利用编码和极线约束相结合的方法实现工业摄影测量中的点匹配
- 格式:pdf
- 大小:208.48 KB
- 文档页数:3
3国家自然基金资助项目(项目编号:50475176
)
3北京市自然科学基金资助项目(项目编号:KZ200511232019
)
3北京市优秀人才培养专项经费资助项目(项目编号:20041D0500601
)
收稿日期:2005年10月
利用编码和极线约束相结合的方法实现工业摄影测量中的点匹配
董明利1,2 齐晓娟2 吕乃光2 王永强2 潘志康2 祝连庆2 1北京理工大学 2北京机械工业学院摘 要:提出一种利用编码和极线约束相结合实现点匹配的方法,该方法利用圆环式编码点作为识别码标识区域。此类编码点具有旋转、缩放、变形的无关性,测量点是与编码点中心圆斑大小一样的圆斑。针对大尺寸测量对象中点的匹配问题,本文提出了分区的思想。首先进行区域匹配,即粗匹配;然后利用极线约束匹配小区域测量点,即细匹配,这样就完成了整个匹配。试验表明该方法能够有效地降低数据处理时间,提高匹配率和自动化程度。关键词:编码点, 极线约束, 图像匹配, 摄影测量
PointMatchinginIndustrialPhotogrammetrywithCodedPointandEpipolarConstraintDongMingli QiXiaojuan LuNaiguang
etal
Abstract:Apointmatchingmethodwithcodedpointsandepipolarconstrainisdescribed.Thecircularcodedpointsareknownasidentifiersthatareusedtoidentifydistracts.Identifyingthecodedpointsisnotaffectedwhenthecodedpointscomeforthrotation,zoominganddeformation.Theradiusofthemeasuredpointisthesameastheradiusofthecodedpointscircle.Tosolvethepointmatchinginhugeshapemeasurement,theideaoftheplottingareaispresented.First,thesubareasarematched,name2ly,crassitudematching,thenthemeasuredpointsarematchedwithepipolarconstraintinthesubareasofleftandrightimages.Theresultshowsthatthismethodisvalidandreliableinloweringdataprocessingtime,improvingimagematchingveracityandau2tomaticdegree.Keywords:codedpoint, epipolarconstraint, imagematching, photogrammetry
1 引言图像匹配是指同一场景在两个不同视点的图像之间或者多个视点的图像之间的对应关系,是摄影测量中关键的一步。在工业摄影测量领域中,实现大尺寸测量对象测量自动化一直是一个难题,而匹配自动化又是实现测量自动化的关键。近年来为了实现匹配自动化,人们致力于图像匹配算法的研究,各种各样的算法层出不穷。目前根据匹配的基本原理将这些算法分成两大类:①基于灰度相关的匹配;②基于特征的匹配。单纯的编码法受到编码容量的限制,不适合大尺寸的测量,并且读取编码的错误对匹配结果有着直接的影响;而单纯的极线法由于受到透镜畸变的影响,对大尺寸测量对象的匹配率不高。针对以上缺点,本文提出了一种利用编码和极线约束相结合实现点匹配的方法。该方法利用圆环式编码点作为识别码来标识区域,此类编码点具有旋转、缩放、变形的无关性,测量点是与编码点中心圆斑大小一样的圆斑。针对大尺寸测量中点的匹配问题,本文提出了分区的思想。首先进行区域匹配,即粗匹配,然后利用极线约束实现区域内测量点的匹配,即细匹配。根据匹配的基本原理划分,该方法属于基于特征的匹配。
2 匹配的基本原理(1)物体表面一般都是光滑的,因此物体表面上
各点在图像上的投影是连续的,其视差也是连续的;
(2)区域匹配,即粗匹配,是指将大的表面分成
几个部分,然后通过某种对应关系或者某种方法,将同一场景不同视点的区域匹配;
(3)用
V
1和V2
两个摄像机同时观察空间点P,
若该点在摄像机V1成像平面I1与在摄像机V2成像平面I2上的成像点分别为p1和p2,则称p1和p
2
为对应点,且一一对应;
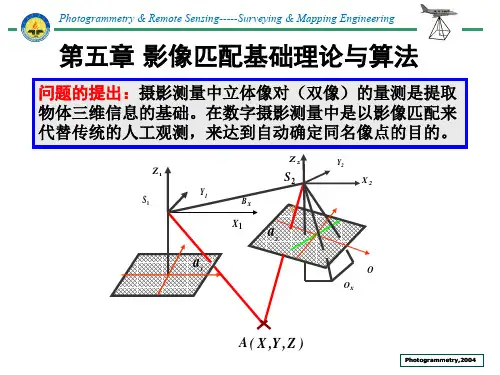
(4)极线约束:如图1所示,如果
p
1和p2
为对
应点,则由于p1,p2,V1,V2在同一平面S上,p1与p2分别位于S与两个图像平面I1和I2的交线ep1
