SEW 电机制动器气隙调整方法
- 格式:ppt
- 大小:791.00 KB
- 文档页数:1

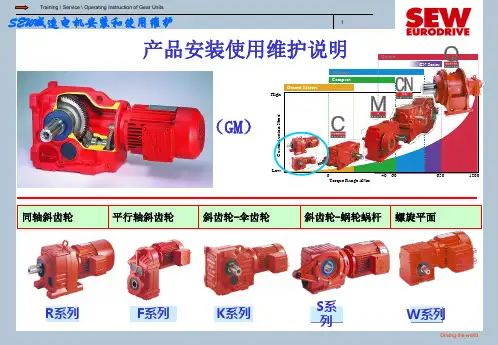
SEW减速机使用维护资料二减速电机的安装调整减速电机是SEW减速机的重要组成部分,对于减速电机的安装调整关系到整个减速机的正常运行和使用寿命。
下面是关于减速电机的安装调整的一些维护资料。
一、安装前的准备工作1.确认减速电机的型号和规格,与减速机的型号和规格相匹配。
2.准备好安装所需的工具和辅助设备,如扳手、千斤顶、托盘等。
3.确认安装位置和安装方式,根据实际情况选择悬挂式、基础式或底座式安装。
二、安装步骤1.将减速电机放置在安装位置上,检查电机和减速机之间的轴承端面的平行度和垂直度,必要时进行调整。
2.使用千斤顶等辅助设备将减速电机悬挂在减速机上,注意保持电机与减速机的同轴度。
3.按照电机的安装标准孔尺寸和安装孔的位置要求,用螺栓将电机固定在减速机上。
注意螺栓的紧固力要均匀,并且不能过紧,以免损坏电机和减速机。
4.安装好电机后,检查电机和减速机之间的轴向间隙和螺栓的紧固度。
三、调整工作1.接通电源,启动减速电机,检查电机的运行方向是否正确。
2.根据实际需要调整电机的速度和转矩,可以通过调整减速机上的齿轮比和电机的电压来实现。
3.观察电机的运行状态和温度,确保其运行平稳、无异常振动和过热现象。
4.检查电机的润滑情况,确保油位充足,润滑脂是否均匀分布。
四、安全注意事项1.在安装和调试过程中,必须切断电源以防止意外伤害。
2.电机在运行时会产生较高的温度,为了防止烫伤,请勿触摸电机外壳。
3.严禁将手指等物体伸入电机内部,以防被夹伤。
4.定期检查电机的电缆、接线盒等部件,确保其正常工作和安全使用。
电机抱闸间隙调整方法电机抱闸间隙调整那可是个技术活,要是没整好,这电机运转起来可就容易出问题。
我还记得之前在一家工厂实习的时候,就碰到过因为电机抱闸间隙没调好,差点出了大事故的情况。
那时候我刚到车间,跟着师傅到处学习。
有一天,一台正在运行的大型设备突然发出一阵刺耳的声音,然后就停了下来。
师傅一听这动静,脸色马上就变了,赶紧带着我们几个实习生跑过去查看。
原来是电机抱闸出了问题,间隙过大,导致制动不及时,设备差点失控。
师傅一边抢修,一边给我们讲解电机抱闸间隙的重要性。
咱们先说这电机抱闸间隙为啥要调整。
你想啊,要是间隙太小,电机运转的时候就会有很大的阻力,不仅费电,还容易磨损部件;要是间隙太大呢,制动效果就不好,就像刚刚那台设备,多危险呐!那怎么调整呢?首先,你得准备好工具,像扳手、螺丝刀这些都是必不可少的。
然后,关闭电机电源,这可是第一步,也是最重要的一步,千万别马虎,要是没断电就去操作,那可就危险了。
接下来,找到抱闸装置,通常在电机的后端。
先松开固定螺丝,这时候要小心,别把螺丝弄丢了。
然后,用扳手慢慢调整抱闸的间隙。
一般来说,间隙的标准是 05 到 1 毫米左右,但具体还得根据电机的型号和使用情况来定。
调整的时候,要一边调整,一边用塞尺测量间隙,确保调整到合适的大小。
可别嫌麻烦,这一步要是没做好,后面还得返工。
调整好间隙后,把固定螺丝拧紧,然后再打开电源,测试一下电机的运转和制动情况。
如果一切正常,那就大功告成啦;要是还有问题,就得重新检查,看看是不是哪里没调整好。
我跟着师傅修完那台设备后,深深地体会到了电机抱闸间隙调整的重要性。
这看似简单的操作,其实需要非常细心和耐心。
在实际工作中,不同类型的电机抱闸可能会有一些差异,但基本的调整方法是差不多的。
比如说,有的电机抱闸是通过调节螺母来调整间隙的,有的则是通过调整弹簧的张力。
