焊缝视觉检测系统
- 格式:doc
- 大小:482.00 KB
- 文档页数:5
高频焊管焊缝检测方法摘要:一、高频焊管概述二、高频焊管焊缝检测方法分类1.视觉检测方法2.无损检测方法3.破坏性检测方法三、各种检测方法的优缺点及适用范围1.视觉检测方法- 优点- 缺点- 适用范围2.无损检测方法- 优点- 缺点- 适用范围3.破坏性检测方法- 优点- 缺点- 适用范围四、高频焊管焊缝检测的未来发展趋势正文:高频焊管作为一种重要的金属管材,其在建筑、石油、天然气、电力等领域的应用越来越广泛。
然而,高频焊管在生产过程中焊缝的质量问题一直是困扰生产企业和用户的一大难题。
为了保证高频焊管的质量,焊缝检测至关重要。
高频焊管焊缝检测方法主要包括视觉检测方法、无损检测方法和破坏性检测方法。
一、高频焊管概述高频焊管是一种采用高频电流焊接工艺生产的金属管材。
高频焊管具有焊缝质量高、生产效率高、成本低等优点。
在实际应用中,高频焊管的需求不断增长,对其质量要求也越来越高。
因此,对高频焊管焊缝进行检测具有重要意义。
二、高频焊管焊缝检测方法分类1.视觉检测方法视觉检测方法是通过肉眼或辅助设备对焊缝进行观察,判断焊缝的质量。
这种方法操作简单、成本较低,但检测精度受限于检测人员的经验和技术水平。
2.无损检测方法无损检测方法是指在不破坏焊缝的情况下,通过对焊缝进行非接触或接触式的检测,判断焊缝的质量。
常见的无损检测方法有超声波检测、磁粉检测、渗透检测等。
无损检测方法具有检测精度高、不影响焊缝使用等优点,但设备投入较大,检测成本较高。
3.破坏性检测方法破坏性检测方法是指通过对焊缝进行切割、拉伸等破坏性试验,分析焊缝的力学性能和金相组织,从而判断焊缝的质量。
这种方法检测精度高,但会对焊缝造成破坏,不适合用于现役设备的检测。
三、各种检测方法的优缺点及适用范围1.视觉检测方法优点:操作简单、成本低、适用于各类高频焊管焊缝的检测。
缺点:检测精度受检测人员经验和技术水平影响,难以发现内部质量问题。
适用范围:适用于生产过程中的焊缝检测,以及验收阶段的焊缝质量检查。
基于局部单应性矩阵的结构光系统标定研究武彦林;全燕鸣;郭清达【摘要】在基于结构光测量系统中,投影仪标定对物体的三维测量精度有着直接的影响.通过投影仪投射多幅正交格雷码至棋盘格标定板表面,利用未标定摄像机获得受棋盘格标定板调制的变形格雷码条纹图像,通过局部单应性矩阵方法获得棋盘格标定板各角点所对应的投影仪图像坐标.根据摄像机图像坐标、投影仪图像坐标与棋盘格标定板角点对结构光测量系统进行标定,获得摄像机与投影仪的内参数矩阵以及投影仪图像坐标系在摄像机图像坐标系的位姿矩阵.最后对结构光测量系统进行了标定实验;并使用Samuel Audet标定工具箱、Douglas Lanman标定工具箱与提及的标定方法进行标定误差对比.实验结果表明该方法操作简便,精度高,能较好地标定结构光测量系统参数.【期刊名称】《科学技术与工程》【年(卷),期】2016(016)013【总页数】5页(P186-189,195)【关键词】局部单应性矩阵;正交格雷码;结构光;系统标定【作者】武彦林;全燕鸣;郭清达【作者单位】华南理工大学,广州510640;华南理工大学,广州510640;华南理工大学,广州510640【正文语种】中文【中图分类】TH741.5机械、仪表工业物体三维尺寸与表面形态数据的获取是测量领域的一个重要方向。
由于基于编码结构光的三维测量系统具有非接触、扫描速度快、精度高、无破坏性、等优点,在工业检测、逆向工程、文物保护、医疗等领域具有广阔的前景。
由于摄像机-投影仪组成的结构光三维测量系统具有结构简单、点云重建效率高等特点被广泛使用。
在结构光三维测量系统中,系统误差直接决定了三维测量精度。
在标定摄像机-投影仪结构光三维测量系统,包括对摄像机的标定和投影仪的标定。
目前摄像机标定已经相当成熟,主要分为传统法、自标定法和主动视觉法[1]。
由于不能直接获取点在空间位置与对应点在投影仪图像平面的关系,投影仪标定就相对繁琐。
