复合材料液压机
- 格式:doc
- 大小:701.00 KB
- 文档页数:6
复合材料常用测试仪器
复合材料是由两种或两种以上不同性质的材料组合而成的新材料,具有高强度、轻质、耐磨、耐腐蚀等优点,在诸多领域得到广泛应用。
为了保证复合材料的质量和性能,需要使用各种测试仪器进行检测和评估。
以下是常用的几种复合材料测试仪器。
1. 拉伸试验机:用于测量复合材料在拉伸加载下的材料性能,如弹性模量、屈服强度、断裂强度等。
2. 压缩试验机:用于测量复合材料在压缩加载下的抗压性能,如压缩强度、屈服强度等。
3. 弯曲试验机:用于测量复合材料在弯曲加载下的抗弯性能,如弯曲强度、屈服强度等。
4. 冲击试验机:用于测量复合材料在冲击加载下的抗冲击性能,如冲击韧性、断裂韧性等。
5. 疲劳试验机:用于测量复合材料在交变载荷下的抗疲劳性能,如疲劳寿命、疲劳强度等。
6. 热分析仪:用于测量复合材料在高温条件下的热性能,如热膨胀系数、热导率等。
7. 热机械分析仪:用于测量复合材料在热力学和机械加载下的性能变化,如热膨胀系数、热应力等。
8. 粘弹性仪:用于测量复合材料在动态加载下的粘弹性性能,如动态模量、损耗因子等。
9. 导热仪:用于测量复合材料的导热性能,如导热系数、热阻等。
10. 超声波检测仪:用于测量复合材料的内部缺陷和界面结合情况,如气孔、裂纹等。
这些测试仪器能够全面评估复合材料的力学性能、热性能、疲劳性能等关键指标,帮助研究人员和工程师更好地了解和改进复合材料的性能,从而提高产品质量和应用效果。
通过科学的测试和分析,可以为复合材料的设计、制备和应用提供可靠的技术支持。
空心圆柱扭剪试验
空心圆柱扭剪试验是一种测试材料的力学性能的实验方法,通常用于研究材料在扭剪载荷下的变形、损伤和断裂行为。
这种试验方法通常用于金属、塑料、复合材料等材料的研究。
试验时,空心圆柱试样被夹持住并施加一个扭转载荷,然后测量试样在扭转载荷下的变形和应力。
通过分析试样的力学性能,可以研究材料的力学特性,如弹性模量、剪切模量、剪切应力、剪切应变和材料的极限扭转强度等。
在空心圆柱扭剪试验中,试验器通常采用液压机、电子万能试验机或万能试验机等设备。
同时,试验过程中需要注意试样的准备、夹持和测量等环节的精度和准确性,以确保试验结果的可靠性和精度。
总之,空心圆柱扭剪试验是一种重要的力学性能测试方法,对于材料的研究和应用具有重要的意义。
制作步骤
SMC组分,包括不饱和聚酯树脂、苯乙烯、聚苯乙烯、玻璃纤维、填料(如石粉,石英砂),以及各固化剂、硬脂酸锌等。
玻璃纤维承担机械强度的主要部分,填料可降低成本并改善树脂基料的粘度等性能。
并采用钢骨架作为承载结构件。
制作时先将不饱和聚酯树脂和聚苯乙烯混匀,加入内脱模剂,颜料糊,固化剂,填料等,经搅拌后,再加入玻璃纤维搅拌制成团状模塑料。
SMC制品和填料分有砂无砂有差别。
有砂必须砂与钙粉充分捏合。
制作工艺步骤:把不饱和聚酯树脂、聚苯乙烯、固化剂加入到捏和机中搅拌,再加入填充料继续搅拌,再加入玻璃纤维搅拌,制成高强度复合材料备用。
承力结构件:焊扎钢筋架。
模压工序:在加热至160℃在模具内倒入部分复合材料,放入钢骨架,再倒上其余的复合材料,液压机模压后脱模即成型。
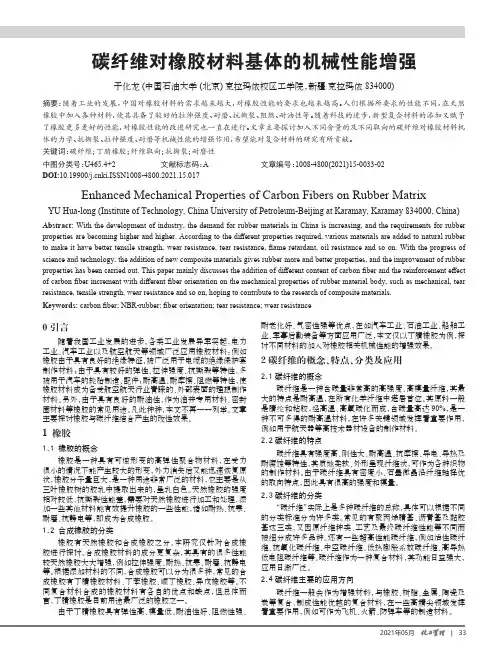
碳纤维对橡胶材料基体的机械性能增强于化龙 (中国石油大学 (北京) 克拉玛依校区工学院,新疆克拉玛依 834000)摘要:随着工业的发展,中国对橡胶材料的需求越来越大,对橡胶性能的要求也越来越高。
人们根据所要求的性能不同,在天然橡胶中加入各种材料,使其具备了较好的拉伸强度、耐磨、抗撕裂、阻燃、耐油性等。
随着科技的进步,新型复合材料的添加又赋予了橡胶更多更好的性能,对橡胶性能的改进研究也一直在进行。
文章主要探讨加入不同含量的及不同取向的碳纤维对橡胶材料机体的力学、抗撕裂、拉伸强度、耐磨等机械性能的增强作用,希望能对复合材料的研究有所贡献。
关键词:碳纤维;丁腈橡胶;纤维取向;抗撕裂;耐磨性中图分类号:U465.4+2 文献标志码:A 文章编号:1008-4800(2021)15-0033-02DOI:10.19900/ki.ISSN1008-4800.2021.15.017Enhanced Mechanical Properties of Carbon Fibers on Rubber MatrixYU Hua-long (Institute of Technology, China University of Petroleum-Beijing at Karamay, Karamay 834000, China) Abstract: With the development of industry, the demand for rubber materials in China is increasing, and the requirements for rubber properties are becoming higher and higher. According to the different properties required, various materials are added to natural rubber to make it have better tensile strength, wear resistance, tear resistance, flame retardant, oil resistance and so on. With the progress of science and technology, the addition of new composite materials gives rubber more and better properties, and the improvement of rubber properties has been carried out. This paper mainly discusses the addition of different content of carbon fiber and the reinforcement effect of carbon fiber