9.4 冲裁工艺力
- 格式:ppt
- 大小:1.95 MB
- 文档页数:8
冲裁力计算
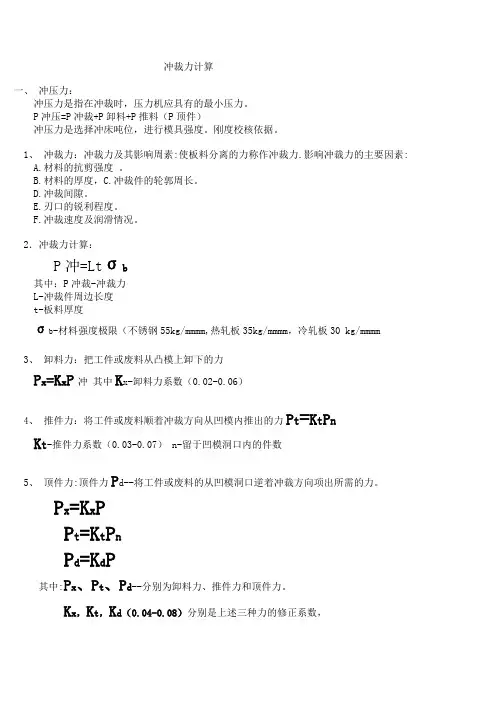
一、 冲压力:
冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料(P顶件)
冲压力是选择冲床吨位,进行模具强度。刚度校核依据。
1、 冲裁力:冲裁力及其影响周素:使板料分离的力称作冲裁力.影响冲裁力的主要因素:
A.材料的抗剪强度 。
B.材料的厚度,C.冲裁件的轮郭周长。
D.冲裁间隙。
E.刃口的锐利程度。
F.冲裁速度及润滑情况。
2.冲裁力计算:
P冲=Ltσb
其中:P冲裁-冲裁力
L-冲裁件周边长度
t-板料厚度
σb-材料强度极限(不锈钢55kg/mmmm,热轧板35kg/mmmm,冷轧板30 kg/mmmm
3、 卸料力:把工件或废料从凸模上卸下的力
Px=KxP冲 其中Kx-卸料力系数(0.02-0.06)
4、 推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPn
Kt-推件力系数(0.03-0.07) n-留于凹模洞口内的件数
5、 顶件力:顶件力Pd--将工件或废料的从凹模洞口逆着冲裁方向项出所需的力。
Px=KxP
Pt=KtPn
Pd=KdP
其中:Px、Pt、Pd--分别为卸料力、推件力和顶件力。
Kx,Kt,Kd(0.04-0.08)分别是上述三种力的修正系数, P——冲裁力;
n—— 查正表卡在凹模洞口内的件数,锥形出口无工件卡住,故Pt=0,不计算推件力。
6、总的冲压力选择压力机吨位时,冲压力计算要根据冲模的具体结构考虑其计算方法。
1) 刚性卸料装置自然落料方式:Pz=P+Pt=P+KtPn
2) 主要性卸料的和主要性顶料装置:Pz=P+Pa+Pd=P+KxP+KzP
3)主要性缺卸装置自然落料方式:Pz=P+Px+Pt=P+KxP+KtPn
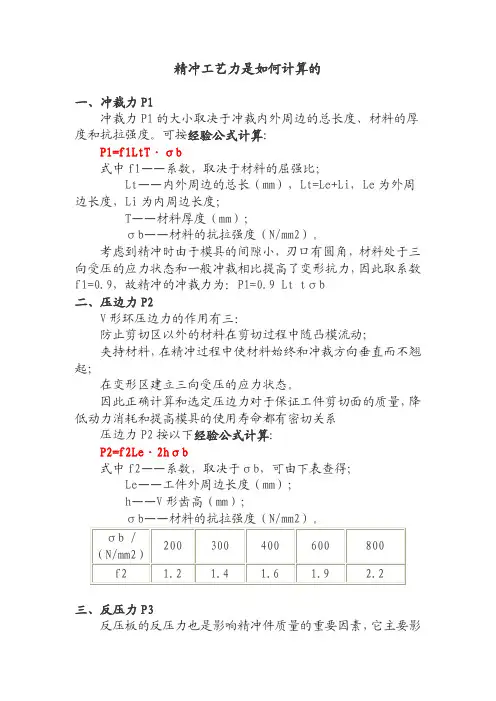
精冲工艺力是如何计算的
一、冲裁力P1
冲裁力P1的大小取决于冲裁内外周边的总长度、材料的厚
度和抗拉强度。可按经验公式计算:
P1=f1LtT·σb
式中f1——系数,取决于材料的屈强比;
Lt——内外周边的总长(mm),Lt=Le+Li,Le为外周
边长度,Li为内周边长度;
T——材料厚度(mm);
σb——材料的抗拉强度(N/mm2)。
考虑到精冲时由于模具的间隙小,刃口有圆角,材料处于三
向受压的应力状态和一般冲裁相比提高了变形抗力,因此取系数
f1=0.9,故精冲的冲裁力为:P1=0.9 Lt tσb
二、压边力P2
V形环压边力的作用有三:
防止剪切区以外的材料在剪切过程中随凸模流动;
夹持材料,在精冲过程中使材料始终和冲裁方向垂直而不翘
起;
在变形区建立三向受压的应力状态。
因此正确计算和选定压边力对于保证工件剪切面的质量,降
低动力消耗和提高模具的使用寿命都有密切关系
压边力P2按以下经验公式计算:
P2=f2Le·2hσb
式中f2——系数,取决于σb,可由下表查得;
Le——工件外周边长度(mm);
h——V形齿高(mm);
σb——材料的抗拉强度(N/mm2)。
σb /
(N/mm2) 200 300 400 600 800
f2 1.2 1.4 1.6 1.9 2.2
三、反压力P3
