BIOPAQ IC内循环厌氧反应器
- 格式:docx
- 大小:19.50 KB
- 文档页数:1
详解IC厌氧反应器工作原理及优势IC厌氧反应器是一种高效的生物处理设备,适用于处理有机废水和有机固体废物。
它基于厌氧微生物的代谢过程,通过在无氧条件下,利用甲烷产生微生物降解有机物质的能力。
IC厌氧反应器的工作原理可以分为以下几个步骤:1.进水:将待处理的有机废水或固体废物进入反应器内部。
在进水前,通常需要进行预处理,去除悬浮物、沉淀物以及可能对微生物有抑制作用的物质。
2.厌氧反应:厌氧微生物在无氧条件下将有机物质分解为含有能量的中间产物。
这些中间产物主要包括乙酸、氢气、甲酸和乙醇等。
3.淘汰:在乳酸菌发酵期,乳酸菌主要是通过乳酸维持酸度,而乳酸酸度较低时,不少乳酸菌有被干丘菌竞争代谢或抑制的趋势。
适当控制乳酸菌的繁殖就是一重要的环节.4.转化:部分中间产物通过异好氧微生物转化为甲烷气体和二氧化碳。
这些微生物主要是甲烷菌,它们具有氨氮转化为甲烷的能力。
这种转化过程称为甲烷化作用。
5.排出:产生的甲烷气体和二氧化碳会从反应器中排出,并可以用作能源源,如发电或直接供暖等。
IC厌氧反应器相比传统的厌氧处理技术有以下优势:1.高效稳定:IC厌氧反应器可以提供较高的废物处理效率,可以稳定地将有机物质转化为甲烷气体和二氧化碳。
与传统的厌氧处理技术相比,其效率更高,能耗更低。
2.灵活性:IC厌氧反应器可以处理不同种类和浓度的有机废物。
不同于传统厌氧池只能处理废水,IC厌氧反应器可以同时处理废水和有机固体废物,增加了处理的灵活性和范围。
3.减少气味:IC厌氧反应器通过在无氧条件下处理有机废物,有效减少了废物的气味和污染。
4.能源回收:IC厌氧反应器产生的甲烷气体可以用作能源,如发电或直接供暖等。
这种能源回收可以减少能源消耗,节约成本。
5.有机固体资源化:IC厌氧反应器能够将有机固体废物转化为有价值的甲烷气体和二氧化碳,实现资源化利用,减少废物排放。
总之,IC厌氧反应器通过利用厌氧微生物的代谢过程,将有机废物转化为甲烷气体和二氧化碳,实现了高效、稳定的废物处理。
内循环(IC)厌氧反应器在废水处理中的应用目前湖北武汉市有多家企业选择了将污水处理交第三方运行管理的模式,帮助企业实现污水处理设施安全运行、达标运行、经济运行是格林公司的愿望和目的,武汉格林环保设施运营有限责任公司,也将继续为您关注工业污水、生活污水污水处理外包、污水处理运营的行业动态。
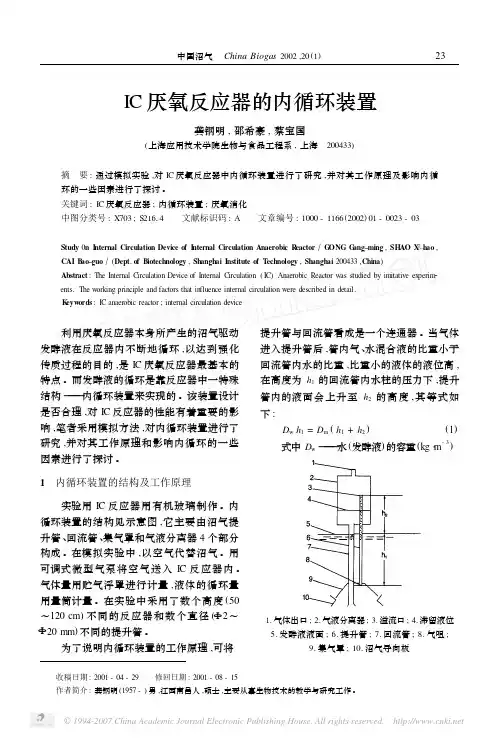
内循环(IC)厌氧反应器是在上流式厌氧污泥床(UASB)反应器基础上发展起来的高效反应器。
其依靠沼气在升流管和回流管间产生的密度差在反应器内部形成流体循环。
内循环提高了反应区的液相上升流速,加强了废水中有机物和颗粒污泥间的传质,使得处理同类废水时,该反应器的有机负荷达到UASB反应器的2~4倍。
IC厌氧反应器具有高径比大、上流速度快、有机负荷高、传质效果好等优点,其去除有机物能力远超过UASB等二代厌氧反应器[3],代表着当今废水处理领域厌氧生物反应器的最高水平。
当前,IC厌氧反应器被广泛应用于各类工业废水的处理,已经成为当今环保行业的研究热点。
1IC厌氧反应器的基本原理及特点1.1 IC厌氧反应器的基本原理IC厌氧反应器由两个UASB反应器上下叠加串联而成,其高度可达16~25m,高径比一般为4~8,主要由5个部分组成:布水区、第一反应室、第二反应室、内循环系统和出水区,其中内循环系统是IC工艺的核心结构。
