绿色热处理的探讨
- 格式:pdf
- 大小:1.76 MB
- 文档页数:7
72018年 第6期热加工www.mw1950.com
M管理与控制anagement & Control
绿色热处理的探讨■ 邹磊,侯奎,孙清汝,王锡樵
热处理是改变机械构件的性能,提高使用寿命的重要手段之一,为此受到人们的重视并被广泛地使用。特别是近几十年来拥有热处理专业厂及企业内部的热处理分厂或车间(工段、小组)多具有一定的规模和水平,有的企业达到了国外先进水平,但是目前还是有相当数量的热处理企业存在着规模小、技术水平低、能耗大、三废处理不达标,严重地影响了热处理构件的质量,并影响了企业的发展及人们的生活质量。为此我们应该全面推动绿色制造和互联网+数字化热处理车间,建立绿色工厂,达到绿色热处理的技术要求及标准。绿色热处理是一种综合考虑对环境的负面影响最低和资源使用效率最高的现代化制造模式,在整个生产过程中使企业的经济效益和社会效益的可持续发展达到最优化摘要:在现代制造业中热处理企业的厂房、工艺、辅助材料、淬火冷却介质、工艺装备及经过热处理的产品都必须是环保和节能的,也即应该实施绿色热处理。特别是“中国制造2025”提出了在我国全面推动智能和绿色制造技术的战略目标,有鉴于此,热处理行业也必须实施智能化和集成化生产,热处理设备、工艺、能耗,以及废气、废水、废渣的排放、处理和回收利用,均须环保、安全和规范。关键词:绿色热处理;环保;节能;绿色与智能扫码了解更多和最稳定。1. 热处理厂房的要求
(1)专业热处理工厂 专业热处理工厂是国家大力推荐的项目,它可以替代一些分散、能耗大、规模小、技术装备及工艺落后的热处理小作坊。热处理专业厂的建立可以提高构件的热处理质量和产量、提高劳动生产率、降低能耗、减少环境污染、提高人们的生活质量等优势。目前还应该继续做大做强,使之达到国外先进热处理企业的水平,国外工业发达国家其热处理专业化工厂达到了80%以上,而我国则少于30%。专业热处理工厂的选址和布局应该在当地整体工业区布局的下风向,厂房是带有气楼的独立建筑,对于北方地区的气楼需要加装能调节通风角度大小的玻璃窗,南方地区也可以做成下沉式气窗,效果
也是很好的。一般工厂的厂房高度≥9m、跨距≥15m,若有喷砂、抛丸等有粉尘产生的工序,它们的位置必须在该热处理厂房内的下风向,并有单独的消声防尘的隔离间。厂房排水沟内的污物和生产过程中的废油,要经油水分离器处理后分别进入废油回收桶及进入热处理的专用废水处理池中进行无害化处理合格后才能排放,厂房内的油烟等有毒废气经油烟分离器(装置)集中净化处理后才能对空排放,厂房内的供水应将生活用水和工业用水区分开。为节约用水,工业用水要有专门的循环储水池,水的冷却采用风冷装置,水温采用计算机自动控制。电缆的布置应该在地面上方一定高度并有明显标志的电器组装盒内,不建议放在电缆沟内挂放。涂有标志的各种可控气氛管路、上下水管等可以在82018年 第6期 热加工www.mw1950.com
M管理与控制anagement & Control
排水沟内的支架上排放,排水沟上面的专用盖板需要有一定的厚度和强度的钢板组成。厂房内应透气、能自然采光且明亮,室内的光照度应该≥300lx、检测区≥500lx,厂房内需要配有应急照明。厂房内的环境温度对于中小型企业要求在14~16℃、大型企业在12~14℃、辅助房在10~20℃,这对一般企业来说有一定