不管是哪种方式,都得仔细观察,认真操作。
还有啊,调整完电机抱闸间隙后,一定要记得做好记录,包括电机的型号、调整的时间、调整的数值等等。

SEW减速机使用维护资料二减速电机的安装调整减速电机的安装调整是SEW减速机使用维护中非常重要的一步,良好的安装调整能够保证减速电机的正常运行,延长其使用寿命。
本文将介绍减速电机的安装调整的步骤和注意事项。
1.准备工作在安装调整减速电机之前,应先做好一些准备工作。
首先,要检查减速电机的型号、规格和减速比是否与设备要求相符。
其次,要检查电机的外观是否有损坏,如机壳是否变形、电机轴是否弯曲等。
最后,要准备好所需的安装工具和检测仪器。
2.安装准备首先,需要确定减速电机的安装位置和方向。
安装位置应选择在通风良好、温度适宜的地方,避免阳光直射和潮湿环境。
安装方向应与设备要求相符,可以根据设备的传动方向选择正传或反传。
3.安装电机将减速电机与设备连接之前,应先检查设备的轴承、齿轮等传动部件是否有损坏,是否需要更换或修复。
然后,将减速电机与设备的轴对中,并固定好,确保能够传递足够的力矩。
4.调整安装位置在安装减速电机后,需要进行安装位置的调整。
首先,要检查电机的水平度是否符合要求,可以使用水平仪进行测量调整。
其次,要检查电机的垂直度是否符合要求,可以使用垂直仪进行测量调整。
最后,要检查电机与设备之间的间隙是否合适,如果间隙过大或过小都会对传动效果产生影响,需要进行调整。
5.调整传动效果安装调整完成后,需要进行传动效果的调整。
首先,要检查电机的转速是否符合设备要求,可以使用转速表进行测量调整。
其次,要检查电机的转矩是否符合设备要求,可以使用力矩表进行测量调整。
最后,要检查电机的振动和噪音是否正常,如果有异常需要进行排查和修复。
6.安全操作在减速电机的安装调整过程中,要注意安全操作。
首先,要遵守相关的操作规程和安全规定,切勿违规操作。
其次,要戴好个人防护装备,如安全帽、安全镜等。
最后,要保持现场的整洁和安全,防止发生意外事故。
综上所述,减速电机的安装调整是SEW减速机使用维护中非常重要的一步。
在进行安装调整时,要做好准备工作,确保安装位置和方向正确。
SEW_零点设置方法SEW电机是一种高性能的电动机驱动系统,它广泛应用于各种工业和商业领域。
零点设置是SEW电机系统中的一项重要操作,它用于确保电机在正常运行时能够准确地回到初始位置。
本文将介绍SEW电机零点设置的方法,包括硬件和软件方面的设置。
一、硬件设置:1.确保电机系统处于关闭状态,并将电源开关关闭。
2.确认编码器连接正确,通常编码器有三个连接线:A相、B相和C 相。
将编码器的A相连接到SEW电机系统的A相输入端口,将B相和C相分别连接到对应的输入端口。
3.检查电源线是否正确连接,确保电机系统的输入端口与电源接线盒的输出端口正确连接。
4.检查电流传感器的连接,将电流传感器的信号线A和B分别连接到SEW电机系统的输入端口。
5.检查驱动器的连接,将SEW电机系统的驱动器的输入端口连接到相应的输出端口。
二、软件设置:1.打开SEW电机系统的程序,进入系统的设置界面。
2.选择零点设置选项,进入零点设置界面。
3.根据实际情况选择合适的设置参数,这些参数通常包括零点位置、零点速度和零点加速度等。
确保这些参数能够满足系统的需求。
4.设置完参数后,保存设置并退出零点设置界面。
5.重新启动电机系统,并进行测试运行。
在进行SEW电机系统的零点设置时,需要注意以下几点:1.系统的零点位置是电机在关闭状态下的位置,应该是一个固定的位置。
确保零点位置的设定准确无误。
2.零点速度是电机在回到零点位置时的速度,应该是一个较慢的速度,以确保电机能够准确地停止在零点位置。
