TP2管产生气泡原因浅析
- 格式:pdf
- 大小:535.83 KB
- 文档页数:4
铜加工
2006年第 2期 (总第 102期 )
TP2管产生气泡原因浅析
丁顺德 刘红晓 (中铝洛阳铜业有限公司 471039)
摘 要 : 本文通过一系列工艺试验对比 ,对引起 TP2管材表面出现气泡问题的各种因素 进行了分析 。通过采取控制磷含量 、降低挤压温度 、缩短加热时间等措施 ,使气泡问题得 到改观 。 关键词 : TP2合金 ;气泡 ;表面质量
5结论
( 1 )磷 含 量 的 高 低 与 气 泡 有 直 接 的 关 系 。 P含量的控制越低 ,越有利于减少气泡 缺陷 。对 TP2而言 ,将 P含量控制在 0. 015 ~0. 035%时 ,气泡问题有明显改善 。在生产 控制水平允许的前提下 ,将 P含量控制在下 限 (0. 015% )更佳 。
试验 3:按无氧铜工艺 试验结果 :气泡比例 27%
3. 2 氧与气泡的关系试验 ( 1 )烧氢试验 试验条件 : 在氢气气氛下 , 随炉加热到
820℃,保温 20分钟 ,自然冷却 。 试验牌号 、规格 、数量 :见表 1 试验结果 :没有出现气泡 。在显微镜下
观察 ,没有晶界开裂 。 ( 2 )保护性气体退火试验
·27·
钟烧氢后 , 没有出现气泡 。含氧 85μg / g的 LC1100带坯试样 ,在 820℃, 40分钟烧氢后 , 也 没 有 出 现 气 泡 。含 氧 量 460μg / g 的 LC1100带坯试样 ,在 820℃, 40分钟烧氢后 , 表面出现满面气泡 。
由以上实验现象可以认为 :当氧含量特 别高 时 , 烧 氢 会 出 现 气 泡; 而 氧 含 量 在 100μg / g以下时 , 烧氢不会出现气泡 。 TP2 管氧 含 量 一 般 不 超 过 30μg / g, 材 料 中 的 Cu2 O 烧氢后不会引起气泡 。
因此 ,锭坯表层质量状况也不是影响管 材表面气泡的主要要因 。
(4)磷的影响 : 铜中加入磷有以下作用 : ①P作为溶解于金属中的脱氧剂 ,能与 整个熔池内的熔融 金属中 的 Cu2O 发 生反 应 ,形成气态 、液态生成物 ,脱氧效果显著 。 其反应如下 : 5Cu2 O + 2P = P2 O5 (气态 ) + 10Cu; Cu2 O + P2 O5 = 2CuPO3 (液态 ) ②提高铜水的流动性 ,改善铸造性能 。 ③对铜的力学性能 (提高铜的强度 、硬 度 ,又不降低铜的加工塑性 )和焊接性能有 良好的影响 。 TP2磷含量控制在 0. 015~0. 040%。实 验发现 ,磷含量降低后 ,气泡数量大幅度降 低 ,且很轻微 。 由此可以看出 : P含量与气泡具有相关关 系 ,磷含量降低气泡量减少。TP1合金的磷含 量较 TP2低 ,气泡比例明显减少 ; T2D、TU1合金 的磷含量更低 ,退火时 ,没有出现气泡现象。 ·28·
( 2 )在 感 应 加 热 炉 中 进 行 铸 锭 短 时 加 热 ,加热温度控制在 800℃以下 ,能有效减轻 气泡比例 ,但不能彻底消除气泡问题 。
(3)加工时增加扒皮工序 ,扒皮厚度 0. 3mm基本可以消除气泡 ,但必须保证扒皮质量。
参考文献