IC厌氧反应器的结构示意图如下。
废水首先进入反应器底部的混合区,并与来自回流管的内循环泥水混合液充分混合后进入第一反应室进行污染物的生化降解,此处的COD容积负荷很高,大部分进水COD在此处被降解,并产生大量沼气。
沼气由下层三相分离器收集,并沿着回流管上升。
沼气上升的同时把第一反应室的混合液提升至IC厌氧反应器顶部的气液分离器,沼气在此处与泥水分离并被导出反应器。
泥水混合物则沿着回流管返回反应器底部,并与进水充分混合进入第一反应室,形成内循环。
经过第一反应室处理过的污水,会自动进入第二反应室继续处理。
产生的沼气由第二反应室的集气罩收集,通过提升管进入气液分离器。
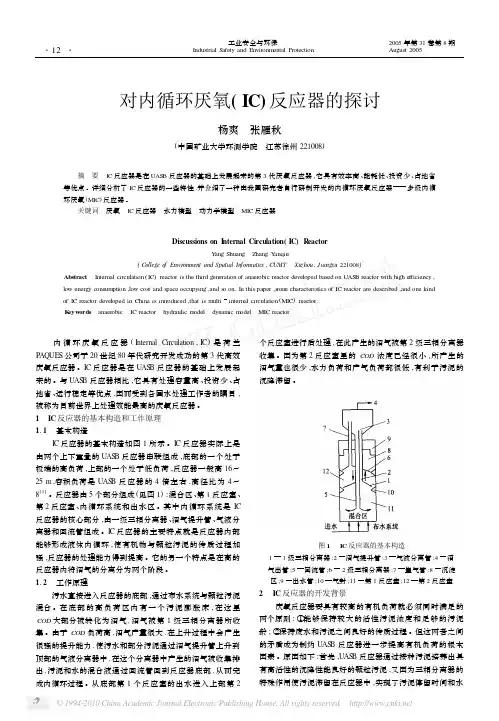
对内循环厌氧(IC)反应器的探讨杨爽 张雁秋(中国矿业大学环测学院 江苏徐州221008) 摘 要 IC 反应器是在UAS B 反应器的基础上发展起来的第3代厌氧反应器,它具有效率高、能耗低、投资少、占地省等优点。
详细分析了IC 反应器的一些特性,并介绍了一种由我国研究者自行研制开发的内循环厌氧反应器多级内循环厌氧(MIC )反应器。
关键词 厌氧 IC 反应器 水力模型 动力学模型 MIC 反应器Discussions on I nternal Circulation(IC)R eactorY ang Shuang Zhang Y anqiu(College o f Environment and Spatial Informatics ,CUMT Xuzhou ,Jiangsu 221008)Abstract Internal circulation (IC )reactor is the third generation of anaerobic reactor developed based on UAS B reactor with high efficiency ,low energy consum ption ,low cost and space occupying ,and s o on.In this paper ,s ome characteristics of IC reactor are described ,and one kind of IC reactor developed in China is introduced ,that is multiinternal circulation (MIC )reactor.K eyw ords anaerobic IC reactor hydraulic m odel dynam ic m odel MIC reactor 内循环厌氧反应器(Internal Circulation ,IC )是荷兰PAQUES 公司于20世纪80年代研究开发成功的第3代高效厌氧反应器。
详细介绍IC厌氧反应器工作过程IC厌氧反应器(Internal Circulation Anaerobic Reactor)是一种高效的用于处理有机废水的生物反应器,采用内循环方式进行运作。
其工作过程如下。
首先,将有机废水引入IC厌氧反应器的上部。
有机废水中含有生物可降解的有机物质,这些有机物质经过处理可以被微生物利用并转化成沼气和污泥。
当有机废水进入IC厌氧反应器后,通过控制进水流量,在反应器内形成水滴状的液面,以便与微生物进行更好的接触。