increment with different fiber orientation on the mechanical properties of rubber material body, such as mechanical, tear resistance, tensile strength, wear resistance and so on, hoping to contribute to the research of composite materials.Keywords: carbon fiber; NBR-rubber; fiber orientation; tear resistance; wear resistance0引言随着我国工业发展的进步,各类工业发展异军突起,电力工业、汽车工业以及航空航天等领域广泛应用橡胶材料:例如橡胶由于具有良好的绝缘特征,被广泛用于电缆的绝缘保护套制作材料;由于具有较好的弹性、拉伸强度、抗撕裂等特性,多被用于汽车的轮胎制造、配件;耐高温、耐摩擦、阻燃等特性,使橡胶材料成为备受航空航天行业青睐的、外部表面的理想制作材料。
模压成型基本概念
模压成型是一种成型过程,其中将预热的聚合物放入开放的加热模具腔中。
然后封闭模具并施加压力,以使材料接触模具的所有区域。
模压成型模具通常使用液压机,模具上下两部分固定在压机上。
成型材料放在打开的模具上,然后关闭压机。
在设定好的温度和压机产生的压力下使原材料融化,并填充满模具的型腔。
目前,模压成型已经成为一种流行的技术。
模压成型的优点:
1、它使用了先进的复合材料,与金属零件相比,这些材料往往更坚固、更轻并且更耐腐蚀,从而产生出机械性能更好的物体。
2、模压成型的另一个优点是它能够制造非常复杂的零件。
尽管该技术不能完全达到塑料注射成型的生产速度,但与典型的层压复合材料相比,它确实提供了更多的几何形状。
3、与塑料注塑相比,它还允许更长的纤维,从而使材料更坚固。
因此,模压成型可以看作是塑料注射成型和层压复合材料制造之间的中间地带。
4、模压成型具有在多种应用中制造复杂零件的能力,同时又将零件成本和生产周期放在首位,因此对于许多行业的制造商而言,模压是一种有利的工艺。
玄武岩纤维布增强环氧树脂复合材料研究陈杰;卢祉巡【摘要】以玄武岩纤维平纹布(BF)加入到环氧树脂(EP)中,采用模压工艺制备BF/EP复合材料,研究加入不同层数的玄武岩纤维布对复合材料力学性能和断裂韧性的影响.实验结果表明,BF/EP复合材料的弯曲强度、冲击强度和断裂韧性明显优于环氧树脂;与未加BF的环氧树脂相比,加入三层BF后复合材料的弯曲强度提高了2.76倍,缺口冲击强度提高了19.67倍,无缺口冲击强度提高了5.94倍,KIC提高了2.97倍.【期刊名称】《吉林化工学院学报》【年(卷),期】2019(036)001【总页数】4页(P66-69)【关键词】玄武岩纤维布;环氧树脂;弯曲强度;冲击强度;KIC【作者】陈杰;卢祉巡【作者单位】吉林化工学院吉林省高校特种功能材料重点实验室,吉林吉林132022;吉林化工学院吉林省高校特种功能材料重点实验室,吉林吉林132022【正文语种】中文【中图分类】TQ327.9环氧树脂具有优良的机械性能、绝缘性能,固化收缩率小,同时具有较好的耐腐蚀性能和黏结性能,可制成复合材料、胶黏剂、工程塑料和涂料等,也被用作化妆品和食品包装材料,在建筑、机械、电子电气、航空航天等领域应用广泛[1-4].纤维在复合材料中起着骨架支撑作用,是复合材料重要的增强材料[5],纤维的强度、种类、所用的处理剂及其与树脂的浸润性决定复合材料的力学性能和绝缘性能.因此选择性能优良及与树脂界面结合程度强的纤维增强材料是研制和设计高性能复合材料的关键[6].玄武岩纤维是近年来倍受关注的新型纤维,其耐热性、化学稳定性、耐腐蚀性、导热性、绝缘性、抗摩擦性等性能都优于玻璃纤维,而且玄武岩纤维原料来源广泛,成本低,力学性能好,能耗少、生产过程环保,因而玄武岩纤维增强树脂复合材料广泛应用于建筑、航天航空、军事等领域[7-10].本研究以玄武岩纤维平纹布(BF) 以不同层数加入到环氧树脂(EP) 中,采用模压工艺制备不同BF层数的BF/EP 复合材料,并研究其力学性能和断裂韧性.1 实验部分1.1 试剂与仪器环氧树脂,南通星辰合成材料有限公司;玄武岩纤维布,常州桦立柯新材料有限公司;4,4-二胺基二苯甲烷(DDM),常州市润翔化工有限公司.真空干燥箱,上海一恒科学仪器有限公司;250KN平板液压机,江苏宜兴市和桥通用机械厂;WDW3010微控电子万能试验机,长春科新试验仪器有限公司;箱式电阻加热炉,哈尔滨丞焱热处理设备制造有限公司;XJJ-5,5数显式悬梁冲击试验机,厦门崇达智能科技有限公司;WDW3010微控电子万能试验机,长春科新实验仪器有限公司.1.2 实验过程1.2.1 复合材料制备将硅胶切成规定尺寸的回形模具,将铁板清理干净,干燥.室温条件下,用两块铁板的内表面固定硅胶模具,并将其放在平板液压机上在80 ℃下预热10~20 min. 把适量加有固化剂DDM的环氧树脂加入模具中,之后放入平板液压机中,采用层压成型工艺制得不同层数玄武岩纤维布/环氧树脂复合材料.试样在平板液压机内自然冷却到室温,然后脱模取样.1.2.2 复合材料性能测试弯曲性能:测试为三点弯曲测试,弯曲性能采用WDW3010微控电子万能试验机测定,试样尺寸5 mm×10 mm×100 mm.冲击性能:样条冲击性能采用XJJ-5,5数显式悬梁冲击试验机测定,样条规格为5 mm×10 mm×50 mm;做两组冲击性能测试,一组做有缺口冲击,在样条中间切割1/5厚度的豁口;另一组为无缺口冲击.断裂韧性:即临界应力强度因子(KIC),通过三点弯曲试验进行测试,采用WDW3010微控电子万能试验机测定,试样尺寸5 mm×10 mm×50 mm.2 结果与讨论2.1 弯曲性能将不同层数的玄武岩纤维加入到环氧树脂材料中,测得试样的最大负荷,通过公式(1)计算得出试样的最大弯曲强度(σf).最大弯曲强度计算公式:(1)式中,P为弯曲破坏负荷;L为支撑跨度;b为试样宽度;d为试样厚度.考查加入1层、2层、3层的玄武岩纤维布对复合材料弯曲强度的影响,测试结果如图1所示.玄武岩纤维层数图1 复合材料的弯曲强度图1为加入不同层数BF后测得的复合材料的弯曲强度.