的难度,仅局部区域能够达到要求,但工业发达国家的热处理工厂都装有中央空调来保证达到此要求。办公室、金相室、硬度检测室、热工仪表室的温度在15~16℃,这个国内企业基本能够达
到要求。厂房内应配有更衣室和淋浴房,厂房内外均要留有消防通道,消防器材设施的摆放要求标志明显、取用方便。对于天然气、丙烷、甲醇、液氨、液氮、各类渗剂和淬火冷却介质等化工原料需要具有通风良好并有消防设施的隔离间。热处理设备配置的控制柜(仪表及计算机等)根据需要而建立专用控制间。设备需要安装水、电、各种气体消耗等计量仪表,并记录消耗情况,便于成本核算。厂房﹙车间﹚内的设备和有关装置的平面布置应根据产品的技术要求、工艺流程,以及设备的有效利用率等做到合理摆放,避免或减少往返次数,降低物流成本。生产过程中的待热处理件、热处理完工件及不合格品或待处理件要有明显的标志和隔离区域摆放,杜绝混乱现象,做好安全文明生产管理,企业的管理水平要达到互联网+数字化生产
的现代化管理的目标。(2)大中型企业的热处理厂房 大中型企业都有自己的热处理分厂,根据生产流程,工序间若有感应加热的热处理工艺可以放在机械加工的生产线上,只要做好抽风吸烟、排污等环保措施即可。其热处理分厂的位置应该在全厂平面布置的下风向,不建议热处理分厂放在有楼层的厂房内,避免废气、废油、污水等影响机械加工产品的质量,其他技术要求同专业热处理工厂基本一样,不再赘述。2. 绿色热处理工艺
绿色热处理工艺就是要从工艺方法上着手,在确保热处理工件质量的前提下,利用最环保的、最节能和最精密的工艺方法,来取代陈旧落后的工艺过程,用新技术、新材料、新工艺和新设备,来替代不适应现代技术要求的、陈旧的、能耗大的、落后的热处理工艺或设备(如有毒有害的盐浴处理、铅浴热处理、重质耐火材料、电子管式高频、机式中频等处理),用清洁环保的轻质耐火材料、可控气氛热处理、真空热处理、晶体管高中频、超音频热处理等少无氧化热处理工艺来实现,利用铸造、锻造、轧制余热淬火替代机械构件的预备热处理,在构件的表面完整性的设计和制造上杜绝应力集中等缺陷的出现,这些“四新技术”的利用率应该达到80%以上,为工件热处理的高品质和优美的环境做出新的贡献。 (1)可控气氛热处理 对于需要整体淬火的一般热处理
工件,采用可控气氛热处理可以做到工件表面不脱碳、不氧化且光亮的目的,如:许多中小型轴承零件、紧固件、五金工具、纺机零件、汽车零件、液压件等专件产品的热处理,采用可控气氛的使用率都比较高。在众多类型的可控气氛种类中,目前应用较多的气氛是氮气、甲醇、丙烷、氨气为原料的可控气氛。根据钢种规格、材料的化学成分及技术要求可以对热处理工件进行保护淬火、渗碳、碳氮共渗等处理,一般保护气氛淬火的脱碳层≤0.075mm,如五金工具、紧固件类型的保护气氛淬火仅用甲醇就可以满足,但是很多企业为确保淬火件的质量还是增加了富化气的通入。高碳钢类型的钢种如高碳铬轴承钢的淬火使用面就比较大。可控气氛的产生是很简单的,如用氮甲醇气氛为例,一般采用直生式制气,丙烷可以直接通入炉内,氨气经干燥除水后(含水率≤0.01%)也可以直接通入炉内,仅甲醇裂解有高温、低温制气之分,单一甲醇裂解气氛只能进行一般中碳钢件的保护淬火,若要进行高碳钢、高碳合金钢、高碳铬轴承钢等的淬火,因其碳势较低只能作为载体气,它只能做到表面不氧化,但不能保证不脱碳,为此需要加入丙烷(或天然气)作为富化气进行保证。甲醇裂解气对于需要渗碳的齿轮钢等来说也只能作为稀释气体,仍然需要丙烷(或天然气)做富化气对齿轮钢进行渗碳或碳氮共渗处理,炉内的碳势控制用氧探头比较好,碳92018年 第6期热加工www.mw1950.com