同时,通过设置搅拌装置,保持反应器内混合均匀,避免产生死区和沉积。
在IC厌氧反应器内,有机废水中的有机物质被厌氧微生物分解为沼气和污泥。
厌氧微生物主要包括产甲烷菌、消化杆菌等。
它们使用有机物质作为电子供体,通过一系列复杂的代谢途径将有机物质转化为甲烷气体,并释放出能量。
这个过程可以分为两个阶段进行。
在第一阶段,有机废水中的易降解有机物质被快速分解并转化为挥发性脂肪酸(VFA)。
这一步骤是在低氧和低pH条件下进行的。
在第二阶段,挥发性脂肪酸被产甲烷菌进一步降解成甲烷气体和二氧化碳。
为了保持反应器内微生物的活性,需要提供适宜的环境条件。
比如,反应器内的温度需要控制在适宜的范围内,通常是35-40摄氏度。
此外,pH值也需要调节在4.5-7.5之间。
这些条件有助于维持微生物群落的平衡,提高有机物质的降解效率。
在反应器内,通过设置循环泵,将底部的污泥循环回反应器的上层。
这种内循环的方式,可以防止污泥的沉积和堆积,提高污泥与废水的接触效率,增强有机物的降解。
同时,通过循环回流,可以保持反应器内的混合均匀性,避免产生死区。
最后,处理后的废水从反应器的上部流出,并经过简单的处理,即可达到排放标准。
而产生的沼气则可以收集利用,并作为能源供应。
总之,IC厌氧反应器是一种高效的生物反应器,通过内循环方式实现废水有机物质的降解和资源化利用。
通过合理的控制环境条件和循环回流,可以提高降解效率,减少能源消耗,同时实现废水处理和能源回收的双重目的。
厌氧内循环反应器(Internal Circulation Reac-tor,简称IC反应器)具有抗负荷能力强、具缓冲pH能力、容积负荷高、能耗低、运行费用低、处理容量大、启动速度快、占地面积少、运行稳定等特点,其主要组成部分有污泥膨胀床区、精处理反应区、内循环系统和出水区,在造纸废水处理领域中有着广泛的应用前景。
我国是一个造纸工业大国,在制造过程中产生的废水量大,污染物浓度高,对水环境造成极其不利的影响。
污水必须通过终端的废水处理设施,达标后排放,而厌氧技术比较适合处理高浓度的有机废水。
笔者在此详细介绍IC反应器的启动问题和它在造纸废水中的应用。
1IC反应器的启动在IC反应器整个处理工程中,反应器的快速启动和反应器中颗粒污泥的形成是整个过程的关键。
丁丽丽等[1]以UASB中的颗粒污泥为接种污泥,用于IC反应器的启动,20d内IC反应器完成初次启动,15d内完成IC反应器的二次启动。
该反应器日处理污水COD Cr容积负荷达12~15 Kg/(m3·d),COD Cr去除率>85%;在IC反应器中的容积负荷增加到11Kg COD Cr/(m3·d)时,反应器完成启动。
IC反应器启动结束后,使颗粒污泥的平均沉降速度由35.4m/h增加到105.17 m/h,平均粒径由0.88mm增大为1.25mm,最大比产甲烷活性增加为启动初期的4倍,达到382.98mL/(g·d)。
张杰等[2]以某养猪场沉淀池的深灰褐色絮状污泥对IC反应器进行接种启动。
IC 反应器在60d左右完成启动,启动后污泥区污泥沉降性能良好,在污泥区,污泥由上部到下部粒径明显增大,反应器内污泥颗粒粒径分布明显改善,粒径大于1mm的颗粒污泥量约占81.3%左右。
在进水有机负荷率达到20.6Kg COD Cr/(m3·d),HRT不低于12h时,利用该反应器处理某养猪场污水时,COD Cr去除率保持在90%以上,TN和TP去除率约为20.8%和34.6%。
IC厌氧反应器设计计算
首先,反应器体积的计算可以通过污水产生量和停留时间来确定。