从图1可以看出BF/EP复合材料的最大弯曲强度随着玄武岩纤维层数的增加而明显增加.环氧树脂的弯曲强度为50.70 MPa,当加入的玄武岩纤维布层数为3层时,复合材料的弯曲强度为190.84 MPa,提高了2.76倍.2.2 冲击性能冲击强度是用来评价材料的抗冲击能力或判断材料的脆性和韧性程度.冲击强度(&)按式(2)计算.&=A/bd(2)式中,A为冲击能量;b为试样宽度;d为试样厚度.用平均冲击强度和标准偏差测定加入不同层数的玄武岩纤维布对复合材料性能的影响,测试结果如图2和图3所示.玄武岩纤维层数图2 有缺口复合材料的冲击强度玄武岩纤维层数图3 无缺口复合材料的冲击强度根据图2(有缺口)和图3(无缺口)冲击实验数据可以得出BF/EP复合材料的冲击强度随着玄武岩纤维布加入的层数的增加而逐渐增加.根据图2和图3可以得出,有缺口环氧树脂的冲击强度为1.60 KJ/m2,当玄武岩纤维布的层数为3层时,有缺口复合材料的冲击强度为33.07 KJ/m2,提高了19.67倍,无缺口环氧树脂的冲击强度为5.03 KJ/m2,当玄武岩纤维布的层数为3层时,无缺口复合材料的冲击强度为34.90 KJ/m2,提高了5.94倍.可以看出有缺口复合材料的冲击强度提高更多,关键是因为有缺口的环氧树脂不抗冲击,冲击强度很低,而加入3层玄武岩纤维布后,即便复合材料有缺口,但因玄武岩纤维布的增强作用,有缺口复合材料的冲击强度可以达到33.07 KJ/m2,并不比无缺口复合材料的冲击强度34.90 KJ/m2低很多.2.3 断裂韧性KIC是材料的机械性能之一,反映了材料抵抗裂纹扩展和承受脆性断裂的能力,考察复合材料的断裂韧性.它取决于内在因素,如材料的组成和结构,与外部因素如外部应力和样本大小无关.KIC值由公式(3)计算.KIC=Pdb1/2Y(3)式中,P为断裂时最大力;d为试样厚度;b为试样宽度;Y为几何因子.玄武岩纤维布加入到环氧树脂材料中,影响了复合材料的KIC.在环氧树脂中分别加入1层、2层、3层的玄武岩纤维,测定KIC值,测定结果如图4所示.玄武岩纤维层数图4 复合材料的KIC从图4可以看出,随着玄武岩纤维布层数的增加,BF/EP复合材料的KIC值不断增加.环氧树脂的KIC值为0.66 MPa·m1/2,当玄武岩纤维层数添加到三层时,KIC值为2.62 MPa·m1/2,提高了2.97倍.以上研究表明,在环氧树脂中加入玄武岩纤维布的复合材料的弯曲强度、冲击强度、KIC值都得到了一定的提高,原因在于,玄武岩纤维布具有较高的力学性能和断裂韧性,玄武岩纤维布在复合材料中起到有效的增强、骨架支撑作用,其添加到环氧树脂中,可使环氧树脂的力学性能和韧性得到提高.3 结论随着玄武岩纤维层数的增加,BF/EP复合材料的弯曲强度、冲击强度、KIC值不断提高,当玄武岩纤维布达到三层时,复合材料比环氧树脂的弯曲强度提高了2.76倍,缺口冲击强度提高了近20倍,无缺口冲击强度提高了5.94倍,KIC提高了2.97倍.可见,玄武岩纤维布在复合材料中起到有效的提高力学性能和断裂韧性的作用.【相关文献】[1] 王芳,蒯君涛,胡高铨,等.酚化酶解木质素-环氧树脂/环氧树脂复合材料的合成及性能[J].复合材料学报,2017,34(12):2681-2688.[2] 洪晓东,杨东旭,邓恩燕.改性玄武岩纤维增强环氧树脂复合材料的力学性能[J].工程塑料应用,2013,41(2):20-24.[3] 陈平,刘胜平,王德中.环氧树脂及其应用[M].北京:化学工业出版社,2011.[4] Vagvala T C,Pandey S S,Ogomi Y,et al.Investigation of metal xanthates as latent curing catalysts for epoxy resin via formation of in-situ metal sulfides[J].Inorganica Chimica Acta,2015,(435):292-298.[5] 姜纪刚,国桂荣.聚丙烯腈系异型纤维国产化进展及发展趋势[J].吉林化工学院学报,2017,34(5):14-19.[6] 陈宇飞,郭艳宏,戴亚杰.聚合物基复合材料[M].北京:化学工业出版社,2010:21.[7] 陈宇飞,孙佳林,王立平,等.玄武岩纤维环氧树脂团状模塑料的研制[J].绝缘材料,2013,46(6):8-10.[8] 李英建,李峰,曲英章,等.连续玄武岩纤维增强复合材料的抗弹性能研究[J].工程塑料应用,2011,39(11):26-28.[9] 李卫东,曹海琳,陈国荣,等.玄武岩纤维/酚醛树脂基复合材料性能研究[J].化学与黏合,2009,31(6):1-4.[10] 张俊华,李锦文,李传校,等.连续玄武岩纤维平纹布增强硼酚醛树脂复合材料研究[J].工程塑料应用,2008,36(12):17-19.。
4 模压成型工艺(Compression Molding Process)4.1 概述4.2 模压料4.3 SMC成型工艺4.4 模压工艺/technology.html4.1 概述模压成型工艺是复合材料生产中最古老而又富有无限活力的一种成型方法。
它是将一定量的预混料或预浸料加入金属对模内,经加热、加压固化成型的方法。
模压成型工艺是利用树脂固化反应中各阶段特性来实现制品成型的,即模压料塑化、流动并充满模腔,树脂固化。
在模压料充满模腔的流动过程中,不仅树脂流动,增强材料也要随之流动,所以模压成型工艺的成型压力较其他工艺方法高,属于高压成型。
因此,它既需要能对压力进行控制的液压机,又需要高强度、高精度、耐高温的金属模具。
用模压工艺生产制品时,模具在模压料充满模腔之前处于非闭合状态。
用模压料压制制品的过程中,不仅物料的外观形态发生了变化,而且结构和性能也发生了质的变化。
但增强材料机恩保持不变,发生变化的主要是树脂。
因此,可以说模压工艺是利用树脂固化反应中各阶段的特性来实现制品成型的过程。
当模压料在模具内被加热到一定温度时,其中树脂受热熔化成为粘流状态,在压力作用下粘裹纤维一道流动直至填满模腔,此时称为树脂的“粘流阶段”。
继续提高温度,树脂发生化学交联,分子量增大。
当分子交联形成网状结构时,流动性很快降低直至表现一定弹性。
再继续受热,树脂交联反应继续进行,交联密度进一步增加,最后失去流动性,树脂变为不溶不熔的体型结构,到达了“硬固阶段”。