[ 1 ] 重有色金属加工手册第一分册 , 冶金工业出版社 , 1978
在进行某个工艺试验时发现 :由感应加 热炉加热或煤气加热炉加热后 ,挤压管坯经 轧制 、退火时 ,部分料出现了与挤压工序具有 一定对应规律的气泡问题 ,且尾部气泡比例 大 。对熔铸工序进行了不同牌号 、不同工艺 、 不同原料的对比试验 ,发现气泡比例没有明 显差别 。对加热工序进行不同加热方式对比 试验 ,气泡比例差别也不大 。针对这一问题 , 进行了反复试验 。根据对试验结果的对比分 析 ,通过采取工艺措施 ,解决了出现气泡的问 题 ,工艺得到优化 。
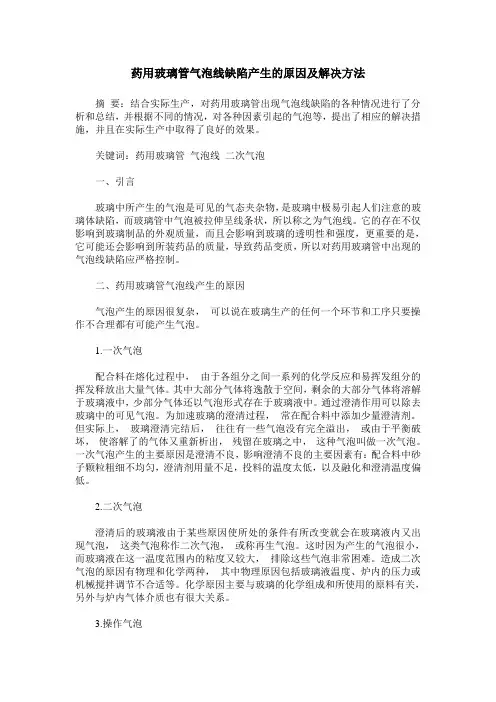
由图可以看出 :在 714℃时 , P在铜中的 溶解度约 1. 75% ;在 200℃时 ,只有 0. 4% [ 1 ] 。 对于 P含量 0. 015 ~0. 040%的 TP2,除一部 分磷与 Cu2 O 反应外 ,其余残留磷固溶于铜 中。
2. 气泡的分布规律
挑选有代表性的铸锭进行组织观察 ,发 现个别组织中分布许多细小的点状物 ,点状 物呈弥散分布 ,见图 2 。为探明点状物的性 质 ,对挑选的样品进行 820℃, 20分钟氢气退 火 ,发现点状物更加明显 ,见图 3。对挤压后 的尾部样品进行高倍分析 ,发现个别样品外 表层为细晶层 ,深约 0. 2mm。在外表皮细晶 层晶界处分布着成串的黑色点状物 ,见图 4。 有的在表皮下形成细晶带 ,细晶带组织中分 布较多的点状物见图 5。退火后出现气泡现 象 ,组织见图 6。为判定点状物的性质 ,做了 扫描电镜分析 。见图 7。黑点的主要成分 : Cu 、C、O、P。
[ 2 ] 铜及铜合金金相图谱 ,冶金工业出版社 , 1983
因此 ,氧含量也不是影响管材表面气泡 的主要要因 。
(3)由于锭坯中心 、1 /2 处 、边部高倍组 织没有明显差异 。锭坯车皮 25mm 后 ,管材 尾部出现气泡仍然比较多 。这说明出现气泡 与原锭坯表层质量状况没有必然关联 。将表 层车掉后 ,新的铸锭表层加热后又会表现出 与原铸锭表层相似的状态 ,试验的管材仍会 出现气泡 。
1个
TP2 1个
1个
1个
TU1
1个
85
无气泡
460
满面气泡
28 烧氢后又出现一些小气泡
7
烧氢后又出现一些小气泡
10
烧氢后基本无变化
20
无气泡
18
无气泡
ቤተ መጻሕፍቲ ባይዱ
3. 3 气泡与铸锭表层的关系试验
由于气泡出现在挤压管坯的外表面 ,为
验证铸锭表层组织 、表面质量与气泡是否关
联 ,我们将 3根铸锭车去表皮厚度约 25mm。
1. TP2合金
TP2 与 美 国 牌 号 C12200、日 本 牌 号 C1220的化学成分相当 : Cu≥99. 90% , P: 0. 015~0. 040% ,对其他杂质没有要求 ,属于紫 铜类产品中化学成分要求相对比较宽松的合 金牌号 。加工性能与 T2没有明显差别 。
磷是可以固溶于铜中的元素 。 Cu - P 相图见图 1
( 7 )扒皮后由于局部没有扒到或扒皮量 小 ,引起扒皮后的管材退火后仍有气泡存在 。 通过对扒皮料的扒到与未扒到位置的连接处 金相组织分析来看 ,晶粒比较均匀 ,晶粒度约 0. 050mm。从横断面组织来看 ,气泡鼓包处 与基体分离 ,其间无任何夹杂 。扒皮扒到的 位置呈条沟状 。从纵断面组织来看 ,条沟沿 加工方向分布 ,延伸处沿晶界分布着断续的 点状物 。鼓包与晶界聚集的点状物有关 。未 扒到的位置气泡鼓起厚度 0. 1~0. 26mm。