污水产生量可以通过单位时间内进料流量的浓度和进料流量来计算。
停留时间是指污水在反应器中停留的平均时间,一般根据有机物降解速率和生物负荷来确定。
可以使用以下公式计算反应器体积:
V=Q*t
其中,V为反应器体积,Q为进料流量,t为停留时间。
其次,生物负荷是指单位时间内单位体积反应器中的有机物降解量。
可以使用以下公式计算生物负荷:
BOD5=(Q*COD)/V
其中,BOD5为生物需氧量,Q为进料流量,COD为化学需氧量,V为反应器体积。
通过上述计算可以确定反应器体积,进一步可以计算反应器的尺寸和设计参数。
另外,为了提高IC厌氧反应器的效率,可以设计反应器系统,包括曝气系统和搅拌系统。
曝气系统可以通过增加曝气装置来提供氧气,促进微生物的生长和繁殖。
搅拌系统可以通过搅拌装置来搅拌污水,使其与微生物容易接触,提高降解效率。
在IC厌氧反应器设计中,还需要考虑污水的处理效果和排放标准。
为了达到国家排放标准,可以根据污水的特性和需求选择不同的IC厌氧反应器设计参数,例如反应器体积和停留时间等。
总之,IC厌氧反应器的设计计算是一个复杂的过程,需要考虑多个因素,并根据具体的需求进行优化设计。
通过合理的设计和计算,可以提高IC厌氧反应器的处理效率,达到理想的污水处理效果。
IC厌氧反应器的工作原理
它相似由2层UASB反应器串联而成。
按功能划分,反应器由下而上共分为5个区:混合区、第1厌氧区、第2厌氧区、沉淀区和气液分离区。
混合区:反应器底部进水、颗粒污泥和气液分离区回流的泥水混合物有效地在此区混合。
第1厌氧区:混合区形成的泥水混合物进入该区,在高浓度污泥作用下,大部分有机物转化为沼气。
混合液上升流和沼气的剧烈扰动使该反应区内污泥呈膨胀和流化状态,加强了泥水表面接触,污泥由此而保持着高的活性。
随着沼气产量的增多,一部分泥水混合物被沼气提升至顶部的气液分离区。
气液分离区:被提升的混合物中的沼气在此与泥水分离并导出处理系统,泥水混合物则沿着回流管返回到下端的混合区,与反应器底部的污泥和进水充分混合,实现了混合液的内部循环。
第2厌氧区:经第1厌氧区处理后的废水,除一部分被沼气提升外,其余的都通过三相分离器进入第2厌氧区。
该区污泥浓度较低,且废水中大部分有机物已在第1厌氧区被降解,因此沼气产生量较少。
沼气通过沼气管导入气液分离区,对第2厌氧区的扰动很小,这为污泥的停留提供了有利条件。
沉淀区:第2厌氧区的泥水混合物在沉淀区进行固液分离,上清液由出水管排走,沉淀的颗粒污泥返回第2厌氧区污泥床。
从IC反应器工作原理中可见,反应器通过2层三相分离器来实现
SRT>HRT,获得高污泥浓度;通过大量沼气和内循环的剧烈扰动,使泥水充分接触,获得良好的传质效果。
厌氧反应器:浅聊IC厌氧反应器构造有哪些
厌氧反应器是用来进行厌氧反应的装置,它在水处理、污水处理、生物质转化等领域有着广泛的应用。
IC厌氧反应器是一种较为常见的厌氧反应器,它具有体积小、性能优越等优点,由于其构造复杂,下面我们将对IC厌氧反应器的构造进行浅谈。
IC厌氧反应器构造
IC厌氧反应器主要是由反应器本体、进样系统、废气收集系统等构成。
反应器本体
IC厌氧反应器的反应器本体是由两个环形板和中间的反应池构成。
反应池内设有内筒、中筒、外筒三层,其中内筒为反应区域,中筒与外筒为废气收集区域。
在反应器本体顶部设有轴承,轴承的作用是连接叶轮和电机,提供动力。
进样系统
IC厌氧反应器的进样系统包括进水和进料两部分。