模压工艺中上述各阶段是连续出现的,其间无明显界限,并且整个反应是不可逆的。
模压成型始于1909年,当时主要用于生产酚醛树脂复合材料制品。
随着SMC、BMC 和新型塑料的出现,模压成型工艺发展较快,所占比例仅次于手糊、喷射和连续成型,居第三位。
优点:模压成型工艺的主要优点:①生产效率高,便于实现专业化和自动化生产;②产品尺寸精度高,重复性好;③表面光洁,无需二次修饰;④能一次成型结构复杂的制品;⑤因为批量生产,价格相对低廉。
Nanjing MeKoo Machinery Co.,Ltd合作共赢,走向国际Cooperation and win Trend international▲LFT的定义Definition Of LFT :LFT是英文Long-Fiber Reinforce Thermoplastic的简称,中文译为长纤维增强热塑性塑料或习惯称之为长纤维增强热塑性复合材料。
LFT is short for Long-Fiber ReinforceThermoplastic.LFT是一个广义的塑料专用词汇,在汽车复合材料工业中有一个非正式但却约定俗成的定义,即指长度超过10mm的增强纤维和热塑性聚合物进行混合并生产而成的制品。
LFT is a professional word of plastic in broad sense. Inauto composite material , it has an informal but well-accepted definition, that is:the combination of reinforce fiber and thermoplastic product whose length is over 10mm.PP+Fiber+Additiv ePP+Fiber+Additive PP+Fiber+Additive Plate materialGrain materialnonePlate material +heating +press machine1.Single screw extrudermachine +press machineInjection molding1.Double screw extrudermachine +press machine2.Single screw extrudermachine +. InjectionmoldingLFT-D(Long-Fiber Reinforce Thermoplastic Direct)LFT-D是长纤维增强热塑性复合材料在线直接生产制品的一种工艺技术,它区别于GMT和LFT-G的关键因素是半成品步骤被省去了,在材料的选择上也更加灵活。
第一章绪论1、复合材料的定义、组成及分类①定义复合材料→是指将两种或两种以上的不同材料,用适当的方法复合成的一种新材料,其性能比单一材料性能优越。
②组成基体、增强材料、界面基体:起黏结作用,将增强材料黏合,起到均匀应力和传递应力的作用。
增强材料:承受力的组分界面:界面粘结力充分发挥其材料的性能使其大大优于单一材料的性能。
③分类A 按基体类型分类:⑴树脂基复合材料⑵金属基复合材料⑶无机非金属基复合材料B 按增强材料类型分类:⑴玻璃纤维复合材料(玻璃纤维增强的树脂基复合材料俗称玻璃钢)⑵碳纤维复合材料⑶有机纤维复合材料⑷陶瓷纤维复合材料C 按用途不同分类:⑴结构复合材料⑵功能复合材料2、复合材料的特性优点:㈠轻质高强㈡可设计性好㈢电性能好㈣耐腐蚀性好㈤热性能良好㈥工艺性能优良缺点:㈦弹性模量较低(易变形)㈧长期耐热性不足(不能高温下长期使用)㈨老化现象3、复合材料的应用及发展应用:⒈在航天航空方面的应用:轻质高强,使飞机的质量减轻,连接减少,速度提升,耗能减少。
⒉在交通运输方面的应用:汽车质量减轻,相同的条件下耗油量只是钢铁汽车的四分之一,而且受到撞击时复合材料能大幅度的吸收冲击能量,保护人员安全。
⒊在化学工业方面的应用:复合材料主要被用来制造防腐制品,因为聚合物复合基材料具有优良的耐腐性能,可用于制造各种管道,烟囱,地坪,风机,泵等。
⒋在电气工业方面的应用:因为复合基材料是一种优异的电绝缘材料,广泛的用于电机、电工器材制造。
例如:绝缘板、绝缘管、电机护环等。
⒌在建筑方面的应用:玻璃钢具有优异的力学性能、良好的隔热,隔音性能,吸水率低,耐腐蚀性好和很好的装饰性,因此是一种理想的建筑材料,建筑上玻璃钢被用作承重结构、围护结构、冷却塔、水箱、卫生洁具、门窗等。
耐海水性能,并能极大的减少金属钢筋对电磁波的屏蔽作用。
建筑物损坏修补材料等⒍在机械工业方面的应用:用于制造各种叶片、风机、各种机械部件、齿轮、皮带轮和防护罩等。
高耐热性金刚石复合材料的高压合成及其物相研究贾洪声;贾晓鹏;马红安;茹红强;朱品文;刘宝昌;鄂元龙;叶超超;左斌;李季;李海波【摘要】如何提高金刚石等超硬材料的耐热性对其应用具有着重要意义.本文报道了在高温高压 (HPHT, 5~6 GPa, 1620~1720 K, 3~5 min) 烧结条件下块体金刚石复合材料 (D-cBN-B4C-Co-Al-Si) 的合成和表征工作.实验结果表明,在烧结样品中存在金刚石,cBN, B4C, BxSiC, AlCo, AlN等物相.值得注意的是,合成样品的初始氧化温度为1520 K,其值远远高于金刚石,cBN和B4C的初始氧化温度.高热稳定性归因于在烧结过程中形成B—C、C—Si共价键和BxSiC固溶体.该项研究获得的成果有助于制备具有耐高温的复合超硬材料.