372006年第40卷№4和ep2上,ep1(ep2)称为I2(I1)图像上p2(p1)点的极线。图1 摄影测量中双摄像机几何关系 3 利用编码点实现区域匹配在工业摄影测量中,测量大尺寸时所需的测量点较多。为了快速、准确地实现测量点的匹配,首先应采用分区的方法将给定的测量表面利用编码点划分成几个较小的区域;其次,判断测量点的归属;最后,通过识别编码点实现不同视点下的两幅图上的小区域的粗匹配。该方法采用双环式编码点标识区域。311 编码点的设计要求(1)旋转、缩放和变形的无关性在工业摄影测量中,由于双摄像机是从不同的角度采集图像,在两幅图中,同一个点会出现大角度的旋转和缩放以及不同程度的变形。要提高编码识别的可靠性,必须满足旋转、缩放和变形的无关性。(2)编码尺寸适当编码尺寸太大,粘贴时易变形,会影响测量精度;编码尺寸太小,又会受到CCD分辨率的影响,在获取的图像上难以识别编码。(3)容易实现编码元的自动识别编码元的自动识别是指:在图像中编码元的自动检测、中心确定以及码值的读取。设计的具体编码应比较容易实现编码元的自动识别。(4)编码容量大编码容量就是编码元的总数量。312 编码点的识别和读取(1)双环式编码点图2 双环式编码点 图2给出的双圆环式的编码点内部有1~4个圆环段,外圆围绕内圆环段可分布0~2个圆环段。圆环段均为黑色。(2)双环式编码点的识别和读取
读取编码点编码值时,沿着圆轨迹的逆时针方向分别读出子编码值,然后将子编码以列队的形式组合起来组成最终编码值。将子编码按逆时针方向,由圆心向外,组成峰值和谷值的灰度值可被二值化成0或1,用峰值作为编码值。图2双环式编码点的码值是111101100100。此种编码方式,最多共有4
个子码,每个子编码有4种排列方式,排除重复的编码,其编码容量共有108个。
4 利用极线约束实现测点匹配利用极线约束进行测点匹配,求出图1中左相面上的测量点在右相面中对应的极线方程,然后再搜索离这条极线距离最近的点,即为对应的匹配点。411 摄像机模型和投影矩阵M
[1]
本文采用的摄像机模型为经典的针孔模型(pin2holemodel),它表示物点、投影中心和像点位于
同一直线上,其成像关系满足理想的透射变换关系。设P(xw,yw,zw)T是物空间坐标系中的一点;p
(x,y)T代表P在像面上的像点坐标,则物点与像点
间的透射变换关系可表示为
λxy1=Mxwywzw/1(1)
式中,M为投影矩阵。412 极线方程的求解[1]两个摄像机的投影矩阵为M
1,M2,
对于每一个
3×4矩阵Mi(i=1,2),设Mi=[Mi1 mi](2
)
式中,Mi1为投影矩阵左方的3×3矩阵;mi为投影矩阵的第4列。令向量n=m2-M21M-111m1,[n]x为由向量n
确定的反对称矩阵,对于一对匹配点p
1(x1,y1)、p2
(x2,y
2
)有如下的极线方程
uT2[n]xM21M-111u1=0(3)
式中,u1=[x1,y1,1]T,u2=[x2,y2,1]T。
5 试验结果及结论如图3所示,试验对象为直径600mm的微波天线,利用尼康D100数码相机从两个不同的角度进行图像采集。右侧是定标靶,在其表面上共粘贴了5
47工具技术个编码点及36个测量点。具体匹配过程为:图像采集进来后通过两条路线进行处理,一路进行二值化,一路进行边缘提取。Canny算子提取出的边缘图像利用hough变换求出点中心,利用点中心数据在二值化图像上区分测量点和编码点,然后进行编码点的识别和区域的匹配,之后利用极线约束进行细匹配(见图4)。(a)(b)图3 不同角度采集的图像图4 匹配流程图我们分两种情况进行了匹配对比实验,即分区和不分区。利用编码点分区匹配时,匹配结果是36个点中正确匹配30点,6点误匹配,匹配率为8313%;在不分区的情况下,对天线上的测量点直接利用极线法进行匹配,36个点中正确匹配23点,13
点误匹配,匹配率只有6319%。从匹配结果可以看出,利用编码点将大的测量区域分成若干个子区的方法,对减少匹配搜索范围、降低搜索时间、提高匹配率具有较明显的作用,特别是对大尺寸、大型面物体测量时的快速自动化匹配提供了一种很好的解决思路。
参考文献1 马颂德,张正友.计算机视觉—计算理论与算法基础.北京:科学出版社,1998
2 ZZhang,RDeriche,OFaugeras.Arobusttechniqueformatchingtwouncalibratedimagesthroughtherecoveryoftheun2knownepipolargeometry.ArtificialIntelligenceJournal,1995,78(10):87~1193 YonghongXie,QiangJi.Anewefficentellipsedetectionmethod.IEEE,20024 SusumuHattori,KeiichiAkimoto,CliverFraseretal.Auto2matedprocedureswithcodedtargetsinindustrialvisionmetrolo2gy.PhotogrammericEngineering&RemoteSensing,2002,68(5):441~446.
5 向登宁,邓文怡,燕必希等.利用极线约束方法实现图像特征点的匹配.北京机械工业学院学报,2004,12:21~23第一作者:董明利,北京理工大学在职博士生,北京机械工业学院副教授,100085北京市
机械工业用钢需求总量增加和品种性能要求提高
2006年,国内机械工业用钢需求变化趋势仍呈现下述特点:单耗不断下降;需求总量继续增加;品种及性能要求不断提高;部分特种钢材供求矛盾仍比较大。尽管机械工业钢材单耗降低,但对钢材品种及性能的要求有所提高:一是随着重大技术装备的大型化、参数的极限化,需开发更多具有耐高温、耐高压及耐辐射、耐腐蚀等性能要求的新品种钢材;二是火电设备由亚临界向超临界、超超临界发展,压力、温度要求都上了一个新台阶,需要耐高温、耐腐蚀的钢材;三是大型煤液化装置需要耐高温、耐高压、耐腐蚀、耐磨损的钢材;四是大型核电设备需要耐高温、耐高压、耐腐蚀、耐磨损的钢材;五是高速铁路轴承需要高质量的真空脱气钢等。目前紧缺的钢材品种主要有:制造发电设备所需的板管材、汽车用钢板、大型变压器所需的取向冷轧矽钢片、模具用钢材、锻造用钢材、轴承用钢材等。