进水系统主要是通过阀门控制水流量,使水从进水口进入反应池内。
而进料系统则是通过加料泵将反应物质从料液罐中抽出,并经过一定流速稀释进入反应池内。
废气收集系统
IC厌氧反应器的废气收集系统主要是采用中筒和外筒之间的空间收集废气,通过废气排出管道将其排出反应器。
废气排出管道中需要安装减压器控制排气量,从而达到系统平衡。
结语
通过对IC厌氧反应器的构造浅谈,可以看到其构造复杂,技术要求高,但其在厌氧反应方面却表现出色,并被广泛应用。
希望本文对想要了解IC厌氧反应器的同学有所帮助。
内循环(IC)厌氧反应器在废水处理中的应用目前湖北武汉市有多家企业选择了将污水处理交第三方运行管理的模式,帮助企业实现污水处理设施安全运行、达标运行、经济运行是格林公司的愿望和目的,武汉格林环保设施运营有限责任公司,也将继续为您关注工业污水、生活污水污水处理外包、污水处理运营的行业动态。
内循环(IC)厌氧反应器是在上流式厌氧污泥床(UASB)反应器基础上发展起来的高效反应器。
其依靠沼气在升流管和回流管间产生的密度差在反应器内部形成流体循环。
内循环提高了反应区的液相上升流速,加强了废水中有机物和颗粒污泥间的传质,使得处理同类废水时,该反应器的有机负荷达到UASB反应器的2~4倍。
IC厌氧反应器具有高径比大、上流速度快、有机负荷高、传质效果好等优点,其去除有机物能力远超过UASB等二代厌氧反应器[3],代表着当今废水处理领域厌氧生物反应器的最高水平。
当前,IC厌氧反应器被广泛应用于各类工业废水的处理,已经成为当今环保行业的研究热点。
1IC厌氧反应器的基本原理及特点1.1 IC厌氧反应器的基本原理IC厌氧反应器由两个UASB反应器上下叠加串联而成,其高度可达16~25m,高径比一般为4~8,主要由5个部分组成:布水区、第一反应室、第二反应室、内循环系统和出水区,其中内循环系统是IC工艺的核心结构。
IC厌氧反应器的结构示意图如下。
废水首先进入反应器底部的混合区,并与来自回流管的内循环泥水混合液充分混合后进入第一反应室进行污染物的生化降解,此处的COD容积负荷很高,大部分进水COD在此处被降解,并产生大量沼气。
沼气由下层三相分离器收集,并沿着回流管上升。
沼气上升的同时把第一反应室的混合液提升至IC厌氧反应器顶部的气液分离器,沼气在此处与泥水分离并被导出反应器。
泥水混合物则沿着回流管返回反应器底部,并与进水充分混合进入第一反应室,形成内循环。
经过第一反应室处理过的污水,会自动进入第二反应室继续处理。
产生的沼气由第二反应室的集气罩收集,通过提升管进入气液分离器。
ic厌氧反应器原理IC厌氧反应器是一种新型的垃圾处理设备,它采用厌氧反应的方式处理生活垃圾和有机物。
这种设备原理非常优秀,是目前生活垃圾处理的一项重要技术之一。
下面将分步骤阐述IC厌氧反应器的原理。
第一步,IC厌氧反应器的构造原理。
IC厌氧反应器通常由反应器部分、气体回收部分、沼气发电部分、生物脱水部分组成。
其中,反应器部分是整个设备的核心组成部分,其主要由厌氧生物反应器、厌氧污泥浓缩器、生物膜反应器和沼气回收仪构成。
反应器设有气氛调节设备,可以调节反应器内的气氛,保证反应器内良好的反应环境。
第二步,IC厌氧反应器的工作原理。
在IC厌氧反应器中,生物体利用垃圾中的有机物作为营养物质,通过异味等潜在的代谢过程将有机物质分解成二氧化碳和甲烷,再通过进一步的压缩、净化、浓缩等处理,最终产生沼气。
生物脱水部分则通过高压过滤机对沼渣进行脱水处理,将污泥脱水到25%~40%的干含率,然后将污泥送往静态调理池进行二次厌氧反应。