%In industry application, increasing the heat resistance of the diamond - based material is of great significance. Here,B4C,Co,Al and Si were used as sintering additives for thefabrication of bulk diamond composites (PCD) at high temperature and high pressure (HPHT,5~6 GPa,1 620 ~1 720 K for 3 ~5 min). The X-ray diffraction characterization results show that the diamond, cBN, B4C, BxSiC, AlN and CoAl alloy can be found in the sintered sample. It is noteworthy that the onset oxidation temperature of sintered sample is about 1 520 K,which is much higher than that of diamond,cBN and B4C. The covalent bonds of B—C, Si—C and the solid-solution of BxSiC are the key to enhance high heat resistance of thesample. The obtained results in this work may be useful to prepare superhardcomposite materials with high heat resistance.【期刊名称】《材料与冶金学报》【年(卷),期】2018(017)001【总页数】4页(P42-45)【关键词】高温高压;金刚石复合材料;烧结;高耐热性【作者】贾洪声;贾晓鹏;马红安;茹红强;朱品文;刘宝昌;鄂元龙;叶超超;左斌;李季;李海波【作者单位】吉林师范大学功能材料物理与化学教育部重点实验室,吉林四平136000;东北大学材料科学与工程学院,沈阳110819;吉林大学超硬材料国家重点实验室,长春130012;吉林大学超硬材料国家重点实验室,长春130012;东北大学材料科学与工程学院,沈阳110819;吉林大学超硬材料国家重点实验室,长春130012;吉林大学超硬材料国家重点实验室,长春130012;吉林师范大学功能材料物理与化学教育部重点实验室,吉林四平136000;东北大学材料科学与工程学院,沈阳110819;吉林师范大学功能材料物理与化学教育部重点实验室,吉林四平136000;吉林师范大学功能材料物理与化学教育部重点实验室,吉林四平136000;吉林师范大学功能材料物理与化学教育部重点实验室,吉林四平136000【正文语种】中文【中图分类】TQ164作为超硬材料的代表,金刚石,立方氮化硼(cBN)和碳化硼(B4C)在石油,地质,航空,机械,冶金,电子等领域[1-7]具有广泛的应用.然而,各有应用限制和不足,单晶金刚石在含氧的环境气氛中具有较差的热稳定性(953 K),并且易与铁系材料反应,cBN具有优异的耐热性(1 376 K)和化学惰性,但其硬度(50 GPa)仅为金刚石(60~120 GPa)的一半[8-9],相应的商业使用的金属黏合剂的聚晶cBN和金刚石(PCD),性能更低.B4C具有金刚石结构,并且其硬度仅次于金刚石和cBN,接近恒定的高温硬度(>30 GPa),但其较差的抗氧化能力(873 K)限制了其应用.因此,寻找具有出色综合性能的新超硬材料,突破金刚石,cBN和B4C的限制具有重要的现实意义.到目前为止,许多工作一直专注于如何提高金刚石和其他超硬材料的热稳定性.例如,在19 GPa/2 300 K下合成的半透明块状金刚石-cBN合金,在空气中的开始氧化温度达到1 070 K[10].在 20 GPa/2 273 K 下合成的纳米孪晶金刚石为1 253 K[11].超硬聚合氮化硼复合材料(ABNNCS)耐热性是1 600 K[12].8 GPa/2 300 K条件下制备的亚微米聚晶cBN复合片为1 525 K;15 GPa/2 073 K 条件下制备的纳米孪晶cBN为1 525 K,这些都高于单晶cBN(1 376 K),纳米颗粒cBN(1 460 K)和商业用的聚晶cBN(1 273 K)[13].以上报道的在空气中具有高耐氧化温度的超硬材料是极有吸引力的,但制备这些材料需要极端的条件,所以很难广泛应用于工业.在适当的条件下制备起始氧化温度高的超硬材料 (5~6 GPa,1 620~1 720 K) 是非常有意义的.根据B,C,N和Si 原子结构和成键特征,他们彼此更容易成键.B4C的硼和碳原子的原子半径与金刚石和cBN接近,主要由共价键结合.使用具有B和C原子的B4C对形成金刚石/ cBN复合材料有一定作用,可能会提高复合材料的热稳定性.另外,Si对金刚石烧结添加剂的影响是众所周知的,在PCD中存在碳化硅的形式可以防止金刚石氧化[14-15].另外,采用金属陶瓷助剂兼具材料的硬度的同时,能保持较高的韧性.基于此,我们采用亚微米尺度原材料(金刚石、cBN、B4C,Al,Co和Si),在高温高压条件下制备D-cBN-B4C-Al-Co-Si复合材料.与此同时,将对其相结构、热稳定性、烧结形貌和金刚石复合材料的烧结复合机理进行讨论分析.1 实验1.1 样品制备所有样品均在SPD 6×14 MN立方砧高压装置(六面顶液压机)中合成.将金刚石,立方氮化硼和碳化硼粉末(平均粒径分别为0.5 μm,0.25 μm,2~3 μm),Co,Al和Si粉末(粒径:50 nm,1~2 μm和1 μm)作为起始材料.根据cBN和金刚石的特性(高耐热性和高硬度),使用cBN和金刚石作为骨架材料(占试样总质量的80%).为了保持烧结体系的硬度,尽可能选择少量的中介材料.图1 实验组装示意图Fig.1 Schematic diagram of experimental assembly 1—混合粉末; 2—绝缘片; 3—石墨加热管; 4—石墨片; 5—铜片; 6—导电钢帽;7—叶蜡石复合块.基于上述考虑,使金刚石,立方氮化硼,碳化硼,Co,Al和Si的质量比为60∶20∶5∶5∶5∶5.首先将所有粉末混合2 h直至均匀,并将1.9 g混合样品在5 MPa下预压,然后在500 ℃下真空热处理0.5 h.其次,将预加载后的原料混合物放入石墨管中,并将所有部件放入32.5 mm×32.5 mm×32.5 mm的叶蜡石复合块中进行高温高压烧结.组装截面图如图1所示.之后,将样品在空气环境下保持5.2 GPa,1 620~1 720 K和3~5 min,最后缓慢冷却至室温,减压至环境压力,得到直径为14.5 mm,厚度为5 mm的金刚石复合材料样品.1.2 样品表征为了讨论烧结机理和性能,将所有样品抛光,断裂并净化用于测量.