·26·
表1
牌号
规格 , mm
样品数量
T2
Φ15 ×1
2个
C1100
0. 6
2个
C1100
0. 8
2个
试验条件 :抽真空后在氮气保护下 ,随炉 升温到 820℃,保温 40分钟 ,自然冷却 。
试验结果 :见表 2
表2
牌号 LC1100 LC1100
TP2
数量 2个 2个 1个 1个 1个
含氧量 μg / g 85 460 28 7 10
试验结果 无气泡 无气泡 有气泡 有气泡 有气泡
(3)氢气退火试验 试验条件 : 表 2 中试样及 TU1 试样 ,抽
真空后在氮气保护下 ,随炉升温到 820℃,氢 气条件下 ,保温 40分钟 ,自然冷却 。
试验结果 :见表 3
表3
牌号
样品 含氧量 ,
数量
μg/ g
试验结果
LC1100 2个
LC1100 2个
铸锭加热温度降低 100℃,加热时间尽可能
短 。试验结果 : 尾部气泡比例 30% ,且气泡
尺寸较小 。
3. 6 轧制管坯扒皮试验 挑选退火后气泡严重的管材进行扒皮 ,
再次退火后气泡很少 ,但由于扒皮引起的表
面撕裂现象难以消除 。
4. 分析与讨论
对以上试验分析讨论如下 : (1)由熔铸工艺试验可以看出 : 不管使 用紫铜一级料还是标准阴极铜 ,不管是采用 一般 TP2 熔铸工艺还是无氧铜工艺 , TP2 试 验料的气泡比例均在 25%以上 ;采用无氧铜 工艺 ,气泡比例略有降低 ,但也不能明显改善 气泡问题 。使用精料 、密封 、覆盖煅烧木炭等 措施会增加生产成本 ,降低生产效率 ,而且不 能使管材气泡有大幅度减少 。 可以说 ,原料不是影响管材表面气泡的 主要要因 。 ( 2 )铜中的氧主要以氧化亚铜的形式存 在 ,含氧化亚铜的紫铜在 还原 性气氛 (如 : H2 、CO 等气体 )中加热时 ,氢或其他还原性 气体能在高温下渗入铜中与氧化亚铜发生如 下还原反应 : Cu2 O + H2 = 2Cu + H2 O ↑ Cu2 O + CO = 2Cu + CO2 ↑ 生成的水蒸气 (或 CO2)不溶于铜中 ,而 本身产生一定的压力以求排出 。当压力大于 金属本身的强度时 ,将引起材料沿晶界开裂 , 严重时 ,肉眼可见表面气泡 [ 2 ] 。 磷脱氧铜与无氧铜 ,含氧量很少 ,取挤压 后的 TP2管坯样进行含氧检测 ,金相检验为 1级 ,氧含量在小于 21μg / g,氧含量极低 。即 使铸锭中存在着气孔 ,通过切片分析 、铸锭车 皮来看 ,虽然既有宏观气孔 ,又有微观气孔 , 但气孔较分散 ,且数量很少 ,挤压过程中气体 迁移 ,并集中的难度很大 ,可能性很小 。铸锭 生产采用了精料 、锻烧木炭 、密封等工艺措 施 ,但尾部气泡问题没有明显改观 。通过严 格熔铸工艺控制只会使气泡问题有所降低 , 但不能从根本上解决气泡问题 。 TP2合金挤压后 ,检测的氧含量都不超 过 30μg / g,金相检验含氧均为 1级 ,退火时 , 尾部仍有气泡 。而 T2D、TU1 与 TP2 含氧量 相当 ,退火时 ,没有出现气泡 。 T2 管 、C1100 带对氧含量都没有特别控制 ,在 820℃, 20分