第三步,IC厌氧反应器的应用原理。
IC厌氧反应器可以广泛应用于生活垃圾和有机物的处理,特别是在城市建设中。
使用IC厌氧反应器处理生活垃圾和有机物,可以有效地减少垃圾对环境造成的污染,产生的沼气也可以用于发电或供热,是一种非常环保、经济的处理方式。
综上所述,IC厌氧反应器的原理是利用厌氧生物反应器,将生活垃圾和有机物分解成沼气和沼渣,经过处理之后,沼气可以用于发电或供热,沼渣则可以进行脱水等处理再次利用。
IC厌氧反应器是一种非常优秀的垃圾处理设备,可以有效地解决垃圾处理中的环保问题。
供应UASB厌氧反应器临沂圣鑫环保科技有限公司一、工作原理:IC厌氧反应器由2层UASB反应器串联而成。
按工程划分,反应器由下而上共分5个区:混合区、第1厌氧区、第二厌氧区、沉淀区和气流分离区。
二、技术优点:1、具有很高的容积负荷率IC厌氧反应器由于存在着强大的内循环、传质效果好、生物量大、其容积负荷远比普通的UASB 反应器高,一般可高出3倍左右。
处理高浓度有机废水,当COD为10000-15000mg/1 时,容积负荷率可达10-18CODm3·d。
2、节省基建投资和占地面积IC反应器比普通UASB 反应器高3倍左右容积负荷率,是普通UASB反应器占地面积的1/4-1/3 左右,所以可以降低反应器的基建投资。
IC反应器不仅体积小,而且有很大的高径比,所以占地面积特别省,非常适用于紧张的厂矿企业新、扩建工程。
3、抗冲击负荷能力强IC反应器实现了自身的内循环,循环量可达进水的10-20 倍。
因为循环水与进水在反应器底部充分混合,使反应器底部有机物浓度降低,从而提高了反应器的耐冲击负荷能力;同时大水量也使底部污泥得以均散,保证了废水中的有机物与微生物的充分接触反应,提高了处理负荷。
4、出水稳定性好因为IC反应器相当上下两个UASB 反应器的串联运行,下面一个反应器具有很高的有机负荷率,起“粗”处理作用,上面一个反应器的负荷低,起“精”处理作用,使出水水质好且稳定。
5、抗低温能力强温度对厌氧消化的影响主要是对消化速率的影响。
IC反应器由于含有大量的微生物,温度对厌氧消化的影响不再显著和严重。
通常IC厌氧器厌氧消化可在常温条件下20~25℃下进行,这样减少了消化保温的困难,节省了能量。
6、具有缓冲PH的能力内循环流量相当于第1厌氧区的出水回流,可利用COD转化的碱度,对反应器内PH 保持最佳状态,同时还可减少进水的投碱量。
7、内部自动循环,不必外加动力普通厌氧反应器的回流是通过外部加压实现的,而IC反应器以自身产生的沼气作为提升的动力来实现混合液内循环,不必设泵强制循环,节省动力消耗。
IC厌氧反应器抗撞击负荷本领强IC反应器的构造及其工作原理决议了其在掌控厌氧处理影响因素方面比其它反应器更具有优势。
1、容积负荷高:IC反应器内污泥浓度高,微生物量大,且存在内循环,传质效果好,进水有机负荷可超出普通厌氧反应器的3倍以上。
2、节省投资和占地面积:IC反应器容积负荷率高出普通UASB反应器3倍左右,其体积相当于普通反应器的1/4~1/3左右,大大降低了反应器的基建投资。
而且IC反应器高径比很大(一般为3~8),所以占地面积特别省,特别适合用地紧张的工矿企业。
3、运行本钱低:内部自动循环,不必外加动力;具有缓冲pH的本领,可减少进水的投碱量;反应器可在常温下运行,节省加热本钱。
