CRTSIII无砟轨道板技术方案
刘毅
1概述
对比CRTSⅠ型、CRTSⅡ型两种板式无砟轨道系统的水泥乳化沥青砂浆材料,岔区板式无砟轨道充填层材料采用自密实混凝土,其经济性相对较好。
随着国内对无砟轨道结构认识和研究的深化,完全有基础和条件也有足够的能力来研究开发一种新型板式无砟轨道结构,该新型板式无砟轨道在受力状态、经济性、施工性、可维修性及耐久性等方面,能够具备各型板式轨道的优点,减少缺点。
CRTSⅢ型板式无砟轨道,这是我国具有完全自主知识产权的、一种全新的无砟轨道结构体系。目前在我国,CRTSⅢ型板式无砟轨道已被成功的应用武汉城际铁路、成绵乐城际铁路、郑徐客专、沈丹线、盘营线、京沈线等线路上。
2轨道版分类
目前CRTSIII型无砟轨道板轨道种类大致有以下几种:铁四院设计(以武汉城际圈为代表)的有5350(8排承轨台)/4856(8排承轨台)/4925(8排承轨台,板端距分别是270/245),扣件间距687mm;其他设计院的5600(9排承轨台)/4856(8排承轨台)/4925(板端距分别是270/245),其扣件间距618mm。
直线板与曲线板的区别主要是承轨台横向和垂向有偏移,其他几何尺寸没什么区别。直线板板文件示例详见【5600_9排承轨台.xzb】,
缓和曲线板文件详见【缓和曲线15938.xzb】。
3检测部分
CRTSIII无砟轨道板施工技术中,它不同于CRTSII板施工工艺,III 型板是一次成型,无打磨工艺,因此模板的检测就变得尤为重要,是轨道板是否合格的决定性条件。
3.1模板检测
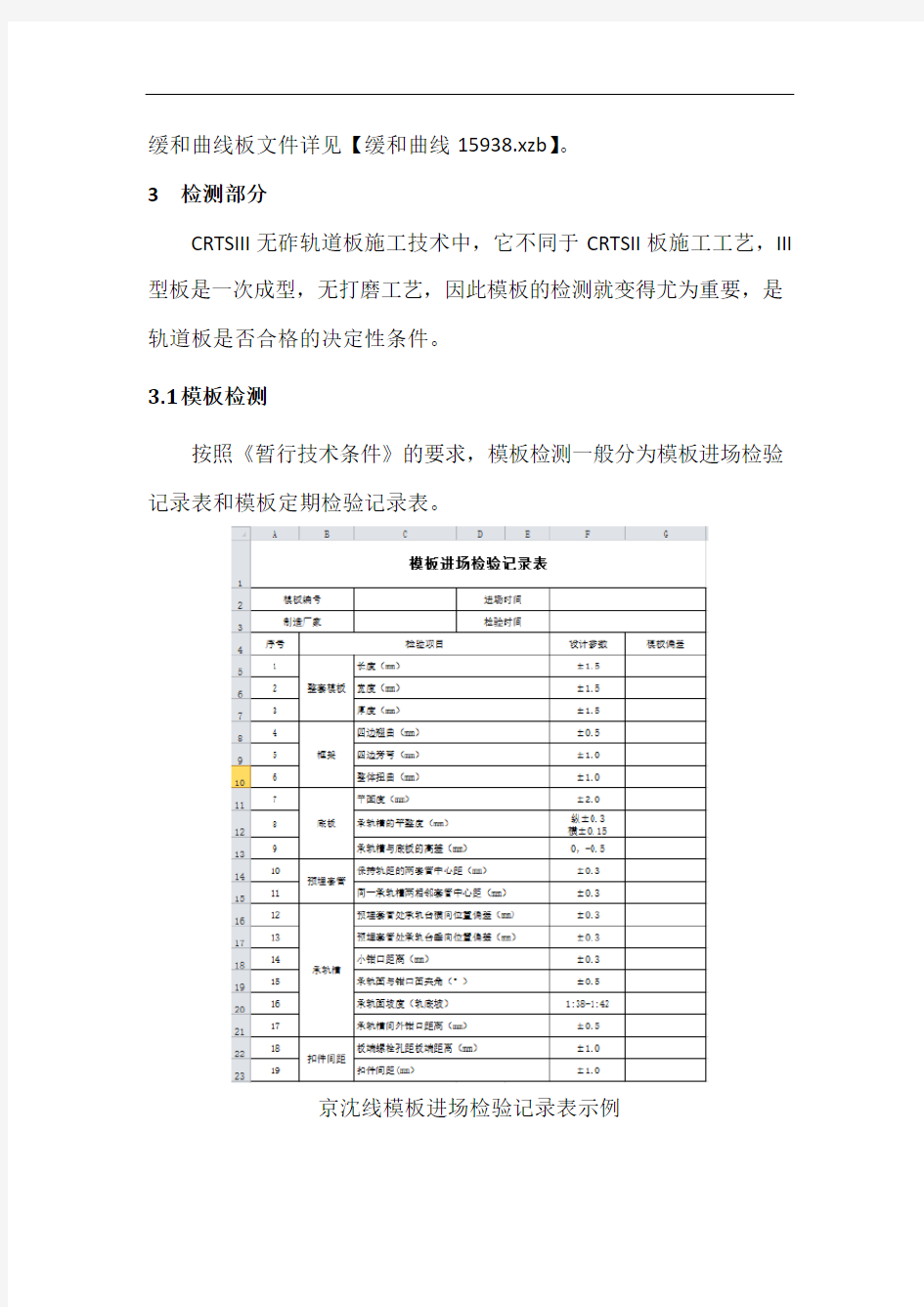
按照《暂行技术条件》的要求,模板检测一般分为模板进场检验记录表和模板定期检验记录表。
京沈线模板进场检验记录表示例
京沈线模板定期检验记录表示例
3.1.1模板检测项目详解
模板进场检验记录表中已经包含了模板定期检验记录的类容,因此以下介绍将以模板进场检验记录表中的检测项目为顺序,模板定期检验记录表中的检测类容将不再详细介绍。
3.1.2整套模板
整套模板的检测分为长度、宽度、厚度三项(三项指标的限差均为1.5mm)检测类容,当前三项检测内容的检测方式为采用全站仪测量模板的四个角点、四条边中点(在框架检测项目中,用于计算四边翘曲、四边旁弯、整体扭曲几个检测项目)、加模板底板上一个点,具体操作方法如下图所示。
整套模板检测项目
角、边、底板工装摆放
8
测量顺序
3.1.3 框架检测
框架检测部分与整套模板是同时检测完成的,在此不单独介绍。
框架检测项目
3.1.4 底板
底板检测项目主要有三项,平面度(±2.0mm )、承轨槽的平整度(纵±0.3mm ,横±0.15mm )、承轨槽与底板的高差(0,-0.5mm )。此检测项目是采用水准仪测量,然后将数据导入软件进行后处理。水准仪测量的点比较多,测量过程比较繁琐,而且有些模板设计时,此项目不好检测,因此实际过程中几乎不检测此项目。