目前对投影仪标定的研究是将投影仪视为逆向相机[2—4],通过建立投影仪图像和摄像机图像对应关系,将投影仪标定转化为成熟的摄像机标定;但是该算法标定结果依赖于摄像机标定结果。
焊接机器人文献综述关节机器人对基于视觉反馈控制的激光焊接的焊缝追踪摘要:激光焊接对于机器人轨迹精度有相当高的要求。
为了提高机器人激光焊接时的动态轨迹精度,人们基于立体视觉反馈控制的原理提出一种新的三维焊缝追踪的方法。
这种方法建立了一种可视反馈控制系统,在该系统中有两个集中于一点的相机被安装在工业机器人的后面。
人们建造了一种具有坐标系统的工具以便把机器人最终环节的位置转移到该工具上。
人们提出了一种GPI 转移方法,这种方法是利用双目望远镜可视技术和一种逐行选配的修改法则来计算激光焦点和焊缝的位置,它使得激光焦点和焊缝之间的动态轨迹错误可以计算出来。
人们最终控制机器人的移动,并且在机器人运动学的基础上尽可能减少运动轨迹的错误。
实验结果表明,这种方法能有效改善用于激光焊接的工业机器人的运动轨迹的精度。
关键词:工业机器人,视觉反馈,焊缝跟踪,轨迹精度。
1 引言目前,卖给客户的关节机器人仅仅能够保证位置精度而不能保证运动轨迹。
然而,随着制造加工业的发展,一些高速和高精度的工作,例如激光焊接和切割,对轨迹精度有十分高的要求。
此外,在严格地结构化环境下目前的工业仅能够在预定的命令下移动,这限制了他们的应用范围。
人们提出了许多研究计划来改善机器人在人们所认识的环境下的能力。
作为一个重要的测量方法,视觉对改善工业机器人在人们所认识的不同的环境下的能力起着重要作用。
参照文献[1],人们以位置为基础建造了一种具有可视伺服系统的工业机器人,并且提出了一种运算法则,当事先知道物体一些特征点的距离时,利用这种法则就可以用一台照相机估计出物体的位置和外形。
参照文献[2],基于eye-in-hand的可视伺服结构,物体的平面移动轨迹实现了一种eye-on-object的方法。
参照文献[3],有这样一个问题:机器人最终环节的真实位置与人们用空间路径规划和图像基础控制的方法所预期的位置相差很远。
参照文献[4],人们开发了一种工业火焰跟踪系统来切割视觉上的平面图形。
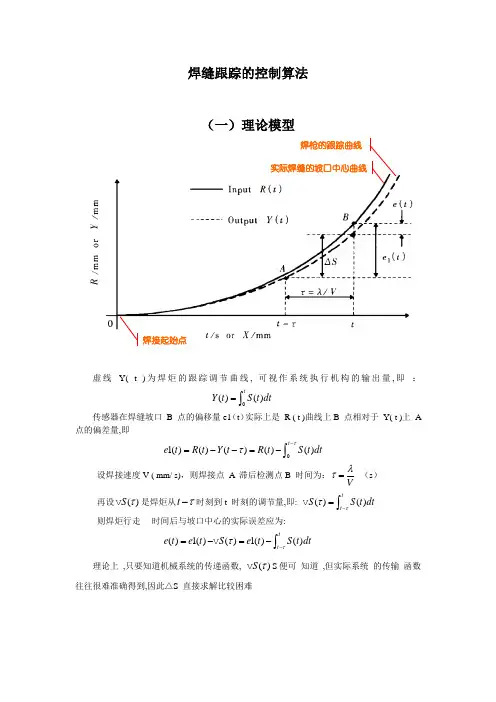
焊缝跟踪的控制算法(一)理论模型虚线 Y( t )为焊炬的跟踪调节曲线, 可视作系统执行机构的输出量,即 :()()tY t S t dt =⎰传感器在焊缝坡口 B 点的偏移量e1(t )实际上是 R ( t )曲线上B 点相对于 Y( t )上 A 点的偏差量,即1()()()()()t e t R t Y t R t S t dt ττ-=--=-⎰设焊接速度V ( mm/ s),则焊接点 A 滞后检测点B 时间为:Vλτ= (s )再设()S τ是焊炬从t τ-时刻到t 时刻的调节量,即: ()()tt S S t dt ττ-=⎰则焊炬行走 时间后与坡口中心的实际误差应为:()1()()1()()tt e t e t S e t S t dt ττ-=-=-⎰理论上 ,只要知道机械系统的传递函数,()S τS 便可 知道 ,但实际系统 的传输 函数往往很难准确得到,因此△S 直接求解比较困难焊接起始点实际焊缝的坡口中心曲线焊枪的跟踪曲线(二)由模型得出的简易控制算法实际的焊缝跟踪过程中,视觉系统提供的位置偏差是经过传感器经过一帧一帧的图像采集后,再经过一系列的图像处理,最终得出位置偏差信息提供给控制器。
因此,需做以下设定:(1) 位置请求指令发送时间间隔和执行机构调整时间间隔同步; (2) 在每次位置请求时,在上一调整周期内焊枪已完成所需的调整量; (3) λ为采样间隔点的整数倍。
设O 点为初始参考点,O 0为焊枪开始纠正起始点,从O 点到O 0点,视觉传感器只做图像采集,焊枪并不进行跟踪,这一段距离属于“盲区”。
i e 为每次识别的坡口中心点与初始参考点之间的差值,i m 为每一步的焊枪实际跟踪量。