3.零点加速度是电机在回到零点位置时的加速度,应该是一个较小的值,以确保电机能够平稳地停止在零点位置。
4.零点设置完成后,应该进行测试运行,以确保系统能够正常工作。
需要注意的是,以上的步骤和参数只是SEW电机零点设置的一般方法,具体的操作步骤和参数设置可能会因不同型号和品牌的SEW电机系统而有所差异。
因此,在进行实际操作前,应该详细阅读SEW电机系统的用户手册,并按照手册中的操作指导进行设置。
SEW制动器1.系统组成;BMG型制动器是直流励磁盘式制动器,由弹簧施加作用力来实现制动,用电磁力组成。
系统满足失效安全原则:当断电时,制动器自动动作。
自动系统主要部件包括:自动线圈柜体,其中嵌入抽头线圈(加热线圈+部分线圈=保持线圈)可移动压力盘制动弹簧可在轴上花健套上移动的制动盘组件和制动器端盖2.基本功能当电磁铁断电时压力盘由制动弹簧压在制动盘上,BMG的制动盘压在制动器的端盖上,电机于是被制动,制动力矩由制动弹簧的个数和型号的决定,若制动线圈提供合适的直流电压供电,电磁力会克服制动弹簧的作用力使压力盘与制动线圈柜体接触,制动盘脱开,电机自由转动,工作气隙对于正确的制动作用是十分重要的,它影响释放和制动时所传递的制动力矩和反应时间,由于制动衬层磨损(正常情况下磨损一般很低),气隙会逐渐增加,因此气隙必须重新调整到最佳数值。
3.双线圈系统SEW制动器的双线圈运行,专门的制动整流器BMG起初只是加速线圈,随后是保持线圈引入线路,加速线圈的强力波动磁化会引起一个很短的制动释放反应事件,而达不到饱和极限,制动盘释放非常快,电动机在几乎没有制动损耗的情况下启动。
4. 制动整流器SEW制动释放反应时间非常短,制动器衬垫盘磨损微不足道,具有很高的启动频率和长的使用寿命,一旦BMG制动器释放,就立即用电子开关切换到保持线圈,制动器磁体充分磁化,这样吸引状态的压力盘就能够安全的保持原状态,当线圈再次切断时,去磁很快,制动距离很短,具有很高的重复精度和安全性。
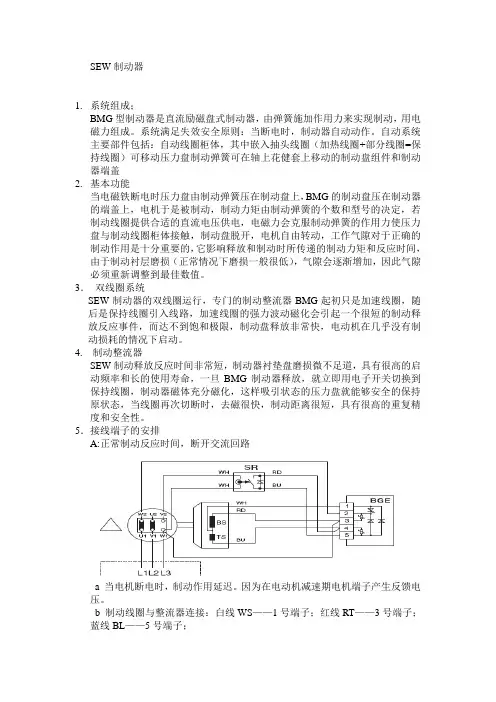
5.接线端子的安排A:正常制动反应时间,断开交流回路a 当电机断电时,制动作用延迟。
因为在电动机减速期电机端子产生反馈电压。
b 制动线圈与整流器连接:白线WS——1号端子;红线RT——3号端子;蓝线BL——5号端子;c 交流电源始终连接整流器:二号和三号B:快速制动反应时间,断开直流回路a 制动线圈与整流器连接: 白线WS——1号端子;红线RT——3号端子;蓝线BL——4号端子;b交流电源始终连接整流器:二号和三号c 整流器端子4号和5号经一外部直流电路电流继电器SR11连接,一旦制动器触发,继电器打开,在整流器内并联成一个变阻器,保护线圈和开关继电器,防止超压。
1.变频器调试步骤:所用软件为M O V I T O O L S设置网关DP地址,然后短接所有变频器的DI01与24VIO端子,然后变频器与PC通信,点扫描,扫描出设备后下载变频器启动信息,即parameter1设置控制方式为VF,根据实际情况设置电机型号,然后修改参数,如P100设为SBUS/Fixed,P101设为SBUS,P600等设为NO FUNCTION,P881设为1,其他变频器也是这样,只是修改一下P881系统总线的地址的数值;然后网关与PC 通信,扫描出与网关通信的所有变频器,然后知道变频器与PLC通信的所用的外设地址,最后把最后一个变频器的S1和S2接通,其余变频器的S1与S2断开,最后在通电状态下把AS接通切记是在所有变频器的S1与S2设置正确的前提下;伺服调试步骤:所用软件为MT_Manger设置伺服DP地址,然后断开DIOO与24VIO,接通DI01与24VIO,同时接通7与9端子,然后软件与伺服通信,通信波特率为57.6,型号为MOVITRAC