底板检测项目
电子水准仪测量状态
单个承轨槽检测顺序
整体模具测量顺序图
3.1.5预埋套管
预埋套管检测项目项目主要有保持轨距的两套管中心距(±0.3mm)和同一承轨槽两相邻套管中心距(±0.3mm)两项,此项目是通过全站仪配合棱镜、工装来完成的。
预埋套管检测项目
现场检测图片
预埋套管检测工装(各厂家模具样式不同)
预埋
套管检测时,工装摆放顺序
3.1.6承轨槽
承轨槽项目主要检测预埋套管处承轨台横向位置偏差(±0.3mm,俗称线性度)、预埋套管处承轨台垂向位置偏差(±0.3,俗称平面度)、小钳口距离(±0.3mm)、承轨面与钳口面夹角(±0.5°)、承轨面坡度(1:38~1:43,轨底坡)、承轨槽间外钳口距离(大钳口距离),其中预埋套管处承轨台横向位置偏差、预埋套管处承轨台垂向位置偏差承轨面坡度在检测预埋套管时已经同步给出;承轨面与钳口面夹角是采用万能角度尺配合辅助工装,手动检测的;小钳口距离、大钳口距离是采用全站、棱镜、配合工装完成的。
承轨槽检测项目
承轨面与钳口面夹角(110°角测量方式)
大小钳口测量方式
大小钳口检测时,工装摆放顺序
3.1.7扣件间距
扣件间距主要检测项目有板端螺栓孔距板端的距离和扣件间距两项,此项目不用单独测量,整套模板和预埋套管检测完成之后,此项目软件会自动计算完成。
扣件间距检测项目
3.2轨道板检测
轨道板检测与模板检测的操作方法基本一致,不同之处在于所需要的报表不同、采用的检测工装不一样,此处就不做详细的逐条讲解。
图纸对应项目及名称、尺寸
大小钳口检测工装及摆放方法
螺栓孔检测工装及摆放方法
承轨面与钳口面夹角(手动检测)
预埋套管垂直度检测(手动检测)
钳口螺栓孔距检测(软件和手动测量均可)
4轨道板精调
轨道板精调是将运至高铁施工现场的轨道板,按照设计要求及布板顺序将轨道板调整至设计位置(板式无砟轨道中的轨道板精调类似于双块式无砟轨道中的轨枕精调)。
4.1精调设备
全站仪、软件运行平台(一般采用军用笔记本电脑)、精调标架、精调软件、棱镜及其附件。
全站仪军用笔记本电脑精调标架精调标架一套分为7根,1根标准标架,6根为测量标架,每个标架的编号,出厂时是固定的。轨道板精调时,标架编号定义为仪器架设的左边最近处为1号、对应右边为6号标架;最远处左边为3号标架、对应右边为4号标架;左边中间为2号标架,对应右边为5号标架。其中3/4号标架为搭接标架。
目前市面上CRTSIII型板精调标架主要有两种,一种是沿用II型板精调类型的长标架(普罗米新和中铁咨询为代表),另一种是采用螺栓孔定位的工装标架。
轨道板精调时,标架摆放示意图(工装标架)
长标架(软件有预留此功能)
深圳大铁检测装备技术有限公司高铁技术部
2015年9月