系统焊枪实时跟踪量m i 的算法为: 1()i ii a i i am em ---=-∑ ( i=a ,a+1,···,n )焊接方向(三)根据简易控制算法得出的两种方案第一种方案:焊接过程中,在焊接速度方向上,焊枪相对工件每移动固定的距离,完成一次调整,或者说,每移动固定的距离,控制器向传感系统发出一次位置请求指令。
自动化焊接技术及应用一、引言自动化焊接技术是现代工业制造中的重要环节之一,它能够提高焊接效率、保证焊接质量、降低劳动强度以及减少人为因素对焊接过程的影响。
本文将详细介绍自动化焊接技术的原理、分类以及在不同领域的应用。
二、自动化焊接技术的原理自动化焊接技术是通过将焊接过程中的各个环节实现自动化,从而实现焊接的高效、精确和稳定。
其原理主要包括以下几个方面:1. 焊接设备自动化:自动化焊接设备包括焊接机器人、焊接工作站等。
焊接机器人通过预先编程的路径和动作来实现焊接操作,可以根据不同的焊接任务进行灵活调整。
焊接工作站则是通过自动化的机械装置来完成焊接操作,提高生产效率。
2. 自动化控制系统:自动化控制系统是实现自动化焊接的核心部分,它可以监测和控制焊接过程中的各个参数,如电流、电压、速度等。
通过精确的控制,可以保证焊接质量的稳定性和一致性。
3. 感知和识别技术:自动化焊接中的感知和识别技术主要包括视觉系统、力传感器等。
视觉系统可以通过图像处理技术来实现焊缝的检测和定位,力传感器则可以实时监测焊接过程中的力的大小和方向,以保证焊接质量。
三、自动化焊接技术的分类根据焊接过程中的不同特点和要求,自动化焊接技术可以分为以下几类:1. 弧焊自动化技术:弧焊是目前应用最广泛的焊接方法之一,其自动化技术主要包括焊接机器人的应用和自动化控制系统的实现。
弧焊自动化技术可以适用于不同材料和焊接位置的焊接任务,具有高效、精确和稳定的特点。
2. 激光焊接技术:激光焊接是一种高能量密度焊接方法,其自动化技术主要包括激光焊接机器人的应用和自动化控制系统的实现。
激光焊接技术可以实现高速焊接和高质量焊接,适用于焊接薄板和复杂结构的工件。
3. 电阻焊接技术:电阻焊接是一种通过电流通过工件产生热量来实现焊接的方法,其自动化技术主要包括自动化电阻焊接机的应用和自动化控制系统的实现。
电阻焊接技术可以实现高速焊接和高强度焊接,适用于焊接金属工件。
基于人工智能的焊接质量控制中焊缝缺陷智能识别在基于人工智能的焊接质量控制中,焊缝缺陷的智能识别具有重要的作用。
本文将探讨利用人工智能技术实现焊缝缺陷智能识别的方法和应用。
一、引言随着焊接技术在工业领域的广泛应用,焊缝质量的控制变得尤为重要。
传统的焊缝质量检测方法通常依靠人工目测,劳动密集且效率低下。
而基于人工智能的焊接质量控制可以通过机器学习和图像处理等技术,实现对焊缝缺陷的智能识别和自动检测,提高焊接质量的可靠性和效率。
二、人工智能在焊缝缺陷识别中的应用1. 数据采集和预处理人工智能算法需要足够的数据样本进行训练才能准确地识别焊缝缺陷。
因此,首先需要对焊接过程中的焊缝图像进行采集和处理。
采集到的图像可以包含不同角度、光照等条件下的焊缝情况,以便增加算法的鲁棒性。
2. 特征提取和选择对于焊缝图像,需要从中提取合适的特征来进行后续的分类和判别。
通常可以使用计算机视觉技术对焊缝图像进行边缘检测、灰度化、二值化等处理,然后通过特征提取算法如SIFT、HOG等,提取出具有代表性的特征。
3. 模型训练和优化基于采集到的焊缝图像和提取的特征,可以使用机器学习算法如支持向量机(SVM)、卷积神经网络(CNN)等进行模型的训练和优化。
训练过程可以使用已标注的焊缝图像进行有监督学习,使得模型能够准确地分类和识别焊缝缺陷。
4. 智能识别和自动检测经过训练和优化后的模型可以应用于实际的焊缝图像检测中。
通过输入待检测的焊缝图像,模型可以自动识别出其中的缺陷情况,并进行分类和定位。
智能识别的结果可以直接用于焊接质量的评估和控制,提高焊接工艺的稳定性和可靠性。