B,点对点通信方式,下载伺服启动信息,设置转动惯量为100,电机温度过高时立即停止然后把启动信息下载到伺服必须在禁止模式下;然后点通过扩展总线控制,选择通信方式为DP,然后电子齿轮比用默认值,不能点击Caculate,即电子齿轮比全部采用默认值,直接点击NEXT,然后设置软限位,然后下载到伺服必须在禁止模式下;然后进入监控模式,伺服启动必须先设置手动启动,此时状态字Motor turning为1,此时若IPOS reference位为0,必须进行寻参模式,才能启动自动模式,寻参模式启动方法如下:寻参:1.设置P902的参数,确定寻参类型为0,然后在控制模式下通过PC发控制字以及0转速给伺服,即启动寻参,寻参原位信号通过端子DI03端子功能为Reference Travel传入,为1时减速,脱离时停止,同时将当前位置清零,此时IPOS reference位为1;2.寻参过程中,如果Start复位,寻参停止,Start再置位后,如果这时的控制字还是寻参的信号,则还会继续寻参;即start一旦置位,就直接按照控制模式来运行;IPOS reference为1时,可进行自动模式启动,通过发控制字1106给PLC程序将当前位置清零;或者是给伺服控制器发送寻参控制字1106即要想使用自动模式必须先定零点;通过P920与P921更改软极限位置,因为没有使用硬件限位,所以不用硬件限位,硬件限位开关信号通过端子传入;3.HMI画面程序下载:使能CHANNEL2,并且使能REMOTE ,设置通信波特率为1.5M,然后在S7中点击CP5512MPI,点属性,设置为1.5M,即两个设备通信速率相同,否则找不到节点设备,然后在winccflexible中点连接,选择连接设备的plc型号以及通信方式为DP,然后点传输,此时检测HMI画面程序中是否有错误产生,然后更新HMI设备中的OS操作系统,更新完操作系统后,重新传输HMI画面程序;4.CPU与触摸屏通讯设置:断电启动HMI,然后点击HMI设置,在触摸屏点击MPI及DP地址设置,通讯波特率设为1.5mbit/s,设置dp/mpi地址,这样做的目的是确保触摸屏设置与cpu的通讯;5.PLC程序下载:将CPU的开关拨到STOP位置,PC与cpu的MPI接口通信,通信方式为CP5512MPI,CP5512属性中设置PG/PC为节点中的唯一主站,通信速率为187.5KB波特率,然后打开硬件组态,将硬件组态下载到CPU中,然后通过DP接口将程序下载到CPU中,此时通信方式设为自动模式,注意MMC不能带电插拔,否则容易损坏,DP接口可以在运行方式下更改程序;伺服控制器设置软限位时,通过监控过程输入字与过程输出字监控当前位置脉冲,监控时的inc代表脉冲的意思,如果前面设置伺服电子齿轮比时不点击calculate,则在软限位界面输入正反转极限位置;伺服不使用硬限位时,在use hardware switch 中选择no,若选择yes,则DI04和DI05端子接限位开关信号端;6.伺服在手动模式下不能设置目标位置随着按钮按下而增加,因为当松开按键时目标位置为当前位置值加一个很小的值,因为按钮下降沿并没有给伺服发送急停控制字,所以电机会转动,当转动到目标位置时,此时目标位为1,此时会给伺服发送控制字1906,所以电机会停下来,当停下来时电机位置有两种情况:一种是电机停止时由于波动实际位置可能在目标位置处,造成下次发送手动模式控制字被到位发送的控制字1906代替,而且发送零转速,造成按钮不起作用;另一种是电机停止实际位置不在目标位置处,按钮起作用;综上所述,手动模式下最好不要给伺服控制器发送目标位置双字;或者手动时加互锁断开目标位置位,不发送1906;7.