4、抗撞击负荷本领强,出水稳定性好:内循环的形成使得IC厌氧反应器第一反应区的实际水量宏大于进水水量,例如在外理与啤洒废水浓度相当的废水时,循环流量可达进水流量的2~3倍;处理土豆加工废水时,循环流昌可达10~20倍。
循环水稀释了进水,大大降低了毒物对厌氧消化过程的影响,提高了反应哭的抗油去负荷本领和耐碱调整本领,加之右第二反应区连续处理,通常运行很稳定。
5、启动周期短,IC反应哭内运汜汪性宫生物烛硝忡为反应哭快速启动供应有利条件。
IC反应器启动周期船为1~2个日而通| IASR启动周期长达4~6个月。
6、沼气利田价估言后成2p立片的h枷te言Cu 头700/~800%.CO.为20%~30%,其它有机物为1%~5%,可作为燃料加以利用。
IC反应器即内循环厌氧反应器,是在UASB反应器的基础上发展起来的第三代厌氧生物反应器。
通过内循环,大大提高了污水的上升流速,反应器中颗粒污泥始终处于膨胀状态,加强污水与微生物之间的接触和传质,获得较高的去除效率,反应器的高度高达16—25m。
从外观上看,IC反应器由第一厌氧反应室和第二厌氧反应室叠加而成,如同两个UASB反应器的上下重叠串联。
IC主体部分可分为进水配水系统、反应区、三相分别器、内循环系统和排水系统、气室、浮渣清除系统、排泥系统,另外还配套有气水分别器、水封罐、掌控系统等附属设施。
IC厌氧反应器说明书IC厌氧反应器简介IC厌氧反应器是一种高效的多级内循环反应器,是第三代厌氧反应器的典型代表。
与前二代厌氧器相比、它具有占地面积少、容积负荷量高,布水均匀,抗冲击能力强、性能更稳定、操作更简单的多种优势。
例如,当COD为10000-15000mg/l 时的高浓度有机废水,第二代USCB反应器一般容积负荷为5-8kgCODm3.d, 第三代IC厌氧反应器容积负荷可达到10-18kgCODm3.d,IC反应器工作原理IC反应器构造的特点是具有很大的高径比,一般可达4-8,反应器的高度达到20m左右。
整个反应器由第一厌氧反应室和第二厌氧反应室叠加而成。
每个厌氧反应室的顶部各设一个气、固、液三相分离器。
第一级三相分离器主要分离沼气和水,第二级三相分离器主要分离污泥和水,进水和回流污泥在第一厌氧反应室进行混合。
第一反应室有很大的去除有机能力,进入第二厌氧反应室的废水可继续进行处理,去除废水中的剩余有机物,提高出水水质。
IC厌氧反应器相对于其他同类产品有以及下几个显著优点: (1)具有很高的容积负荷率。
由于IC反应器存在着内循环,第一反应室有很高的升流速度,传质效果很好,污泥活性很高,因而其有机容积负荷率比普通UASB反应器高许多,一般高出3倍以上。
处理高浓度有机废水,如土豆加工废水,当COD为10000,15000mg/L时,进水容积负荷率可达30,40kgCOD/(m3•d)。
处理低浓度有机废水,如啤酒废水,当 COD为2000,13000mg/L时,进水容积负荷率可达20,50kgCOD /(m3•d),HRT仅2,3h,COD去除率可达80%左右。
(2)节省基建投资和占地面积。
由于 IC 反应器的容积负荷率大大高于 UASB 反应器,IC反应器的有效体积仅为UASB反应器的1/4,1/3,所以可显著降低反应器的基建投资。
由于IC反应器不仅体积小,而且有很大的高径比,所以占地面积特别省,非常适用于占地面积紧张的厂矿企业。
ic厌氧反应器的工作原理嗨,朋友!今天咱们来唠唠IC厌氧反应器这个超有趣的东西。
IC厌氧反应器啊,就像是一个小小的微生物世界里的超级工厂呢。
它主要是用来处理污水的,你想啊,污水里有好多乱七八糟的东西,像有机物啥的,这些东西要是直接排出去那可就糟糕啦。
