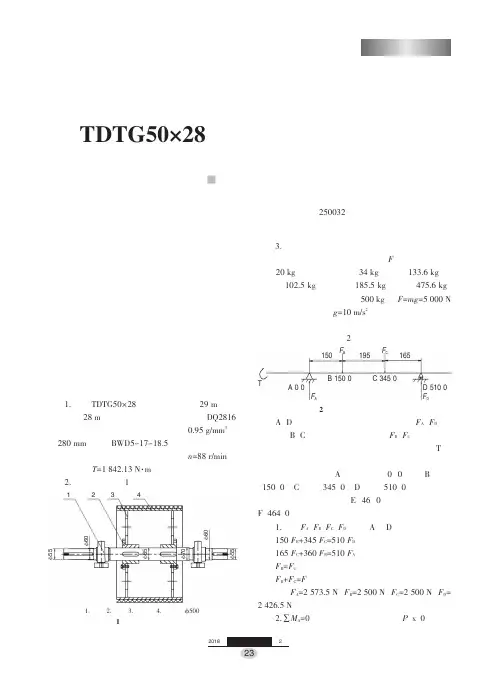
TDTG50×28提升机头轮主轴校核
- 格式:pdf
- 大小:865.93 KB
- 文档页数:3
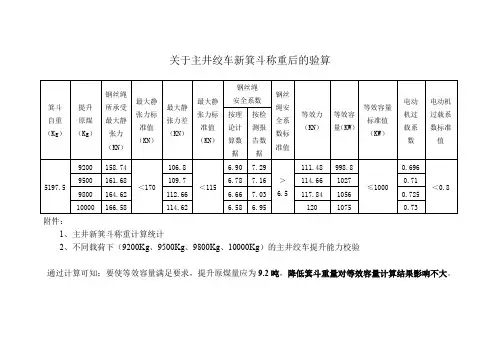
关于主井绞车新箕斗称重后的验算
箕斗
自重(Kg) 提升
原煤(Kg) 钢丝绳所承受最大静张力(KN) 最大静张力标准值(KN) 最大静张力差(KN) 最大静张力标准值(KN) 钢丝绳
安全系数 钢丝绳安全系数标准值 等效力(KN) 等效容量(KW) 等效容量标准值(KW) 电动机过载系数 电动机过载系数标准值 按理论计算数据 按检测报告数据
5197.5 9200 158.74
<170 106.8
<115 6.90 7.29
>6.5 111.48 998.8
≤1000 0.696
<0.8 9500 161.68 109.7 6.78 7.16 114.66 1027 0.71
9800 164.62 112.66 6.66 7.03 117.84 1056 0.725
10000 166.58 114.62 6.58 6.95 120 1075 0.73
附件:
1、主井新箕斗称重计算统计
2、不同载荷下(9200Kg、9500Kg、9800Kg、10000Kg)的主井绞车提升能力校验
通过计算可知:要使等效容量满足要求,提升原煤量应为9.2吨,降低箕斗重量对等效容量计算结果影响不大。附件1:
主井新箕斗称重计算统计
1、2013年11月8日在主井上井口使用箕斗厂家所带0CS型电子吊称,对主井绞车北箕斗进行称重测量;称重测量数据:5235kg、5230kg(2次测量)。
称重箕斗所包括部件:
箕斗本体、12个罐轮、楔形连接装置、雨篷、5m主提升钢丝绳(单重7.01 Kg/m)。
计算可得:箕斗实际重量=(5235+5230)/2-7.01×5=5197.45kg.
2、厂家提供理论重量:箕斗重量4589.7kg(包括楔形装置、12个罐轮)、增加衬板重量330.9kg,总重为4920.6kg。
计算可得:厂家称新箕斗重量与厂家提供理论重量相差(5197.45kg-4920.6kg)=276.85kg。

大型设备验算内容及公式
一、 提升机
1、 矿车钩头牵引力F
公式:〕<〔NfQQngFz58860)cos)(sin(1
式中:F-矿车钩头牵引力,N;n-一次提升矿车数量
Q-载荷重量,Kg;zQ-提升容器自重,Kg
井巷倾角,°;1f-绳端载荷的运动阻力系数,取0.010~0.015
g重力加速度,取9.81m/s2
2、 提升机主轴强度验算
⑴ 最大静张力Fjm
公式:NFfPLfQQgnFtzjm〕<〔jm21)cos(sin)cos)(sin(
式中:-jmF提升机实际最大静张力,N;P钢丝绳每米重量,N/m
tL提升长度,m;][jmF提升机设计需用最大静张力(查提升绞车规格表),N
⑵ 最大静张力差Fjc
公式:〕<〔jc2)cos(sinFfgnQFFjmjc
式中:-jcF提升机实际最大静张力差,N;2f钢丝绳阻力系数
][jcF提升机设计需用最大静张力差(查提升绞车规格表),N
3、 钢丝绳安全系数验算
公式:jmdFQm= 提人:〕>〔=9jmdFQm;提物:〕>〔=5.6jmdFQm
式中:m提升钢丝绳安全系数;dQ钢丝绳中所有钢丝破断拉力总和,N
4、 提升机运动学参数验算
⑴ 提升系统总变位质量的计算
公式:)/.)(22(1221msNGGGqLnpLnQQgmdjtqpz
式中:m提升系统总变位质量,kg;Q一次提升载荷重量,N
zQ提升容器自重,N;1n主绳根数,单绳双滚筒缠绕式提升系统21n
p主绳每米重量,N/m;pL每根提升主绳实际全长,m 2n尾绳根数;q尾绳每米重量,N/m
qL尾绳实际全长,m;tG天轮的变位重量(查天轮规格表),N
jG提升绞车(包括减速机)的变位重量(查提升绞车规格表),N