2006年第 2期 (总第 102期 )
TP2管产生气泡原因浅析
丁顺德 刘红晓 (中铝洛阳铜业有限公司 471039)
摘 要 : 本文通过一系列工艺试验对比 ,对引起 TP2管材表面出现气泡问题的各种因素 进行了分析 。通过采取控制磷含量 、降低挤压温度 、缩短加热时间等措施 ,使气泡问题得 到改观 。 关键词 : TP2合金 ;气泡 ;表面质量
5结论
( 1 )磷 含 量 的 高 低 与 气 泡 有 直 接 的 关 系 。 P含量的控制越低 ,越有利于减少气泡 缺陷 。对 TP2而言 ,将 P含量控制在 0. 015 ~0. 035%时 ,气泡问题有明显改善 。在生产 控制水平允许的前提下 ,将 P含量控制在下 限 (0. 015% )更佳 。
试验 3:按无氧铜工艺 试验结果 :气泡比例 27%
3. 2 氧与气泡的关系试验 ( 1 )烧氢试验 试验条件 : 在氢气气氛下 , 随炉加热到
820℃,保温 20分钟 ,自然冷却 。 试验牌号 、规格 、数量 :见表 1 试验结果 :没有出现气泡 。在显微镜下
观察 ,没有晶界开裂 。 ( 2 )保护性气体退火试验
·27·
钟烧氢后 , 没有出现气泡 。含氧 85μg / g的 LC1100带坯试样 ,在 820℃, 40分钟烧氢后 , 也 没 有 出 现 气 泡 。含 氧 量 460μg / g 的 LC1100带坯试样 ,在 820℃, 40分钟烧氢后 , 表面出现满面气泡 。
由以上实验现象可以认为 :当氧含量特 别高 时 , 烧 氢 会 出 现 气 泡; 而 氧 含 量 在 100μg / g以下时 , 烧氢不会出现气泡 。 TP2 管氧 含 量 一 般 不 超 过 30μg / g, 材 料 中 的 Cu2 O 烧氢后不会引起气泡 。
因此 ,锭坯表层质量状况也不是影响管 材表面气泡的主要要因 。
(4)磷的影响 : 铜中加入磷有以下作用 : ①P作为溶解于金属中的脱氧剂 ,能与 整个熔池内的熔融 金属中 的 Cu2O 发 生反 应 ,形成气态 、液态生成物 ,脱氧效果显著 。 其反应如下 : 5Cu2 O + 2P = P2 O5 (气态 ) + 10Cu; Cu2 O + P2 O5 = 2CuPO3 (液态 ) ②提高铜水的流动性 ,改善铸造性能 。 ③对铜的力学性能 (提高铜的强度 、硬 度 ,又不降低铜的加工塑性 )和焊接性能有 良好的影响 。 TP2磷含量控制在 0. 015~0. 040%。实 验发现 ,磷含量降低后 ,气泡数量大幅度降 低 ,且很轻微 。 由此可以看出 : P含量与气泡具有相关关 系 ,磷含量降低气泡量减少。TP1合金的磷含 量较 TP2低 ,气泡比例明显减少 ; T2D、TU1合金 的磷含量更低 ,退火时 ,没有出现气泡现象。 ·28·
( 2 )在 感 应 加 热 炉 中 进 行 铸 锭 短 时 加 热 ,加热温度控制在 800℃以下 ,能有效减轻 气泡比例 ,但不能彻底消除气泡问题 。
(3)加工时增加扒皮工序 ,扒皮厚度 0. 3mm基本可以消除气泡 ,但必须保证扒皮质量。
参考文献
[ 1 ] 重有色金属加工手册第一分册 , 冶金工业出版社 , 1978
