chapter6 钨极氩弧焊
- 格式:ppt
- 大小:4.39 MB
- 文档页数:115

手工钨极氩弧焊操作规程1.设备准备:a.检查焊接设备的电源线是否接好,并保证设备接地良好;b.检查氩气瓶的压力是否足够,并确认气瓶阀门关闭;c.检查气体管道和电缆是否完好无损;d.清理工作台和周围环境,确保无杂物和易燃物品。
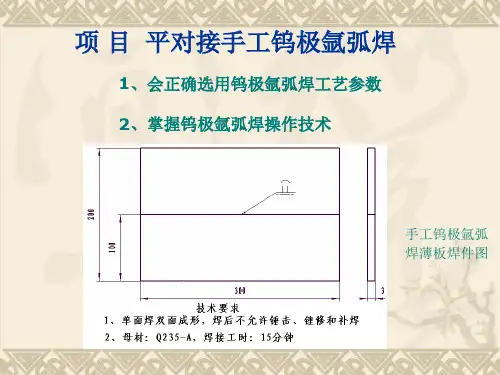
2.焊接准备:a.选择合适的钨极,根据焊接材料和厚度选择合适的直径和长度;b.将钨极研磨成尖锐的锥形,确保钨极端面和侧面光洁;c.根据焊接材料和厚度设置焊接电流和焊接速度。
3.气体准备:a.打开氩气瓶阀门,调节氩气流量,确保气流稳定且足够;b.打开气体流量计,并确保气体管道和气龙头无泄漏。
4.焊接操作:a.将工件夹紧在工作台上,确保电极和工件的接触良好;b.用手持钨极夹紧钨极,并将钨极靠近工件表面;c.点火时,将钨极尖端轻轻触碰工件表面,然后迅速离开;d.保持适当的钨极与工件间距,一般为2-4mm;e.焊接时保持稳定的手持姿势,垂直于焊接表面;f.焊接时,将钨极的一个端面放在焊缝对底部,将焊缝一直旋转焊接,保持均匀的焊缝;g.焊接完成后,停止电流并迅速将发热工件放置在耐热垫上,避免烫伤。
5.焊后处理:a.焊接完成后,切断电源,关闭氩气瓶阀门;b.清理焊接区域,将焊渣和灰尘清除干净;c.检查焊接质量,确保焊缝完整且质量可靠。
6.注意事项:a.穿戴防护装备,包括手套、护目镜等,以防止受伤;b.在操作过程中要注意电流大小和焊接速度,避免焊接过热或过快;c.在加工过程中,不得随意更改焊接参数,以免影响焊接质量;d.氩气瓶存放时,要注意避免受热和防止撞击;e.焊接完成后,要及时切断电源,避免发生意外事故。
7.常见问题及处理方法:a.焊缝出现气孔:检查氩气流量是否足够,钨极是否干净;b.焊缝不均匀:检查焊接速度是否过快或过慢,保持稳定的手持姿势;c.焊接过热:降低电流,控制焊接时间;d.焊接材料遗留在焊缝上:清理焊缝和钨极,调整电流和焊接速度。
手工钨极氩弧焊操作规程(2)手工钨极氩弧焊(Tungsten Inert Gas Welding,TIG焊)是一种常用的手工电弧焊接方法,适用于钢、铝、铜等金属的焊接。

手工钨极氩弧焊操作规程1. 引言手工钨极氩弧焊是一种常见的焊接方法,广泛应用于金属制品的制造和维修领域。
本操作规程旨在规范手工钨极氩弧焊的操作流程,确保焊接过程的安全性和焊接质量。
2. 材料准备2.1 钨极•选择合适材质的钨极,常用的有纯钨极、钨钼合金钨极等。
•钨极的直径和长度根据需要进行选择,一般直径为1.0-3.2mm,长度为150-175mm。
2.2 氩气•使用纯度不低于99.99%的氩气。
•确保氩气供应充足,并检查氩气瓶和输送管道的安全性。
2.3 焊接材料•根据焊接需要选择合适的焊丝或焊条。
•确保焊接材料的质量合格。
2.4 个人防护装备•戴上合适的焊接面罩,保护眼部和面部。
•穿戴防火服、安全鞋等焊接防护装备。
3. 设备准备3.1 氩弧焊机•检查氩弧焊机的电源线和接地线是否齐全且无损坏。
•确保氩弧焊机的电源接地可靠。
•根据焊接需求设置合适的电流和电压。
3.2 夹具和支架•确保夹具和支架能够稳定固定焊件。
•对于大型焊件,应采用专用夹具和支架。
4. 操作步骤4.1 准备焊工作区•清理工作区,确保无杂物和易燃物。
•划定安全区域,设立明显的警示标志。
4.2 准备焊件•对需要焊接的焊件进行清洁,去除表面的油污、氧化物等。
•使用锉刀、砂纸等工具去除锈蚀或不平整的表面。
4.3 安装钨极和焊接材料•将钨极安装到手持焊枪或夹具中,注意钨极的紧固度。
•根据需要,在钨极上加装刹车套。
4.4 连接气源和控制线•连接氩气瓶和气体输送管道,确保气源畅通。
•连接手持焊枪和氩弧焊机的控制线,检验线路是否连接正确。
4.5 开始焊接•打开氩气瓶阀门,调节氩气流量,一般为8-12升/分钟。
•启动氩弧焊机,调节焊接电流和电压。
•将焊枪靠近焊件,产生氩弧并开始焊接。
•控制焊接速度和焊接角度,保持焊缝均匀。
4.6 焊后处理•关闭氩气瓶阀门,停止气体供应。
•将焊件置于通风处冷却。
•对焊接部位进行清理,去除焊渣和氧化物。
5. 安全注意事项5.1 防止火灾和爆炸•确保焊接作业地点通风良好,减少氩气积聚。