伺服控制器与变频器进线电源换相并不影响伺服电机与三相异步电动机正反转;但是伺服控制器输出端必须与电机的接线正确,不能换相,若换相,会造成伺服控制器报8号报警,报警显示速度报警; 伺服过热时会自动打开风扇;到达软限位后78号报警;变频器输出端换相变频器不会报警,但是会造成三相异步电动机旋转方向发生改变;8.变频器端子控制优先于系统总线控制,即如果不修改P600等参数,即使给变频器发送使能,变频器也不会运行,也就无法控制电机;9.网关上面的BUS指示灯亮,表明网关与CPU通讯错误,一般是现场总线接头接触不良或者坏了,若果网关下面的红色H1指示灯亮表明网关与变频器系统总线通讯错误;正常情况下,网关下面H1与H2指示灯不亮,若变为红色,肯定出错;10.用系统总线连接网关与变频器时,即默认情况先通讯波特率都为500,此时通讯距离最远为100米,若超过100米,则把变频器与网关的通讯波特率都设为250;网关通讯波特率设置方法如下:进入studio软件,点扫描,出现网关及下面的变频器,变频器的名字为unnamed,点击网关,右键start,然后选择网关组态,出现对话框,此时无法修改网关通讯波特率,应点菜单设置,选择Authorization leveral授权级别,输入密码:4387;然后选择第二行的波特率,设为250.11.西铸网关H1指示灯不停闪烁是因为网关与变频器通讯受到干扰,所以网关不停扫描变频器,指示灯闪烁说明网关正在扫描变频器,故障原因是系统总线中间断线重新接的线,通讯线都不能接,现场总线也是,现场总线是专用的紫屏蔽线;12.DIP拨码开关:double in_line package双列直插式封装开关,一般接一个上拉电阻或者下拉电阻来做电位输入用;正转:foreward 反转:reversal 变频器端子控制所用电源都是变频器自己提供的,用继电器控制端子电源的通断;三菱E700变频器修改的是4、5、6这三个参数;13.浇注件数清零可以在触摸屏上设置一个按钮,该按钮属性的事件下的单击中设置函数为setvalue,设置值为零;。
SEW制动器介绍SEW制动器是德国施耐德(SEW)公司开发并生产的一种用于工业机械设备的制动装置。
该制动器是一种电气式的制动器,主要功能是实现机械设备的安全停止和保护。
下面将从制动器的工作原理、特点和应用领域三个方面介绍SEW制动器。
首先,SEW制动器的工作原理。
SEW制动器采用电气式制动工作原理,其基本构造包括制动电磁铁、制动盘和摩擦片。
当电气系统断电时,制动器通过制动电磁铁产生磁力,压紧制动盘和摩擦片之间的气隙,实现制动盘的固定。
通过这种方式,SEW制动器能够阻止机械设备的运动,保证设备的安全停止。
其次,SEW制动器的特点。
SEW制动器具有以下几个特点:1.易于安装和维护:SEW制动器采用模块化结构设计,部件之间的连接简单可靠,使得安装和维护变得更加方便快捷。
2.高效节能:SEW制动器采用先进的电气控制技术,能够实现制动速度的快速调节和精确控制,提高设备的生产效率。
另外,SEW制动器还具有能量回收功能,能够将制动时产生的能量回收利用,实现能源的节约。
3.故障保护:SEW制动器具有故障保护功能,能够检测并自动报警或停机,确保设备的安全运行。
4.耐用可靠:SEW制动器采用高强度材料制作,表面经过特殊处理,具有较强的耐磨性和耐腐蚀性,使用寿命长。
另外,SEW制动器的制动力可根据需要进行调节,能够适应不同工况下的制动要求。
最后,SEW制动器的应用领域。
SEW制动器广泛应用于各种工业机械设备,包括起重机械、输送设备、机床设备、风电设备等。