在进行某个工艺试验时发现 :由感应加 热炉加热或煤气加热炉加热后 ,挤压管坯经 轧制 、退火时 ,部分料出现了与挤压工序具有 一定对应规律的气泡问题 ,且尾部气泡比例 大 。对熔铸工序进行了不同牌号 、不同工艺 、 不同原料的对比试验 ,发现气泡比例没有明 显差别 。对加热工序进行不同加热方式对比 试验 ,气泡比例差别也不大 。针对这一问题 , 进行了反复试验 。根据对试验结果的对比分 析 ,通过采取工艺措施 ,解决了出现气泡的问 题 ,工艺得到优化 。
由图可以看出 :在 714℃时 , P在铜中的 溶解度约 1. 75% ;在 200℃时 ,只有 0. 4% [ 1 ] 。 对于 P含量 0. 015 ~0. 040%的 TP2,除一部 分磷与 Cu2 O 反应外 ,其余残留磷固溶于铜 中。
2. 气泡的分布规律
挑选有代表性的铸锭进行组织观察 ,发 现个别组织中分布许多细小的点状物 ,点状 物呈弥散分布 ,见图 2 。为探明点状物的性 质 ,对挑选的样品进行 820℃, 20分钟氢气退 火 ,发现点状物更加明显 ,见图 3。对挤压后 的尾部样品进行高倍分析 ,发现个别样品外 表层为细晶层 ,深约 0. 2mm。在外表皮细晶 层晶界处分布着成串的黑色点状物 ,见图 4。 有的在表皮下形成细晶带 ,细晶带组织中分 布较多的点状物见图 5。退火后出现气泡现 象 ,组织见图 6。为判定点状物的性质 ,做了 扫描电镜分析 。见图 7。黑点的主要成分 : Cu 、C、O、P。
[ 2 ] 铜及铜合金金相图谱 ,冶金工业出版社 , 1983
因此 ,氧含量也不是影响管材表面气泡 的主要要因 。
(3)由于锭坯中心 、1 /2 处 、边部高倍组 织没有明显差异 。锭坯车皮 25mm 后 ,管材 尾部出现气泡仍然比较多 。这说明出现气泡 与原锭坯表层质量状况没有必然关联 。将表 层车掉后 ,新的铸锭表层加热后又会表现出 与原铸锭表层相似的状态 ,试验的管材仍会 出现气泡 。
1个
TP2 1个
1个
1个
TU1
1个
85
无气泡
460
满面气泡
28 烧氢后又出现一些小气泡
7
烧氢后又出现一些小气泡
10
烧氢后基本无变化
20
无气泡
18
无气泡
ቤተ መጻሕፍቲ ባይዱ
3. 3 气泡与铸锭表层的关系试验
由于气泡出现在挤压管坯的外表面 ,为
验证铸锭表层组织 、表面质量与气泡是否关
联 ,我们将 3根铸锭车去表皮厚度约 25mm。
1. TP2合金
TP2 与 美 国 牌 号 C12200、日 本 牌 号 C1220的化学成分相当 : Cu≥99. 90% , P: 0. 015~0. 040% ,对其他杂质没有要求 ,属于紫 铜类产品中化学成分要求相对比较宽松的合 金牌号 。加工性能与 T2没有明显差别 。
磷是可以固溶于铜中的元素 。 Cu - P 相图见图 1
( 7 )扒皮后由于局部没有扒到或扒皮量 小 ,引起扒皮后的管材退火后仍有气泡存在 。 通过对扒皮料的扒到与未扒到位置的连接处 金相组织分析来看 ,晶粒比较均匀 ,晶粒度约 0. 050mm。从横断面组织来看 ,气泡鼓包处 与基体分离 ,其间无任何夹杂 。扒皮扒到的 位置呈条沟状 。从纵断面组织来看 ,条沟沿 加工方向分布 ,延伸处沿晶界分布着断续的 点状物 。鼓包与晶界聚集的点状物有关 。未 扒到的位置气泡鼓起厚度 0. 1~0. 26mm。