采用X射线衍射仪(XRD,Rigaku PC2500 ,日本)研究样品的相组成,测试范围及条件为:10°~90°,Cu-Kα辐射(λ= 1.5418 A),30 kV和100 mA.通过维氏硬度计(Wilson VH1150,USA)测试了抛光样品表面的维氏硬度HV,测试条件为98 N施加载荷15 s.使用同步热分析仪(DSC / TG-DTA,NETZSCH STA 449 F5,德国)在300至1 700 K的加热速率下空气环境中进行抗氧化性测试.采用场发射扫描电镜(FE-SEM, JEOL JSM-7800F, 日本)观察了烧结样品的微观组织形貌,采用阿基米德测试方法测定了烧结样品的密度.2 结果与讨论2.1 XRD的物相结构表征为了研究烧结体系中组分的形态和反应机理,通过XRD对原料混合粉末烧结后得到的复合材料的表面进行了表征.由XRD图谱(见图2)可以发现,金刚石没有发生石墨化现象,金刚石和cBN还是以硬质相存在于样品中.而烧结样品中产生了AlN 和BxSiC的固溶体相,原因在于,在HPHT条件下(5.2 GPa,1 620~1 720 K,3~5 min),在起始材料中Si、B和C之间会发生很强的化学反应.(1)、(2):Bx+Si+C→BxSiO(1)Al+N→AlN(2)同时,对比以前的工作分析认为,在烧结过程中形成了B—C、C—Si共价键,其中,Bx来自于B4C的分解和cBN中的B[16].在该工作中获得的结果可能有助于制备具有高热稳定性的复合超硬材料.另外,烧结样品中少量的钴铝合金以金属陶瓷的状态分布在硬质相颗粒晶界,有利于复合材料韧性的提高.图2 金刚石复合材料样品的XRD图Fig.2 XRD pattern of diamond composite material2.2 硬度及抗氧化性表征通过维氏硬度计测得抛光样品表面的维氏硬度HV的平均值为37±2 GPa.作为复合材料,表现出了较好的性能.抗氧化性是指金属材料在高温抵抗氧化性气氛腐蚀作用的能力.金刚石复合材料样品的热稳定性(抗氧化性)使用同步热分析仪(DSC / TG-DTA)在空气气氛下测试.从热重TG分析曲线确定了起始氧化温度为1 520 K,高于金属助剂烧结的聚晶金刚石(PCD,869 K),聚晶立方氮化硼(1 273 K),碳化硅(1 273 K)和金刚石-立方氮化硼合金(1 070 K)[10-11].不同超硬材料的起始氧化温度如图3(a)所示.图3 金刚石复合材料氧化温度及TG曲线Fig.3 The onset oxidationtemperature and gravimetric curve of the diamond compositematerial(a)—不同超硬材料的起始氧化温度;(b)—本研究中金刚石复合材料的热失重量TG曲线2.3 微结构形貌的FE-SEM表征图4 在5.2 GPa/1 680 K,保持5 min烧结样品不同倍数的SEM照片.Fig.4 The different time of SEM image of sintered sample under 5.2 GPa/1 680 K at 5 min为了更清楚地观察样品的复合结构形貌,通过FE-SEM观察了在5.2 GPa/1 680 K,5 min条件下烧结D-cBN-B4C-Al-Co-Si复合材料的原始横截面微观结构,如图4所示.在高温高压烧结之后,初始金刚石,cBN、Al、Co、Si和B4C颗粒最后形成了致密的结构形貌,未发现“架桥”、“气孔”等宏观缺陷;放大倍数后可以看出颗粒分布较均匀,粒径大小基本一致,各相的形貌趋于一致.样品测试的平均密度为3.53 g/cm3,与金刚石和立方氮化硼的理论密度(金刚石为3.52 g/cm3,立方氮化硼为3.48 g/cm3)甚为接近.3 结论在相对低的条件(5.2 GPa,1 620~1 720 K,3~5 min)下成功制备了具有高热稳定性的D-cBN-B4C-Al-Co-Si复合材料.TG结果表明,D-cBN-B4C-Al-Co-Si复合材料的起始氧化温度为1 520 K,比初始材料包括金刚石,cBN和B4C高得多.高热稳定性的机理可解释为在烧结样品中存在B—C、Si—C共价键及BxSiC固溶体.参考文献:[1] Bovenkerk H P, Bundy F P, Hall H T, et al. Preparation of diamond[J]. Nature, 1959, 184(4693): 1094-1098.[2] Altukhov A A, Afanas'Ev M S, Kvaskov V B, et al. Application of diamondin high technology[J]. Inorganic Materials, 2004, 40(1): 50-70.[3] Koizumi S, Watanabe K, Hasegawa M, et al. Ultraviolet emission from a diamond pn junction[J]. Science, 2001, 292 (5523): 1899-1901.[4] Ekimov E A, Sidorov V A, Bauer E D, et al. Superconductivity in diamond[J]. Nature, 2004, 428(6982): 542.[5] Tillmann W. Trends and market perspectives for diamond tools in the construction industry[J]. Int. International Journal of Refractory Metals & Hard Materials, 2000, 18 (6): 301-306.[6] Tian Y, Xu B, Zhao Z. Microscopic theory of hardness and design of novel superhard crystals[J]. International Journal of Refractory Metals & Hard Materials, 2012, 33(33): 93-106.