在起重机械中,SEW制动器能够实现重物的平稳起停和位置控制,确保起重作业安全可靠。
在输送设备中,SEW制动器能够控制物料的传送速度和停止位置,提高生产效率。
在机床设备中,SEW制动器能够对工件进行精确的加工和定位,保证加工质量。
在风电设备中,SEW制动器能够实现风轮的快速制动和停止,确保设备的安全运行。
综上所述,SEW制动器是一种用于工业机械设备的制动装置,具有安装维护简单、高效节能、故障保护、耐用可靠等特点,广泛应用于起重机械、输送设备、机床设备、风电设备等领域。
sew电机抱闸间隙标准
SEW电机抱闸间隙标准是指SEW电机与抱闸之间的间隙要符合
的标准。
抱闸是用来控制电机停止运转的装置,间隙的大小直接影
响到电机的停止效果和性能。
一般来说,SEW电机抱闸间隙的标准
是根据具体的型号和规格来确定的。
一般情况下,SEW电机的抱闸
间隙标准会在产品的技术规格书或者使用说明书中有详细的说明。
在实际应用中,SEW电机抱闸间隙标准的确定需要考虑多个因素。
首先是安全性,间隙不能过大,否则会影响抱闸的灵敏度,导
致停止不及时或不彻底,从而影响设备的安全运行;其次是性能,
间隙也不能过小,否则会增加电机和抱闸的磨损,降低其使用寿命,甚至引起故障。
因此,SEW电机抱闸间隙标准的确定需要在安全性
和性能之间进行权衡。
另外,SEW电机抱闸间隙标准的确定还需要考虑具体的应用场
景和工况。
不同的工况下,对抱闸的要求也会有所不同,因此在确
定间隙标准时需要充分考虑实际的使用环境和要求。
总之,SEW电机抱闸间隙标准的确定是一个综合考虑多个因素
的问题,需要根据具体的型号规格、安全性、性能和应用环境等因素来进行综合评估和确定。
希望以上回答能够满足你的要求。
SEW变频器调试步骤一.确保连线全部完成,控制回路无接线差错。
二.给变频器加上电1.调出850参数(语言选择),将其设定成English(英语);2.调出802参数,将short menu设定成off。
三.变频器运行(一).开各台变频器(开环运行)1.调出770参数,将其设定为V/F模式;2.本控:调出870参数,显示:870 NOMANVAL OPERATION按→键,再按↑键显示:ROTATION SENSECCWE =EXIT CW按←(反转) 或→(正转) 键起动;按Q 键停止;3.外控①短接41 —44 号端子( 或由电路开关加上此起动信号),②加入给定信号。
(二)联机运行(闭环运行)(此时必须将各台电机线、刹车线及编码器全部接上,此步可用来排除编码器接线错误。
)1.调出770参数,将其设定为speed control;2.调出510参数,设为yes;3.调出520参数,设为yes;4.开各台变频器(以上述开环运行方式开各台变频器)如报出10号故障,可能是相序错,调整相序开机;如报出12号故障,也可能是相序错,调整相序开机。
四.联动开机(开不出可能与各类参数设定有关)(一)短接从机102-44号端口(即自由运行状态)(二)开主机启动(三)主机开出后,辅机逐个脱去102-44号短接线注: 1 灌装机不允许反转2洗瓶机整体反转操作(指穿上大链后):①将主机41号端口线拆下,接入42号端口,正常开机则可;②各台辅机正、反转微调:A短接102、44号端口(即自由运行状态)B以变频器旁按钮盒操作,即将旋钮打在正或反转状态C按下点动按钮,将链条松紧调至合适位置(与机械配合).附主要参数(其他参数按图纸设定)灌装机(以GY80为例)灌装机参数设定主动机从动机注:编码器部分94(+5V)97(0V)编码器电源95(+5V)96(0V)传感器电源对于编码器有10个端口的94、95、96、97必须分开8 个端口的:94、95 96、97故障信号和故障原因清单:。