·26·
表1
牌号
规格 , mm
样品数量
T2
Φ15 ×1
2个
C1100
0. 6
2个
C1100
0. 8
2个
试验条件 :抽真空后在氮气保护下 ,随炉 升温到 820℃,保温 40分钟 ,自然冷却 。
试验结果 :见表 2
表2
牌号 LC1100 LC1100
TP2
数量 2个 2个 1个 1个 1个
含氧量 μg / g 85 460 28 7 10
试验结果 无气泡 无气泡 有气泡 有气泡 有气泡
(3)氢气退火试验 试验条件 : 表 2 中试样及 TU1 试样 ,抽
真空后在氮气保护下 ,随炉升温到 820℃,氢 气条件下 ,保温 40分钟 ,自然冷却 。
试验结果 :见表 3
表3
牌号
样品 含氧量 ,
数量
μg/ g
试验结果
LC1100 2个
LC1100 2个
铸锭加热温度降低 100℃,加热时间尽可能
短 。试验结果 : 尾部气泡比例 30% ,且气泡
尺寸较小 。
3. 6 轧制管坯扒皮试验 挑选退火后气泡严重的管材进行扒皮 ,
再次退火后气泡很少 ,但由于扒皮引起的表
面撕裂现象难以消除 。
4. 分析与讨论
对以上试验分析讨论如下 : (1)由熔铸工艺试验可以看出 : 不管使 用紫铜一级料还是标准阴极铜 ,不管是采用 一般 TP2 熔铸工艺还是无氧铜工艺 , TP2 试 验料的气泡比例均在 25%以上 ;采用无氧铜 工艺 ,气泡比例略有降低 ,但也不能明显改善 气泡问题 。使用精料 、密封 、覆盖煅烧木炭等 措施会增加生产成本 ,降低生产效率 ,而且不 能使管材气泡有大幅度减少 。 可以说 ,原料不是影响管材表面气泡的 主要要因 。 ( 2 )铜中的氧主要以氧化亚铜的形式存 在 ,含氧化亚铜的紫铜在 还原 性气氛 (如 : H2 、CO 等气体 )中加热时 ,氢或其他还原性 气体能在高温下渗入铜中与氧化亚铜发生如 下还原反应 : Cu2 O + H2 = 2Cu + H2 O ↑ Cu2 O + CO = 2Cu + CO2 ↑ 生成的水蒸气 (或 CO2)不溶于铜中 ,而 本身产生一定的压力以求排出 。当压力大于 金属本身的强度时 ,将引起材料沿晶界开裂 , 严重时 ,肉眼可见表面气泡 [ 2 ] 。 磷脱氧铜与无氧铜 ,含氧量很少 ,取挤压 后的 TP2管坯样进行含氧检测 ,金相检验为 1级 ,氧含量在小于 21μg / g,氧含量极低 。即 使铸锭中存在着气孔 ,通过切片分析 、铸锭车 皮来看 ,虽然既有宏观气孔 ,又有微观气孔 , 但气孔较分散 ,且数量很少 ,挤压过程中气体 迁移 ,并集中的难度很大 ,可能性很小 。铸锭 生产采用了精料 、锻烧木炭 、密封等工艺措 施 ,但尾部气泡问题没有明显改观 。通过严 格熔铸工艺控制只会使气泡问题有所降低 , 但不能从根本上解决气泡问题 。 TP2合金挤压后 ,检测的氧含量都不超 过 30μg / g,金相检验含氧均为 1级 ,退火时 , 尾部仍有气泡 。而 T2D、TU1 与 TP2 含氧量 相当 ,退火时 ,没有出现气泡 。 T2 管 、C1100 带对氧含量都没有特别控制 ,在 820℃, 20分