大型设备验算内容及公式
一、 提升机
1、 矿车钩头牵引力F
公式:〕<〔NfQQngFz58860)cos)(sin(1
式中:F-矿车钩头牵引力,N;n-一次提升矿车数量
Q-载荷重量,Kg;zQ-提升容器自重,Kg
井巷倾角,°;1f-绳端载荷的运动阻力系数,取0.010~0.015
g重力加速度,取9.81m/s2
2、 提升机主轴强度验算
⑴ 最大静张力Fjm
公式:NFfPLfQQgnFtzjm〕<〔jm21)cos(sin)cos)(sin(
式中:-jmF提升机实际最大静张力,N;P钢丝绳每米重量,N/m
tL提升长度,m;][jmF提升机设计需用最大静张力(查提升绞车规格表),N
⑵ 最大静张力差Fjc
公式:〕<〔jc2)cos(sinFfgnQFFjmjc
式中:-jcF提升机实际最大静张力差,N;2f钢丝绳阻力系数
][jcF提升机设计需用最大静张力差(查提升绞车规格表),N
3、 钢丝绳安全系数验算
公式:jmdFQm= 提人:〕>〔=9jmdFQm;提物:〕>〔=5.6jmdFQm
式中:m提升钢丝绳安全系数;dQ钢丝绳中所有钢丝破断拉力总和,N
4、 提升机运动学参数验算 ⑴ 提升系统总变位质量的计算
公式:)/.)(22(1221msNGGGqLnpLnQQgmdjtqpz
式中:m提升系统总变位质量,kg;Q一次提升载荷重量,N
zQ提升容器自重,N;1n主绳根数,单绳双滚筒缠绕式提升系统21n
p主绳每米重量,N/m;pL每根提升主绳实际全长,m
2n尾绳根数;q尾绳每米重量,N/m
qL尾绳实际全长,m;tG天轮的变位重量(查天轮规格表),N
jG提升绞车(包括减速机)的变位重量(查提升绞车规格表),N

一、横截面上的切应力
实心圆截面杆和非薄壁的空心圆截面杆受扭转时,我们没有理由认为它们在横截面上的切应力象薄壁圆筒中那样沿半径均匀分布
导出这类杆件横截面上切应力计算公式,关键就在于确定切应力在横截面上的变化规律。即横截面上距圆心τp任意一点处的切应力p与p的关系
为了解决这个问题,首先观察圆截面杆受扭时表面的变形情况,据此做出内部变形假设,推断出杆件内任意半径p处圆柱表面上的切应变γp,即γp与p的几何关系
利用切应力与切应变之间的物理关系,再利用静力学关系求出横截面上任一点处切应力τp的计算公式
实验表明:等直圆杆受扭时原来画在表面上的圆周线只是绕杆的轴线转动,其大小和形状均不变,而且在小变形情况下,圆周线之间的纵向距离也不变
图8-56
扭转时的平面假设:等直圆杆受扭时它的横截面如同刚性圆盘那样绕杆轴线转动
显然这就意味着:等直圆杆受扭时,其截面上任一根沿半径的直线仍保持为直线,只是绕圆心旋转了一个角度φ
图8-57
现从等直圆杆中取出长为dx的一个微段,从几何、物理、静力学三个方面来具体分析圆杆受扭时的横截面上的应力
图8-58
1.几何方面
小变形条件下
dφ为dx长度内半径的转角,γ为单元体的角应变
图8-59
或
因为dφ和dx是一定的,故越靠近截面中心即半径R越小,角应变γ也越小且γ与R成正比例(或线性关系)
由平面假设:对同一截面上各点
θ表示扭转角沿轴长的变化率,称为单位扭转角,在同一截面上其为常数
所以截面上任一点的切应力与该点到轴心的距离p成正比
p为圆截面上任一点到轴心距离,R为圆轴半径
图8-60
上式为切应力的变化规律
2.物理方面(材料在线性弹性范围内工作)由剪切胡克定律
由于G和为常数,所以