M管理与控制anagement & Control
势的测量可以用定碳片称重法或C230碳势测定仪测量,碳势控
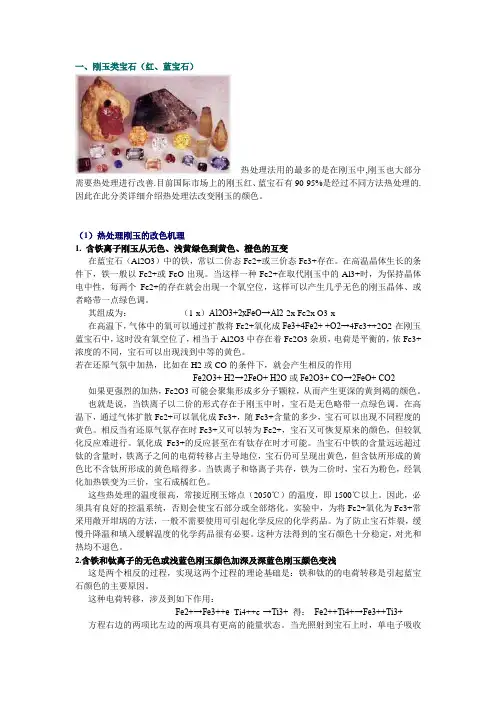
制精度Cp≤0.05%,氮势用氨分解率测定仪测定,氮势控制精度≤0.1Kn。如冲压滚针轴承的热处理新技术应用过程中,将低碳钢做的冲压外圈、冲压保持架及高碳铬轴承钢的滚针组装在一起的整套冲压轴承的薄层渗碳(碳氮共渗),就是采用上述可控气氛来保证产品质量的。影响可控气氛热处理工件质量的因素一般包括原料气氛的纯度、设备的可靠性和密封性、淬火冷却介质的稳定性、工艺编制的先进性、操作者的技术熟练水平等。(2)感应加热处理 感应加热是一项多快好省的先进热处理工艺,使用的频率一般分别是高频(40~300kHz)、超音频(20~40kHz)、中频(1~20kHz)、工频(50Hz),具有在保证加热温度均匀的前提下,它们的升温速度快且均匀、感应加热时钢件的奥氏体晶粒极细,通过相应的介质淬火后钢件的金相组织细密,淬火畸变小,表面硬度、耐磨性、机械强度和抗疲劳性能比普通淬火要高出许多,表面氧化皮极少,操作简单,占地面积小,作业环境无污染等优点。有些产品(如汽车曲轴等)根据生产流程可以安排在机械加工生产的流水线上生产,这样既节省了物流成本,又提高生产效率。但是感应加热工艺也受到钢件的化学成分、外形及尺寸等因素的影响,也有一定的局限性,目前应用感应加热处理较多的一般在汽车、拖拉机、摩托车等零部件
(轴类、齿轮、凸轮及曲轴等)的表面或局部淬火,以及机床零件(齿轮、轴类及滚柱丝杆)、五金工具、液压气动元件及纺机零件等的表面淬火。如利用工频(50Hz)和高频(250kHz)相结合可以对大型冷轧辊进行双频连续淬火,用中频对矿山机械上的双曲线轧辊的表面淬火,利用超音频(20~40kHz)可以对精密齿轮、纺机锭杆等进行超音频淬火。其中纺机锭杆的技术要求很高,这种用高碳铬轴承钢(GCr15)制作的纺机细纱机上用的锭杆如图1所示,它要求整体淬硬,特别是上下端锭尖的硬度和金相组织要达到技术要求难度极大,锭杆淬火后的畸变≤0.15mm,目前的做法一种是盐浴淬火,它的淬火畸变很大且污染环境;另一种是在没有可控气氛下加热的回转式电阻炉内加热及用夹持淬火来达到淬火畸
变≤0.15mm的要求,但是机械故障较多,维护保养要求较高;采用感应加热是国内外热处理的先进工艺,但是以前的做法是在400kHz的高频中将锭杆推到感应圈内进行通过式穿透加热淬火及回火,此方法淬火畸变太大(0.5~1.6mm),为此必须用计算机控制的专用校直机或人工气泵校直,此法成本较高,效率低且校直工作量很大。近年来原上海良纺纺机专件有限公司通过多次试验,在100kW、20kHz的IGBT超音频
电源中和轴向感应器对锭杆进行一次感应穿透加热淬火取得成功,并结合五工位夹持淬火机床(见图2),组成感应加热淬火矫直生产自动线,使锭杆的淬火畸变≤0.15mm的变形量合格率达到≥90%。超差部分的变形量≤0.3mm,用锤子轻敲校正,锭杆的淬火硬度和金相组织全部达
(b)图1 锭杆热处理技术要求
(a)