三、基于人工智能的焊缝缺陷智能识别的应用案例1. 汽车制造业在汽车制造业中,焊接被广泛应用于车身和底盘等零部件的连接。
利用人工智能的焊缝缺陷智能识别技术,可以快速、准确地检测汽车焊缝中的缺陷,如气孔、裂纹等,确保焊接质量符合标准要求。
2. 航空航天工业航空航天工业对焊接质量的要求十分严格,焊缝缺陷可能会导致飞行器事故。
焊缝探伤检测方法焊接是工程中常见的连接工艺,而焊缝的质量直接影响着焊接件的使用性能。
为了确保焊接质量,需要对焊缝进行探伤检测。
在焊缝探伤检测中,常用的方法包括视觉检测、超声波检测、X射线检测、磁粉检测等。
本文将分别介绍这些焊缝探伤检测方法的原理和应用。
视觉检测是一种简单直观的检测方法,通过肉眼观察焊缝表面来判断是否存在缺陷。
这种方法成本低廉,操作简便,但只能检测表面缺陷,对于深层缺陷无法有效检测。
超声波检测是利用超声波在材料中传播的原理来检测焊缝内部的缺陷。
它具有检测深层缺陷的能力,且检测结果准确可靠,是目前应用最广泛的焊缝探伤方法之一。
X射线检测利用X射线对焊接件进行透射检测,可以检测出焊缝内部的缺陷和异物。
这种方法检测效果好,但设备昂贵,操作要求严格,且对环境有一定的辐射影响。
磁粉检测是通过在焊缝表面涂覆磁粉,然后施加磁场,通过观察磁粉的分布来判断是否存在缺陷。
这种方法操作简便,可以检测表面和近表面的缺陷,但对于深层缺陷的检测能力有限。
除了以上介绍的几种方法外,还有一些其他的焊缝探伤检测方法,如涡流检测、磁致伸缩检测等,它们各自具有特定的适用范围和优缺点。
在实际应用中,通常会根据焊接件的材料、厚度、形状、缺陷类型等因素来选择合适的焊缝探伤检测方法。
同时,还需要结合实际操作经验和相关标准规范来进行综合判断和分析。
总的来说,焊缝探伤检测是焊接质量控制中至关重要的一环,选择合适的检测方法并进行准确可靠的检测,对于确保焊接件的质量和安全具有重要意义。
希望本文介绍的焊缝探伤检测方法能够对相关人员有所帮助,提高焊接质量,确保工程安全。
焊接牢固度的测试方法
焊接牢固度的测试方法主要包括以下几种:
1. 目视检查:通过观察焊接表面的平整度、焊缝边缘的清晰度,以及是否有均匀整洁的外观,初步判断焊接的牢固度。
2. 手动检测:通过轻轻摇晃焊接部位来测试其牢固度。
如果感到牢固,那么焊接很可能是牢固的;如果感到松动或震动,那么可能需要重新加强焊接区域。
3. 非破坏性检查:如X射线或超声波等方法,可以用来探测焊接部位的内
部结构,以评估焊接的牢固性。
4. 破坏性检查:通过断裂试验或拉伸试验等手段,对焊接部位进行破坏以评估焊接的牢固性。
这种方法会对焊接部位造成破坏,但可以给出明确的结果。
5. 结构光视觉传感法检查:在焊缝表面投射一束辅助激光,通过视觉传感器获取反射的焊缝轮廓光条纹信号,并借助图像处理技术提取结构光条纹中心线、模式识别技术识别目标焊缝轮廓,最终为焊缝质量判断提供可靠信息。
6. 同轴视觉检测法检查:此方法主要用于激光焊接质量检测,利用激光发射器自身的结构特点,将监视器与激光发射器同轴安装,实现同轴视觉检测。
在焊接过程中,通过此检测方法可直接拍摄激光束对准位置正下方的熔池、匙孔图像。
7. 红外传感检测法检查:此方法主要是利用红外温感系统直线方向对焊缝进行热量扫描,记录下红热状态的焊缝热能。
这些方法需要选择适合特定情况的一种或多种来综合评估焊接牢固度。
请注意,为了确保焊接牢固,还需要注意选择适当的焊接材料,遵循正确的焊接程序,并进行必要的检测。