[7] Xu B, Tian Y. Superhard materials: recent research progress and prospects[J]. Science China Materials, 2015, 58(2): 132-142.[8] Wang P, He D W, Wang L P, et al. Diamond-cBN alloy: A universal cutting material[J]. Applied Physics Letters, 2015, 107(10): 51-139. [9] Solozhenko V L, Kurakevych O O, Godec Y L. Creation of nanostuctures by extreme conditions: high-pressure synthesis of ultrahard nanocrystallinecubic boron nitride[J]. Advanced Materials, 2012, 24(12): 1540-1544.[10] Liu G, Kou Z, Yan X, et al. Submicron cubic boron nitride as hard as diamond[J]. Applied Physics Letters, 2015, 106(12): 51.[11] Huang Q, Yu D, Xu B, et al. Nanotwinned diamond with unprecedented hardness and stability[J]. Nature, 2014, 510(2): 23-23. [12] Dubrovinskaia N, Solozhenko V L, Miyajima N, et al. Superhardnanocomposite of dense polymorphs of boron nitride: noncarbon material has reached diamond hardness[J]. Applied Physics Letters, 2007, 90(10): 101912-101912-3.[13] Sumiya H, Uesaka S, Satoh S. Mechanical properties of high purity polycrystalline cBN synthesized by direct conversion sintering method[J]. Journal of Materials Science, 2000, 35(5): 1181-1186.[14] Qian J, voronin G, Zerda T W, et al. High-pressure, high-temperature sintering of diamond-SiC composites by ball-milled diamond-Si mixtures[J]. Journal of Materials Research, 2002, 17(8): 2153-2160.[15] Qian J, Zerda T W, He D, et al. Micron diamond composites with nanocrystalline silicon carbide bonding[J]. Journal of Materials Research, 2003, 18(5): 1173-1178.[16] Jia H S, Zhu P W, Ye H, et al. High thermal stability of diamond-cBN-B4C-Si composites[J] .Chinese Physics B, 2017,26(1): 018102-1-1018102-5.。
200T液压机技术方案Y32-200四柱液压机技术方案1.用途和特点Y32-200四柱液压机适用于各种可塑性材料的压制工艺。
该机器具有独立的动力机构和电气系统,采用集中控制按钮,可实现点动和半自动两种操作方式。
工作压力和行程范围可根据工艺要求进行调整。
2.主要技术参数序号项目参数单位1 公称力 2000 kN2 顶出力 400 kN3 液体最大工作压强 25 MPa4 滑块行程 700 mm5 顶出行程 250 mm6 滑块最大开口高度 1100 mm7 快下 mm/s 10-158 滑块行程速度压制 mm/s 709 回程 mm/s 100010 工作台有效尺寸左右(柱内) 900 mm前后(到边) 1000 mm11 主电机功率 15 kW3.机器性能及结构概述该机器在主机的结构设计上充分吸收了国内外各主要厂家的产品优点和引进技术产品的精华,整机经过有限元优化设计和工业设计,形成了注重压机的整体性能与实用、耐用、高刚度和高可靠性,同时注重整机造型与色彩的宜人化设计风格。
3.1 机身机身由上横梁、滑块、工作台、立柱等组成。
上横梁和工作台通过立柱和螺母构成封闭框架,机身刚性和精度保持性好。
滑块沿立柱做上下运动,立柱导套材料采用复合材料,以提高许用面压力,减小摩擦力,立柱材料采用45#锻件,表面经淬火后镀硬铬处理。
上横梁采用钢板焊接式结构,采用高温退火处理消除焊接应力。
上横梁其中安装主缸。
滑块置于机身中间,为钢板焊接件,采用高温退火处理消除焊接应力。
下面留有T 型槽。
滑块的行程由接近开关控制。
工作台采用钢板焊接件,采用高温退火处理消除焊接应力,其内安装顶缸。
3.2 压制缸压制缸为独缸结构,布置在上横梁内,缸体通过法兰与上横梁固定在一起,活塞杆通过连接法兰与活动横梁相连接。
缸体材料为优质锻钢,保证材质均匀;所有活塞杆表面均进行淬火处理。
油缸采用进口密封元件,确保密封性能可靠,无泄漏,维修方便。
顶缸结构与主缸类似。
复合材料液压机
一、整线工程介绍
用于SMC、BMC、DMC、GMT、D-LFT、G-LFT等热固性、热塑性复合材料的模压成
型。该类制品广泛应用于船舶汽车、建筑石化、能源建材、电力电器、电子通讯、轨道交通、
航天航空等领域。具有高效、高配、高可靠性及低能耗等特点。
二、全自动长纤维增强热塑性复合材料(LFT-D)模压生产线介绍