这个反应器里呢,有好多微生物小伙伴在辛勤工作。
污水进入到IC厌氧反应器的底部。
一进去,就像是进入到了微生物的大食堂一样。
这里面的微生物啊,可都是厌氧菌,它们不喜欢氧气,就喜欢在这种没有氧气的环境里生活。
污水里的有机物对于这些厌氧菌来说,那就是美味的大餐。
它们会开始分解这些有机物,就像我们吃美食一样,把这些有机物一点一点地消化掉。
在这个过程中呢,会发生一系列神奇的化学反应。
厌氧菌把有机物分解成甲烷和二氧化碳这些气体。
你可以想象,这些微生物就像是小小的魔法师,把污水里那些复杂的东西变成了简单的气体。
这些气体产生之后啊,就会往上跑。
这时候就出现了一个很有意思的现象,因为气体往上跑的时候,会带动污水也往上走。
就好像是气体带着污水一起坐电梯一样,污水就被带到了反应器的上部。
在反应器的上部呢,又有新的情况啦。
这里的环境和下部有点不一样哦。
上部的微生物小伙伴们又会对污水进行进一步的处理。
它们会把那些还没有被完全分解的有机物继续分解,让污水变得更干净一些。
这就像是接力赛一样,下部的微生物先跑了一棒,把污水初步处理了一下,然后上部的微生物接过接力棒,再把处理工作做得更完美。
而且啊,IC厌氧反应器的结构也很巧妙呢。
它有内循环的设计。
这个内循环就像是一个内部的小循环系统。
污水和气体在里面不断地循环流动,这样就保证了微生物和污水有充分的接触机会。
就好比是大家在一个热闹的舞会上,微生物和污水不停地跳舞、互动,这样就能让有机物的分解更加彻底啦。
你知道吗?IC厌氧反应器还有一个很棒的优点呢。
它处理污水的效率超级高。
这是因为它的这种特殊结构和微生物的工作方式。
它就像一个不知疲倦的小机器,一直在努力地把污水变得干净。
BIOPAQ IC内循环厌氧反应器
应用行业:环保
80年代中期,帕克公司成功开发了
IC内循环厌氧反应器。
经过数百项工程
实践的成功应用,使用户在获得厌氧处理
所带来的巨大运行利益的同时,享受到可
靠而优越的运行感。
IC反应器的工作过程:
进水(1)经过布水器(2)输入反应
器,与下降管(11)循环来的污泥和出水
均匀混和后,进入第一个反应分离区内,
流化床反应室(3)。
在那里,大部分COD
被降解为沼气,在这个分离区产生的沼气
由低位三相分离器(4)收集和分离,并产生气体提升(5)。
气体被提升的同时,带动水和污泥作向上运动,经过一级“上升”管(6)达到位于反应器顶部的气体/液体分离器(10),在这里沼气从水和污泥中分离,离开整个反应器(13)。
水和污泥混和经过同心的“下降”管(11)直接滑落到反应器底部形成内部循环流。
从第一级分离区的出水在第二阶段低负荷后处理区(7)内被深度处理,在那里剩余的可生物降解的COD被去除,在上层分离区产生的沼气被顶部的三相分离器(8)收集,并沿二级“上升管”(9),输送到顶部旋流式气体/液体分离器(10),实现沼气分离和收集。
同时,厌氧出水(12)经过出水堰离开反应器自流进入后续处理中。
IC反应器的特点:
容积负荷高,占地面积小;
抗冲击负荷(COD浓度大幅度波动)的能力强;
完全封闭系统,无异味排放;
抗腐蚀,使用寿命长;
系列化、标准化生产,产品质量可靠;
施工和安装简单;
启动时间短,操作控制简单;
无运转部件,无需维修;
应用范围广泛,运行业绩成功。
帕克公司的BIOPAQ-IC?厌氧反应器,克服了传统厌氧技术的不足,并开拓了厌氧技术的应用领域,逐步取代某些常规的厌氧技术,使厌氧处理技术的应用日趋完美。