反压板的反压力也是影响精冲件质量的重要因素,它主要影响工件的尺寸精度、平面度、塌角和孔的剪切面质量,增加反压
力可以改善上述质量指标,但反压力过大会增加凸模的负载,降
低凸模的是使用寿命。因此和压边力一样均需在实际工艺过程
中,在保证工件质量的前提下尽量调到公式计算:
P3=pF
式中F——工件的平面面积(mm2)
p——单位反压力(N/mm2),p一般为20~70 N/mm2。
反压力按上式计算波动范围较大,它也可用另一经验公式计
算:
P3=20% P1
四、总压力Pt

精密冲裁工艺及精冲
引言
精密冲裁工艺是一种通过冲压设备将金属材料加工成所需形状和尺寸的工艺。精密冲裁工艺在许多行业中广泛应用,如汽车、电子、电器等。本文将重点介绍精密冲裁工艺及精冲的相关知识。
精密冲裁工艺
冲裁工艺原理
精密冲裁工艺是指通过冲孔模具将金属板材进行切割和成形的工艺。冲裁工艺使用冲压设备将板材置于模具中,然后通过加压使模具与金属板接触,产生强大的冲击力,将金属板切割或成形。
冲裁模具
冲裁模具是精密冲裁工艺中的关键部分,其设计和制造对工艺精度和产量起着至关重要的作用。冲裁模具通常由冲头、模座和模具板组成。冲头是与冲孔形状相匹配的部件,模座用于固定冲头,而模具板则用于支撑工件和传递冲击力。
冲裁工艺流程
精密冲裁工艺的一般流程如下: 1. 材料准备:选择合适的金属板材,进行去毛刺、清洗等预处理工作。 2. 模具设计:根据产品需求和工艺要求,设计并制造合适的冲裁模具。 3. 板材上料:将金属板材放置在冲压设备上,固定好位置。 4. 冲裁操作:将冲头与金属板材接触,施加压力进行冲压操作。 5. 完成产品:冲裁后的金属板材根据需要还需要进行后续处理,如清洗、打磨等。
精冲
精冲概述
精冲是精密冲裁工艺中的一种常见操作,其目的是在金属板材上冲制孔洞或形状。精冲操作需使用精密冲裁机械和合适的冲头。
精冲模具
精冲模具是用于进行精冲操作的关键工具。具体而言,精冲模具通常由冲头、孔模和模座组成。冲头通常由硬质合金制成,其形状和尺寸根据所需冲裁形状而定。孔模是冲孔形状的镜像,用于固定和引导冲头,而模座则用于支撑工件和传递冲击力。 精冲工艺要点
精冲工艺相对于一般冲裁工艺更为复杂,需要注意以下要点: - 冲压力度:冲压力度与冲切深度有关,需要根据具体产品要求进行调整。 - 材料选择:不同材料的强度和韧性差异较大,需要根据产品要求选择适合的材料。 - 冲裁速度:合理的冲裁速度能够提高生产效率,但过高的速度可能导致产品质量下降。 - 模具维护:定期检查和维护精冲模具,保证其准确性和稳定性。
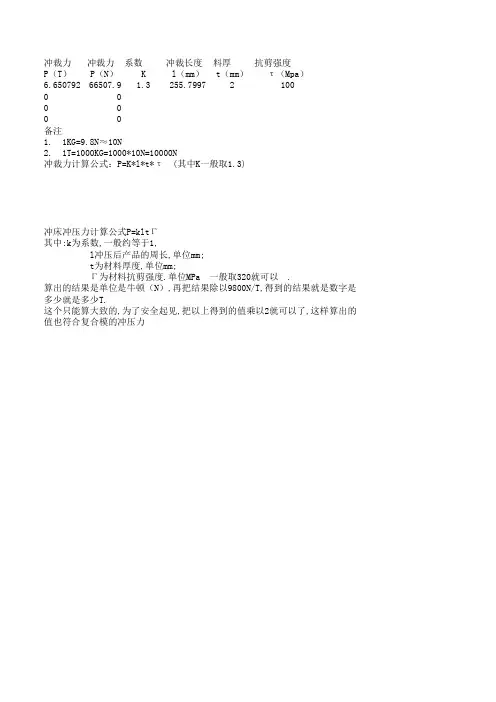
冲裁力冲裁力系数冲裁长度料厚抗剪强度(Mpa)
P(T)P(N)Kl(mm)t(mm)τ(Mpa)
6.65079266507.91.3255.79972100
00
00
00
备注1. 1KG=9.8N≈10N
2. 1T=1000KG=1000*10N=10000N
冲裁力计算公式:P=K*l*t*τ (其中K一般取1.3)
冲床冲压力计算公式P=kltГ
其中:k为系数,一般约等于1,
l冲压后产品的周长,单位mm;
t为材料厚度,单位mm;
Г为材料抗剪强度.单位MPa 一般取320就可以 .
算出的结果是单位是牛顿(N),再把结果除以9800N/T,得到的结果就是数字是
多少就是多少T.
这个只能算大致的,为了安全起见,把以上得到的值乘以2就可以了,这样算出的
值也符合复合模的冲压力