基于机器视觉的微间隙焊缝识别方法陈廷艳;高向东;刘俊;许二娟【摘要】影响焊缝跟踪精密性的关键因素是对焊缝位置的准确识别.利用磁光成像技术采集微间隙(0~0.1 mm)焊缝图像,对焊缝图像的特征进行分析,获得包含焊缝位置信息的感兴趣区域(ROI),针对感兴趣区域进行预处理和边缘检测,能提高图像处理的效率,又根据焊缝磁光边缘方向不一、细节丰富的特点引入多方向上的结构元素对形态学边缘检测算子进行优化,并与梯度边缘检测算子进行比较.结果表明,该方法能高效、准确地检测出焊缝中心的位置,为后续的焊缝跟踪提供有用信息.【期刊名称】《机电工程技术》【年(卷),期】2017(046)009【总页数】3页(P89-91)【关键词】机器视觉;微间隙;焊缝识别【作者】陈廷艳;高向东;刘俊;许二娟【作者单位】佛山职业技术学院机电工程系,广东佛山 528137;广东工业大学机电工程学院,广东广州 510006;广东工业大学机电工程学院,广东广州 510006;佛山职业技术学院机电工程系,广东佛山 528137;佛山职业技术学院机电工程系,广东佛山528137【正文语种】中文【中图分类】TP242.6+2为了保证良好的焊接质量,实现精密的焊缝跟踪,焊接过程中通常会采用各种传感方法获取焊缝或熔池的相关信息。
所应用的传感器主要为非接触式传感器,如超声波传感器、红外传感器、电磁式传感器和视觉传感器等。
其中视觉传感技术具有精度和灵敏度高、能获取大量信息、抗干扰能力强和适用于各种形状焊缝的优点,目前已经成为焊接过程中最受关注的传感技术[1]。
根据传感器成像时是否利用辅助光源,视觉传感方法分为主动视觉法和被动视觉法。
主动视觉法中的结构光视觉检测方法可以检测焊缝截面的形状和尺寸,其测量方法是基于三角测量原理[2-3]。
虽然结构光法已广泛应用于各种焊缝的检测,但结构光法并不能有效识别间隙小于0.1 mm的微间隙焊缝。
本文采用一种基于磁光成像技术的视觉传感方法获取焊缝图像,通过对形态学算子进行优化,研究在感兴趣区域内对微间隙焊缝的识别方法。
第26卷第11期2020年11月计算机集成制造系统Vol.26No.11 ComputerIntegrated ManufacturingSystems NovG2020DOI:10.13196/j.cims.2020.11.015自主移动焊接机器人嵌入式视觉跟踪控制系统杨国威1,王以忠1,王中任2+,刘海生2,肖光润2(1天津科技大学电子信息与自动化学院,天津300222;2.湖北文理学院机械工程学院,湖北襄阳441053)摘要:为解决大型工件现场焊接空间受限和焊缝跟踪精度受干扰的问题,提出并设计了一种自主移动焊接机器人嵌入式视觉跟踪控制系统。
系统紧凑、体积小,适应现场焊接作业。
提出基于核相关滤波的焊缝跟踪算法,以解决焊接时的弧光干扰问题,实现实时、精确、可靠的焊缝跟踪。
该算法通过生成大量的正负样本进行分类器训练,并映射到高斯核函数空间进行计算,来提高跟踪精度和可靠性;通过构建样本的循环矩阵和傅里叶变换来减少计算量,提高跟踪实时性。
在ARM嵌入式系统中实施该自动跟踪算法,完成了对移动机器人的爬行和横摆控制,并实现了焊接过程的实时纠偏。
通过对大型管道V型焊缝进行焊接实验表明,帧率达到10fps,焊缝轨迹跟踪准确,焊接表面平顺。
关键词:自主移动焊接机器人;嵌入式视觉控制;焊缝跟踪;核相关滤波;纠偏控制中图分类号:TG409文献标识码:AEmbedded vision tracking control system for autonomous mobile welding robotYANG GUowei1,WANG Yizhong1,WANG Zhongren2+,LIU Haisheng2,XIAO GUangrUn2(1.College of Electronic Information and Automation,Tianjin University of Science and Technology,Tianjin300222#China;2.College of Mechanical Engineering,Hubii University of Arts and Science,Xiangyang441053,China)Abstract:To solve the problem of limited space and disturbance of seam tracking accuracy