891.9)300330()300330(5.22.5422 1.3
用瑞利法解平板固有频率:
HzEgbhfz2122)1(148- „„„„„„„„„„(5) 式中: h—板高(cm) b—板宽(cm) g—重力加速度,g=980(cm/s2) E—弹性模数(Kg/cm2) ρ—材料密度(Kg/cm3) σ—材料泊松比 λ—振型系数
将顶板数值代入公式(5)计算可得顶板的固有频率:
21236213201110562106804898033313).(...fz Hz2423 B . 底板的固有频率 根据底板的位置和外部限制条件可将底板等效为下面的模型。
底板振型系数λ的计算公式为: 422Lb12.0Lb32.013.0 „„„„„„„„„„(6)
将底板数值代入计算可得: 95.0)3443(12.0)3443(32.013.0422 970. 用瑞利法解平板固有频率,将底板数值代入公式(5)计算可得顶板的固有频率:
212362232011105621068048980438970).(...fz Hz1361
由于夹具的其它组成构件的固有频率远大于四个角及顶板的固有频率,因此可在计算时忽略。
C . 刚体平移的固有频率 试验时夹具用螺栓固定在试验台上,螺栓的规格是M8×55mm,一共有32个。根据刚体平移固有频率的计算公式:
)(3ZBZHFKf „„„„„„„„„„(7) 式中: F—夹具的重量(Kg) KB—螺栓刚度:KB=nAE/L(Kg/cm) A —螺栓的横截面积(cm2) E —弹性模数(Kg /cm2) L —螺栓受力长度(cm) n —螺栓数
将数据代入公式(7)计算得:
ZZH/LFEAnf84010452001020610273216223 将夹具的Z向板的固有频率1Zf、2Zf与刚体平移固有频率3Zf代入公式(3)计算得: 222223111141ZZZNffff
ZNHf516 夹具的固有频率为516Hz,远离了F1直升机旋翼频率点,可满足夹具的0~500Hz工作频率要求。
三、验证与结论
1. 试验验证 用V890LS振动试验台对该夹具进行频率—幅相振动测试,测得夹具的固有频率为400Hz。同时发现振动试验控制点的选取对试验的影响很大:如果采用单点控制将控制点放在夹具的中部,尽量靠近振动台的中轴线(图1的0点处),测振动时夹具各点的响应(图1的1~11点)发现响应很大而导致过载(如8点的响应见图2)使得试验无法控制;如果采用多点控制将控制点选在夹具刚性不同的部位(图1的8、9、11点处)进行均衡控制,无论是三点最大值控制或者是三点平均控制,都可以大大降低夹具各点的响应(如8点的响应见图3、图4),使其达到允许的误差范围内,使试验能顺利进行。 2. 设计结论 固有频率的计算值与实测值存在一定的差距,首先是由于振动夹具固有频率的计算使用邓柯莱方法就是一个估算,存在一定的误差,其次在计算过程中采用选择较弱的构件而忽略相对较强的构件进行固有频率计算,虽然大大简化了计算但也存在一定的误差,另外在测试中控制点和响应点的设置位置对测试结果有直接的影响,因此导致夹具的固有频率与计算值有差异,如果设计误差能控制在10%—20%之间通常是允许的。而且在振动试验时,采用多点控制,可以弥补夹具设计的不足,使夹具产生的响应能满足试验要求,所以该夹具符合设计要求,可以用于雷达的可靠性鉴定试验。在实际使用中,使用该夹具圆满的完成了某雷达344小时的整机可靠性鉴定试验内容。
参考文献 1 B·J·Klee等著 《振动、冲击试验夹具设计》“强度与环境”编辑组出版 1979。 2 鲁守来等著 《电子设备结构设计原理》苏科学技术出版社 1986。 3 汪凤泉、郑万泔著 《试验振动分析》苏科学技术出版社 。