LFT-D(Long-Fiber Reinforce Thermoplastic Direct)中文译为直接在线长纤维增强热塑
性复合材。海源机械于2012年研发成功国内首条具有自主知识产权的LFT-D生产线,它不
仅打破了行业的垄断,而且具有完全的自主知识产权和创新:不仅填补了我国热塑性复合材
料成套自动化装备的空白,而且为中国汽车工业轻量化和热塑性复合材料汽车零部件的发展
提供了有力的装备保障,满足了汽车工业对复合材料零部件大批量、低成本和高质量的市场
需求。
1、工艺
2、技术应用领域广泛
——可在线调整材料组成,真正实现连续化生产
——玻璃纤维长度可调,应对多种类零部件生产
——纤维长度分布更加均匀,特别是复杂零部件
——流动性大幅提高,表面质量更为突出
——生产效率高
——优化设计的整线技术降低了输送螺杆磨损
在汽车工业中,由于长纤维增强热塑性复合材料不仅密度低(1.1~1.4g/cm3),而且具
有很好的力学性能,其拉伸强度、弹性模量、冲击韧性、耐热性和耐蠕变性能均明显优于短
纤维增强的热塑性塑料,特别是其抗冲击性能高而通常被设计用于汽车的结构件和半结构
件,如:前、后吸能保险杠,前端模块骨架,仪表台骨架,前、后座椅骨架,车门模块骨架,
备胎仓,电池箱以及车身底部护板和隔声罩等。近年来,还有些汽车的后举门内结构板和踏
步板都有选用LFT-D材料制成,其应用得到了不断的创新和拓展。
除汽车工业外,LFT-D模压技术还广泛应用于机械、建筑、体育娱乐、电气电子、物流
和园艺等各个工业、民用领域。
3、成本优势明显
——原材料和物流成本显著降低
——原料和模具快速更换,省工、省时
——启动消耗可控
——万元产值能耗降低50%
——全过程一次加热,成本降低,提高了制品强度
——废料回收更加容易(GMT/LFT)
汽车工业由于轻量化和可回收的要求,越来越多地使用轻质、高强且可循环使用的热塑
性复合材料来生产汽车零部件,而且通常由GMT(玻纤毡增强热塑性片材)和LFT-G(长纤
维增强热塑性复合材料颗粒料)来实现。但这两种工艺均为二步法工艺,即先制成半成品(板
材或粒料),再通过模压或注塑工艺制成零件,成本相对较高。LFT-D模压技术可以降低成
本,减少生产、转运和半成品存储的费用。这是一种先进的一步法生产工艺,其主要特点是,
将玻璃纤维粗纱直接连续地送入聚合物熔体中,然后按需裁切压制成型。根据欧洲资料介绍,
用LFT-D模压技术生产大型结构件要比GMT材料压制成型的零部件价格便宜40%~50%,比
LFT-G粒料注射成型的零部件价格便宜30%~40%,这也是LFT-D模压技术在欧美得到快速发
展的主要原因。
采用一步法工艺不但可使成本明显下降,提高了经济效益,还由于减少了一次加热塑化
过程,使材料的热应力降至最低,可获得很好的流动特性以及一致的玻纤含量。
4、大批量
LFT-D模压技术是长纤维增强热塑性复合材料,热塑性树脂的聚合反应通常在复合材料
成型之前已完成,模压工艺过程仅仅是一个加热熔融变形、冷却固结定型的一个物理变化过
程,其成型周期一般为20~60 s。海源机械开发成功的全自动LFT-D模压生产线生产效率
高,其年生产能力达到60万~70万件,如采用一机双模的话,还能使产量翻番,不仅满足
了汽车工业大批量生产的需要,还大大降抵了制造成本(如图所示)。
图 海源全自动LFT-D模压生产线满足大批量工业化生产
5、灵活通用
LFT-D模压技术的另一大优点是材料可设计,充分体现了灵活、通用且自由度大的优势。
LFT-D模压工艺可以满足材料配方完全适配使用的要求,材料的选择不再受半成品材料供应
商的限制,纤维的种类、长短、含量和基体树脂组成均能按制品的技术要求进行自我调整,
真正可以做到制品的性价比最佳。除此之外,海源机械全自动LFT-D模压生产线理论上还是
一条特别的通用生产线,针对不同成型零件要求规定的使用材料,可在压模之前直接由在线
确定的原材料混合配制,原材料既可以是玻璃纤维也可以是碳纤维、硼纤维、Kevlar纤维、
芳纶纤维或天然植物纤维等;既可以是聚丙烯树脂也可以是聚酰胺、聚乙烯、聚碳酸酯、聚
甲醛、聚苯硫醚或聚醚醚酮等各种热塑性树脂;各种添加剂,如色母粒料、滑石粉、碳酸钙
或白垩粉等均可以添加以实现配色、影响成本和流动性等。
6、再循环
随着各国汽车工业对环保的重视和政策法规的制定,汽车生产的绿色环保也日益提上议
事日程。海源机械全自动LFT-D模压生产线不仅生产绿色环保的制品,还提供了可进一步实
现经济和环保的再循环通道。通常在生产工序中会产生废料,零部件完成寿命周期后拆卸的
废料也需回收,在海源机械全自动LFT-D模压生产线上,专门设计了供LFT回料再循环利用
的通道,将废料粉碎成6~10 mm的粒料,通过一套附加的自动送料和计量装置再送进到双
螺杆挤出机中,最大回收废料添加量可达挤出机产量的20%,而对制品的性能没有影响,真
正实现了废料回收再循环,100%无废料的绿色环保生产。
三、全自动玻璃纤维毡增强热塑性复合材料(GMT)模压生产线介绍
1、海源GMT工艺
2、GMT生产线特点
——三阶式分段加温(国内首创)
——一阶快速升温,二(三)阶持续加温,最后一阶保温
——提高了效率,片材热分解少
——采取自动上料装置,自动化程度高(国内首创)
四、海源HE系列复合材料全自动液压机
海源收购欧洲TERENZIO压机的先进技术及品牌
2011年,海源机械与欧洲PERSICO公司达成技术转让合作协议。该合作使海源机械拥
有PERSICO公司旗下具有70多年历史的TERENZIO压机技术及部分国家的品牌所有权,
特别是拥有TERENZIO压机先进的四角调平专利技术,进一步提升了海源机械旗下复合材
料液压机的世界品质和综合竞争力。
海源动态瞬间四角调平专利技术
引进欧洲TERENZIO压机动态瞬间四角调平先进专利技术,采用高精度位移传感器、
高频响应伺服阀,通过五轴同步控制主动调平,全台面四角调平精度可达±0.05mm,解决
了由于成型制件不对称造成的偏载和大平面薄形制品厚度偏差等技术难题,可满足模内喷涂
(IMC)、平行脱模等工艺要求。
依托二十余年机、电、液一体化的综合技术实力,海源机械于2011年研发成功HE系
列复合材料全自动液压机。该系列液压机是根据复合材料模压成型工艺设计的专用压机,目
前拥有800-3500吨热固型、热塑型、通用型三大系列。