when welding large work pieces anembeddedvisua0trackingcontro0system forautonomous mobie we0dingrobot wasproposedand designed which wassuitab0eforfie0d we0dingoperation withitscompactandsma0size.Aseamtrackinga0gorithm basedon Kerneizedcorre0ationfiterwasproposedtoso0vetheprob0emofarcinterferenceduringwe0dingandtore-aizerea-time accurateandreiab0eseamtracking.A0argenumberofpositiveandnegativesamp0esweretrainedto constructc0assifiersand Gaussiankerne0function mapping wasusedtoimprovetrackingaccuracyandreiabiity.Samp0ecycicmatrixandFouriertransform wereca0cu0atedtoreducetheamountofca0cu0ationandreaizetherea-timetracking.Theautomatictrackinga0gorithm wasimp0ementedintheembeddedsystembasedonARMtocontro0 thecrawingandyawofthemobierobotandreaizerea-timedeviationcorrectionin we0dingprocess.Thewe0ding experimentofV-shapedwe0dingseamfor0argepipeinewasconducted andtheframerateofthevisua0sensorcou0d reach10fps.Theproposedsystemcou0dcorrectthedeviationautomatica0ywiththemovementofthewe0dingrobot thetrackofthewe0dwasaccurate andthewe0dingsurfacewassmooth.Keywords:autonomouswe0dingrobot;embeddedvisioncontro0;seamtracking;kerneizedcorre0ationfiter;rectify deviationcontro0收稿日期:2019-02-18;修订日期:2019-06-03"Received18Feb.2019;accepted03June2019.基金项目:国家自然科学基金青年科学基金资助项目(51805370);*机电汽车”湖北省优势特色学科群幵放基金资助项目(XKQ201809) Foundation items:Project supported by the Youth Program of National Natural Science Foundation,China(No.51805370),and the "Electromechanical Automobile"of Hubei Provincial Advantage and Characteristic Discipline Group Opening Foundation,China(No.XKQ201809).3050计算机集成制造系统第26卷0引言焊接过程中让焊接机器人自主感知焊接环境并实时调是动化的发展方向「1(。
博视达焊缝自动视觉检测系统
一、系统简介
本系统主要功能是对有缝不锈钢管的焊接进行自动跟踪与矫正,解决目前人力成本日益
提高,人工操作时的视觉疲劳带来的焊接质量问题。
系统采用先进的智能视觉技术,融合光机电技术为一体。本系统由视觉采集系统捕捉焊
缝与钨棒的焊接视频,运用视觉技术计算熔池与焊枪的相对偏移,再根据偏移对执行机构发
送运动指令,达到钢管焊接自动跟踪的目的,从而实现无人值守高质量焊接的要求。
二、系统特点及技术指标
性能特点
· 非接触式,长时间运行无磨损
· 识别精度高
· 可视化效果,钨棒熔池焊缝图像三位一体
· 稳定性好,采用嵌入式系统,比基于 PC机控制系统更加稳定可靠
· 人性化的界面,操作界面的设计基于窗口方式,使用简单,无需专业技
术人员即可操作运行
技术指标
· 额定功率:150W
· 识别速率:40ms
· 识别精度:0.03mm
· 响应时间:≤200m
· 工作温度:-10°~60°
· 焊接速度:≤5m/s
· 管子直径:≥4mm
三、系统主要部件
本系统包括主要部件为系统控制箱、焊接视频捕获装置、焊枪移动机构。
1. 系统控制箱
系统主板、开关电源、电气控制与驱动、声光报警,输入输出接口等主要模块安装在控
制箱内,其外设包括触摸显示屏、电源开关、电源指示灯、电机左右微调按键、各类插座。
2. 专用焊接视频捕获装置
根据氩弧焊弧光光谱特点,定制专用焊接视觉捕捉装置,获取钨棒熔池及焊缝实况细
节。
3. 焊枪移动机构
根据视觉识别出的焊枪偏差,正转或反转步进电机,经丝杆联动、带动焊枪移动矫正与
焊缝的偏差。
4. 电流检测装置(选配)
用于检测焊机实时工作电流,检测结果可直接显示在彩色显示屏桌面。用户可根据需要选配
该模块。
5. 焊接速度检测装置(选配)
用于检测钢管焊接速度快慢,检测结果可直接显示在彩色显示屏桌面。用户
可根据需要选配该模块。
四、安装说明
1. 安装控制箱立柱:在生产线上找到合适空位,将立柱底盘焊住即可;
2. 安装摄像机固定立柱:在生产线上找到合适空位,将立柱底盘焊住即可。
注意:摄像机镜头前端到熔池距离要在 250mm-400mm范围内。
3. 安装焊枪移动机构:
a) 制作滑台与原焊枪机构间的固定板;
b) 制作焊枪与滑台的固定板;
c) 将滑台固定到原机构上;
d) 将焊枪固定到滑台上。
五、调试说明
由专业人员现场调试,并提供技术培训。
六、常见问题
1. 问:重新开机后其他画面均正常,但是视频画面是黑的,怎么办?
答:造成该现象的可能原因有:
1)安装过程中摄像机没有对准目标,通过调节摄像机的角度,使其对准目标即可。建议在
调节过程中将光圈开到最大,这样有利于查找目标。
2)摄像机电源线没接好,导致摄像机不工作。
3)摄像机信号线没接好,导致信号不能进入系统。
2. 问:图像画面不清晰怎么办?
答:在本应用中,摄像机镜头前端离焊点的最佳距离为 250mm至 400mm,若超出该范
围,可能会导致画面不清晰。同时,查看摄像机是否有振动情况,若有振动,先予以排除。
3. 问:图像很小怎么办?
答:对于小直径焊管(如 20mm 以下),建议采用摄像机镜头前端离焊点250mm的距
离,太远会导致图像很小,焊缝不够清晰。对于 20mm以上直径的应用,建议采用
400mm的距离。具体距离可根据实际图像大小进行调节。
4. 问:画面中显示左偏或者右偏的数据是什么单位?
答:画面中显示的熔池与焊缝偏差数据单位为微米。
5. 问:系统的识别精度如何设定?
答:图像识别的结果以像素为单位,识别精度指的是图像中的每个像素对应的实际距离为多
少。根据实验室测量,当对象离摄像机镜头前端 400mm时,由本系统采集到的图像,其
像素间距离对应到实际距离为 25 微米。因此在实际中,如果距离更近,则像素间距对应
的实际距离会更少,精度更高;距离更远,则像素间距对应的实际距离会更多,精度则变
低。
6. 问:识别跟踪的响应速度如何?最快时间时多少?
答:识别跟踪的响应速度可根据实际需要进行调节,分 1-10级,数字越低,响应越平稳;
数字越高,响应越灵敏。在最灵敏的时候,从识别出结果到电机执行动作的时间间隔为
200ms。